机械加工工艺卡片及工序卡片
机械加工工艺过程及工序卡片
日期
机械加工工艺过程卡片
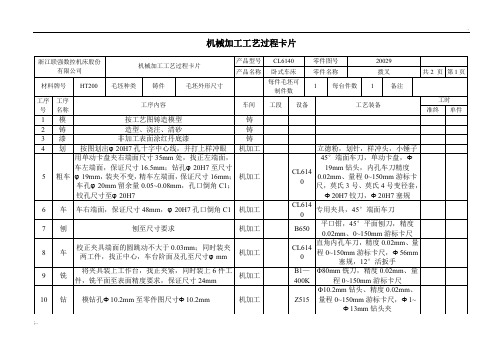
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
11
钻
模钻孔Φ10H7至Φ9.9mm,铰孔至Φ10H7
Φ80mm铣刀,精度0.02mm、量程0~150mm游标卡尺
10
钻
模钻孔Φ10.2mm至零件图尺寸Φ10.2mm
机加工
Z515
Φ10.2mm钻头、精度0.02mm、量程0~150mm游标卡尺,Φ1~Φ13mm钻头夹
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
卧式车床
CL6140
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
切削深度/mm
进给
次数
工步工时
机动
辅助
1
用单动卡盘装夹右端面车床35mm处,找正左端面,车左端面16mm至16.5mm
机械加工工艺过程及工序卡片

签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第5页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
05
粗车
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
机加工
Z32K
Φ9.9mm钻头,Φ10H7铰刀,Φ1~Φ13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,Φ10H7塞规
12
漆
按油漆工艺涂上油漆
13
检
综合检查,Φ4mm锥销孔装配时做出
14
入库
清洗干净,在无油漆面上涂上防锈油,入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
机械制造技术基础课程设计_工艺过程卡片和加工工序卡片
工步内容
工艺装备
主轴转速
/(r/s)
切削速度
/(r/min)
进给量
/(mm/r)
背吃刀量/mm
进给次数
工步工时/s
机动
辅助
设计
(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
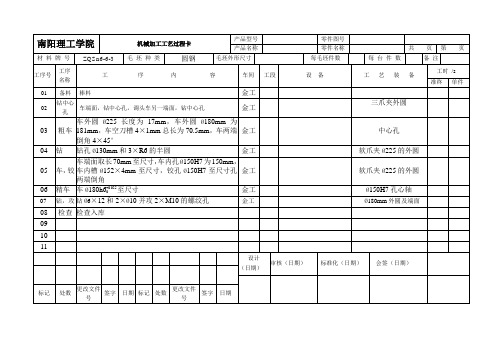
南阳理工学院
机械加工工艺过程卡
产品号
零件图号
产品名称
零件名称
共页
第页
材料牌号
ZQSn6-6-3
毛坯种类
圆钢
毛坯外形尺寸
每毛坯件数
每台件数
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时/s
准终
单件
01
备料
棒料
金工
02
钻中心孔
车端面,钻中心孔,调头车另一端面,钻中心孔
金工
三爪夹外圆
03
粗车
车外圆Ø225长度为17mm,车外圆Ø180mm为181mm,车空刀槽4×1mm总长为70.5mm,车两端倒角4×45°
钻Ø6×12和2×Ø10并攻2×M10的螺纹孔
金工
Ø180mm外圆及端面
08
检查
检查入库
09
10
11
设计
(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
机械加工工艺过程及工序卡片

机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具ቤተ መጻሕፍቲ ባይዱ称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程及工序卡片模板资料
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备ห้องสมุดไป่ตู้号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺过程及工序卡片
22
0.15
0.45
5
铰孔车床至Φ20H7
Φ20H7铰刀,Φ20H7塞规
32
0.04
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第6页
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
机械加工工艺过程及工序卡片
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
机械加工工艺过程及工序卡片模板
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺工艺卡,工序图(新)
机械加工工艺过程卡片零件号零件名称牛头刨床推进架设施夹具刀具量具工时工序号工序名称( min )名称型号名称规格名称名称规格名称机械加工工艺卡片工序名称车端面,钻孔,镗工序号1孔,切内槽,倒角部件名称方刀架部件号部件重量安装工步安装及工步说明刀具量具资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1走刀长度走刀次切削深度进给量主轴转速切削速度基本工时( mm)数( mm)(mm/r )( r/s)( m/s)( s)1234567 21粗车Φ 36mm 端面钻Φ 25mm 孔至Φ23mm粗镗Φ 36mm孔,孔深 39mm半精镗Φ 36mm孔切内槽37mm*3mm精镗Φ 36mm 孔孔口倒角 1*45车底面YT5 端面车刀(刀杆卡板16mm*25mm )Φ23 高速钢锥柄标准麻花钻陶瓷镗刀YT15 镗刀偏头端面车刀YT30 镗刀YT5 端面车刀651230569751183391120013239110011112001363613616516530569安装工步1 12 13 14 1机械加工工艺卡片安装及工步说明刀具铣四方, 125高速-0mm×125-钢镶0齿三0. 6mm,去毛面刃刺, R aμm铣刀铣四侧压刀槽,保证尺同上寸 24mm精铣 C面同上高速倒角 1×45o钢直柄立铣刀工序名称铣四方,铣压刀槽,倒角工序号2部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)卡板1291260卡板1251260卡板1251375600424卡板12511150020机械加工工艺卡片工序名称车端面,车环形槽,镗孔工序号3部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具走刀长度切削深度进给量主轴转速切削速度基本工时量具走刀次数(mm)(mm/r )( r/min )( m/min )(min )(mm)1半精车Φ 2501㎜孔端面2车环型槽精镗Φ25+00.023㎜3孔4倒角焊接式45°弯62.511370卡板头外圆车刀高速钢车刀W18C r18124VYT30331127100镗刀45°弯头外圆1105305120车刀机械加工工艺卡片工序名称钻、铰、扩孔,攻螺纹工序号4部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具量具走刀长度切削深度进给量主轴转速切削速度基本工时走刀次数( mm)( mm/r )( r/min )( m/min )( min )(mm)钻 4- Φ 150Φ1㎜㎜高速钢孔锥柄麻花1钻㎜锥柄机用2铰 4-Φ150铰刀(高孔速钢 )Φ钻 8 个 M12-6H10.1 ㎜1高速钢锥孔至Φ柄麻花钻2Φ 112扩 8 个 M12-6H㎜高速钢孔锥柄扩花钻915459114024166802224119533 123 安装工步攻 M12-6H 孔螺M12㎜高速钢241195纹机用丝锥Φ 9孔㎜高速钢1596027钻Φ 100锥柄麻花钻孔至锥柄铰Φ100机用铰刀11956Φ10(高速钢)攻 M12-6H 孔螺M12㎜高速钢1195纹机用丝锥机械加工工艺卡片工序名称热办理工序号8部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装及工步说明刀具走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)热办理, C 表面淬火HRC40~50机械加工工艺卡片工序名称磨端面、侧面部件名称方刀架部件重量资料牌号硬度45#钢HBS207~241设施名称型号车床C620-1安装工步安装及工步说走刀长度走刀切削深度fa fr刀具量具次数( mm)明(mm)磨Φ36 ㎜端20 ㎜11面 , 保证 390-WA46KV6P350X40X127 卡板1251㎜㎜㎜磨Φ250㎜端面,保证20 ㎜21WA46KV6P350X40X127卡板1251㎜0 -72 ㎜ ,Ra0.8 ㎜31磨四个侧面 ,WA46KV6P350X40X127卡板1251Ra0.8 ㎜机械加工工艺卡片工序名称终检部件名称方刀架部件重量资料牌号硬度45#钢HBS207~241设施工序号9部件号毛坯型式重量模锻件7kg夹具协助工具主轴转速切削速度基本工时(r/min )(m/min)(min)150015001500工序号11部件号毛坯型式重量模锻件7kg夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)按图纸要求检查广西大学机自工艺专业机械加工工艺过程卡片零件号零件名称工序号工序名称1备料2模锻3热办理,正火4车φ 36mm 端面,钻φ25mm 孔,镗φ36mm 孔,切内槽,孔口倒角。
机械加工工艺过程卡片及工序卡片(1)
产品名称发动机零(部)件名称摇臂轴第 1 页材料牌号20CrMo GB699-88 毛坯种类棒料毛坯外形尺寸670*13*13 每毛坯件数10每台件数1 备注工序号工序内容加工车间设备名称及编号工艺装备名称及编号技术等级工时定额夹具刀具量具单件准终1 车右端面、车外圆、钻中心孔、倒角、切断机加车床c6120 三抓卡盘硬质合金钢车刀、切断刀、中心钻游标卡尺2 铣左端面,保证尺寸64 卧式升降台铣床x6012铣床专用夹具端铣刀游标卡尺3 钻M5底孔机加台式钻床Z4106 钻床专用夹具麻花钻通止规4 攻螺纹M5*8 机加卧式升降台铣床x6012铣床专用夹具机用丝锥---------5 铣左端面台阶、铣1.5槽机加卧式升降台铣床x6012铣床专用夹具专用铣刀游标卡尺6 铣R5 机加卧式升降台铣床x6012铣圆弧面夹具凸半圆铣刀通止规7 高频淬火热处理--------------- -------------- ---------- -----------8 粗磨外圆机加外圆磨床------- ------- 千分尺9 精磨外圆机加外圆磨床------------- ------------ 千分尺10 去毛刺------- --------------- ------------- ------------ -----------11 终检、入库------- -------------- ------------ ------------ --------------产品名称 发动机零(部)件名称 摇臂轴 第 1 页工序号1工序名称车右端面、车外圆、钻中心孔、倒角、切断材料牌号20CrMo GB699-88毛坯 种类 棒料备注1×45°Φ12-0.009-0.019工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 1车外圆,倒角、切断.....毛坯种类 毛坯外形尺寸毛坯件数 每台件数棒料 670*13*1310 1 设备名称 设备型号 设备编号同时加工件数卧式车床C61201 1 夹具编号夹具名称冷却油 1 三爪自定心卡盘工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1 切削速度 m ·.min -1 进给量 mm ·r -1 背吃刀量 mm进给次数工艺装备工时定额名称型号编号 单件准终 1 车右端面 460 6.5 0.5 12 车外圆3 钻中心孔4 倒角5切断签字 日期 编制(日期) 审核(日期) 会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 2 页工序号 2 工序名称铣左端面,保证尺寸64 材料牌号20CrMoGB699-88毛坯种类棒料备注64+0.10工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 2 铣左端面,保证尺寸6420#钢毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 1 1夹具编号夹具名称冷却油1 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 车左端面460签字日期编制(日期)审核(日期)会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 3 页工序号 3 工序名称钻M5底孔材料牌号20CrMoGB699-88毛坯种类棒料备注Φ4.2 12.5工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 3 钻M5底孔毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数台式钻床台式钻床Z4106 4 1夹具编号夹具名称冷却油4 钻床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 右端面、外圆定位,钻M5底孔签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字机械加工工序卡片工厂重庆科技学院先进制造中心产品型号156FMI零(部)件图号共 6 页产品名称发动机零(部)件名称摇臂轴第 4 页工序号 4 工序名称攻螺纹M5*8 材料牌号20CrMoGB699-88毛坯种类棒料备注M58工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 4 攻螺纹M5*8毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 2 1夹具编号夹具名称冷却油2 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字共 6页 5 5 铣左端面台阶、铣 1.5槽20CrMo 毛坯21.59.7图 5 铣左端面台阶、铣1.5槽卧式升降台铣床切削速度进给量单准 标工 厂 重庆科技学院先进制造中心 产品型号 156FMI 零(部)件图号 共 6页 产品名称 发动机零(部)件名称 摇臂轴 第 6 页工序号6工序名称铣R5 材料牌号GB699-88种类 棒料备注R 512工序图[中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 6铣R5 毛坯种类 毛坯外形尺寸毛坯件数每台件数棒料 64*12*121 1 设备名称 设备型号 设备编号同时加工件数卧式升降台铣床 X60123 1 夹具编号夹具名称冷却油 3 铣床专用夹具工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1m ·.min -1 mm ·r -1背吃刀量 mm进给次数工艺装备工时定额名称型号编号 件终1签字 日期 编制(日期) 审核(日期) 会签(日期)签字记 记处更改文件号签字日期标记更改文件号签字。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡片
产品型号
CA6140
零件图号
831004
产品名称
车床
零件名称
法兰盘
共
2
页
第
1
页
材 料 牌 号
HT200
毛 坯 种 类
铸件
毛坯外形尺寸
Φ108X102
每毛坯件数
1
每 台 件 数
1
备 注
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
工 时
准终
单件
1
下料
6.95min
10
钻
钻4Xφ9mm透孔
机加
Z525
高速钢直柄麻花钻Φ9,专用夹具
1.66min
11
钻
钻φ4mm孔,扩、铰φ6mm孔
机加
Z525
高速钢直柄麻花钻Φ4,
高速钢直柄麻花钻Φ6,专用夹具
1.5min
12
磨
磨削B面
机加
M114W
A46KV6P 350×40×127砂轮
2.2min
13
磨
磨削外圆面φ100mm、φ90mm
审 核(日期)
标准化(日期)
会 签(日期)
2012-6-11
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
河北机电职业技术学院
机械加工工序卡片
产品型号
CA6140
零件图号
831004
产品名称
车床
零件名称
法兰盘
共
6
页
第
4
页
车间
工序号
工序名称
材 料 牌 号
机加
Ⅳ
铣
HT200
毛 坯 种 类
毛坯外形尺寸
钻床夹具
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻孔至18mm
钻床夹具,18钻头,4钻头,19.8扩孔钻,内径千分尺
555
31.4
0.3
9
1
0.63
2
扩孔至19.8mm
275
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
磨90外圆柱面上距轴线24mm的平面
磨床夹具,砂轮,外径千分尺
360
18
0.8
0.2
1
0.53
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
2012-6-11
5
车
粗车右φ45mm右端面、外圆,φ90mm外圆及右端面
机加
CA6140
09号90°偏头车刀,三爪卡盘
0.22min
6
车
半精车φ100左端面、外圆,半精车B面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1
机加
CA6140
09号90°偏头车刀、02号45°成形车刀,三爪卡盘
3.06min
7
车
半精车右φ45mm外圆及右端面,倒角C7,半精车φ90mm右侧面,切槽3×2,车φ20mm孔右端倒角C1
零件图号
831004
产品名称
车床
零件名称
法兰盘
共
6
页
第
6
页
车间
工序号
工序名称
材 料 牌 号
机加
Ⅵ
磨平面
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
磨床
M114W
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
机加
Ⅱ
车
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
车床夹具
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
机加
CA6140
09号90°偏头车刀,02号45°成形车刀,03号3mm切槽刀,三爪卡盘,
1.2min
8
车
精车φ100mm端面、外圆,精车B面,车过渡圆角R5
机加
CA6140
09号90°偏头车刀,R5圆角刀,三爪卡盘,
6.21min
9
铣
粗铣、精铣φ90mm柱体的两侧面
机加
X52K
硬质合金镶齿套面铣刀YT15(d=φ80mm)
0.9
1.8
2
0.098
2
精车100端面
车床夹具,车刀,游标卡尺
480
150
0.2
0.2
2
0.44
3
粗车100外圆柱面
车床夹具,车刀,游标卡尺
420
126
0.9
2
1
0.1
4
精车100外圆柱面
车床夹具,车刀,游标卡尺
540
156
0.2
0.3
1
0.33
5
粗车B面
车床夹具,车刀,游标卡尺
400
126
2
2
2
17.4
0.51
0.9
1
0.78
3
铰孔至20
275
17.2
0.5
0.1
1
0.73
4
钻4-9孔
专用夹具,9的麻花钻
1012
28.6
0.13
4.5
4
0.44
5
钻4孔
4钻头,6钻头,钻床夹具
内径千分尺
900
25.3
0.13
3
1
0.07
6
钻6孔
900
25.3
0.13
2
1
0.08
设 计(日 期)
校 对(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
m/min
mm/r
mm
机动
辅助
1
粗车45端面
车床夹具,车刀,游标卡尺
480
94
0.9
1.2
1
0.06
2
精车45端面
车床夹具,车刀,游标卡尺
600
114
0.1
0.3
1
0.26
3
粗车45外圆柱面
车床夹具,车刀,游标卡尺
600
94
0.8
2
2
0.09
4
精车45外圆柱面
车床夹具,车刀,游标卡尺
800
116
0.2
机加
M114W
A46KV6P 350×40×127砂轮
0.8min
14
磨
磨削φ90mm凸台距离轴线24mm的侧平面
机加
M114W
A46KV6P 350×40×127砂轮,专用夹具
0.53min
15
车
金刚石车Φ45mm外圆、φ90mm右侧面
机加
CA6140
90°金刚石车刀,三爪卡盘
1.06min
16
抛光
铣床夹具,铣刀,游标卡尺
22.5
7.1
0.3
5
2
2.25
2
粗铣距中心线24mm平面
铣床夹具,铣刀,游标卡尺
22.5
7.1
0.3
5
4
6
3
精铣两平面
铣床夹具,铣刀,游标卡尺
37.5
11.8
0.2
1
1
2.25
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
2012-6-11
标记
处数
铸件
砂型铸造
2
热处理
退火
3
车
粗车φ100mm柱体左端面、外圆,粗车B面
机加
CA6140
09号90°偏头车刀,三爪卡盘
1.9mim
4
钻
钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm
机加
Z525
高速钢钻头W18Cr4V、直柄扩孔钻φ19.8,锥柄机铰刀φ20H7,专用夹具
2.89min
日 期
河北机电职业技术学院
机械加工工序卡片
产品型号
CA6140
零件图号