XX-QR-C01-14产品特殊特性清单
1.09-1初始特殊特性清单
目视
技术部
4
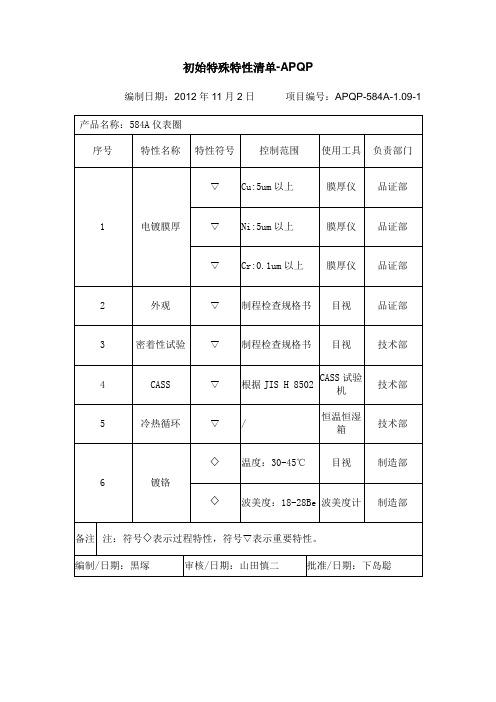
CASS
根据JIS H 8502
CASS试验机
技术部
5
冷热循环
/
恒温恒湿箱
技术部
6
镀铬
温度:30-45℃
目视
制造部
波美度:18-28Be
波美度计
制造部
备注
注:符号表示过程特性,符号表示重要特性。
编制/日期:黒塚
审核/日期:山田慎二
批准/日期:下岛聪
初始特殊特性清单-APQP
编制日期:2012年11月2日项目编号:APQP-584A-1.09-1
产品名称:584A仪表圈
序号
特性名称
特性符号
控制范围
使用工具
负责部门
1
电镀膜厚
Cu:5um以上
膜厚仪
品证部
Ni:5um以上
膜厚仪
品证部
Cr:0.1um以上
膜厚仪
品证部
2
外观
制程检查规格书
目视
品证部
特殊特性清单
◆
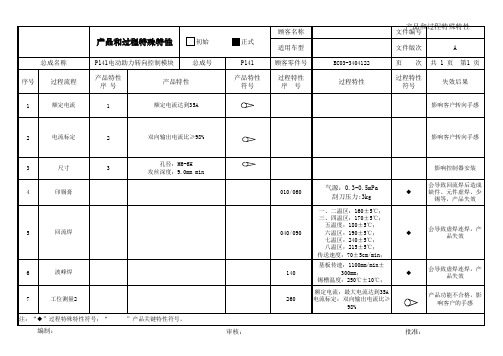
缺件、元件虚焊、少
锡等,产品失效
040/090 140
一、二温区:160±5℃; 三、四温区:170±5℃;
五温度:180±5℃; 六温区:190±5℃; 七温区:240±5℃; 八温区:215±5℃; 传送速度:70±5cm/min;
基板传速:1100mm/min± 300mm;
锡槽温度:250℃±10℃;
失效后果
影响客户转向手感
2
电流标定
2
3
尺寸
3
4
印锡膏
双向输出电流比≥98%
孔径:M6-6H 攻丝深度:9.0mm min
5
回流焊
6
波峰焊
7
工位测量2
注:“◆”过程特殊特性符号;“
编制:
”产品关键特性符号。
审核:
影响客户转向手感
影响控制器安装
010/060
气源:0.3-0.5mPa 刮刀压力:3kg
会导致回流焊后造成
总成名称 序号 过程流程
1
额定电流
产品和过程特殊特性
初始
P141电动助力转向控制模块
总成号
产品特性 序号
产品特性
1
额定电流达到35A
正式
P141 产品特性
符号
顾客名称
适用车型
顾客零件号 过程特性 序号
EC03-3404122
过程特性
产品和过程特殊特性 文件编号
文件版次
A
页 次 共 1 页 第1 页
过程特性 符号
◆
会导致虚焊连焊,产 品失效
◆
会导致虚焊连焊,产 品失效
额定电流:最大电流达到35A
260
电流标定:双向输出电流比≥
9-特殊特性清单-09
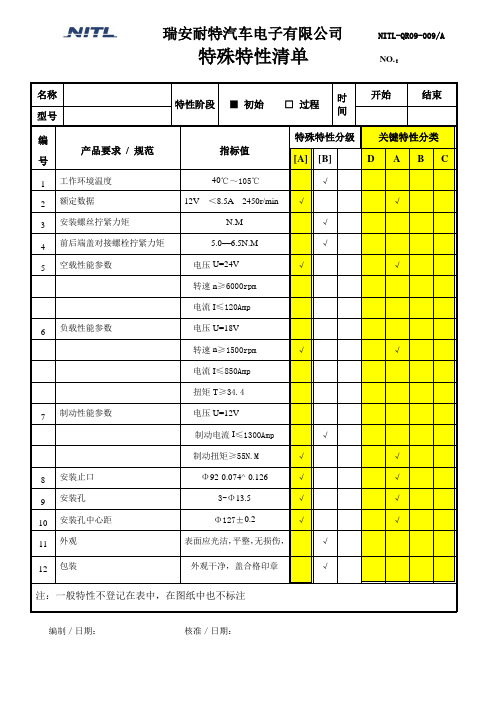
特殊特性清单NO.:
名称
特性阶段
■初始□过程
时
间
开始
结束
型号
编
号
产品要求/规范
指标值
特殊特性分级
关键特性分类
[A]
[B]
D
A
B
C
1
工作环境温度
-40℃~105℃
√
2
额定数据
12V<8.5A2450r/min
√
√
3
安装螺丝拧紧力矩
N.M
√
4
前后端盖对接螺栓拧紧力矩
5.0—6.5N.M
√
5
空载性能参数
电压U=24V
√
√
转速n≥6000rpm
电流I≤120Amp
6
负载性能参数
电压U=18V
转速n≥1500rpm
√
√
电流I≤850Amp
扭矩T≥34.4
7
制动性能参数
电压U=12V
制动电流I≤1300Amp
√
制动扭矩≥55N.M
√
√
8
安装止口
Φ92-0.074^-0.126
√
√
9Hale Waihona Puke 安装孔3-Φ13.5
√
√
10
安装孔中心距
Φ127±0.2
√
√
11
外观
表面应光洁,平整,无损伤,
√
12
包装
外观干净,盖合格印章
√
注:一般特性不登记在表中,在图纸中也不标注
80
编制/日期:核准/日期:
HD10-特殊特性清单及过程流程图
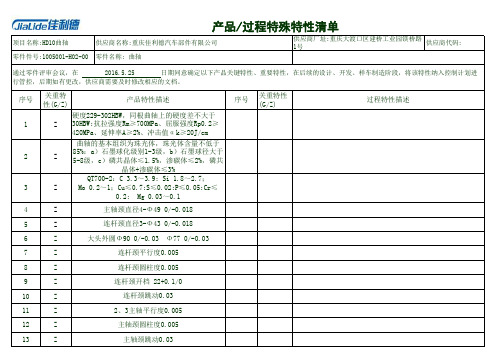
序号
关重特
性(G/Z)
序号
关重特性
(G/Z)
1Z 2Z 3Z
4Z 5Z 6Z 7Z 8Z 9Z 10Z 11Z 12Z 13Z 产品/过程特殊特性清单
顶目名称:HD10曲轴供应商名称:重庆佳利德汽车部件有限公司供应商厂址:重庆大渡口区建桥工业园镁桥路1号供应商代码:
零件件号:1005001-H02-00零件名称: 曲轴
通过零件评审会议,在 2016.5.25 日期同意确定以下产品关键特性、重要特性,在后续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时修改相应的文档。
产品特性描述过程特性描述
硬度229-302HBW,同根曲轴上的硬度差不大于
30HBW;抗拉强度Rm≥700MPa、屈服强度Rp0.2≥
420MPa、延伸率A≥2%、冲击值αk≥20J/cm
曲轴的基本组织为珠光体,珠光体含量不低于
85%:a)石墨球化级别1-3级,b)石墨球径大于
5-8级,c)磷共晶体≤1.5%,渗碳体≤2%,磷共
晶体+渗碳体≤3%
QT700-2:C 3.3~3.9; Si 1.8~2.7;
Mo 0.2~1;Cu≤0.7;S≤0.02;P≤0.05;Cr≤
0.2; Mg 0.03~0.1
主轴颈直径4-Ф49 0/-0.018
连杆颈直径3-Ф43 0/-0.018
大头外圆Ф90 0/-0.03 Ф77 0/-0.03
连杆颈平行度0.005
连杆颈圆柱度0.005
连杆颈开档 22+0.1/0
连杆颈跳动0.03
2、3主轴平行度0.005
主轴颈圆柱度0.005
主轴颈跳动0.03。
关键重要特性清单 CCSC
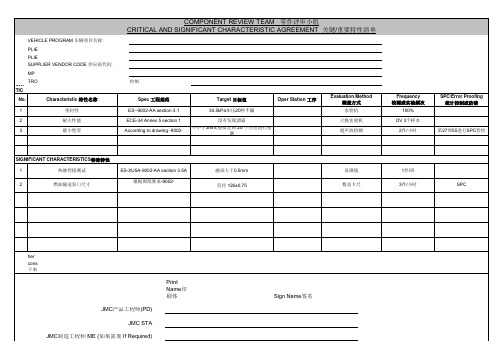
Evaluation Method 测量方式 水检机
火烧实验机
超声波检测
Frequency 检测或实验频次
100%
DV 3个样本
2件/小时
SPC/Error Proofing 统计控制或防错
第27和55进行SPC管控
SIGNIFICANT CHARACTERISTICS特殊特性
1
热融焊接测试
2
燃油输送泵口尺寸
ES-XU5A-9002-AA section 3.5A 根据图纸要求-9002-
融深大于0.5mm 直径 126±0.75
显微镜 数显卡尺
1件/班 3件/小时
SPC
Furt hbeyr c在o接ns 下来
JMC产品工程师(PD) JMC STA
JMC制造工程师 ME (如果需要 If Required)
对应 控制
Spec 工程规范 ES--9002-AA section 3.1 ECE-34 Annex 5 section 1 According to drawing -9002-
Target 目标值
Oper Station 工序
34.5kPa加压20秒不漏
没有发现泄露Leabharlann 不小于3mm,按指定的 20 个点位进行检
Print Name印 刷体
Sign Name签名
供应商项目经理Supplier Program / Plant mgr 供应商产品经理 Supplier PD mgr
SVUEHPICLE PROGRAM 车辆项目名称: PSLUIPE PLIE
CSUOPPLIER VENDOR CODE 供应商代码: MCOPN CRI TRO TIC
HD10-特殊特性清单及过程流程图
序号
关重特
性(G/Z)
序号
关重特性
(G/Z)
1Z 2Z 3Z
4Z 5Z 6Z 7Z 8Z 9Z 10Z 11Z 12Z 13Z 产品/过程特殊特性清单
顶目名称:HD10曲轴供应商名称:重庆佳利德汽车部件有限公司供应商厂址:重庆大渡口区建桥工业园镁桥路1号供应商代码:
零件件号:1005001-H02-00零件名称: 曲轴
通过零件评审会议,在 2016.5.25 日期同意确定以下产品关键特性、重要特性,在后续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时修改相应的文档。
产品特性描述过程特性描述
硬度229-302HBW,同根曲轴上的硬度差不大于
30HBW;抗拉强度Rm≥700MPa、屈服强度Rp0.2≥
420MPa、延伸率A≥2%、冲击值αk≥20J/cm
曲轴的基本组织为珠光体,珠光体含量不低于
85%:a)石墨球化级别1-3级,b)石墨球径大于
5-8级,c)磷共晶体≤1.5%,渗碳体≤2%,磷共
晶体+渗碳体≤3%
QT700-2:C 3.3~3.9; Si 1.8~2.7;
Mo 0.2~1;Cu≤0.7;S≤0.02;P≤0.05;Cr≤
0.2; Mg 0.03~0.1
主轴颈直径4-Ф49 0/-0.018
连杆颈直径3-Ф43 0/-0.018
大头外圆Ф90 0/-0.03 Ф77 0/-0.03
连杆颈平行度0.005
连杆颈圆柱度0.005
连杆颈开档 22+0.1/0
连杆颈跳动0.03
2、3主轴平行度0.005
主轴颈圆柱度0.005
主轴颈跳动0.03。
产品清单及指标要求
产品清单及指标要求
重要性分为“★”、“#”和一般无标示指标。
★代表最关键指标,不满足该指标项将导致投标被拒绝,#代表重要指标,无标识则表示一般指标项。
“证明材料要求”项可填“是”和“否”。
选择“是”的,投标人须提供包含相关指标项的证明材料,证明材料可以使用生产厂家官方网站截图或产品白皮书或第三方机构检验报告或其他相关证明材料。
未提供有效证明材料或证明材料中内容与所填报指标不一致的,该指标按不满足处理。
1、安全管理与综合审计平台
2、日志审计软件
3、漏洞扫描软件
4、主机审计系统
5、杀毒软件
7、分布式存储软件
8、网络交换机
9、服务器
10、跨网文件安全交换设备。
IATF16949 APQP—含设计—表单
设计失效模式和后果分析
核 准
审 查
制 表
第 1 页,共 5 页 PPP-2-04A0-1
K C E 有 限 公 司
新 产 品 项 目 APQP 开 发 计 划 (续上页)
制定部门: 制定日期: 年 月 日
产品名称
产品编号
规格/型号
顾客名称
序
号
工 作 内 容 / 项 目
九、新产品开发的进度安排:
核 准
审 查
制 表
第 页共 页 PPP-2-01A0-3
XXX 有 限 公 司
新 产 品 制 造 可 行 性 报 告(续)
评估部门: 评估日期: 年 月 日
新产品名称
开发产品数量
新产品
规格/型号
顾 客 名 称
十、新产品的预计年产量、成本估算、价格预算:
十一、投资预算(包括:人员投资、设施/设备投资等):
开发产品名称
开发产品数量
产品规格/型号
顾 客 名 称
提交顾客
批准的日期
提交顾客批准/
确认的数量
新产品项目
开发来源/依据
新 产 品 项 目 开 发 要 求 和 / 或 顾 客 要 求
申请开发的结论:
总经理(签名):
批准日期:
备
注
核 准
审 查
制 表
PPP-2-02A0
XXX 有 限 公 司
多方论证小组成员及职责表
量具极差法分析表
量具稳定性分析报告
量具偏倚分析报告
量具线性分析报告
计数型量具小样法分析报告
55
初始过程能力研究(★)
X—R控制图
56
五大工具-APQP
APQP的基本原则(五)
七、控制计划: 控制计划是控制零件和过程系统的书面描述,单独的控 制计划包括3个独立的阶段: 样 件:在样件试制过程中,对尺寸测量、材料及性能 试验做出描述; 试生产:在样件试制后、全面生产前,所进行的尺寸测 量、材料及性能试验的描述; 生 产:在大批量生产过程中,将提供产品/过程特性、 过程控制、试验和测量系统的综合文件。
APQP的基本原则(二)
二、定义范围: 建立横向协调小组(包括供应商); 选出项目小组负责人; 确定每一代表方的职能和责任; 识别内部和外部的顾客; 确定顾客要求,理解顾客期望,如设计、试验次数等,适当时可以利 用QFD; 评估所提出之设计、性能要求和制造的可行性; 识别所需成本、进度和其它制约条件; 明确需要从顾客处所得到的帮助; 确定文件化过程与方法;
产品质量策划责任矩阵图
概产品设计和开发 可行性 过程设计和开发 产品和过程确认 反馈、评定和纠正措施 控制方法论 × × × × × × × × 仅限制造 × 服务组织如热处理、 储存、运输等等 ×
× × × × ×
× × × × ×
APQP阶段区分-49项
第一阶段 C01/C02计划及定义 1.1顾客的呼声 1.7设计目标 第二阶段 第三阶段 第四阶段 第五阶段 C03产品设计与开发 C04过程设计与开发 2.1设计FMEA 3.1包装标准和规范 C06 制 造 /C08 交 付 与 C05产品及过程确认 服务 4.1有效的生产 5.1减少变差
7.3.2.1 产品设计输入 组织应确认产品设计输入要求,并形成文件,加以评审。产品设计输入要求包括: ——顾客要求(合同评审),如特殊特性(见7.3.2.3)、标识、可追溯性以及包 装; ——信息的利用;组织应有一个程序,将以往设计项目、竞争对手的分析、供方 反馈、内部输入、现场数据以及其它相关的信息来源应用于当前和未来有相似性质 的项目。 ——产品质量、寿命、可靠性、耐久性、可维修性、进度以及成本的目标。
产品和过程特殊特性清单 OM 4X7
变频器控制 0.07~0.08 目视流量计 33~37 目视流量计 8~12 8 膜厚仪 盐雾试验机
符合样板 目视 符合PPAP 电镀厂控制 符合PPAP 电镀厂控制 符合PPAP 电镀厂控制 100% 生产日报表
编 制/日 期
审核/日期
QR-QP22-05
2011.4.5 螺丝
控制方法 备 注
千分尺测量(首件/巡检) Xbar-R Chart 2.95± 0.05 投影仪测量(首件/巡检) Xbar-R Chart 3.45+0.05 千分尺测量(首件/巡检) 7.5+0.243;0.2 1.2± 0.1 100% 游标卡测量(首件/巡检) 投影仪测量(首件/巡检) 投影仪测量(首件/巡检) 生产日报表 Xbar-R Chart 显微镜、投影仪 深度规、投影仪 Xbar-R Chart
求 指 标 7.5-0.1
生产日报表
3.45+0.05 千分尺测量(抽检) 目视 无毛刺 7.9-0.50 游标卡测量(首件/巡检) Xbar-R Chart 3.87+0.05 千分尺测量(首件/巡检) Xbar-R Chart 牙型等综合 通止规(首件/巡检) 检验 330~420 维氏硬度计测量 910± 5 热电偶测量 910± 5 热电偶测量 910± 5 910± 5 55± 3 440± 5 440± 5 440± 5 80± 4 热电偶测量 热电偶测量 变频器控制 热电偶测量 热电偶测量 热电偶测量
中山精锐标准紧固件厂 中山市精锐达工业有限公司 产品和过程特殊特性清单
顾客名称 零件编号
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 备注 选别 电镀 ○ ○ ○ ○ ○ ○ ○ 热处理 抛光/ 研磨 搓牙 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 工序 打头 类 别 产品 过程 ○ ○ ○ ○ ○ ○ ○ 铣槽 ○ ○ ○
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深圳市XXX有限公司
产品特殊特性清单
记录编号:
XX-QR-C01-14
项目名称:
适用阶段: □样件 □试生产 □批量
产品名称:
序号 特性名称 特性符号 重要或关键产品特性 特性来源 重要或关键的过程特性 特性符号 特性来源
备注
编制/日期: 审核/日期: 批准/日期: