木工设备保养表
设备一二级保养计划表
季度设备一、二级保养计划表
单位:
序号设备类型一级保养台/次二级保养台/次备注
1 金切机床
2 锻压设备
3 起重运输设备
4 木工铸造机械
5 动力电器设备
6 冶炼及热处理炉
7 其它
合计
批准:审核:编制:年月日
年度设备一、二级保养计划申请表
单位:
一级保养全年计划台/次一季二季三季四季
二级保养全年计划台/次一季二季三季四季
序号设备类型一级保养二级保养
一季二季三季四季一季二季三季四季
1 金切机床
2 锻压设备
3 起重运输设备
4 木工铸造机械
5 动力电器设备
6 冶炼及热处理炉
7 其它
批准:审核:编制:年月日。
机械设备保养计划表
2021年机械设备维修及保养计划
机械设备的日常保养是在设备没有出现故障的情况下,对设备的检查,清洗构件,更换易损件,添加更换润滑油,以保证维持设备正常工作的日常活动。
设备维护保养包括:为防止设备劣化,维持设备性能而进行的清扫、检查、润滑、紧固以及调整等日常维护保养工作;为测定设备劣化程度或性能降低程度而进行的必要检查;为修复劣化,恢复设备性能而进行的修理活动。
设备日常保养的内容是保持设备清洁、整齐、润滑良好、安全运行,包括及时紧固松动的紧固件,调整活动部分的间隙等。
简言之,即“清洁、润滑、紧固、调整、防腐”十字作业法。
操作人员在独立使用设备前,需对设备的结构、性能、技术、规范、维护知识和安全操作等技术理论教育及实际操作技能进行培训,经考试合格,方可独立操作。
操作人员使用设备时,应做到“三好”(管好、用好、维护好)、“四会”(会操作、会保养、会检查、会简单维修)、“五定” (定人、定点、定时、定质、定量),保证设备性能完好可靠。
为保证机械设备经常处于良好的技术状态,随时可以投入运行,减少故障停机日,提高机械完好率、利用率,减少机械磨损,延长机械使用寿命,降低机械运行和维修成本,确保安全生产;我公司制定设备保养计划,以指导设备进行维护保养。
机械设备保养计划表(2021年)。
木工榫槽机安全检查表
木工机械安全检查表/木工榫槽机安全检查表木工机械安全检查表/木工榫槽机安全检查表
为保障木工机械使用的安全,防止因操作不当导致意外事故的发生,特编制本检查表。
检查前请认真阅读木工机械操作规程,并严格按要求进行检查。
一、工作环境安全检查
1、工作区域:检查工作区域是否有明显穿孔或划伤。
2、地面:检查地面是否平整,有无松动物品。
3、通道:检查通道是否畅通,有无障碍物挡住。
4、气氛:检查空气是否通畅,有无有毒有害气体。
5、照明:检查照明是否明亮,是否对工作产生遮挡。
6、供电:检查电源线路是否有破损、裸露,是否接地可靠。
7、声响:检查工作环境噪音是否超过国家规定的限值。
二、机械部分安全检查
1、机身:检查机身是否牢固安装,有无变形或裂缝。
2、刀具:检查刀具是否磨损,是否安装到位。
3、保护罩:检查保护罩是否完整,是否牢固安装。
4、传动系统:检查传动系统的皮带、轴承、齿轮等是否有磨损损坏现象。
1。
设备台账、保养计划、保养记录、维修记录(施工机具管理)

线路及开关
张显礼
2
002
台式铝合金切割机
2014年5月20日
线路及开关
张显礼
3
003
角向磨光机
2014年5月20日
线路及开关
张显礼
4
004
角向磨光机
2014年5月20日
线路及开关
张显礼
5
005
角向磨光机
2014年5月20日
线路及开关
张显礼
6
006
角向磨光机
2014年5月20日
线路及开关
12
012
汽动射钉枪
2013年9月30日
线路及开关
张显礼
13
013
汽动射钉枪
2013年9月30日
线路及开关
张显礼
14
014
汽动射钉枪
2013年9月30日
线路及开关
张显礼
15
015
电钻(电螺刀)
2013年9月30日
线路及开关
张显礼
16
016
电钻(电螺刀)
2013年9月30日
线路及开关
张显礼
17
017
电钻(电螺刀)
张显礼
7
007
冲击钻
2014年5月20日
线路及开关
张显礼
8
008
冲击钻
2014年5月20日
线路及开关
张显礼
9
009
空气压缩机(三相)
2014年5月20日
线路及开关,密闭性
张显礼
10
010
空气压缩机(单相)
2014年5月20日
线路及开关,密闭性
木工机械设备验收检查表
木工机械设备验收检查表
设备信息
- 设备名称:
- 设备型号:
- 设备编号:
- 验收日期:
外观检查
- 设备外观是否完好无损,无裂纹或变形?
- 设备表面是否有明显的划痕或刮擦?
- 设备外壳是否结实可靠,没有松动或破损的部分?
- 设备开关和按钮是否正常工作?
- 设备的接线是否牢固,没有松动或脱落的情况?
功能检查
- 设备的电源是否正常接通?
- 设备在启动时是否正常运转,没有异常的声音或震动? - 设备的各项功能是否正常,如切割、锯切、钻孔等?
- 设备的调节器和控制器是否灵敏可靠,能够准确控制机器的速度和力度?
- 设备的安全装置是否齐全,如切割保护罩、刹车装置等?
安全检查
- 设备的电源和接地线是否符合安全标准?
- 设备的工作环境是否符合相关的安全要求,如通风、照明等?
- 操作设备时是否需要佩戴相关的安全装备,如护目镜、手套等?
- 相关的安全警示标识是否清晰可见?
维护和保养要求
- 根据设备说明书,设备的维护和保养要求是什么?
- 维护和保养周期是多长?
- 维护和保养的具体步骤是什么?
- 哪些部件需要特殊维护和保养?
- 维护和保养过程中需要注意的安全事项是什么?
结论
- 经过验收检查,该木工机械设备是否能正常工作?
- 如发现问题或不符合要求的地方,应采取哪些措施?
以上为木工机械设备验收检查表,请根据实际情况填写相关信息,并进行相应的检查和记录。
(完整版)设备维护保养计划清单

生产设施保养检修计划QR( 6.3)04 NO:1 设备名称:冲床
生产设施保养检修计划表QR(6.3)04 NO:2 设备名称:电阻焊机
生产设施保养检修计划表QR( 6.3)04 NO:3 设备名称:氩弧焊机
生产设施保养检修计划表QR(6.3)04 NO:4 设备名称:旋铆机
生产设施保养检修计划表QR( 6.3)04 NO:5 设备名称:压力机
生产设施保养检修计划表QR(6.3)04 NO:6 设备名称:磨床
生产设施保养检修计划表QR(6.3)04 NO:7 设备名称:车床
生产设施保养检修计划表QR( 6.3)04 NO:8 设备名称:数控车床
生产设施保养检修计划表QR( 6.3)04 NO:9 设备名称:光整机
生产设施保养检修计划表QR( 6.3) 04 NO:10 设备名称:激光焊机
生产设施保养检修计划表QR(6.3)04 NO:11 设备名称:剪板机
生产设施保养检修计划表QR( 6.3)04 NO:12
设备名称:空压机
生产设施保养检修计划表QR( 6.3)04 NO:13 设备名称:钻床
生产设施保养检修计划表QR( 6.3)04 NO:14
设备名称:单点焊机。
机器设备保养计划表
讲明:
施工时间
人数
月 日 时 分至 月 日 时 分
月 日 时 分至 月 日 时 分
施 月 日 时 分至 月 日 时 分
工 工时总计
工时单价
记 材料成本
录 耗用材料
及 名称规格
成
及数量
本
完
托付单位验收
工作品质
工
考
核
合计工时
工作人员代号
总成本
工时成本
派工
课长
月日时分 优
良
不 良
四 F17 设备重大故障统计分析表
四 F05 机器设备保养打算表
打
算
部
门
:
提出日期:
月份
1
2
3
456源自78910
11
12
设备名称 保全项目 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施 打算 实施
批准/日期: 算/日期:
审核/日期:
打
四 F11 润滑记录表
录: 四 F12 机器故障请修单
厂长/日期:
课长/日期:
记
请修单号:
申请日期:
请修单位 故障时刻 请修时刻 希望实施工时 希望完工时刻 经办人员
厂
课
月 日时分
月 日时分
月 日时分
月 日时分
派 工
月日时分
工作 人员
故
材质不良
障
磨损
缘
操作不当
设备老化 条件错误 异物混入
故
润滑不良
腐蚀
可能施工工时 预定完工时刻 讲明:
设备名称
润滑部位 使用油类
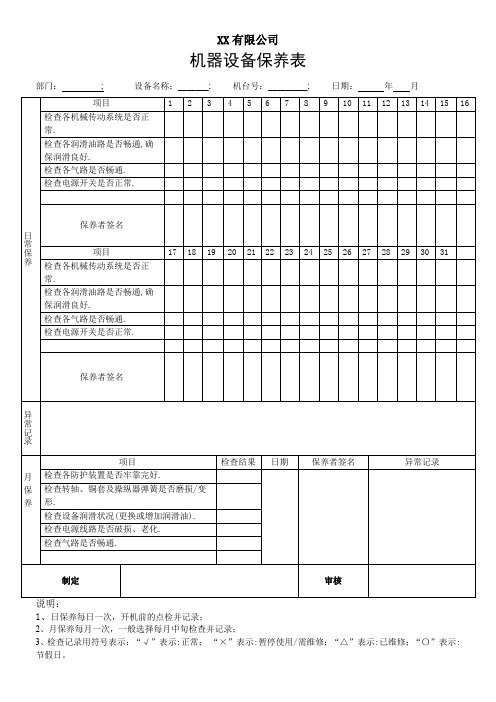
机器设备保养表
机器设备保养表
部门:;设备名称:_______;机台号:_________;日期:年月
日常保养
项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
检查各机械传动系统是否正常.
检查各润滑油路是否畅通,确保润滑良好.
检查各气路是否畅通.
检查电源开关是否正常.
保养者签名
项目
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
检查各机械传动系统是否正常.
检查各润滑油路是否畅通,确保润滑良好.
检查各气路是否畅通.
检查电源开关是否正常.
保养者签名
异常记录
月 保 养
项目
检查结果
日期保养者ຫໍສະໝຸດ 名异常记录检查各防护装置是否牢靠完好.
检查转轴、铜套及操纵器弹簧是否磨损/变形.
检查设备润滑状况(更换或增加润滑油).
检查电源线路是否破损、老化.
检查气路是否畅通.
制定
审核
说明:
1、日保养每日一次,开机前的点检并记录;
2、月保养每月一次,一般选择每月中旬检查并记录;
3、检查记录用符号表示:“√”表示:正常;“×”表示:暂停使用/需维修;“△”表示:已维修;“〇”表示:节假日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电子开料锯保养表 设备编号: 分厂: 监督工程师 :高望生 保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认人
靠尺 40小时 靠尺数据正确;锯切板对角线正确 检查;调整(操作工)
电箱通风口的过滤器 3天 清洁 检查,清洁(维修员) 电控箱空调冷凝器 3天 清洁 检查,清洁(维修员) 推料 每周 推料与锯切线平行 调节平行(维修员) 锯车导轴上的除尘擦 每周 未磨损 磨损严重则更换(维修员)
推料在导轴上的轮子 每周 轮子与导轨接触良好, 保证用手转不动轮子(无间隙) 检查,调整若轮子磨损严重,必须更换(维修员) 推料与锯车的驱动齿轮与齿条间隙 15天 间隙应在0.2mm 检查(用塞尺检查)(维修员)
锯皮带 40小时 松紧适度 调整或更换(维修员)
锯车轮子 40小时 轮子与导轨接触良好,在导轨上的锯车轮子要保证用手转不动(无间隙) 检查及调整若轮子磨损严重必须更换(维修员) 锯车积尘罩上的橡胶皮 15天 橡胶皮完好 检查及更换(维修员) 电气元件(电箱内) 三天 清洁无粉尘 清洁(维修员)
磁尺测量编码器 一周 线路板清洁无粉尘(须拆开清洁) 清洁(维修员) 注:在进行保养时,必须断开电源总开关。 推台锯保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人
主锯升降丝杆 每周润滑 润滑良好 清洁后方可加注机油(维修员)
锯座倾斜梯形丝杆 每周润滑 清洁 润滑良好 清洁后方可加注机油(维修员)
活动锯座支撑座接合面 每二周 润滑良好 加机油(维修员)
注:在进行保养时,必须断开电源总开关。 R5C、R6C封边机保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人
减速机 2000小时 更换减速机齿轮油 第一次500工作小时更换新油,并将内部油污冲净;第二次1000工作小时,以后可每隔2000工作小时换一次,使油位保持在油杯中线位置(维修员)
压梁滑块与导向镀铬杆、调整螺标结合面 40小时 润滑良好 加注46#液压油(维修员)
前后自动切断装置的导轨面 40小时 润滑良好 加注46#液压油(维修员)
大切刀导轨面 40小时 润滑良好 加注46#液压油(维修员) 电气元件 三天 清洁无粉尘 清洁(维修员) 注:在进行保养时,必须断开电源总开关。 豪迈封边机保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人
压梁调节丝杆及导向装置 40小时 润滑良好 加注46#液压油(维修员)
驱动链条 40小时 润滑良好 加注46#液压油(维修员) 切头尾装置消震器 40小时 有阻尼性和能平滑运行 检查;若损坏及时维修(操作工)
切头尾装置的线性导轨 40小时 有效的润滑,油雾润滑器完好,油杯中油位不低于下限 目视和手摸;检查 及时加46#液压油(操作工)
调整丝杆 15天 润滑良好 清洁并用油布润滑各个调整丝杆(维修员) 电气元件 三天 清洁无粉尘 清洁(维修员) 注:1、齿轮箱用油为Mobilgear630(Mobil)或Shell Omata22(Shell)。 2、进行保养时,必须断开电源总开关。
IDM封边机保养表
设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人
压梁调节丝杆及导向装置 40小时 润滑良好 加注机油或46#液压油(维修员)
驱动链条 40小时 润滑良好 加注46#液压油 切头尾装置的线性导轨 40小时 有效的润滑 目视和手摸;检查 加注润滑油(操作工)
调整丝杆 15天 润滑良好 清洁并用油布润滑各个调整丝杆(维修员) 电气元件 3天 清洁无粉尘 清洁(维修员) 驱动链齿轮箱 3000小时
换油 换油(维修员) 输送带进给齿轮箱 5000小时
换油 换油(维修员)
注:1、齿轮箱用油为Mobilgear630(Mobil)或Shell Omata220(Shell)。 2、在保养设备时,必须断开电源总开关。
手动封边机(曲线封边机)保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人
减速机 首次使用500小时,以后每工作2000小时 油质符合要求 更换新齿轮油
胶锅 每100小时 清洁 清洁工作
活动切刀导轨面 每20小时 润滑良好 加注机油 注:保养设备时,必须断开电源总开关。 双端封保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人 电箱冷却系统滤芯 100小时 清洁 清洁(维修员)
自动润滑油箱 40小时 检查油位 加油(MOBIL VACTRA2)(维修员) 传送链 40小时 检查传送链油杯油位 油位低时加注AGIP ACER32或同性能润滑油(维修员) 传送链轴承 1500小时 润滑良好 加注AGIP GR MU EP0润滑脂(维修员) 预铣部分 160小时 润滑 润滑脂润滑滑轨(AGIP ER MU2)(维修员)
涂胶箱支撑轴承 40小时 加注润滑脂 加注润滑脂(KLUBER BARRIERTA L55-2)(维修员)
封边带剪刀连接轴部位轴承 40小时 加注润滑脂 加注润滑脂(AGIP ER MU EP1)(维修员)
前后切 40小时 清洁 用湿布清理跟踪轮上的殘渣 滑轨 40小时 先清洁再润滑 先用软布清洁滑轨后,后用:“AGIP ER MU EPO” 或性能等同的润滑脂润滑。(维修员)
直线轴承 160小时 润滑良好 润滑(EP0)(维修员)
修边滑轨 40小时 润滑良好 润滑(EP0)(维修员) 修边直线轴承 160小时 润滑良好 润滑(EP0)(维修员) 刮刀部分直线轨 160小时 润滑良好 润滑(AGIP GR MU2)(维修 员) 注:保养设备时,必须断开电源总开关。
极东封边机保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人
涂胶轴 每3天 润滑良好 加注高温润滑脂(维修员) 传送带链条、链板 每2周 润滑良好 从导轨上的油嘴注入通用润滑脂(维修员)
调节丝杆 每周一次 润滑良好 用油布润滑(维修员)
抛光轮 每三天 达到抛光效果 对损坏的布轮及时更换(维修员) 注:保养设备时,必须断开电源总开关。 IMA封边机保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人 输送链条及定位档头 每周 检查、清洁 检查、清洁(维修员)
压梁导轨 每工作1000小时 润滑良好 注油枪对压梁导轨加注一次EP2润滑脂(维修员)
导轨、滑轨 每工作160小时 润滑良好 用注油枪加注一次EP2润滑脂(维修员)
涂胶系统齿轮箱 每工作2000小时 油质良好 更换一次新油(MOBIL GEAR 627)(维修员) 各刀具导轨 每工作40小时 润滑良好 加注一次导轨润滑油(美孚VACTRA OIL NO2)(维修员)
跟踪单元和前后切单元导轨 每40小时 润滑良好 加注一次润滑脂(壳牌ALVANIA GL00)(维修员)
机器集中润滑油罐 每工作8小时 检查油位 加入46#液压油(操作工) 注:保养设备时,必须断开电源总开关。 TECHN07排钻保养表 设备编号: 分厂: 监督工程师 :高望生
保养部位 保养周期 标准程度 保养采取具体措施 保养日期 保养人 确认
人
钻盒 100小时 润滑 加注润滑脂(EP2)(维修员) 钻头传动机构 100小时 4冲程/油嘴 加注润滑脂(EP2)(维修员) X轴定位机构 100小时 3至4冲程/油嘴 加注润滑脂(EP2)(维修员) 中央润滑系统油杯 100小时 油位保证高于下限 检查,加46#液压油(维修员) 钻头气动制动机构 200小时 润滑 加油(维修员) 导向轴和调节丝杆 500小时 清洁 先用毛刷清洁,后用油布润滑(维修员)
X轴导轨 100小时 清洁无粉尘 清洁(维修员)
电气元件 三天 清洁 用吸尘器清洁(维修员) 电箱风扇过滤器 每周 清洁 清洁(维修员) 注:保养设备时,必须断开电源总开关。 排钻BST-500型保养表
设备编号: 分厂: 监督工程师 :高望生 保养部位 保养周期 标准程度 保养日期 保养人 确认人
导轨 每周 清洁,润滑(维修员) 调节丝杆 每周 清洁,润滑(维修员) 固定侧水平钻 X-进给导轨 80小时 2冲程/注油嘴(EP0)(维修员)
固定侧水平钻 Y-导轨 160小时 2冲程/注油嘴(EP0)(维修员)
水平钻移动侧 X-进给导轨 40小时 1冲程/注油嘴(EP0)(维修员)
水平钻移动侧 X-导轨 80小时 1冲程/注油嘴(EP0)(维修员)
垂直排钻组 X-导轨 80小时 1冲程/注油嘴(EP0)(维修员)
垂直排钻组 Y-导轨 160小时 2冲程/注油嘴(EP0)(维修员)
导向装置 80小时 1冲程/注油嘴(EP0)(维修员)
丝杆轴 80小时 1冲程/注油嘴(EP0)(维修员) X-导轨 400小时 1冲程/注油嘴(EP0)(维修员) Y-导轨 400小时 2冲程/注油嘴(EP0)