汽车控制臂辊锻制坯开式模锻成形工艺研究
高强度异形臂一次模锻成型技术探析

针 对 锻 件 特 点 ,结 合工 厂 实 际 情 况 ,确 定 了 辊 锻 机 制 坯 、 摩擦压力机模锻的锻造工艺,其流程为:下料→ 中频感应加 热 → 辊 锻 制 坯 → 弯 曲 → 锻 造 → 切 边 → 校 正(弯 曲)。15 种 异 形 臂制作共用一副模锻通用模具,如图2所示。15种异形臂模锻 压时分别只需通过调整通用模具上模(图3)的件2及件3来调 整 异 形 臂 尺 寸 ,在 模 锻 工 序 中 不 需 要 大 量 模 具 ,也 不 需 要 大
3 高强度异形臂一次模锻成型技术方案论述
3.1 项目产品生产工艺流程 异形臂生产工艺流程:锻坯料→ 铣坯料平面→数控气割
外形 (按不同种类异形臂)→模锻工艺设计→模具设计→模 具加工及各种辅助装置的设计,加工坯料→ 加热→ 模锻(通 用模具,15种异形臂共用一副模具)→ 热处理→ 机械加工→ 探伤检验及其他各项理化检测→渗氮处理→检测→入库。
采用一次模锻成型技术的异形臂抗拉强度≥980 MPa, 屈服强度≥650 MPa,抗压能力强,产品不易变形,提高了汽
图2 通用模具 3.2.2 模
汽车半轴锻造成形工艺设计

汽车半轴锻造成形工艺设计王建勇,王荣景(第一拖拉机股份有限公司中小轮拖装配厂,河南 洛阳 471003)摘 要:汽车制造过程中,半轴法兰盘对汽车整体的强度和稳定性有一定的影响,传统的汽车半轴锻造成形工艺存在一定的缺点。
文章从传统半轴锻造成形工艺存在的问题入手,给出了一种新的半轴锻造成形工艺设计思路——液压机闭式锻模工艺,对这种工艺进行了数据和可行性分析,通过与传统的半轴锻造成形工艺进行对比,得出新工艺的可行性,希望给半轴锻造相关领域的研究工作者提供一定的帮助和启发,推动我国汽车制造业的发展。
关键词:汽车制造;半轴锻造;成形工艺中图分类号:TG316 文献标志码:A 文章编号:1672-3872(2019)18-0154-01——————————————作者简介: 王建勇(1971—),男,河南新乡人,本科,工程师,研究方向:曲轴锻造工艺。
1 原有工艺存在的问题传统的半轴锻造成形工艺主要是锤上胎模锻工艺,不过这种工艺存在质量和产量上的劣势,很快就被平锻半轴工艺所取代,平锻半轴工艺相比于传统的锤上胎工艺,在产品质量和生产效率上都有很大程度的提升。
由于设备要求高,维护困难,投入费用大等劣势,很多生产厂商受到规模和成本的限制,很难选择平锻半轴工艺,因此传统的最为常用的半轴锻造成形工艺是摆动碾压半轴工艺,虽然摆动碾压半轴工艺具有经济性能好的优点,但是产品质量存在一定问题而广受质疑,最为严重的就是半轴法兰盘的毛边问题需要增加粗车工序进行打磨,另外,法兰盘上下圆心不同轴,导致半轴的应力结构不均衡,影响其整体的工作效率[1]。
2 工艺设计2.1 工艺方案的确定选取的工艺为液压机闭式模锻结合杆部免加工工艺对半轴进行锻造成形处理,在处理前,需要结合工艺的特点确定工艺方案,主要包括胚料尺寸,该工艺对下料精度要求不高,保证下料充足即可,余料导致的法兰盘厚度的增加对其整体的结构不会造成影响,胚料选择主要是满足半轴需求和损耗即可。
摇臂成形过程数值模拟

_ l ~ | ●。 1 . J . - . { _ 一 1 l . , ; ●
擦闪子 定 义取为 0 . 4 ; 采』 } 】 共轭 悌度求解 、 卣接迭代法计算 ; 坯料的温度 选为 4 6 0 q ( : ,1 模、 下模 的温度设 为2 0 0 { : , 假设温度不发生 变化 , 在仿 真 模拟时 采川 四面体网格最划技 术 锅合金摇 臂尺寸大 、 形状复杂 , 模 拟怙 】 期 K, 为节竹模拟时I - H ] , 采』4 0 0 0 0 个四面体网格对坯料进行划分
科技信息
河 南省黄 泛 区农场 王淮欣
[ 摘 要] 摇臂现 阶段 成形 工艺多、 生产效率低 、 劳动 强度大 , 本文通过 对摇臂三维 几何模型的建立 , 采 用辊锻 制坯 工艺 , 结合摇臂 的 形状特点 , 合 理 的 设 计 弯 曲模 , 对模锻成形过程进行数值模拟 , 分 析 了其 成 形 缺 陷 [ 关键词] 摇臂 辊锻 开式模锻 数 值模拟 率相对较大 , 并且型腔 内部 无大应变 , 可以获得较均匀 的组织性 能 , 但 表面延伸率较大的出现在飞边部分 . 可能会 } “ 现缺陷 , 仉可 以通过 l 刃 边 除去。
( h ) 等效应变分布网 罔 5分布罔
I 2弯 曲 型 腔
根据计算 的毛坯 截面 , 选取合适 的坯 料, 辊 锻制坯后辊锻件各段 【 ∈ 度一致 , 只在相应区段半 径小 , 对坯料 弯曲 、 终 锻过程进行 相应的数
值 模 拟 及分 析 2 . 有 限 元 模 型 摇臂模 锻成彤过程巾 , 弹 性 变 形 部 分远 小 于 塑 性 变 形 部 分 , 因 而 可 以忽略 弹性 变形而建立刚一 甥性材料模 型 模具材料定义为刚性体 , 1 件材 料选取 AL U MI NU M一 6 0 6 l , 坯 料与模具 的摩擦 方式 为剪切 摩擦 , 摩
汽车铝合金摆臂锻造工艺仿真分析

本 文选用 的摆臂 材料 是 6 X X X 系 铝 合 金 中 的 6 0 8 2铝合 金 , 其工艺 性较 好 , 主要 应用 于辊 锻 、 轧制 、 锻造 、 冲压 成型 等 …。 同时 该 铝合 金 具备 较 好 的 延展 性、 抗 腐蚀性 及优 良的可 焊接性 , 因此 6 0 8 2铝合 金是
( 1 . 安徽工程大学 机械与汽车工程 学院 , 安徽 芜湖 2 4 1 0 0 0 ; 2 . 安徽骆氏升泰汽车零部件有限公 司, 安徽 芜湖 2 4 1 0 0 0 )
摘 要 :为有 效缩 短 产品 研发 周 期 、 节 约开 支及 降低成 本 , 在铝 合金 摆 臂锻 造 工 业生 产 中 , 选 用下料 、 高温热 处理 、 辊 锻 制
第3 4卷 第 9期
V0 1 .3 4 N O.9
新 乡学院学报
J o u r n a l o f Xi n x i a n g Un i v e r s i t y
2 0 1 7年 9月
S e p . 2 0 1 7
汽车铝合金摆臂锻造工艺仿真分析
周 俊。 , 时培 成 , 李 云召
前 悬挂 下 直臂 ( 图 1 ) , 故 将一 般工 艺流 程 中弯 曲环 节
改成 了压扁环节 ,这有 利于锻坯平稳地置 于模锻 下模 具 上 .同时也有利于材 料充分地填充至模具 的各个枝 芽 ,避免 了坯料在模锻 过程 中移动 和填充不充分 现象
的 产 生
a辊 锻 一 道 次 b辊 锻 二 道 次
坯、 压扁、 模锻 成 型 、 余 边去 除 、 锻件 检 测 等工 艺流 程 , 并以 D E F O R M一 3 D软 件 为平 台 , 利 用有 限元 方 法对 铝合 金摆 臂 锻 造 成 形过 程 进行 建 模及 仿 真研 究 , 分析铝 合 金摆 臂 在锻 造 过 程 中冷 挤 压金 属 的 流动 规 律 。结 果表 明 , 此 锻 造 工 艺可 以较 好
1模锻方法与工艺

2 锻造种类
(三)按行业应用
■柴油机锻件 柴油机是动力机械的一种,它常用来作发动机。以大
型柴油机为例,所用的锻件有汽缸盖、主轴颈、曲轴端 法兰输出端轴、连杆、活塞杆、活塞头、十字头销轴、 曲轴传动齿轮、齿圈、中间齿轮和染油泵体等十余种。
■船用锻件 船用锻件分为三大类,主机锻件、轴系锻件和舵系锻
件。主机锻件与柴油机锻件一样。轴系锻件有推力轴、 中间轴艉轴等。舵系锻件有舵杆、舵柱、舵销等。
模闭式精密模锻还可锻出垂直于锻击方向的孔或凹坑,材料 利用率平均提高20%左右; ▼毛坯在封闭的模膛内成形,变形金属处于更加强大的三向压 力状态,有利于提高金属材料的塑性和产品的力学性能; ▼可分凹模闭式精密模锻可减少甚至取消制坯工步,省去切边 和辅助工序,生产率平均可提高25%~50%。 闭式精密模锻主要问题:对于一些大中型锻件模具寿命低,需 采取多种措施逐步解决。
5 模锻件类型
(1)饼盘类
❖ 外形为圆形面,高度较小
5 模锻件类型
(2)法兰凸缘类
其外形为回转体,带有圆形或长宽尺寸相差不大的 法兰和凸缘。
5模锻件类型
(3)轴杆类
其杆部为圆形,带有圆形或非圆形头部,或中间局 部粗大的直长杆类。
(4)杯筒类
5 模锻件类型
5 模锻件类型
(5)枝芽类
包括单枝芽、多枝芽的实心和空心类锻件。
■石油化工锻件 锻件在石油化工设备中有着广泛的应用。如球形储罐的人孔、
法兰,换热器所需的各种管板、对焊法兰催化裂化反应器的整锻 筒体(压力容器),加氢反应器所用的筒节,化肥设备所需的顶 盖、底盖、封头等均是锻件。
2 锻造种类
(三)按行业应用
■矿山锻件 按设备重量计算,矿山设备中锻件的比重为12-24%。矿山设
枝芽类控制臂成形工艺研究

文 章 编 号 :0 14 3 ( 0 2 0 —0 70 1 0 —9 4 2 1 ) 10 3 —4
3 7
枝 芽 类 控 制 臂 成 形 工 艺 研 究
杨 大 强 ,石 文超 ,张 辉 ,李 晓 冬 ,薛克敏
(. 海交通大学 1上 2合肥工业大学 . 材 料 科 学 与 工程 学 院 , 海 2 0 3 ; 上 0 0 0 合肥 200) 3 O 9 材 料 科 学 与 工程 学 院 ,安 徽
为 了节 约 材 料 和 降 低 能 源 的 损 耗 , 高 生 提
及模锻成 形过 程速度场 、 成形载荷 、 等效应 力场和等效应 变ቤተ መጻሕፍቲ ባይዱ等 变化规律 。结果表 明 :
枝 芽 类控 制臂 辊 锻 制 坯 、 锻 成 形 的 工 艺 能 获 得 成 形 质 量 良好 的锻 件 , 模 并提 高 了材 料
利 用 率及 生产 率 。 关 键 词 : 制臂 ; 控 辊锻 ; 锻 ; 值 模 拟 模 数 中 图分 类 号 : G 3 6 T 1 文献标识码 : A
o h r e f r i g a d d e f r i g o h o t o r ,t e p o e s o o lf r i g f r r d ft ef e .o g n n i -o g n f t e c n r la m h r c s fr l o g n o o b a k a d d e f r i g wa r p s d.By d sg i g t e s z a a t r f e c r i g s e l n n i o g n sp o o e e i n n h i e p r me e so a h wo k n t p f rr ln o gn o o l g f r i g,t e 3 e m e rc lm o e s c n t u t d. Th o g n r c s e s i h dg o tia d l wa o s r c e e f r i g p o e s s wa s mu a e y u i g t e s f wa e o e o m .Th h n e p te n f v l c t i l i l td b sn h o t r fD f r e c a g a t r s o e o iy f e d,f r i g o gn
锻模设计(含实例)
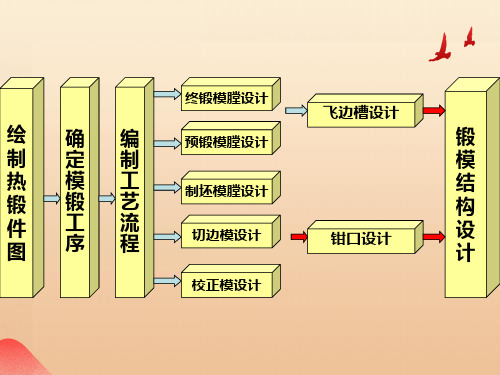
d 1.13 A 计 右图为完整的计计 算毛坯图,
包括锻件图、截面图和直径图。
2 ) 坯料规格尺寸计算
(1) (2)
平 确
均定A均截计面 算VL积 毛计计
与平均 坯的头
直径 部和
杆部
长轴类锻件的平均截面积与d平均均直1.径13,A用均
如下公式计算:
平均截面积:
步骤:
绘制冷锻件图;
在锻件图上选取若干具有代表性的截面,分别计
算出A计;
求出各相关截面的折算
h A/M 计
计
高度h计 ,即用缩尺比 M 除
A计,得:
通常取(M=20~50 mm2/mm)
将折算高度 h计 等比例沿轴向画出锻 件截面积分布图。
(3)计算毛坯直径图
折算高度 h计 表示该轴类锻件相关 处的截面积。
d拐 —杆部与头部交接处的直径:
说明: α 值越大,流向头部的金属体积越多;
○ β 值越大,金属沿轴向流动的距离越长;
K 值越大,表明杆部锥度大,小头和杆部 金属过剩;
G 值越大,制坯难度加大。
(4) 根据繁重系数确定制坯工序的初步方案
图中: 不—表示无需制坯工序; 卡—需卡压制坯; 开—需开式滚挤制坯; 闭—需闭式滚挤制坯。
二、热模锻压力机 、平锻机吨位的确定
热模锻压力机 、平锻机吨位用公称压力表示。
1、 热模锻压力机吨位 根据锻件终锻时最大变形力计算。
经验公式:
F = (6.4~7.3)k A ,(kN)
式中 k —材料系数。 取 k = 0.9 ~1.25;
对于高强度钢材,取上限。
二.平锻机吨位 经验公式:
○ F = 57.5kA,kN。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B— B C — C D — D
() 道 次坯 毛尺 寸 a一
通过 三维 造 型 软件 对 汽 车摆 臂 实体 建 模 ,可 得 其体 积 =17 50 1 18 m ,故坯 料 的长度 L= 6 0 . 0 2 m
(5 2 0~4 0C) 8  ̄ ,初 始 温 度 为 4 0C。模 具 材 料 选 为 0 ̄ A S— 1 ,将模 具 视 为 刚体 ,不 发 生 弹 塑 性 变 形 。 II 3 H一
( )二 道次 辊锻 b
图4 辊锻件温度场分 布
参 。 婺翌 磊 工 …
翥 4 荔 5
锻 压
确定辊锻 道次 主要 依 据 金 属 伸 长率 的大 小 及 锻 件 成
形 的难易 程度 。辊锻 道次 可按下 式确定 :
Z =l A l B g /g
式中
4 —总 伸 长 系 数 ,A = / =5 3 ./ 0 — F 6 7590
=
得 的锻 件 温度 分 布 ,经 一 道 次 辊 锻 变 形 后 ,温 度 变 为 2 9~3 2C。其 中最 高温 度 出现 在锻 件 中部 ,这 5 4 ̄
6 3; .
B —平 均伸 长系数 ,取 15—2 5 — . .。 本 例选 用 闭式 辊 锻 ,原始 坯 料 在 轴 向有 较 大 的 伸长率 ,故 曰取较 大 值 2 5,代 人 上式 计 算 得 :Z= . 2 0 。考 虑到 辊 锻 过 程 中 ,坯 料 的变 形 较 为 简 单 及 .1 简化工 艺过程 等 因素 ,z圆整 取 为 2 。将 辊 锻 制坯 分 为两道 次 ,根 据辊 锻 压 下 量 和 伸 长 量 合 理 分 配 ,第
吼 蛆
B B C— C D— D
() 道 次 坯毛尺 寸 b二
( ) 确定辊 锻 道 次 多 道 次 辊 锻制 坯 可 有 效 地 3 解决锻 件截 面 差 大 的 问 题 ,使制 坯 形 状 更 接 近 于 锻
件展 开后 的直 线形 状 ,减 少锻 件 飞边 ,节 省 原 材料 。
4 — 图 0 _ } 一
3
辊锻 ห้องสมุดไป่ตู้ ,将 辊锻模 预 热到 2 0C。摩 擦模 型 为切 应力 0 ̄
摩擦 ,摩擦 因子设 为 04 . 。坯料 与模 具接 触 面 的传热
系数 为 1 W/ ( I k ,咬 入 方 式 采 用 端 部 自然 咬 1 I。・ ) T
入 ,咬人角 定为 1 。 8。 图 4 、图 4 a b分 别为 辊锻 一道 次和 二道 次后 所获
tlFo m ig a r n
由模 拟结 果 可 知 ,一 道 次 辊 锻 后 ,该 部 位 金 属 温 度
一
当坯料辊锻 至第 4 和第 9 4步 6步时 ( 图 5 见 b、图
5) d ,已变形 区金属流 动速度 明显大 于 未变形 区速 度。 这是因为 当金属 因辊 锻而发 生塑 性变 形 时 ,除 了沿锻
锻 压
t lFo m i g a r n
Fo=k F…
1
1 B
1 C
1 D
式 中
—
—— 原始 毛坯截 面积 ;
—
截 面增大 系数 ,介 于 1 0~2 0之 间 。 . .
— B
— C
— D
F …—— 锻件 最大 截面 积 。
因采 用 闭 式 辊 锻 ,截 面 积 变 化 率 较 小 ,故 k取 11 . ,按 汽车摆 臂 的相关数 据代 人得 :
F 一3 3 o 1mm,取 L=35 1mm。
.J I 一 B — C — D
根据本 例所 设 计 汽 车 摆 臂辊 锻 件 制 坯 图样 的特
点 ,取 原 始 坯 料 形 状 为矩 形 坯 料 ,尺 寸 为 4 mm X 5
15 2 mm 1 mm 。 X3 5
A A
一
是 由于 该 区域 变 形 量 最 小 ,故锻 件 与 模 具 的 接 触 面
积 减少 ,导 致 两者 热 量 交 换 受 阻 ,锻 件 温 度 在 一 定 程 度上保 持 较 高 值 。经 第 二 道 次 辊 锻 时 ,若 用 来 成
—_ 瓣 I
形第 二道 次端 部矩形 凸 台部 分 的坯 料 温度 降低 过 大 ,
( )一 道次 辊锻 a
轴 向伸长 ,充填 辊锻模 型腔 。
3 .汽车摆臂件辊锻计算机仿真
运用 D f m一D有限元 软件 ,采用 刚塑性 有 限元 er 3 o 法 ,对辊锻 一 道 次 制坯 、二道 次 制坯 及 开式 模 锻 过
一. .
程进 行计算 机仿 真 模 拟 。坯料 选 用 A u Iu 2 1 L M N MI 4 0
直保 持在 3 0C左右 的合理 范 围 内,因而 毛坯 金 属 3 ̄
保 持着 较高 的塑性 。
图 5为辊 锻 一 道 次 时 金 属 流 动 速度 云 图 。从 图 中可看 出 ,辊 锻 时 金 属 的 流 动方 向均 沿 着 锻辊 咬人
辊咬人方 向流动外 ,还 发生 了逆着 锻辊 咬 入方 向的轴 向伸长变形 ,从 而导致 未变形 区速 度有所 降低 。 当坯料 变形量 最小 时 ( 图 5 ) 见 c ,整个 辊锻件 金
图3 所示 ) 。辊锻件 端部 为矩 形 凸 台 ,其 余 部分 为 厚
度 均等 的变 截 面 楔形 。一 道次 辊 锻 后 ,无需 将 锻 件
翻转 9 。 0 直接进 行 第 二 道 次 辊锻 。 整个 辊 锻 过 程 中 , 锻 件楔形 部分厚 度始 终 为 4 mm,没 有 宽展 ,金 属 沿 4
会使 金属难 于 流动 ,进 而对 该部 位 的成 形 造成 困难 。
温度/ ' C
42 0 0 0
道次 初步成 形 ,第 二道 次获得 所需 尺寸 的辊锻 件 。
M 3 33
( )确 定 各 道 次 辊 锻 的 毛 坯 尺 寸 在 工 艺 中 , 4 两道次 辊锻所 得 坯 料 形 状 相 似 ,尺 寸 有 所 不 同 ( 如