推动架工序卡片
推杆固定板工艺卡片
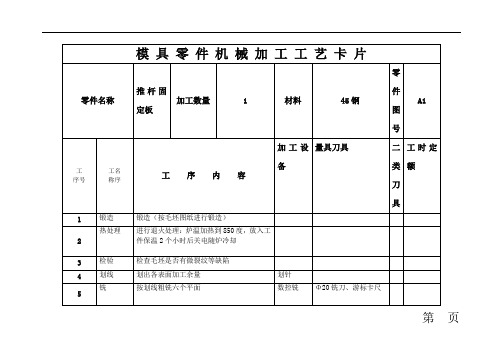
划出各表划线粗铣六个平面
数控铣
Φ20铣刀、游标卡尺
6
铣
按划线精铣六个平面
数控铣
Φ20铣刀、游标卡尺
7
钻
钻4-Φ15孔
数控铣
Φ15钻、游标卡尺
8
钻
钻4-Φ20孔深4毫米
数控铣
Φ20钻
9
铰
精铰孔4-Φ15孔至尺寸
数控铣
Φ15铰刀
10
钻
钻4-Φ7.5孔
数控铣
Φ7.5钻、游标卡尺
11
攻丝
工艺设计
朱
日期
2011-3-26
标准化
审核
校对
标准
模 具 零 件 机 械 加 工 工 艺 卡 片
零件名称
推杆固定板
加工数量
1
材料
45钢
零件图号
A1
工
序号
工名
称序
工 序 内 容
加工设备
量具刀具
二类刀具
工时定额
1
锻造
锻造(按毛坯图纸进行锻造)
2
热处理
进行退火处理:炉温加热到850度,放入工件保温2个小时后关电随炉冷却
3
检验
检查毛坯是否有微裂纹等缺陷
4
划线
攻丝4-Φ8孔至尺寸
工序卡片(参考)

详图见附图一机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 1 页车间工序号工序名称材料牌号1车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数数控车床CK6136S1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车端面55°车刀800 163.280.020.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)详图见附图二机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 2 页车间工序号工序名称材料牌号2 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车Φ63 55°车刀800 162.5 0.152 12 车Φ62 55°车刀800 161.3 0.15 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号4 车销毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车Φ58.2 53°车刀1200 161.3 0.01 0.3 12 精车Φ58 53°车刀1200 161.3 0.01 0.2 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号3 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ60 53°车刀1000 161.2 0.01 2 12 半精车Φ59 53°车刀1000 161.1 0.01 1 13 半精车Φ58.553°车刀1000 161.1 0.01 0.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号5 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车Φ54 55°车刀800 161.1 0.012 22 粗车Φ53 55°车刀800 160.8 0.01 1 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号6 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ49 53°车刀1000 160.5 0.012 22 半精车Φ48 53°车刀1000 160.1 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号7 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ46 53°车刀1000 159 0.01 1 2半精车Φ45 53°车刀1000 159 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号8 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ43 55°车刀800 158 0.01 2 1粗车Φ41 55°车刀800 158 0.01 2 1粗车Φ40 55°车刀800 158 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号10 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车Φ36.6 53°车刀1000 158 0.01 0.6 1精车Φ36 53°车刀1000 158 0.01 0.3 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号9 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ38.2 53°车刀1000 157 0.01 1.8 2半精车Φ37.2 53°车刀1000 155 0.01 1.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ34 55°车刀800 155 0.01 2 1粗车Φ32 55°车刀800 154 0.01 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号12 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ31.5 53°车刀1000 154 0.01 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数13设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ30.5 53°车刀1000 152 0.01 1.0 4半精车Φ30 53°车刀1000 152 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号15 切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ24的槽5X30切槽刀800 153 0.01 6 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数16设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ53的槽5X30切槽刀800 141 0.01 5 1车间工序号工序名称材料牌号14 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助加工圆弧53°车刀1000 140 0.01 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第17 页车间工序号工序名称材料牌号17 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗加工M30X1.5的螺纹60°螺纹车刀80 7.5 1 1机械加工工序卡片产品名称零件名称传动轴共22 页第18 页车间工序号工序名称材料牌号18 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精加工M30X1.5的螺纹60°螺纹车刀80 0.7 0.7 1机械加工工序卡片产品名称零件名称传动轴共22 页第19 页车间工序号工序名称材料牌号19 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精加工M30X1.5的螺纹60°螺纹车刀80 7.5 0.9 3机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第20 页车间工序号工序名称材料牌号20 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车至125 55°车刀800 145 0.01 5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第21 页车间工序号工序名称材料牌号21 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车至120.5 53°车刀800 145 0.01 4.5 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第22 页车间工序号工序名称材料牌号22 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车至120 53°车刀1000 145 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
推动架夹具毕业设计论文及CAD图纸
题目: 设计推动架零件的机械加工工艺规则及工艺装备内容: 1.零件图1张2.毛坯图1张3.机械加工工艺过程卡片2张4.机械加工工序卡片12张5. 工装设计装配图4张6. 工装设计零件图4张7. 课程设计说明书 1班级08机械一班学生唐健谭凯何欣阎淼龙胡楠指导教师唐勇2011年 6 月目录绪论 (1)第1章引言................................................ .............................. (2)1.1机械加工工艺规程制订 (2)1.2机械加工工艺规程的种类 (3)1.3制订机械加工工艺规程的原始资料 (3)第2章零件的分析 (4)2.1零件的作用.................................... ............ ...... ......... (4)2.2零件的工艺分析.................. ..................... ............ ... (4)第3章选择毛坯,确定毛坯尺寸,设计毛坯图 (5)第4章选择加工方法,制定工艺路线 (7)4.1机械加工工艺设计......... ............... ......... .................. (7)4.2制定机械加工工艺路线... ............ ............ .................. (7)4.3工艺方案的比较与分析 (8)第5章选择加工设备及刀具、夹具、量具 (10)5.1选择加工设备与工艺设备 (10)5.2确定工序尺寸 (11)第6章确定切削用量及基本时间 (13)6.1工序Ⅰ切削用量及基本时间的确定............... (13)6.2工序Ⅱ切削用量及基本时间的确定......... (14)6.3工序Ⅲ切削用量及基本时间的确定 (15)6.4工序Ⅳ切削用量及基本时间的确定...... ...... ..................... (16)6.5工序Ⅴ切削用量及基本时间的确定 (17)6.6工序Ⅵ的切削用量及基本时间的确定............ ............... ............ (18)6.7工序Ⅷ的切削用量及基本时间的确定 (18)6.8工序Ⅸ的切削用量及基本时间的确定...... ........................ ............ (20)第7章夹具设计 (23)7.1 钻扩铰φ16孔的钻夹具设计 (23)7.2 钻M8底孔φ6.6,攻M8孔的钻床夹具设计 (26)7.3 钻.攻M8螺孔的钻床夹具设计 (29)7.4 铣槽6x1、6x9铣床夹具设计 (32)结论............................................. ........................ (34)参考文献...................................................... ........................ (38)3D效果图 (39)附录一............................................. ........................ (40)附录二............................................. ........................ (42)绪论本文是有关推动架工艺步骤的说明和机床夹具设计方法的具体阐述。
推动架工艺工装设计及夹具设计【钻Ф6孔+车F面】

X X大学XX COLLEGE毕业设计说明书推动架工艺工装设计Technics and Fixture Design of Promote planes系名:专业班级:学生姓名:学号:指导教师姓名指导教师职称20XX年12月10日目录引言 (4)第一章零件的分析 (5)1.1零件的作用 (5)1.2零件的工艺分析 (5)第二章确定毛坯、画毛坯图 (6)第三章工艺规程设计 (6)3.1定位基准的选择 (7)3.2制定工艺路线 (7)3.3选择加工设备及刀、夹、量具 (8)第四章加工工序设计 (8)第五章夹具设计 (11)结论 (12)致谢 (13)参考文献 (14)2推动架工艺工装设计摘要零件为机床进给机构中的推动架。
主要设计了从毛坯图怎么样加工成成品,并在加工过程中用到的工装和夹具设计,工艺卡片和工序卡片的制定设计加工参数的确定等等关键词工艺、工序、圆柱销、圆锥销、定位、夹紧、夹具体等。
Technics and Fixture Design of Promote planesAbstract Machine tool parts for the feeding mechanism of promoting the plane. The main design from a rough map like how processed into finished products and processing equipment and fixtures used in the design, technology and the card design process to develop the card processing parameters, etc.Key words Technics、working procedure、column cancel 、taper cancel 、orientation Clamp.3引言毕业设计是在学完了机械制造工艺学及机床夹具设计课程,并进行了生产实习的基础上进行的一个教学环节,它要求学生全面地综合运用本课程及有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计。
工艺过程、工序卡片实例

15H8 机用铰刀、孔用塞规
5、孔口倒角 C1
45°倒角车刀
20
钳
孔口倒角,校正拨叉脚,保证两端面余量均匀
金工
Z5125A 校正工具,锥面
30
铣
粗铣拨叉脚两端面,厚 7.6-00.1
40
铣
铣拨叉脚内侧面,保证 50H12 0.25
0
50
铣
铣操纵槽至图样要求,对称面距端面 12mm
金工 金工 金工
Hale Waihona Puke 主轴转速 (r/min)760 400 1000
198
760
切削速度 (m/min)
114.5 17.6 18.6
进给量 (mm/r)
0.39 0.23 0.23
背吃刀量 (mm)
2.5 7
0.4
6.7
0.23
0.1
40.6
0.39
1
进给 次数
1 1 1
1
1
工时 机动 辅助
编制
抄写
校对
审核
批准
日期
C336—1
1
夹具编号
夹具名称
切削液
拨叉头车夹具
柴油
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
10
车拨叉头端面,保证尺寸 30mm
20
钻15H8 孔至14 mm
30
扩15H8 孔至14.8 mm
50
4、铰15H8 孔至图样要求
60
孔口倒角 1mm×45°
工艺装备
端面车刀,游标卡尺 14mm 标准麻花钻 14.8mm 扩孔钻 15H8 机用铰刀,15H8 孔 用塞规 倒角车刀
推动架说明书

长沙学院CHANGSHA UNIVERSITY课程设计设计题目:推动架机械加工工艺及其第9工序夹具设计(年产量6000件)姓名朱龙学号2009011304同组者杨雄伟谢鸿登潘虹兵系部机电工程系专业班级机械设计制造及自动化3班指导教师张志强起止时间2012-6-11--2012-6-291长沙学院课程设计鉴定表2机械制造技术基础课程设计任务书题目:设计推动架零件的机械加工工艺规程及第9 工序的专用机床夹具。
设计要求:熟练使用计算机辅助(软件自选),独立完成(1)毛坯图、零件-毛坯合图各一张(3或4号图CAD出图,手工图为2号) (2)关键工序机械加工工艺规程卡片一张(4号图,CAPP出图)(3)指定工序夹具装配图一张(2或3号图,CAD出图可拼接)(4)夹具部分零件图1~2张(图幅自定)(5)设计说明书(一份,>10页,正文五号字,含插图)(6)夹具3D装配效果图一张(3或4号图,可渲染)以上均需输出,以书面交设计资料,保留软盘待查。
原始资料:零件图样,生产纲领,每月班次、生产条件等。
班级机本3班学生朱龙指导教师张志强2012年06 月293摘要通过几个月的学习后,我们了解了机械设计技术基础的相关知识,而本次课程设计是我们在毕业设计前一次重要的实践设计,对所学的基础课、技术基础课和专业课能很好的进行系统的复习,也是我们在进行毕业之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。
在些次设计中我们主要是设计推动架的加工工艺和工艺夹具。
在此次课程设计过程中,我小组成员齐心协力、共同努力完成了此项设计。
在设计期间查阅了大量的资料,并且得到了老师的指点和大力帮助,在此表示感谢!由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
推动架的工艺规程及夹具设计
推动架的工艺规程及夹具设计(总13页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--绪论本文是有关推动架工艺步骤的说明和机床夹具设计方法的具体阐述。
工艺设计是在学习机械制造技术工艺学及机床夹具设计后,在生产实习的基础上,综合运用所学相关知识对零件进行加工工艺规程的设计和机床夹具的设计,根据零件加工要求制定出可行的工艺路线和合理的夹具方案,以确保零件的加工质量。
据资料所示,推动架是牛头刨床进给机构中的小零件,其主要作用是把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕其轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。
在设计推动架机械加工工艺过程时要通过查表法准确的确定各表面的总余量及余量公差,合理选择机床加工设备以及相应的加工刀具,进给量,切削速度、功率,扭矩等用来提高加工精度,保证其加工质量。
第1部分引言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
生产的发展和产品更新换代速度的加快,对生产效率和制造质量提出了越来越高的要求,也就对机械加工工艺等提出了要求。
在实际生产中,由于零件的生产类型、形状、尺寸和技术要求等条件不同,针对某一零件,往往不是单独在一种机床上用某一种加工方法就能完成的,而是需要经过一定的工艺过程。
因此,我们不仅要根据零件具体要求,选择合适的加工方法,还要合理地安排加工顺序,一步一步地把零件加工出来。
机械加工工艺规程制订生产过程与机械加工工艺过程生产过程是指将原材料转变为成品的全过程。
它包括原材料的运输、保管于准备,产品的技术、生产准备、毛坯的制造、零件的机械加工及热处理,部件及产品的装配、检验调试、油漆包装、以及产品的销售和售后服务等。
机械工工艺过程是指用机械加工方法改变毛坯的形状、尺寸、相对位置和性质使其成为零件的全过程。
机械加工工艺过程的基本单元是工序。
最新工艺卡片跟工序卡片
车间
工序号
工序名称
材料牌号
金工
5
钳
HT150
毛坯种类
毛坯外形尺寸
毛坯制件数
每台件数
铸件
85mm×85mm宽38mm
1
设备名称
设备型号
设备编号
同时加工数
钳台
1
夹具编号
夹具名称
切削液
无
工位器具编号
工位器具名称
工序工时
准终
单件
2
min
工步号
工 步 内 容
工 艺 装 备
主轴
转速(r/min)
切削
速度(m/min)
游标卡尺
1.3min
5
钳工手工制作孔R1.5
金工
钳
出油口铲刀
2min
6
去毛刺
金工
钳
手用铰刀
3min
7
8
9
10
11
12
13
14
唐山工职院
机械加工工序卡
产品型号
零部件图号ห้องสมุดไป่ตู้
共6页
产品名称
零(部)件名称
尾座体盖
第 1 页
车间
工序号
工序名称
材料牌号
金工
1
车
HT150
毛坯种类
毛坯外形尺寸
毛坯制件数
每台件数
铸件
85mm×85mm宽38mm
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
切削
深度(mm)
进给
次数
工步工时
机动(min)
辅助
7
半精镗孔至φ250—0。021,保证加工精度及表面粗糙度
机械加工工序操作指导卡片模板
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序操作指导卡片
产品型号
零件型号
产品名称
零件名称
共页
第页
工序编号
切削液
工序名称
设备名称
夹具名称
换刀时间
班产定额
工序质量控制内容
代号
检查
项目
精度
范围
测量工具
检查频次与控制手段
重要度
名称
编号
首检
自检
互检
巡检
序号
项目
内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
工序卡片模板(20210306124704)
工序号5工序名称
车间线路板工段装配设备
工序工时
技术要求
1
2
3
4
5
6
7
8
描图
工
步
号
工步内容
工艺装备
辅助材料
备料:
描校
1
2
底图号
3
4
装订号
5
6
标记
处数
更改文件编号
签字
日期
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
生效日期:
2016/9/9
'宁波金盾电子工业股份有限公司工序卡片
产品型号
零(部)件图号
工序工时
技术要求
1
2
3
4
5
6
7
8
描图
工
步
号
工步内容
工艺装备
辅助材料
备料:
描校
1
2
底图号
3
4
装订号
5
6
标记
处数
更改文件编号
签字
日期
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
生效日期:
2016/9/9
'宁波金盾电子工业股份有限公司工序卡片
产品型号
零(部)件图号
版本/修改:A/0
产品名称
零(部)件名称
批准(日期)
生效日期:
2016/9/9
(注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待你的好评与关注!)
'宁波金盾电子工业股份有限公司工序卡片
产品型号
零(部)件图号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号
产品名称 推动架 零件名称 推动架 共 11 页 第 1 页 车间 工序号 工序名 材料牌 金 40 铣端面 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 XA6132 1 夹具编号 夹具名称 切削液 专用铣夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 铣φ32孔的端面 专用夹具、立铣刀、游标卡尺 300 300 0.16 25 1 46s
底图号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 2
长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号
产品名称 推动架 零件名称 推动架 共 11 页 第 2 页 车间 工序号 工序名 材料牌 金 50 铣端面 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 173*73*50 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式铣床 XA6132 1 夹具编号 夹具名称 切削液 专用铣夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 铣φ16孔的端面 专用夹具、立铣刀、游标卡尺 150 23.5 0.23 2.5 1 4.3
底图号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 3
长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号
产品名称 推动架 零件名称 推动架 共 11 页 第 3 页 车间 工序号 工序名 材料牌 金 60 铣端面 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 173*73*50 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式铣床 XA6132 1 夹具编号 夹具名称 切削液 专用铣夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 铣φ32mm孔和φ16mm孔在同一基准上的两个端面 专用夹具、立铣刀、游标卡尺 250 47.1 0.2 2.5 1 5.8
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 4
长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号
产品名称 推动架 零件名称 推动架 共 11 页 第 4 页 车间 工序号 工序名 材料牌 金 70 铣槽 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 173*73*50 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式铣床 XA6132 1 夹具编号 夹具名称 切削液 专用铣夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 保持槽的中心线与φ32mm孔的轴线的垂直度要求 专用夹具、立铣刀、游标卡尺 300 8.49 0.16 3 1 2.75
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 5
长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号
产品名称 推动架 零件名称 推动架 共 11 页 第 5 页 车间 工序号 工序名 材料牌 金 80 铣端面 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 173*73*50 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式铣床 XA6132 1 夹具编号 夹具名称 切削液 专用铣夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 铣φ10mm和φ16mm的基准面 专用夹具、立铣刀、游标卡尺 530 12.77 0.48 2.5 1
底图号 装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 6
长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号
产品名称 推动架 零件名称 推动架 共 11 页 第 6 页 车间 工序号 工序名 材料牌 金 90 铣端面 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 173*73*50 1 1 设备名称 设备型号 设备编号 同时加工件数 立式钻床 Z535 1 夹具编号 夹具名称 切削液 专用钻夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 扩Φ32mm孔,倒角45° 专用夹具、高速钢复合钻头、游标卡尺 400 29.7 0.4 50 25s
底图号 2 粗铰Φ32mm孔 专用夹具、高速钢复合钻头、游标卡尺 630 15 0.2 50 25s
3 精铰Φ32mm孔 专用夹具、高速钢复合钻头、游标卡尺 630 29.7 0.1 50 25s
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 7
长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号 钻孔
产品名称 推动架 零件名称 推动架 共 11 页 第 7 页 车间 工序号 工序名 材料牌 金 100 钻孔 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 173*73*50 1 1 设备名称 设备型号 设备编号 同时加工件数 卧式车床 CA6410 1 夹具编号 夹具名称 切削液 专用钻夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 钻φ16mm孔 内径千分尺、直柄麻花钻 480 58.34 0.5 43 1 61s
底图号 2 钻φ10mm孔 内径千分尺、直柄麻花钻 520 37.25 0.3 2.5 1 25s
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 8
长春理工大学光电信息学院 机械加工工序卡片 产品型号 零件图号
产品名称 推动架 零件名称 推动架 共 11 页 第 8 页 车间 工序号 工序名 材料牌 金 110 钻、半精铰 HT200
毛坯种类 毛胚外形尺寸 每毛坯可制作件数 每台件数 铸件 173*73*50 1 1 设备名称 设备型号 设备编号 同时加工件数 立式钻床 Z525 1 夹具编号 夹具名称 切削液 专用钻夹具 开
工位器具编号 工位器具名称 工序工时 准终 单件 描图 工步号 工 步 内 容 工 艺 装 备 主轴转速r/min 切削速度m/min 进给量mm/r 切削
深度mm
进给
次数
工步工时
描校 机动 辅助
1 钻φ16mm的孔保证孔的位置精度 内径千分尺、直柄麻花钻 420 10.44 0.5 8 1 73s
底图号 2 半精铰φ16mm孔,保证孔的尺寸精度 内径千分尺、圆柱直柄铰刀 470 9.5 0.37 0.5 1 58s
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期