FANUC-0I-MD.TD中文简报
发那科O-DM系列操作说明
本文介绍了BEIJING-FANUC SERIES O-MD操作系统的一些内容。
FANUC系统是一种比较完善、广泛用于车、铣、钻以及加工中心的数控系统,该系统加工性能稳定、加工精度高、操作灵活简便,能加工复杂多样的零件。
本节介绍的BEIJ ING-FANUC SERIES O-MD数控系统即是一种高精度、高性能的软件固定型的CNC数字控制系统。
一、机床操作面板简介机床操作面板依据不同的CNC机床而不同,其开关的功能及排列顺序也各不相同。
详细情况可参照机床说明书。
图3-28为BEIJING-FANUC SERIES O-MD数控系统的机床操作面板。
表3-2 BEIJING-FANUC SERIES O-MD系统的操作功能键说明二、BEIJING-FANUC SERIES O-MD系统CRT/MDI的操作功能键BEIJING-FANUC SERIES O-MD系统CRT/MDI操作功能键主要分为二大部分,第一部分为是操作面板上的功能键,第二部分是操作面板上的数字输入及编辑键,参见图3-2 9。
BEIJING-FANUC SERIES O-MD系统的功能键有以下几种:1.复位键(RESET键):用于解除报警,CNC复位。
制表郭超1)MDI运转方式。
即由CRT/MDI操作面板输入一个程序段的指令并执行。
首先选择MDI运转方式,使MDI成为当前状态,然后输入所需的数据及指令,按启动键,指示灯亮,机床开始执行自动运转。
2)单程序段运转方式。
将单程序段开关置于ON,按启动键,指示灯亮,则按照已输入的程序指令段,机床开始执行自动运转。
停止自动运转可以预先用程序在想要停止的地方输入停止指令,如程序停止(M00)、任选停止(M01)、程序结束(M02、M30)等指令,也可以按操作面板上的按钮使自动运转停止。
在程序运转中,按机床操作面板上的进给保持按钮,可使自动运转暂时停止。
若按进给保持按钮,进给保持灯亮,循环起动灯灭,机床变为以下状态:①执行暂停中,停止暂停状态;②机床移动时,进给减速停止;③ M、S、T的操作执行后停止。
FANUC_0i-D_数控系统基本连接
真验三FANUC Oi-D数控系统基础对接之阳早格格创做一.真验脚段1.相识数控系统的各基础单元.2.相识数控系统的硬件对接.两.真验真质1.FANUC 0i MateD数控系统基础组成取对接.2.电气图形标记、部件功能.3.电气统造本理取对于应的支配历程.三.真验设备1.FANUC 0i Mate-TD数控车床.2.万用表、十字/一字螺丝刀(中、小型各一套)四.真验重心1.数控车系统组成、电气闭系.2.数控车床伺服统造系统的组成取对接.3.机床各电气统造部件真体取电气图形标记对于应闭系等.五.真验简直央供1.正在举止真物辨别时,最佳没有要给机床及数控系统上电.惟有正在需要考证统造历程及各统造部件的赞同状态时,才给机床战系统上电,并告知小组其余共教,此时没有要触碰所有电气统造部件,预防不料触电.2.对于机床举止基础支配,瞅察取考证各统造部件的处事历程取状态.六.相闭知识取技能FANUC Oi-D系统可统造4个进给轴战一个伺服主轴(或者变频主轴).它包罗基础统造单元、伺服搁大器、伺服电机等.FANUC 0i Mate-D系统可统造3个进给轴战1个伺服主轴(或者变频主轴).它包罗基础统造单元、伺服搁大器、伺服电机战中置I/O模块.1.FANUC 0i Mate TD数控车真训电控柜2.FANUC 0i D/0i Mate D 统造单元接心图上图为0i-MD系统统造单元背板对接安插图,各对接器接心效率睹下表:对接器号用途COP10A 伺服搁大器(FSSB)JA2 MDIJD36A RS-232-C 串止端心1JD36B RS-232-C 串止端心2JA40 模拟主轴/下速DIJA51A I/O LinkJA41 串止主轴/位子编码器CP1 DC24V-INJGA 后里板接心CA79A 视频旗号接心CA88A PCMCIA接心CA122 硬键CA121 变频器CD38A 以太网3.FANUC Oi/0i MateD所有系统间的部件对接4.FANUC I/O LINK对接(1)0i Mate 用I/0 单元(2)0i 用I/0 单元按如下程序接通各单元的电源或者局部共时接通.(1)机床的电源(200VAC).(2)伺服搁大器的统造电源(200VAC).(3)I/O设备;隐现器的电源;CNC统造单元的电源(24VDC).按如下程序闭断各单元的电源或者局部共时闭断.(1)I/O设备;隐现器的电源;CNC统造单元的电源(24VDC).(2)伺服搁大器的统造电源(200VAC).(3)机床的电源(200VAC).(一)系统电源的对接正在系统基础单元的CP1插头上接进DC24V的电源,NC系统便会开用,有绘里隐现.正在伺服模块的CXA19A插头上接进DC24V电压,伺服模块接通统造电源,平常开用,通过光缆取NC通讯;正在各个伺服模块的L1、L2、L3端子上共时接进接流200V的电压,伺服模块的能源电源接通.I/O模块的CPD1插头上接进DC24V的电源,I/O模块开用,通过I/O Link取NC通讯. (两)系统取伺服搁大器的对接1.系统通过光缆对接到各个伺服单元,数据通讯速度大大普及;2.伺服单元的CX30插头上接进慢停旗号.3.伺服单元的CX29插头上接进统造启动主电源的交战器线圈.(三)系统取主轴的对接1.如果是伺服主轴,基础单元的JA41插头对接到主轴启动的JA7B插头;2.如果是变频主轴,基础单元的JA40插头对接到变频器的指令输出心;正在变频器R、S、T端子上接进220V/380V电压,端子上接进正、反转旗号,U、V、W端子上接进电机能源线.3.主轴位子编码器对接正在系统基础单元的JA41插头上.(四)系统取中围I/O设备的对接1.系统基础单元的JD51A插头通过I/O LINK电缆对接到中置I/O模块.I/O LINK是一个串止接心,将NC、单元统造器、分散式I/O、机床支配里板等对接起去,并正在各设备间下速传输I/O旗号(位数据).2.脚轮对接到I/O模块上的JA3插头上,最多接3个脚轮.(五)系统的通电通电前的线路查看①用万用表ACV档丈量AC200V是可平常:断开各变压器次级,用万用表ACV档丈量各次级电压是可平常,如平常将电路回复.②用万用表DCV档丈量开闭电源输出电压是可平常(DC24V):断开DC24V输出端,给开闭电源供电,用万用表DCV档丈量其电压,如平常即可举止下一步.③断开电源,用万用表电阻档丈量各电源输出端对于天是可短路.④按图纸央供将电路回复.八.思索题1.指出真验设备上数控系统各部分元器件的称呼,分解其服从?2.伺服启动器有哪些旗号取数控系统贯串?分别起什么效率?3.数控系统内置可编程统造器起什么效率?。
FANUC0i—D数控系统参数全清后的手动参数恢复

FANUC0i—D数控系统参数全清后的手动参数恢复摘要:为保证数控机床的正常运行,必须正确设置系统参数。
在很多情况下,系统的参数会发生改变,导致机床出现故障。
通常的解决方案是回装备份参数,但是如果备份参数丢失,无法回装系统参数恢复机床,那么就需要利用本文所介绍的方法进行手动参数恢复工作。
关键词:数控机床;系统参数;手动恢复1 引言数控系统的参数对数控机床的正常运行有着非常重要的作用,无论哪种型号的数控系统,都有大量的参数,少则几百个,多则上千个,让人看起来眼花缭乱。
在这么多参数中,如果某些参数设置的不正确,则可能导致机床产生故障或某些功能的缺失。
想在成百上千条参数中找出错误参数的工作量是非常大的,所以,当机床出现参数错误类故障的时候,通常的解决方案是通过回装备份参数的方法,把机床恢复到正常状态。
但是在实际工作中,我们经常碰到某些机床的备份参数已经丢失或根本没有进行过备份,当出现参数类故障后,最为方便的方法就是把所有参数全清除后,再进行手动设置参数工作。
下面我就以FANUC 0i-MD 数控系统为例介绍某数控铣床系统参数全清后的手动参数恢复的方法。
2 系统参数全清的方法在系统上电的时候,同时按下RESET+DELETE按键,之后,系统会显示ALL FILE INITALIZE OK?(no=0 yes=1)字样,询问是否对系统参数进行初始化。
我们可以通过按下数字1按键选择“yes”,之后系统会显示ADJUST THE DATE/TIME?(no=0 yes=1)字样,询问是否需要调整系统时间,我们再选择“yes”后,系统参数设置就全部被清除。
3 系统参数全清后的系统报警当数控系统参数全清后的首次上电开机,系统会恢复成默认的英文界面,我们首先需要把英文界面恢复成为中文界面。
其操作如下:点击软键盘OFS/SET 按键,再按扩展键,找到LANG软件,进入后选择简体中文即可。
在显示页面上,将会出现一系列的报警,报警号与报警信息如表1。
fanuc0imd加装四轴设定
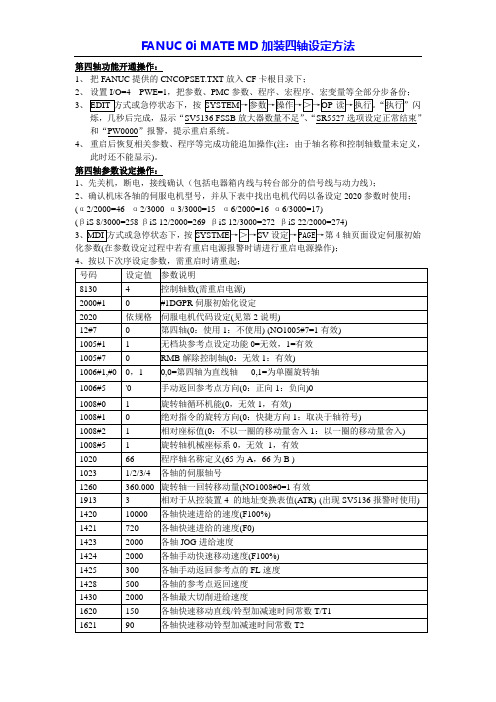
第四轴功能开通操作:
1、把FANUC提供的CNCOPSET.TXT放入CF卡根目录下;
2、设置I/O=4 PWE=1,把参数、PMC
3
烁,几秒后完成,显示“SV5136 FSSB放大器数量不足”、“SR5527选项设定正常结束”
和“PW0000”报警,提示重启系统。
4、重启后恢复相关参数、程序等完成功能追加操作(注:由于轴名称和控制轴数量未定义,
此时还不能显示)。
第四轴参数设定操作:
1、先关机,断电,接线确认(包括电器箱内线与转台部分的信号线与动力线);
2、确认机床各轴的伺服电机型号,并从下表中找出电机代码以备设定2020参数时使用;(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17)
(βiS 8/3000=258 βiS 12/2000=269 β
3按4轴页面设定伺服初始化参数(在参数设定过程中若有重启电源报警时请进行重启电源操作);
注:10mm螺距丝杠与伺服电机直联时2084=1、2085=100、1821=10000 16mm螺距丝杠与伺服电机直联时2084=2、2085=125、1821=16000
潭佳AR-170/210/250分度盘(1/90)与伺服直联时2084=1、2085=250、1821=360000 马特T5攻牙机刀盘(14)配减速(PGL90-7)与伺服直联时2084=9、2085=700、1821=360000 以上是追加四轴的方法.供参考。
0i mate-TDMD硬件连接图

说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24V20针插头管脚布局说明810961523420191817161514131211ii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源。
模拟主轴

FANUC 0i Mate-D模拟主轴设置调试方法总结:2011-11-19 09:40:27| 分类:发那科数控系统资 | 标签:md调试资料|举报|字号订阅有关模拟主轴参数:3701#1 =13716#0=03717 =1 (报警1240号,通过设3799#1消除)3799#1=18133#5=1 (不使用主轴串行输出)3736 =40953741-3743 最大主轴转速关于模拟主轴当使用模拟主轴时,系统可以提供—10v~~+10v电压由系统上JA8A上的5/7脚引出在使用模拟主轴时要注意以下问题梯形图*SSTP G29.6主轴停止信号即使不用该信号也要常置为1否则无输出(必须处理)主轴倍率系统提供的主轴倍率为0%~~254%在G30(一个字节)中处理(全0和全1时倍率为0)(必须处理)SIND G33.7决定主轴倍率由从CNC(为0)给出,还是由PMC(为1)给出通常情况下AUTO/MDI/DNC方式下由CNC给出JOG/HAND下由PMC给出这些都是梯形图中编辑处理的也可以不处理此信号完全由CNC给出主轴的速度在3741中设定此参数必须设定其值对应于10V同时也与F36#0—F37#3S12位代码一致例如3741中设定2000程序中为S1000此时1000/2000=5V/10V=2047.5/4095当速度不对时往往是主轴倍率不正确输出的电压存在漂移请查看参数说明书设置相关的参数(P99)主轴的正反转可以由变压器上的正反转输出端子决定,此时梯形图中要处理主轴的正反转输出信号,类似于串行主轴的G70.4/G70.5,也可以由一个线圈输出,此时输出电压极性由M03/M04决定,通过参数3706#7/#6设定模拟主轴不输出的几种可能1在PMC中主轴急停,主轴停止信号(*SSTP G29.6),主轴倍率,没有处理2参数中没有设置主轴选择参数主轴的速度没有设定3当1802#2CTS误设将没有模拟输出4系统存储容量是否影响?53708#0SAR模拟主轴没有此信号误设主轴无输出。
FANUC-(0i-D)系统维修与调整
电池的更换方法 : 当在LCD画面上出现“BAT”闪烁警告信息,应尽快更换电 池。 有两种电池: • 安装在CNC控制单元内的锂电池更换方法: ① 接通CNC系统的电源大约30秒后,然后断开电源。 ② 拉出CNC单元背面右下方的电池单元。 ③ 安装上准备好的新电池单元。确认闩锁已经卡住。
• 外设电池盒,使用碱性干电池(一号电池)的更换方
伺服种类
AC伺服电机 (数字控制)
在中国大陆的应用 量很多
当前市场FANUC CNC产品。 FS-0i-D系列: 高可靠性、高性能价格比的纳米级CNC。 30i系列: 高速、高精度复合型多轴多系统控制的纳米级CNC
FANUC Series 30i/31i/32i-MODEL A/B 适应于5轴加工机、复合加工机、多轴多路径的尖端机 床
故障位置和处理办法 : (1)确认是否由于连接于通道号z(1-4)的I/O Link线上的组
号yy(0-15)的从控设备电源瞬断,或者电压发生了变动 。 (2)从连接于通道号z(1-4)的I/O Link线上的组号yy-1(015)的JD1A,确认是否由于连接组号yy(0-15)的JD1B的 电缆不良或者连接不良。 (3)更换连接于通道号z(1-4)的I/O Link线上的组号yy(015)的从控设备。 (4)通过上述确认仍然不能解决问题时,可能是由于其他方 面的原因,请将显示出错误发生时的情况(包括显示信 息、系统配置、操作、发生的时机、发生频次等)的内 部错误代码告知我公司。
2○/3☆
4
4 (各通道)
4
i, i
○
i, i
○
-
○
○
-
-
○
-
○
-
-
○ (双通道合计)
发那科(FANUC)0i_0i+Mate-D_CH
交流伺服电机
iS 系列
A-91964E : Page 4
2
FANUC LTD
高可靠性、高性能价格比的 CNC
FANUC Series 0i - TD
New
高可靠性、高性能价格比的CNC,广泛适用于通用车床及双路径车床
0i-TD 系列
存储卡
10.4" 彩色LCD
8.4" 彩色 LCD/MDI
最高效的CNC功能软件包 最大控制轴数 :
风扇
• 应用于CNC内部存储器, FSSB 以 及CNC内部总线
• 便于推断出有故障的部件 电池
• 即使在噪声、振动和油雾等严酷 工厂环境下也可确保高可靠性
A-91964E : Page 16
8
FANUC LTD
高性能
A-91964E : Page 17
FANUC LTD
纳米插补
New
FANUC Series 0i - MODEL D
丰富的个性化功能 C 语言执行器, FANUC PICTURE
功能模块 (PMC 功能) NCGuide, NCGuidePro
A-91964E : Page 5
0i-TD 系列
8.4" LCD/MDI (彩色)
10.4" LCD (彩色)
FANUC LTD
系统配置
FANUC Series 0i - TD (2路径)
New
0i Mate-D 系列
8.4" LCD/MDI (彩色)
存储卡 FANUC I/O Link DI/DO 256/256
伺服放大器
i 系列
FSSB
交流主轴电机
i 系列
FANUC i MD部分常用系统参数
此参数设定检测出异常负载情形下各轴的组号。 某一轴检测出异常负载时,仅停止属于该轴的组的轴。 设定值为0 时,即使在任一轴上检测出异常负载,沿该轴的运动也会停止。 此参数在参数ANA(No.1804#5)= “1”时有效。
3106#5
3107#3 3107#4
KBF
在进行画面切换和方式切换时,是否擦除键入缓冲器 中的数据
MCN
机械位置显示
DPF
是否显示实际速度
PCF
是否将PMC 控制轴的移动加到实际速度显示
DPS
是否显示实际主轴转速、T 代码
OPH
是否显示操作履历画面
SOV
是否显示主轴倍率值
GSC
要显示的进给速度
SOR
NLC
显示语言的动态切换是否有效
显示语言
PKY
“写参数”的设定
H16
画面硬拷贝的位图数据为
HDC
画面硬拷贝功能
3401#0 3401#4 3401#5 3401#7#6 3402#0 3402#1
DPI
在可以使用小数点的地址中省略小数点时
MAB
在MDI 运转中,绝对/增量指令的切换
ABS
将MDI 运转中的程序指令
1881
2020 2021 2022 2024 2084 2085 与DI/DO 相关的参数 3001#7 3003#0 3003#2 3003#3 3003#5 3004#5 3006#0
3008#2
3010
FANUC Series 系统OI 0i-D参数说明书手册B-64310CM_01
注释 1 为了便于说明,有的情况下按照如下方式分类说明各机型。
T 系列:0i -TD / 0i Mate -TD M 系列:0i -MD / 0i Mate -MD 2 本说明书中描述的功能,根据不同的机型,有的不可使用。详情请参阅 规格说明书(B-64302CM)。 3 0i -D / 0i Mate -D 中,为了使部分基本功能有效或者无效,需要设定参 数。有关这些参数,请参照 4.51 节“与 0i -D / 0i Mate -D 基本相关的 参数”。
宏编译器/宏执行器编程说明书 MACRO COMPILER 操作说明书 C 语言执行器编程说明书
B-64303CM-2 B-64304CM -5 B-64303CM -3
PMC PMC 编程说明书 网络相关说明书
B-64393CM
PROFIBUS-DP 板操作说明书 FAST Ethernet/功能相关说明书
B-64404CM B-64414CM
MANUAL GUIDE i(车床系统/加工中心系统通用)操作 B-63874CM
说明书
MANUAL GUIDE i(加工中心系统)操作说明书
B-63874CM-2
MANUAL GUIDE i 设置指南 操作说明书
B-63874CM-1
MANUAL GUIDE 0i 操作说明书
警告 适用于:如果错误操作,则有可能导致操作者死亡或受重伤。
注意 适用于:如果错误操作,则有可能导致操作者受轻伤或者损坏设备。
注释 指出除警告和注意以外的补充说明。
※ 请仔细阅读本说明书,并加以妥善保管。
s-1
B-64310CM/01
前言
可以使用的机型名称
前言
本说明书就下列机型进行描述。 另外,正文中还使用下列简称。