挤压丝锥的底孔尺寸表-公制
挤压丝锥底孔直径一览表全集文档
5.53
5.48
5.57
M7×1
6.53
6.48
6.57
M8×1.25
7.39
7.34
7.41
M8×1
7.53
7.48
7.57
M10×1.5
9.24
9.18
9.28
M10×1.25
9.39
9.34
9.41
M10×1
9.53
9.48
9.57
螺纹公称尺寸
M×P
推荐钻头直径
D
最小直径
最大直径
M12×1.75
挤压丝锥公制螺纹底孔直径一览表
螺纹公称尺寸
M×P
推荐钻头直径
D
最小直径
最大直径
M2×0.4
1.83
1.81
1.85
M2.2×0.45
2.00
1.98
2.03
M2.5×0.45
2.30
2.28
2.33
M3×0.5
2.78
2.76
2.81
M4×0.7
3.68
3.65
3.70
M5×0.8
4.63
4.59
4.66
工程师
助理工程师
技术员
水利专业人员
研究员级高级工程师
高级工程师
工程师
助理工程师
技术员
水产专业人员
研究员级高级工程师
高级工程师
工程师
助理工程师
技术员
环境保护专业人员
研究员级高级工程师
高级工程师
工程师
助理工程师
技术员
广播电影电视工程
专业人员
研究员级高级工程师
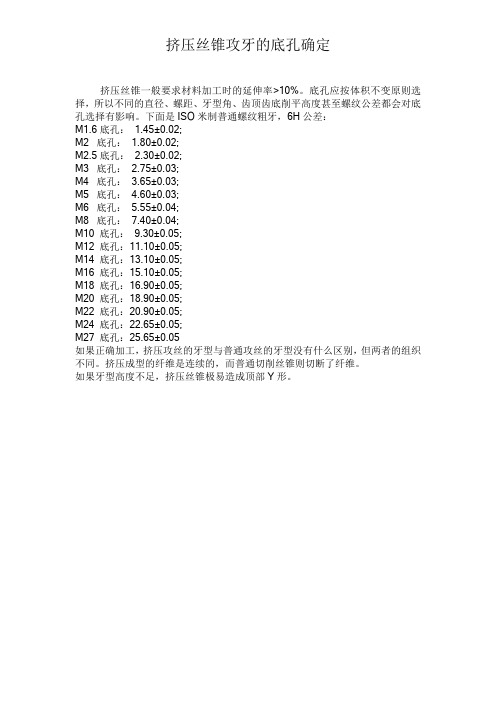
挤压丝锥攻牙的底孔确定
挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。
挤压螺纹常用底孔尺寸
2.5
3
3
3.5
0.75
1.6
2.5
3.3
4.2
5
6.7
8.5
10.2
11.9
13.9
15.4
17.4
19.4
20.9
23.9
26.3
0.96
0.98
-
M1.2×0.25
1.06
1.08
-
M1.4×0.3
1.24
1.25
-
M1.6×0.35
1.41ห้องสมุดไป่ตู้
1.43
-
M1.7×0.35
1.51
1.53
-
M1.8×0.35
1.61
1.63
-
M2.0×0.4
1.78
1.80
-
M2.2×0.45
1.95
1.98
-
M2.3×0.4
2.08
2.10
-
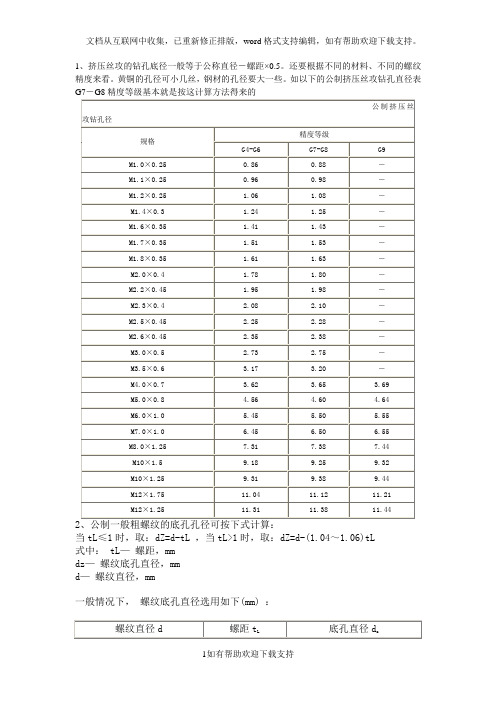
1、挤压丝攻的钻孔底径一般等于公称直径-螺距×0.5。还要根据不同的材料、不同的螺纹精度来看。黄铜的孔径可小几丝,钢材的孔径要大一些。如以下的公制挤压丝攻钻孔直径表G7-G8精度等级基本就是按这计算方法得来的
公制挤压丝攻钻孔径
规格
精度等级
G4-G6
G7-G8
G9
M1.0×0.25
0.86
0.88
-
M1.1×0.25
M2.5×0.45
2.25
2.28
-
M2.6×0.45
2.35
2.38
-
M3.0×0.5
2.73
2.75
-
M3.5×0.6
3.17
挤压丝锥的底孔尺寸

公制螺纹用底孔直径一览表(挤压丝锥用)
螺纹公称尺寸
M×P
推荐
钻头直径
D
最小直径
最大直径
M2× 0.4
1.83
1.81
1.85
M2.2× 0.45
2.00
1.98
2.03
M10× 1.5
9.24
9.18
9.28
M10× 1.25
9.39
9.34
9.41
M10× 1
9.53
9.48
9.57
螺纹直径
D
最小直径
最大直径
M12× 1.75
11.12
11.05
11.15
M12× 1.5
11.24
11.18
11.28
M12× 1.25
11.39
11.34
11.41
M14× 2
13.00
12.92
13.04
M14× 1.5
13.27
13.21
13.30
M16× 2
15.00
14.92
15.04
M16× 1.5
15.27
15.21
15.30
M18× 2.5
16.73
16.63
16.78
M18× 1.5
17.28
17.22
17.31
M20× 2.5
18.73
18.63
18.78
M20× 1
19.28
19.22
19.31
挤压丝锥的底孔加工的注意事项要加工高精度的底孔,使用精度比传统的高速钢钻头更高的硬质合金钻头(带辊光刃型钻头等)是关键。
挤压螺纹底孔直径表
1.96~2.02 (100~65) 3 1.95~2.01 (100~65)
4 2.25~2.32 (100~65) 3 2.23~2.31 (100~65)
5 2.52~2.60 (100~70) 3 2.50~2.58 (100~70)
5 2.86~2.93 (100~70) 3 2.83~2.91 (100~70)
6 14.87 ~14.95 (100~90) 10 14.92 ~15.04 (100~85)
5 15.16 ~15.22 (100~90) 9 15.21 ~15.30 (100~80)
6 16.57 ~16.67 (100~90) 11 16.63 ~16.78 (100~85)
6 17.17 ~17.23 (100~90) 10 17.22 ~17.31 (100~85)
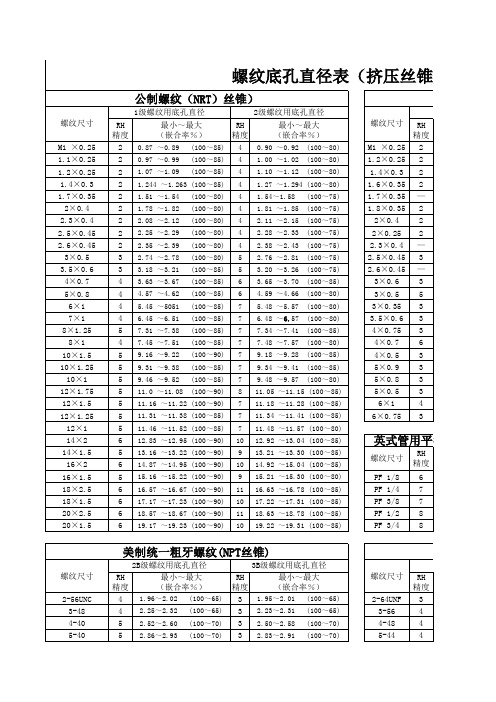
螺纹底孔直径表(挤压丝锥用)
公制螺纹(NRT)丝锥)
1级螺纹用底孔直径
2级螺纹用底孔直径
RH 精度
最小~最大 (嵌合率%)
RH 精度
最小~最大 (嵌合率%)
2 0.87 ~0.89 (100~85) 4 0.90 ~0.92 (100~80)
2 0.97 ~0.99 (100~85) 4 1.00 ~1.02 (100~80)
3.19~3.26 (100~70) 3 3.16~3.22 (100~75) 3.80~3.88 (100~75) 4 3.79~3.86 (100~75) 4.41~4.48 (100~80) 4 4.40~4.46 (100~80) 5.00~5.08 (100~80) 4 4.99~5.06 (100~80) 5.86~5.93 (100~80) 4 5.85~5.92 (100~80) 7.38~7.46 (100~80) 5 7.36~7.43 (100~85) 8.96~9.05 (100~80) 5 8.95~9.02 (100~85) 10.44~10.54 (100~80) 5 10.41~10.49 (100~85) 12.02~12.12 (100~80) 5 12.00~12.05 (100~90) 13.55~13.66 (100~80) 7 13.53~13.58 (100~90) 15.14~15.25 (100~80) 7 15.11~15.17 (100~90) 18.22~18.32 (100~85) 7 18.18~18.25 (100~90) 21.27~21.38 (100~85) 8 21.23~21.27 (100~95) 24.28~24.41 (100~85) 9 24.24~24.32 (100~90)
挤压丝锥攻丝孔的参考尺寸
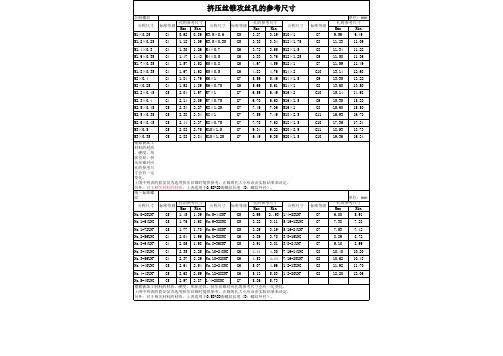
标准等级 G7 G7 G7 G7 G7 G8 G8 G8 G8
单位:mm 孔的参考尺寸 Max Min 6.00 7.38 7.53 8.89 9.10 10.40 10.62 11.92 12.20 5.91 7.23 7.42 8.72 8.99 10.20 10.48 11.70 12.06
根据被加工材料的材质、硬度、形状差异,挤压丝锥对应孔的参考尺寸会有一定变化。 上图中列表的值仅仅为选用挤压丝锥时提供参考,正确的孔大小应该由实验结果来决定。 另外:对于相关材料的材质,上表适用于0.5D~2D的螺纹长度(D:螺纹外径)。
挤压丝锥攻丝孔的参考尺寸
公制螺纹 公称尺寸 M1×0.25 M1.2×0.25 M1.4×0.3 M1.6×0.35 M1.7×0.35 M1.8×0.35 M2×0.4 M2×0.25 M2.2×0.45 M2.3×0.4 M2.5×0.45 M2.5×0.35 M2.6×0.45 M3×0.5 M3×0.35 标准等级 G4 G4 G4 G4 G4 G4 G4 G4 G5 G4 G5 G5 G5 G5 G5 孔的参考尺寸 Max Min 0.92 1.12 1.30 1.47 1.57 1.67 1.84 1.92 2.04 2.14 2.34 2.38 2.44 2.82 2.88 0.89 1.09 1.26 1.42 1.52 1.62 1.79 1.89 1.97 2.09 2.27 2.34 2.37 2.75 2.84 公称尺寸 M3.5×0.6 M3.5×0.35 M4×0.7 M4×0.5 M5×0.8 M5×0.5 M6×1 M6×0.75 M7×1 M7×0.75 M8×1.25 M8×1 M8×0.75 M10×1.5 M10×1.25 标准等级 G5 G5 G6 G6 G6 G6 G7 G6 G7 G7 G7 G7 G7 G7 G7 孔的参考尺寸 Max Min 3.27 3.38 3.72 3.83 4.67 4.83 5.59 5.69 6.59 6.70 7.49 7.59 7.70 9.34 9.49 3.19 3.34 3.65 3.76 4.59 4.76 5.49 5.61 6.49 6.62 7.36 7.49 7.62 9.22 9.35 公称尺寸 M10×1 M12×1.75 M12×1.5 M12×1.25 M12×1 M14×2 M14×1.5 M14×1 M16×2 M16×1.5 M16×1 M18×2.5 M18×1.5 M20×2.5 M20×1.5 标准等级 G7 G8 G8 G9 G7 G10 G9 G8 G10 G9 G8 G11 G10 G11 G10 单位:mm 孔的参考尺寸 Max Min 9.59 11.23 11.34 11.50 11.59 13.14 13.35 13.60 15.14 15.35 15.60 16.93 17.36 18.93 19.36 9.49 11.09 11.22 11.36 11.49 12.98 13.22 13.50 14.98 15.22 15.50 16.73 17.24 18.73 19.24
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。