光谱仪分析偏差的原因探讨
原子吸收光谱仪常见故障及解决方法

原子吸收光谱仪常见故障及解决方法原子吸收光谱仪是一种常用的分析仪器,用于测定物质中的金属元素含量。
由于长期使用或者操作不当,常常会出现一些故障,影响仪器的正常工作。
本文将就原子吸收光谱仪常见的故障进行讨论,并给出相应的解决方法。
一、进样系统故障1、样品进样失败当样品进样失败时,首先要检查进样系统是否有堵塞或者漏气现象。
需要及时清洗吸嘴和进样管路,确保样品能够正常进入火焰中。
还要检查进样泵的工作状态,保证进样量的准确性。
2、进样泵过载或者堵塞当进样泵过载或者堵塞时,可以通过调整进样泵的工作参数来解决问题,例如增加进样泵的流量或者清洗进样泵的管路。
3、样品残留在更换样品时,有时会出现上一个样品的残留,导致分析结果不准确。
这时需要及时清洗进样系统,确保下一个样品的准确性。
二、光路系统故障1、灯泡寿命较短原子吸收光谱仪的灯泡寿命一般较长,但有时会因为长时间使用或者工作环境的影响导致灯泡寿命较短。
这时需要及时更换灯泡,并注意定期清洁灯泡和光路系统。
2、光阑调节不准确光阑调节不准确会导致光谱信号强度不稳定,影响分析结果的准确性。
需要定期检查和调节光阑,确保光路系统正常工作。
3、光谱信号强度不稳定光谱信号强度不稳定可能是由于光路系统中有异物或者灰尘的堵塞,需要及时清洁光路系统,确保光路畅通。
三、火焰系统故障1、火焰温度不稳定火焰温度不稳定会影响分析结果的准确性,需要检查火焰系统的温度测量仪表是否准确,调节火焰气体的流量和压力,确保火焰温度的稳定性。
2、火焰颜色异常火焰颜色异常可能是由于火焰气体压力不足或者气路堵塞,需要及时调节火焰气体的流量和压力,清洁火焰气体管路。
3、吸收信号不清晰吸收信号不清晰可能是由于火焰不稳定或者有异物进入火焰中,需要及时调节火焰气体的流量和压力,清洁火焰系统。
四、检测系统故障1、检测系统信号不稳定检测系统信号不稳定可能是由于光谱仪中的检测器受到了外界干扰,需要检查并清洁检测系统,确保其正常工作。
光谱仪分析偏差的原因探讨

光谱仪分析偏差的原因探讨作者:蔡冬梅来源:《中国新技术新产品》2015年第03期摘要:随着我国科技的不断发展,光谱仪在分析偏差的领域中得到了广泛的应用,作者根据自身多年的工作经验对电火花直读光谱仪分析铸铁的化学组成,以及产生偏差的原因进行分析,阐述了降低偏差的主要方法。
关键词:光谱仪;偏差;经验;铸铁;降低中图分类号:TH744 文献标识码:A使用光谱仪对炉前的铁液进行化学元素含量的分析,已经成为目前整个铸造行业炉前铁液化学成分的主要控制方法之一。
使用光谱仪对炉前铁液进行化学元素含量的分析主要具有以下优点:(1)较快的速度,通常情况下来讲,从试样的制取开始一直到光谱仪的分析结束以后,最多需要两分钟到三分钟的时间;(2)具有较高的精确度,通常情况下来讲,铁液化学元素的含量在光谱仪中的分析所得到结果的偏差一般都会小于1%;(3)使用光谱仪器可以较为全面的分析化学元素的种类,一般情况下来讲,只要需要可以对任何的化学元素进行分析;(4)光谱仪器的操作并不复杂,经过一个简短的培训后就可以对光谱仪器进行操作。
1光谱仪出现偏差的原因以及改正虽然在理论上来讲光谱仪的偏差是在1%之内,但是在我们实际应用的过程中偏差往往会高于1%,在某些特殊的情况下有可能会达到5%以上。
出现这种偏差情况的主要原因有以下几点:(1)用光谱仪分析的试样位置不同;(2)使用不同的光谱仪对同一试样进行分析;(3)用手工以及光谱仪对同一个试样进行对比分析。
通常情况下来讲,出现误差最大的可能性就是试样的本身出现问题。
1.1 在进行光谱仪分析的时候所选用的试样应该是白口的试样,而不能选用灰口的试样。
这主要是由于当灰口的试样受到光谱仪的激发时,其表层的电阻很大,很难被电流击穿,这将在一定程度上影响分析的结果,造成分析的数值较低。
可以通过以下的实验对此问题进行说明,在对两炉铁液进行化学分析的时候,同时制作白口的试样与灰口的试样,随后在光谱仪上对两种试样进行分析,将两种试样的结果进行比较,所得到的结果见表 1。
光谱仪误差原因分析
对于光电光谱仪来说,误差的产生主要来自以下五个方面因素的变化:(1)人:操作员的质量意识,技术水平,熟练程度及身体素质。
(2)设备:分光计的精度,光源的性能及其再现性,氩气系统的稳定程度(包括净化能量、压力、流量等),试样加工设备及电源稳压系统的精度和所有这些设备的维护保养状况。
(3)试样:欲测试样成份的均匀性,重复性,热处理状态及组织结构状态。
标准试样及控制试样成份的均匀性,成份含量标准的可靠性以及其组织结构与欲测试样的组织结构的同一性。
(4)分析方案:标准曲线的制作及其拟合程度,操作规程(包括仪器参数的选择,干扰元素的修正方式等),以及试样的加工工艺。
(5)环境:分析室的温度、湿度、照明、噪声和清洁条件等。
以上这五个方面的因素通常称五大因素。
系统误差和偶然误差的大小,都能说明分析结果数据的正确程度并对其可靠性进行评价,也就是说,分析结果的可靠程度的大小应取决于系统误差和偶然误差的总和。
所以,为了解决这个问题就必须从光电光谱仪分析的角度进行研究。
1)系统误差系统误差在数次分析中常按一定的规律变化和带有一定方向性重复出现。
即一次分析中出现的系统误差的大小和正负,与另一次或几次同样的分析所出现的系统误差的大小和正负是相同的,在光电光谱分析中,我们可以根据系统误差这种有规律的特点来探讨以下这种误差产生的原因。
A、组织结构:金属合金分析时标样(包括控样)与分析样品的热处理过程和组织结构的不同,矿石分析时,人工合成标样与天然矿石样品组织结构不同。
B、第三因素干扰:可能有欲测因素干扰谱线重叠现象,也可能由于第三元素存在引起蒸发,激发方面的影响导致谱线强度的改变。
也有可能由于所采用的干扰修正系数不当造成修正过量或不足而影响测定结果。
C、标样或控样的标准值出现偏差。
D、仪器标准化处理不当(除日常进行标准化外,更换透镜,对电极和氩气时,对分析仪器一定要进行标准化)或校准曲线拟合不当或曲线斜率发生变动。
E、氩气纯度,压力,流量以及分析室的室温超出规定范围,或狭缝位置偏移仪器规定值。
位置编码光谱偏差

位置编码光谱偏差通常指的是在光谱分析中,由于位置编码不准确所引起的光谱偏差。
这种偏差可能会导致光谱数据的误差,进而影响后续的化学分析和物质识别等应用。
位置编码光谱偏差的原因可能包括以下几种:
光学系统误差:光路中的光学元件(如透镜、反射镜等)的制造和安装误差可能导致光束的畸变或光斑的不均匀分布,从而影响位置编码的准确性。
探测器性能差异:不同像素点的探测器性能可能存在差异,导致在接收光信号时产生偏差。
位置编码器精度不足:用于生成位置编码的设备或算法可能存在精度问题,导致位置编码与实际光束位置存在偏差。
环境因素:如温度、压力和振动等环境因素可能影响光学系统和探测器的稳定性,从而导致位置编码光谱偏差。
为了减小位置编码光谱偏差,可以采取以下措施:
提高光学元件的制造和安装精度,以减小光路中的畸变和光斑不均匀分布。
对探测器进行校准和标定,确保不同像素点具有相似的性能。
使用高精度的位置编码设备或算法,并定期进行校准和维护。
采取措施减小环境因素对光学系统和探测器的影响,例如使用温度控制、压力稳定和减震等措施。
通过减小位置编码光谱偏差,可以提高光谱分析的准确性和可靠性,进一步促进其在化学分析、物质识别等领域的应用。
光电直读光谱仪分析的误差探讨
光电直读光谱仪分析的误差探讨1概述从上世纪30年代用照相板作检测器的火花发射光谱分析技术,到后来采用光电倍增管检测器(PMT)、电荷藕合固体检测器(CCD)、电荷注人式固体检测器(CID)的直读光谱仪分析技术。
以及近代光电技术和计算机技术的高速发展,大大提高了光谱分析速度,使直读光谱仪广泛应用于钢铁和有色冶金行业炉前快速分析,也成为分析各种常见固体金属材料的一种普及的标准分析方法。
定量分析的任务是准确测定试样中组分的含量。
因此必须使分析结果具有一定的准确度,不准确的分析结果可以导致生产上的损失、资源的浪费和错误结论。
在光谱定量分析中,由于受到人员、环境、仪器性能等方面的影响,使测得结果不可能和真实含量完全一致,并且对同一样品进行多次测量其结果也不完全一样。
这说明客观上存在着难以避免的误差,因此在进行定量测定时不仅要得到被测组分的含量,而且必须对分析结果进行评价,判断分析结果的准确性(可靠程度),检查并分析产生误差的原因,采取减小误差的有效措施,从而不断提高分析结果的准确程度。
2误差的性质及其产生的原因应用光电直读光谱分析方法测定试样中元素含量时,所得结果与真实含量通常是不一致,总是存在着一定的误差。
这里所讲的误差是指每次测量的数因,误差可分为:系统误差、偶然误差和过失误差3种。
(1)系统误差也叫可测误差,它是由于分析过程中某些经常发生的比较固定的原因所造成的,它是可以通过测量而确定的误差。
通常系统误差偏向一方,或偏高,或偏低。
例如光谱标样,经过足够多次测量,发现分析结果平均值与该标样证书上的含量值始终有一差距,这就产生一个固定误差即系统误差,系统误差可以看作是对测定值的校正值,它决定了测定结果的准确度。
(2)偶然误差是一种无规律性的误差,又称不可测误差,或随机误差,它是由于某些偶然的因素(如测定环境的温度、湿度、振动、灰尘、油污、噪音、仪器性能等的微小的随机波动)所引起的,其性质是有时大,有时小,有时正,有时负,难以察觉,难以控制。
直读光谱仪测量误差原因分析

一、测量误差分析光电直读光谱仪是一种用来分析合金材料如铝合金、铜合金、合金钢、铅合金等等中元素含量的高精密仪器,通常也被成为合金元素分析仪器。
但是在实际过程中经常出现测量结果和实际含量不一致,这种不一致的现象被称之为测量误差。
根据我公司多年的经验总结出以下几种造成测量误差的原因。
1.测量误差来源(1)浇注状态的钢样与经过退火、淬火、回火、热轧、锻压状态的钢样金属组织结构不相同时,测出的数据会有所差别。
(2)标样和试样的物理性能不完全相同时,激发的特征谱线会有差别从而产生系统误差。
(3)标样和试样中的含量和化学组成不完全相同时,可能引起基体线和分析线的强度改变,从而引入误差。
(4)未知元素谱线的重叠干扰。
如熔炼过程中加入脱氧剂、除硫磷剂时,混入未知合金元素而引入系统误差。
(5)熔炼过程中带入夹杂物,产生的偏析等造成样品元素分布不均。
(6)试样的缺陷、气孔、裂纹、砂眼等。
(7)磨样纹路交叉、试样研磨过热、试样磨面放置时间太长和压上指纹等因素。
(8)要减少偶然误差,就要精心取样,消除试样的不均匀性及试样的铸造缺陷,也可以重复多次分析来降低分析误差。
(9)氩气不纯。
当氩气中含有氧和水蒸气时,会使激发斑点变坏。
如果氩气管道与电极架有污染物排不出去,分析结果会变差。
(10)试样表面要平整,当试样放在电极架上时,不能有漏气现象。
如有漏气,激发时声音不正常。
(11)样品与控制标样的磨纹粗细要一致,不能有交叉纹,磨样用力不要过大,而且用力要均匀,用力过大,容易造成试样表面氧化。
(12)对高镍铬钢磨样时,要使用新砂轮片磨样,磨纹操作要求更严格。
(13)试样不能有偏析、裂纹、气孔等缺陷,试样要有一定的代表性。
(14)电极的顶尖应具有一定角度,使光轴不偏离中心,放电间隙应保持不变,否则聚焦在分光仪的谱线强度会改变。
多次重复放电以后,电极会长尖,改变了放电间隙。
激发产生的金属蒸气也会污染电极。
所以必须激发一次后就用刷子清理电极。
油气太赫兹光谱仪时域谱的误差分析与标定
收 稿 日期 :2016-06-03;修 回 日期 :2018—05—08 基 金 项 目 :教 学 改 革 项 目 :将 科 研 思 维 及 实 践 融 入 到大 学 物理 教 学 过 程 的 探 索 。 通讯作者 :宝 日玛 ,女 ,副教授 ,主要从事大学物理教学和太赫兹 光谱 科研工作 ,研究方 向为油气 资源的太 赫兹光谱 表征 与评价 ,brm22@ 163.com;邢 颖 ,yingxing@ cup.edu.an。 引 文 格 式 :宝 日玛 ,苗 听 扬 ,陈 星 洁 ,等 .油 气 太 赫 兹 光 谱 仪 时 域 谱 的误 差 分 析 与标 定 I-J].物 理 与 工 程 ,2018,28(4):96—101.
关 键词 太 赫兹光 谱仪 ;延 迟 时间 ;幅值 ;误差 分 析
STUDY oN ERRoR ANALYSIS AND CALIBRATION O F TIM E Do N SPECTRUM 0F oIL GAS TERAHERTZ SPECr】R0 SCOPY
BAO Rima M IAO Xinyang CHEN Xingjie WANG Dandan ZHAN Honglei XING Ying
(Beijing Key Laboratory of Optical Detection Technology for Oil and Gas,China University of Petroleum ,Beijing 102249)
Abstract W hen terahertz spectrum is tested for oil and gas products。the error of the instrument has great influence on the results.The error calibration of the experim enta1 instrument is of great signifi— cance to the terahertz characterization and the meticulous evaluation of the oi1 and gas resources. In this study,the error of the oil gas terahertz spectrom eter is tested and analyzed,and the error caused by the moving speed of the delay line is calibrated. The results show that the sm aller moving speed is beneflcial to reduce the deviation and floating of the delay time and amplitude of time domain wavefom 1. The f loating ran g e of delay time in 4 groups of experiments are 0.1ps,0.1ps,0.2ps and 0.4ps,and the error rates of the signal amplitude are 2.26 ,1.76 ,3.28% and 5.82 ,respectively.In addition, the change of the laser pow er is also a m ain source of error during the test.This error can be reduced by recording the output power of laser in real time and normalizing it accord ing to the linear relationsh ip. Key words THz—TDS;delay time;amplitude;error anal,THz)光 谱 技 术 在 过 去 的 十余 年期 间 迅 速 发 展 ,针 对 物 质 在 该 波 段 特 性 的 研 究 也逐 步 拓 展 到 化 学 、生 物 医 药 、材 料 、安 检 等 领 域 Ⅲ 。其 中 ,太 赫 兹 时域 光 谱 仪 (THz—TDS)是
波长色散X射线荧光光谱仪计数率偏差的不确定度分析
波长色散 X射线荧光光谱仪计数率偏差的不确定度分析摘要:计数线性是波长色散X射线荧光光谱仪的一项重要计量性能指标。
本文依据JJG810-1993《波长色散X射线荧光光谱仪》检定规程给定的检定方法,对波长色散X射线荧光光谱仪计数率偏差进行了不确定度评定。
关键词:波长色散X射线荧光光谱仪;计数线性;不确定度;仪器检校文献标志码:B0 引言波长色散X射线荧光光谱仪主要用于固体、液体或粉末物质的元素分析。
其工作原理是利用X射线管发出的初级X射线激发试样中的原子,使之产生荧光(次级X射线),通过晶体分光并用探测器测量,根据各种元素特征X荧光谱线的波长和强度进行元素的定性和定量分析[2]。
依据仪器说明和波长色散X射线荧光光谱仪检定规程,本文以流动气体正比计数器为例,着重探讨仪器计数率偏差的不确定度评定。
1 概述1.1 测量依据JJG810-1993《波长色散X射线荧光光谱仪》检定规程[2]。
1.2 测量仪器X射线荧光光谱仪检定用标准物质(纯铝块)。
1.3 被测对象X射线荧光光谱仪,S8 TIGER,德国布鲁克。
1.4 测量过程以流动气体正比计数器为例,用纯铝块样品测量AlKα辐射。
X射线源电压设置在30kV,电流分别为2,5,10,15,20,25,30,40,50,60,70 mA,依次测量AlKα辐射的计数率,计数时间取10 s,每个电流值的计数率测量3次,取平均值。
测定结果绘制计数率对电流的曲线,并计算90%或60%仪器规定最大线性计数率的计数率偏差。
2 X射线荧光光谱仪计数线性的不确定度评定以布鲁克S8 TIGER的波长色散X射线荧光光谱仪的测量结果为例进行分析。
2.1 测量模型和不确定度来源分析其中,CD—测仪器的量计数率偏差;I—由实测工作曲线给出的计数率值,kcps;I—由线性直线给出的计数率值,在此为90%或60%仪器规定最大线性计数率,kcps。
I为实测工作曲线给出的计数率值,实际测量时用多次测量的平均值获得,通过计算重复性得出其标准不确定度。
FTIR采样误差分析
FTIR采样误差分析作者:赵兴聂昌吕艳玲来源:《硅谷》2013年第06期摘要傅立叶变换红外光谱仪(FTIR)中,为了提高采样精度,采用参考激光计量光程差。
但由于激光单稳频特性、动镜移动速度不均匀、电路延时等原因,引起采样点偏差。
文章根据光谱仪的干涉原理,通过傅立叶逆变换和误差分析方法,建立了光谱测量相对误差与采样点偏差之间的理论模型,并进行仿真验证,结果表明该模型可以成为由采样点偏差引起相对误差修正算法的理论依据。
关键词红外技术;光谱测量;傅立叶逆变换;采样误差;修正算法中图分类号:TN955 文献标识码:A 文章编号:1671—7597(2013)032-076-03在FTIR中,利用Michelson干涉仪动镜移动产生等光程差对被测光干涉图进行采样。
实际中由于参考激光波长的单色性、动镜移动速度的不均匀性、光信号到产生电信号的延时等原因,导致采样点产生偏差,直接引起被测光干涉图产生数值量偏差,从而影响最终的光谱测量精度。
不少学者对傅立叶变换红外光谱仪的误差都有研究,提出采样偏差理论,也有学者对采样偏差引起的误差给出了一个简单固定量的修正算法。
但对光谱误差和采样偏差之间的具体定量关系,目前尚无研究报道。
文章根据傅立叶变换红外光谱仪的实际工作原理,分析采样点产生偏差的原因,并且建立光谱测量相对误差与采样点偏差之间的理论模型;依据该模型可以确定光谱测量相对误差的定量关系,并对结果进行了仿真计算。
1 采样点选取原理FTIR中,Michelson干涉仪原理如图1所示,动镜M1、定镜M2和等分分束器G组成简单的干涉仪,被测光通过等分分束器G将一分为二,光束1和光束2,两者等能量。
再分别通过M1反射与和G投射、M2反射与G反射后达到探测点E。
同样,参考激光计量运行原理与被测光源相同。
图1 Michelson迈克尔逊干涉仪采样点偏差产生原理:当计量激光通过等分分束器分成光束3和光束4,同时到达探测器时,相位相同,发生相长干涉,亮度值最大。
光谱仪分析铸铁偏差原因
用光谱仪进行炉前铁水化学元素含量分析,是近年来铸造行业炉前铁水化学成份控制的主要手段。
光谱仪分析具有很多优点:速度快,精确度高,分析化学元素种类全,可操作简单,只要经过短期培训即会操作。
虽然光谱仪分析偏差正常规定≤1%,但我们在实际操作中偏差常大于1%达到5%甚至更高。
这种偏差常发生在:试样不同部位的光谱仪分析、同一个试样在不同的光谱仪上分析、同一个试样用手工和光谱仪对比方分析。
针对偏差我们进行了研究分析,总结出主要由以下几方面原因造成的以及相应的改正措施。
一、试样原因及改正措施一般而言,大的误差来源于试样本身。
光谱仪分析采用的试样应为白口试样而不能为灰口试样。
因为灰口试样被光谱仪激发时由于表层电阻大,不易被电流击穿,从而影响分析,得到的值偏低。
二、准备激发时,试样温度应为室温(≤20℃)。
三、试样面积应大于火花激发台激发孔一个重叠区域(小1mm),而且试样表面应是均匀的、平整、纹理一致。
试样如不平整或者试样面积小于激发孔将不能完全盖住激发孔,使燃烧室不处于密封,试样被激发时改变电流强度,从而影响预燃和曝光,使试样燃烧不完全,导致光谱仪分析结果偏低。
四、试样表面要干净不要被污染如用手触摸污染的试样被激发时表面不能被冲洗干净,并且冲洗下来的物体污染燃烧室,影响预燃和曝光,严重时光谱仪无法分析,轻微时会出现分析结果偏差大。
五、试样表面不能有砂眼、气孔、裂纹等缺陷因为缺陷会导致试样被激发时电流强度改变,使试样燃烧不完全,激发不良,光谱仪分析结果偏低。
六、试样中硫元素含量不能过高我们在实践中发现当试样中硫元素大于2%,光谱仪便无法正常分析。
因为硫在燃烧过程中形成硫化铁、硫化锰等化合物,影响试样进一步激发,从而导致激发不良。
七、试样火花激发表面不良。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
和高纯氩 ( 9 9 . 9 9 9 %A r )击发 同一试样,对得到的结果
进行对 比,如表 3所示。
表 3 不 同纯 度 氩 气 状 态 下试 样 化 学 成 分
分析 结果对 比 ( 质量分数 )
\ 元素 编 号 \
维普资讯
维普资讯
为避 免这 种误 差 的 出现 ,我们 可 采用 以下几 个 方
素发射它的特征波长,并经聚光、色散,每一元素谱线
被分解 出来 ,通过光电倍增 管将这些元素 各 自的光 信号
法:①将试样磨好后放置一段时间让其 自然冷却。②试 样磨好后用水冷却再尽可能缩短磨光时间。③试样磨好 后摆放在铜棒等吸热物体上以加快其散热。
1
样则为不 良, 此时光谱仪分析偏差值会很大 ( 见下图) 。
高纯 氩 3 . 1 4 2 . 0 6 0 . 7 5 9 0 . 1 7 8 0 . 0 7 9 0 . 0 3 7 0 . 2 l l 4 8 9 3 2
纯 氩 3 . 5 9 1 . 6 9 0 . 6 6 9 0 . 1 3 9 0 . 0 8 9 0 . 0 3 9 0 . 1 7 8 4 2 3 5 7
现 ,当试样中 >0 . 2 %时 ,光谱 仪便无 法正 常分析 。
( 2 )由那些能阻止试样激发 的物质 而造成 的不 纯 这种情况下 ,由于试样激发不 良,分析试 样时会得 到很 低 的结果。我们做过试验 ,即分别用 纯氩 ( 9 9 .烧过程 中形成 硫化铁 、硫化锰等化合物 , 影 响试样进一步激发 ,从而导致激发不 良。 ( 7 )试 样火花激发表面不 良。好 的火 花激发表面应 为激发处理产生 的粗糙并有着金属光泽 的区域尽可能大
分析试样 时必须用到惰性氩气 ,这是 因为 火花激发
试样如不平整 或者试样面积小 于激发孔将不 能完全 盖住激发孔 ,使燃 烧室处于不密 封状态 ,试样被激 发时 会改变电流强 度 , 从而影响预燃 和曝光 ,使试样燃烧 不
过程只能在保护气体环境下使用。同时,氩气也为紫外
线范围内的光提供了透明的媒介传导。因为这种气体也
度差。一般情况下会出现以下两种问题或它们 的混合结
果。
( 1 )被要定量分析的物质 所污染
这 种情况下 , 分
析试样 时会 得到很高 的分 析结果 ( 如含有 氮、氧或碳 ) 。
这种错误是很明显的,若有这种情况,要立即更换氩气
瓶 ,然后必须进行标准化校正 。
( 6 )试样中硫元素含量不能过高。我们在实践中发
为产生等离子区提供等离子,所以就需要这种氩气具有
高纯度 ( >9 / 9 . 9 9 9 9 %A r ) ,以保证 分析 结果 的正 确 性。 气体如果不纯 , 会造 成分析结 果漂移偏差很 大 ,重 复精
完全,导致光谱仪分析结果偏低。
( 4 )试样表面应干净 ,不要被污染 ( 如用手触摸 ) 。 受污染 的试样被激发时表面不能被 冲洗 干净 ,且冲洗下 来的物体 污染燃烧室 ,影响预燃和曝光 ,严重 时光谱仪 无法 分析 , 轻微时会出现分析结果偏差大 。 ( 5 )试样表面不能有砂眼 、气孔 、裂 纹等缺陷 。因 为缺 陷会导致试样被激 发时电流强度改变 ,使试样 燃烧 不完全 , 激发不 良,光谱仪分析结果偏低 。
●
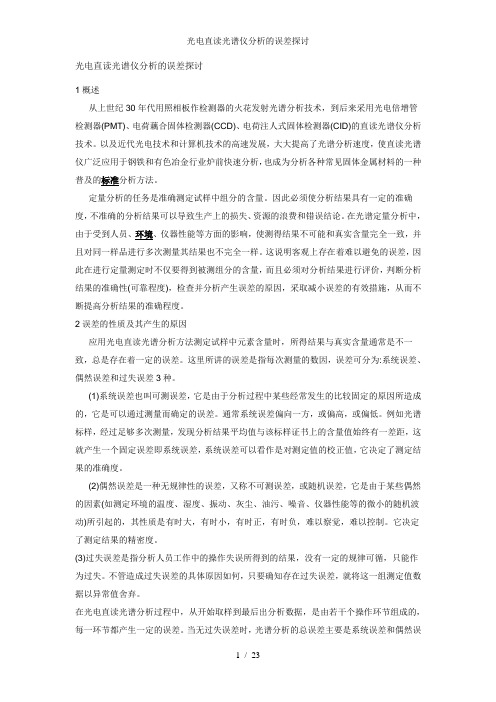
( a ) 激 发好 ( b ) 激 发不 良
2
高纯 氩 3 . 1 7 2 . 2 4 0 . 7 6 4 0 . 1 6 7 0 . 0 4 8 0 . 0 4 4 0 . 2 3 4 5 1 2 3 0
纯 氩
4
3 . 3 3 1 . 8 3 0 . 6 8 7 0 . 1 6 9 0 . 0 9 0 0 . 0 3 3 0 . 1 9 1 4 5 6 7 8
原 因引起 的分析 误差 。 听 :当氩气 中含有那些能削弱或完 全阻碍试 样激发 的物质 时,试样被激发时会发出 “ 噼啪”的声 音。
产生火花激发表面不 良的因素 ,除 了上 面所 述的试 样原 因外 ,还有可能是光谱仪 的原因 。
二、光谱仪的原因及改正措施
光谱仪工作原理是试样被 电流激发 后 ,试样 中的元
看 :由于激发不良,试样火花激发表面会出现劣质
的激发点。
囫 堡 复
w . ma  ̄i n i s t . o o n 1 . ∞
枢柏 c l 热 加 工
高纯氩 3 . 1 6 1 . 9 6 0 . 7 4 0 O . 1 8 2 0 . 0 7 9 0 . 0 3 7 0 . 2 儿 4 9 3 2 4
氩气不纯引起的分析结果 偏差大 、重复 精度差 比较
常见。我们可通过以下几个方面,判别是否由于氩气的
火花激发表面状态图
( 3 )试样面积应大于火花激发 台激发 孔 ,必须有一 个重 叠区域 ( 最小 1 m m ) , 而且试样表面应均匀 、 平 整、
纹理一致 。
变为电流信号,再根据电流强度确定化学元素含量的高 低。上述每个环节出现问题都会对光谱仪的分析结果产
生影响。
1 . 光谱仪所用的氩气必须为高纯氩
C s i Mn P S
( %)
F e
心, 周 围有黑 色的 圆环 , 且圆环 区域 的火 花不很 强 烈 ,
呈奶 白色 ,应尽可能的小。如火 花激发表面 和上述不一
B C r
窗 \
纯 氩 4 . 3 5 1 . 2 1 0 . 5 1 5 0 . 1 0 2 0 . 1 2 3 0 . 0 2 3 0 . 1 3 9 2 3 4 5 6