挤压丝攻底孔尺寸
挤牙丝攻内孔径计算公式
挤牙丝攻内孔径计算公式一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
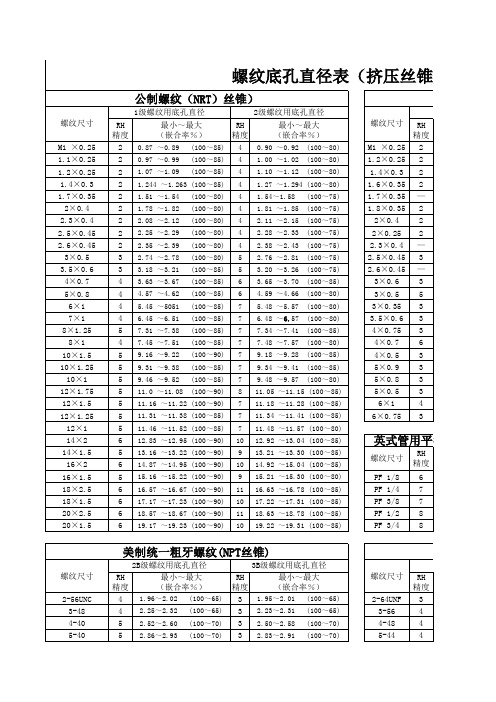
挤压螺纹底孔直径表
6-40
5
8-36
5
10-32
5
12-28
5
1/4-28 5
5/16-24 6
3/8-24 6
7/16-20 7
1/2-20 7
9/16-18 9
5/8-18 9
3/4-16 10
7/8-14 11
1-12
12
压丝锥用)
公制螺纹(HRT)丝锥
1级螺纹用底孔直径
2级螺纹用底孔直径
最小~最大 (嵌合率%)
3.19~3.26 (100~70) 3 3.16~3.22 (100~75) 3.80~3.88 (100~75) 4 3.79~3.86 (100~75) 4.41~4.48 (100~80) 4 4.40~4.46 (100~80) 5.00~5.08 (100~80) 4 4.99~5.06 (100~80) 5.86~5.93 (100~80) 4 5.85~5.92 (100~80) 7.38~7.46 (100~80) 5 7.36~7.43 (100~85) 8.96~9.05 (100~80) 5 8.95~9.02 (100~85) 10.44~10.54 (100~80) 5 10.41~10.49 (100~85) 12.02~12.12 (100~80) 5 12.00~12.05 (100~90) 13.55~13.66 (100~80) 7 13.53~13.58 (100~90) 15.14~15.25 (100~80) 7 15.11~15.17 (100~90) 18.22~18.32 (100~85) 7 18.18~18.25 (100~90) 21.27~21.38 (100~85) 8 21.23~21.27 (100~95) 24.28~24.41 (100~85) 9 24.24~24.32 (100~90)
挤压丝锥底孔直径标准
挤压丝锥底孔直径标准挤压丝锥是一种用于加工螺纹孔的工具,它的底孔直径标准对于螺纹加工的精度和质量起着至关重要的作用。
在实际工作中,正确的挤压丝锥底孔直径标准能够有效提高螺纹的质量,避免因底孔直径不合适而导致的螺纹加工问题。
因此,了解和掌握挤压丝锥底孔直径标准对于工程技术人员来说是非常重要的。
挤压丝锥底孔直径标准的确定是基于螺纹的设计要求和实际加工情况的。
通常情况下,挤压丝锥底孔直径应该略小于螺纹的内径,以便在挤压加工时形成压力,使螺纹得以形成。
一般来说,挤压丝锥底孔直径的选取应该按照螺纹的规格和要求进行确定,同时也要考虑到工件材料的硬度和加工工艺的要求。
对于不同规格和型号的挤压丝锥,其底孔直径标准也会有所不同。
在实际工作中,我们需要根据具体的情况来选择合适的挤压丝锥底孔直径标准,以确保螺纹加工的质量和效率。
此外,还需要注意挤压丝锥底孔直径的测量和调整,确保其符合标准要求。
在进行挤压丝锥底孔直径标准的选择和调整时,需要注意以下几点:1. 考虑螺纹的规格和要求,选择合适的挤压丝锥底孔直径标准;2. 根据工件材料的硬度和加工工艺的要求,调整挤压丝锥底孔直径;3. 使用合适的测量工具对挤压丝锥底孔直径进行准确测量;4. 根据实际情况进行必要的调整和修正,确保挤压丝锥底孔直径符合标准要求。
在实际工作中,挤压丝锥底孔直径标准的选择和调整需要工程技术人员具备一定的经验和技能。
通过不断的实践和总结,我们可以更好地掌握挤压丝锥底孔直径标准的选择和调整方法,提高螺纹加工的质量和效率。
总之,挤压丝锥底孔直径标准的选择和调整对于螺纹加工至关重要,它直接影响着螺纹的质量和加工效率。
工程技术人员需要深入了解挤压丝锥底孔直径标准的相关知识,不断提升自己的技能和经验,以确保螺纹加工的质量和效率达到预期的要求。
希望本文的内容能够对相关人员有所帮助,谢谢阅读!。
挤压螺纹底孔直径表
1.96~2.02 (100~65) 3 1.95~2.01 (100~65)
4 2.25~2.32 (100~65) 3 2.23~2.31 (100~65)
5 2.52~2.60 (100~70) 3 2.50~2.58 (100~70)
5 2.86~2.93 (100~70) 3 2.83~2.91 (100~70)
6 14.87 ~14.95 (100~90) 10 14.92 ~15.04 (100~85)
5 15.16 ~15.22 (100~90) 9 15.21 ~15.30 (100~80)
6 16.57 ~16.67 (100~90) 11 16.63 ~16.78 (100~85)
6 17.17 ~17.23 (100~90) 10 17.22 ~17.31 (100~85)
螺纹底孔直径表(挤压丝锥用)
公制螺纹(NRT)丝锥)
1级螺纹用底孔直径
2级螺纹用底孔直径
RH 精度
最小~最大 (嵌合率%)
RH 精度
最小~最大 (嵌合率%)
2 0.87 ~0.89 (100~85) 4 0.90 ~0.92 (100~80)
2 0.97 ~0.99 (100~85) 4 1.00 ~1.02 (100~80)
3.19~3.26 (100~70) 3 3.16~3.22 (100~75) 3.80~3.88 (100~75) 4 3.79~3.86 (100~75) 4.41~4.48 (100~80) 4 4.40~4.46 (100~80) 5.00~5.08 (100~80) 4 4.99~5.06 (100~80) 5.86~5.93 (100~80) 4 5.85~5.92 (100~80) 7.38~7.46 (100~80) 5 7.36~7.43 (100~85) 8.96~9.05 (100~80) 5 8.95~9.02 (100~85) 10.44~10.54 (100~80) 5 10.41~10.49 (100~85) 12.02~12.12 (100~80) 5 12.00~12.05 (100~90) 13.55~13.66 (100~80) 7 13.53~13.58 (100~90) 15.14~15.25 (100~80) 7 15.11~15.17 (100~90) 18.22~18.32 (100~85) 7 18.18~18.25 (100~90) 21.27~21.38 (100~85) 8 21.23~21.27 (100~95) 24.28~24.41 (100~85) 9 24.24~24.32 (100~90)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削攻牙 前底孔尺
0.85 1.02 1.19 1.36 1.45 1.7 1.96 2.13 2.21 2.55 2.98 3.4 4.25 5.1 5.95 6.8 8.5
公差
(+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03) (+0,-0.03)
1.27 (+0,-0.04) 0.7
1.38
(+0,-0.05)
1.46 (+0,-0.04) 0.8
1.46
(+0,-0.05)
1.55 (+0,-0.04) 0.85
1.72
(+0,-0.05)
1.82 (+0,-0.04) 1
1.98
(+0,-0.05)
2.09 (+0,-0.04) 1.15
廣泰精密衝壓(蘇州)有限公司
螺牙尺 寸 M1 1 M1.2 1.2 M1.4 1.4 M1.6 1.6 M1.7 1.7 M2 2 M2.3 2.3 M2.5 2.5 M2.6 2.6 M3 3 M3.5 3.5 M4 4 M5 5 M6 6 M7 7 M8 8 M10 10
螺距
0.25 0.25 0.3 0.35 0.35 0.4 0.4 0.45 0.45 0.5 0.6 0.7 0.8
1.82
(+0,-0.03)2.275
(+0,-0.04)
M3
0.5
2.85
2.73
(+0,-0.05)
備註:不鏽鋼材質=螺牙尺寸*0.94; 其他=螺牙尺寸*0.92;攻牙後底孔=螺牙尺寸*0.87
核准欄
會簽欄
攻牙後底孔 1.74 2.175 2.61
公差 (+0,-0.05) (+0,-0.05) (+0,-0.05)
公差
(+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0) (+0.15,-0)
2.15
(+0,-0.05)
2.28 (+0,-0.04) 1.25
2.24
(+0,-0.05)
2.37 (+0,-0.04) 1.3
2.58
(+0,-0.05)
2.73 (+0,-0.04) 1.5
3.01
(+0,-0.05)
3.19 (+0,-0.04) 1.75
3.44
(+0,-0.05)
3.64 (+0,-0.04) 2
副總經理
工程
製造
品保
擠壓攻牙後 內孔尺寸
0.88 1.06 1.23 1.41 1.5 1.76 2.03 2.2 2.29 2.64 3.08 3.52 4.4 5.28 6.16 7.04 8.8
公差
(+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05) (+0,-0.05)
GUANGTAI PRECISION PRESSING (SUZHOU) CO.,LTD.
螺牙攻牙底孔尺寸基準
切削攻牙後
公差
擠壓攻牙前
公差
預沖孔
底孔尺寸
内孔尺寸
0.86
(+0,-0.05)
0.91 (+0,-0.04) 0.5
1.03
(+0,-0.05)
1.09 (+0,-0.04) 0.6
1.2
(+0,-0.05)
備註:切削攻牙前底孔尺寸=螺牙尺寸*0.85 ;擠壓攻牙前内孔尺寸=螺牙尺寸*0.91 ; 預沖孔=螺牙尺寸*0.5;
切削攻牙後底孔尺寸=螺牙尺寸*0.86;擠壓攻牙後内孔尺寸=螺牙尺寸*0.88
螺牙尺寸
螺距
廣泰常用擠壓絲攻攻牙底孔 不鏽鋼材質 其他(Al、SECC、SGCC等) 公差
M2
0.4
1.87
4.3
(+0,-0.05)
4.55 (+0,-0.04) 2.5
5.16
(+0,-0.05)
5.46 (+0,-0.04) 3
6.02
(+0,-0.05)
6.37 (+0,-0.04) 3.5
6.88
(+0,-0.05)
7.28 (+0,-0.04) 4
8.6
(+0,-0.05)
9.1
(+0,-0.04) 5