机械加工工序卡片讲解
加工工艺过程卡片及工序卡知识讲解
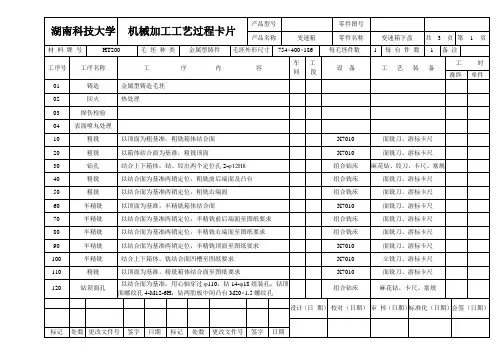
车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 226 0.18 1.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.182 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号100 半精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺180 18.1 0.12 9.2 1 0.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号110 精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺180 226 0.13 1 1 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号120 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号130 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号140 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.275 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0.35 9 1 0.29设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号150 锪孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号160 螺纹孔攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号170 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ180支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782 结合上下箱体,以结合面为基准,粗镗φ120支承孔硬质合金刀具、游标卡尺125 45.9 1.03 1 0.563 结合上下箱体,以结合面为基准,粗镗φ110支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号180 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ130支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号190 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,半精镗φ180支承孔硬质合金刀具、游标卡尺125 70.3 0.452 1 1.212 结合上下箱体,以结合面为基准,半精镗φ120支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953 结合上下箱体,以结合面为基准,半精镗φ110支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号200 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,半精镗φ130支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号210 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速铣削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,精镗φ180支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472 结合上下箱体,以结合面为基准,精镗φ120支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913 结合上下箱体,以结合面为基准,精镗φ110支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号220 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速铣削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,精镗φ130支承孔高速钢刀具、游标卡尺250 102 0.15 1 1 3.78设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片与工序卡片
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片机械加工工艺过程卡片是根据零件的工艺要求和加工顺序编制的一种工作文件。
它主要描述了零件的加工过程,包括工艺路线、工艺参数、工装夹具、工艺手段以及工艺规程等内容。
该卡片是工序卡片的上层次,对于机械加工车间而言,是指导生产和管理的重要文档。
1.零件加工工艺路线:根据零件的结构特点和工艺要求,确定加工过程中的各个环节和顺序。
包括粗加工、精加工、合理的工序布置等内容。
2.工艺参数:描述了加工过程中一些重要的参数,如切削速度、进给量、切削深度等。
这些参数是确定工件加工质量和生产效率的关键因素。
3.工装夹具:指导机械加工过程中的夹具选择和使用。
包括夹具类型、夹具位置和夹具调整等内容。
4.工艺手段:描述了机械加工中所具备的各种工艺手段,如车削、铣削、钻削等。
并根据具体的工件要求,选择合适的工艺手段进行加工。
5.工艺规程:详细描述了机械加工过程中具体的操作方法和步骤。
包括加工精度要求、刀具选择、刀具切削角度以及刀具切削顺序等内容。
1.指导生产:工艺过程卡片能够对加工过程进行规范化和标准化管理,确保生产过程的准确性和可控性。
2.提高生产效率:通过合理规划和布置加工过程,避免生产中的重复操作和浪费,提高加工效率和生产能力。
3.保证加工质量:工艺过程卡片详细描述了加工过程中的参数和要求,可以及时发现和解决加工中的问题,确保零件的生产质量。
4.节约成本:通过合理设置工艺参数和工装夹具,可以降低加工成本,提高资源利用率。
二、工序卡片工序卡片是机械加工过程中的一种重要记录和指导工具。
它是对机械加工工艺过程卡片的细化和补充,更加具体地描述了每个工序的加工方法、操作顺序和操作要点等内容。
工序卡片的主要内容包括以下几个方面:1.工序顺序:描述了每个工序的顺序和次序。
2.加工设备:说明了该工序需要使用的设备和机床。
3.刀具选择:选择适合于该工序的刀具,并给出刀具的尺寸和规格。
4.工装夹具:描述该工序中使用的夹具类型和夹具的调整方法。
项目二:填写机械加工工序卡片ppt课件
.
14
项目二:填写机械加工工序卡片
131
动画1 切削运动
17.04.2020
.
15
项目二:填写机械加工工序卡
注释:
1、主运动可以是旋转运动,也可以是往复运动;
2、主运动可以是工件来实现, 也可以是刀具来实现 ; 进给运 动可 由刀具完成, 也可由工件完成,可以是间歇的, 也可以是连续的 (如车削)。
每台件 1数
备 1000 注
工序号 1 2
工序名 称
工序内容
备料
车削左 端部分
锯圆钢Ø45×85
三瓜卡盘装夹Ø45毛坯外圆,工件外露55: 车左端面;粗车外圆至Ø40.5,长52;倒角1.25×45º;精车外圆至 Ø40h9。
车间
设备型号及名称
准备 锯床G5025
工艺装备
机械加工 C6140车床
三瓜卡盘
学习要求
切 1.切削运动---主运动 ----进给运动
削 2.工件上形成的几个表面
加
工 3.切削用量
基 (1)切削速度
础 (2)进给量
知 识
(3)背吃刀量
重点和难点:切 削用量的计算
17.04.2020
.
12
项目二:填写机械加工工序卡片
三.切削用量基本概念 1.切削运动
机床为实现切削加工所必需具有的 加工工件与刀具间的相对运动。按 运动在切削加工中所起的作用不同 分为主运动和进给运动。
机械加工
工
步
工步内容
号
刀具
1
三瓜卡盘装夹Ø45毛坯外圆,工件外 露55: 车左端面。
90°焊接式外圆 车刀
2 粗车外圆至Ø40.5,长52。
90°焊接式外圆 车刀
机械加工工序卡片介绍
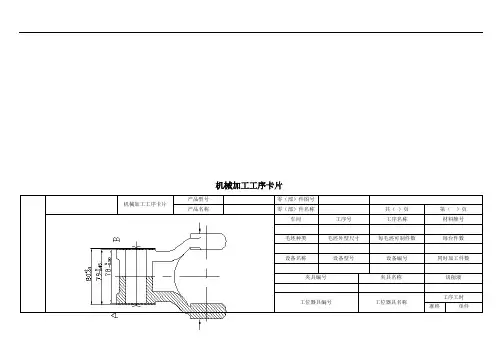
机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校。
机械加工工艺过程卡片与工序卡片
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片1.定义2.主要内容(1)工艺路线:根据零件的图纸和技术要求,详细描述每个工序的顺序和前后关系等。
工艺路线应尽可能简洁明了、便于操作。
(2)加工方法:具体记录每个工序的加工方法和过程,包括机床、刀具、切削速度、进给量、切削液等。
(3)工具、工装和夹具:详细描述每个工序所需的工具、工装和夹具等。
这些工具应当符合零件的加工要求,能够确保加工精度和质量。
(4)工序检查:指导加工者进行每一道工序的自检和互检工作,以确保加工质量。
3.作用(1)提供工艺指导:工艺过程卡片详细描述了零件加工的每个步骤和要求,能够为操作人员提供明确的工艺指导,确保加工过程的准确和高效。
(2)记录加工信息:工艺过程卡片记录了每个工序的加工方法、设备和工具等信息,方便工艺工程师对加工过程进行评估和改进。
(3)保证加工质量:通过工艺过程卡片的指导,加工人员可以按照规定的工序严格执行加工要求,确保加工质量达到或超过技术要求。
二、工序卡片1.定义工序卡片是机械加工过程中用于记录和指导每个工序操作要求和指导要点的文件。
它是机械加工工艺文件系统中的一部分,也是机械加工生产过程中必不可少的文件。
2.主要内容工序卡片主要包括以下内容:(1)工序名称:准确描述该工序的名称和编号。
(2)操作要点:详细描述该工序的操作要点,包括操作方法、操作顺序、操作规范等。
(3)质量要求:规定该工序的质量要求和检查方法,确保加工质量达到技术要求。
(4)安全注意事项:记录该工序的操作安全要求和注意事项,保证操作人员的安全。
3.作用工序卡片的作用主要体现在以下几个方面:(1)提供操作指导:工序卡片详细描述了每个工序的操作要点和操作顺序,提供了明确的操作指导,帮助操作人员正确完成每个工序。
(2)规范操作流程:通过规定每个工序的操作要点和质量要求,工序卡片能够规范操作流程,保证每个工序的一致性和高效性。
(3)保证操作安全:工序卡片记录了每个工序的操作安全要求和注意事项,能够提醒和强调操作人员的安全注意事项,保证操作人员的安全。
机械加工工艺过程卡和工序卡
机械加工工艺过程卡和工序卡一、引言机械加工工艺是制造业中的重要一环,其过程中对于工艺的控制和记录是至关重要的。
在机械加工中,通常会使用到机械加工工艺过程卡和工序卡,这两种卡片在制定工艺、监控过程和质量管理等方面都扮演着重要的角色。
本文将从这两种卡片的定义、作用、编制方式、内容要素等方面进行详细介绍。
二、机械加工工艺过程卡1. 定义机械加工工艺过程卡是在机械加工过程中用于记录和指导加工流程的一种卡片。
它包含了相关加工过程的要素信息,是实施机械加工工艺的具体指南。
2. 作用•记录历史数据:机械加工工艺过程卡可以记录每道工序的具体情况,方便回溯和查阅历史数据。
•指导操作:通过机械加工工艺过程卡,操作人员可以清晰了解每道工序的要求,从而正确操作。
•质量控制:机械加工工艺过程卡中还包含质量控制要求,可以帮助进行质量把控。
3. 编制方式机械加工工艺过程卡通常由工艺工程师根据产品的加工要求编制而成。
编制时需要考虑加工流程、设备要求、工序顺序等因素。
4. 内容要素机械加工工艺过程卡通常包含以下内容要素:- 产品信息:产品名称、图号等;- 加工工序:加工顺序、工序名称、工序要求等; - 设备要求:所需机床、刀具、夹具等; - 加工参数:切削速度、进给速度、切屑厚度等技术参数; - 质量要求:产品检测标准、检测方法等。
三、机械加工工序卡1. 定义机械加工工序卡是根据产品工艺要求,将整个加工过程拆分成各个工序,并对每个工序进行具体规定的卡片。
它是对机械加工过程的详细规划和指导。
2. 作用•详细规定工序:机械加工工序卡对每个工序的加工要求进行了详细规定,帮助操作人员准确执行。
•提升效率:通过对加工过程的细化,可以提升生产效率。
•质量保障:规定明确的工序标准有助于保障产品质量。
3. 编制方式机械加工工序卡的编制通常是由工艺工程师根据产品要求、工艺流程等因素进行详细规划而成的。
需要注意每个工序的工艺参数和质量要求。
4. 内容要素机械加工工序卡通常包含以下内容要素: - 工序信息:工序号、工序名称、工序要求等; - 工具要求:所需工具、刀具等; - 设备要求:需要的机床、夹具等设备; - 加工参数:具体的切削速度、进给速度、切削深度等参数; - 检测要求:对每个工序的质量检测要求。
加工工艺过程卡片及工序卡
车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 226 0.18 1.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.182 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1 结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺180 18.1 0.12 9.2 1 0.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第11 页车间工序号工序名称材料牌号110 精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1 以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺180 226 0.13 1 1 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号140 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.27 5 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0.35 9 1 0.29设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第15 页车间工序号工序名称材料牌号150 锪孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ180支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782 结合上下箱体,以结合面为基准,粗镗φ120支承孔硬质合金刀具、游标卡尺125 45.9 1.03 1 0.563 结合上下箱体,以结合面为基准,粗镗φ110支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第18 页车间工序号工序名称材料牌号180 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ130支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,半精镗φ180支承孔硬质合金刀具、游标卡尺125 70.3 0.452 1 1.212 结合上下箱体,以结合面为基准,半精镗φ120支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953 结合上下箱体,以结合面为基准,半精镗φ110支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,半精镗φ130支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速铣削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,精镗φ180支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472 结合上下箱体,以结合面为基准,精镗φ120支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913 结合上下箱体,以结合面为基准,精镗φ110支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第22 页车间工序号工序名称材料牌号220 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件。
机械加工工艺卡片
外径千分尺
4
钳
划线,划出键槽位置。
径千分尺
5
铣
铣键槽。
龙铣
6
检
检验工件尺寸,符合图纸要求。
通达水工设备
机械加工综合工艺过程卡片
产品名称
第 页
产品型号
共 页
材料名称代号
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
滑轮轴
1件
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
产品名称
第 页
产品型号
共 页
材料名称代号
45
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
卷筒轴
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
工 具
刀 具
量 具
1
下料
下料尺寸留10mm余量。
电锯
2
车
粗车外圆留3mm余量,车端面。架中心架、打中心孔。
车床
游标卡尺
3
车
调头,架重心架、车端面及打中心孔,上两顶尖车外圆至图纸尺寸。
4
钳
划线,在法兰头及小头划出十字线。
5
镗
以十字线找正,找正后夹紧工件,镗中心孔至图纸要求,铣端面。
镗床
径千分尺
6
车
顶尖顶着中心孔,用划针盘找法兰头十字线,分两次找正,找正后,夹紧工件:车端面,总长留10mm余量,精车外圆留4~6mm余量;
调头,夹着外圆,用表校正,另一头架中心架,车端面、外径,保证长度至图纸要求。
机械加工工序卡片设计与制造
机械加工工序卡片设计与制造机械加工工序卡片是传统机加工中一个重要的管理工具,它记录了每一个零件的加工工艺、参数以及操作要点等,方便操作者操作,提高加工效率和加工质量。
下面将从设计制造两个方面详细介绍机械加工工序卡片的要点。
一、设计1.1卡片尺寸与材料选择机械加工工序卡片一般采用4开本或者5开本的尺寸。
其中4开本54×78毫米,5开本54×95毫米,16开本54×48毫米。
这两种尺寸常用于机械加工工序卡片的制作,它们都比较方便携带,易于保存,而且可以根据不同的需要进行选择。
材料选择方面,一般采用高品质的牛皮纸或者高品质的草纸。
牛皮纸相比于草纸来说耐磨损,经久耐用,而草纸则较为环保,易于处理。
可以根据实际需要进行选择。
1.2卡片内容机械加工工序卡片设计内容主要包括加工工艺、操作步骤、操作要点、注意事项、零件加工精度检查和质量要求等方面。
加工工艺:包括加工方式、加工工序、设备、刀具、夹具等方面;操作步骤:包括加工前准备、加工过程和加工后处理等方面;操作要点:包括操纵技巧、操作顺序、注意事项等方面;注意事项:包括安全注意事项、注意事项等方面;零件加工精度检查:包括实测、比较和校验等方面;质量要求:包括零件的外观质量、尺寸精度等方面。
以上内容是机械加工工序卡片必须包含且最好全面的内容。
可以根据实际加工需求对卡片内容进行调整。
二、制造2.1版式设计机械加工工序卡片版式设计主要包括文字、图片和图表的排版。
文字应该清晰,大小适中,不宜过小或过大。
图片和图表应该清晰明了,尽量采用矢量图形,避免模糊不清。
2.2印刷质量机械加工工序卡片制作印刷质量也是非常关键的。
卡片应该使用油性笔或者钢笔进行手写填写,以免影响卡片的长期保存和查看。
如果采用印刷方式,应该选择印刷质量好、色彩鲜艳、字迹清晰的专业印刷厂家。
2.3制作方式制作方式其实比较多样,可以采用手工描图、电脑设计、印刷、装订等方式进行制作。
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺过程卡片一、机械加工工序卡片的内容1.工件信息:包括工件名称、工件图号、工件材料等。
工件信息是确定加工方法和操作的基础,对于正确编写工艺过程卡片至关重要。
2.设备信息:包括机床型号、加工中心等设备的具体参数信息。
设备信息是为了确保在正确的设备上进行机械加工,保证加工质量和效率。
3.工序顺序:记录每个工序的次序和顺序,包括粗加工和精加工的顺序、表面处理的顺序等。
工序顺序是为了合理组织工序的进行,确保每个工序之间的衔接和连贯性。
4.工艺参数:包括切削速度、进给速度、切削深度、刀具修整等工艺参数。
工艺参数是决定加工质量和效率的关键因素,需要根据具体工件和刀具的情况进行调整和设定。
5.刀具信息:包括刀具型号、切削材料、刀具尺寸等。
刀具信息是确保刀具选择正确、刀具寿命控制在合理范围内的关键因素。
6.夹具信息:包括夹具类型、夹具安装方式、夹具定位方式等。
夹具信息是确保工件在加工过程中能够稳定固定,避免因夹具失效导致的加工失误。
二、机械加工工序卡片的编写方法编写机械加工工序卡片需要按照一定的方法和规范进行,以下是一般的编写方法:1.分析工件特性:根据工件的形状、尺寸和材料等特性,确定合适的加工方法和工序顺序。
同时需要考虑到工件的加工难度和特殊要求等因素。
2.设定工艺参数:根据工艺要求和技术经验,设定合适的切削速度、进给速度、切削深度等参数。
可以利用试切、试车等方法进行优化和调整。
3.选择刀具和夹具:根据工件材料和形状,选择合适的刀具,并确定刀具的刀径、齿数和刀片材料等参数。
同时需要根据夹具的类型和要求,选择合适的夹具进行加工。
4.组织工序顺序:根据工序的要求和衔接关系,合理组织工序的次序和顺序。
在组织工序时,需要考虑到加工中心和夹具的可用性、工艺过程的连续性和效率等因素。
5.编写工序卡片:根据上述内容,编写机械加工工序卡片。
写清楚每个工序的具体操作要求和参数设定,并附上相应的图纸、程序等资料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
见工艺附图车间工序号工序名称材料牌号机加车间10.10J钻孔EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Ф2.711设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液62J2-2682 钻具工位器具编号工位器具名称工序工时 (分)准终单件30s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔Ф2.7 通孔抛物麻花钻Ф2.7、卡尺(0-125、0.02)2800 23.74 手动15s 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间20.20J倒角EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Ф2.711设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件12s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 在Ф2.7孔口倒角1×45°麻花钻Ф6 840 15.2 手动3s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间30.30J铰孔EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Ф311设备名称设备型号设备编号同时加工件数立钻Z5121 1夹具编号夹具名称切削液26J2-2694 钻具工位器具编号工位器具名称工序工时 (分)准终单件30s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铰孔Ф3 +0.0250 通孔铰刀3-H8、塞规62BL1-2001/7840 7.92 手动15s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间40.40J攻螺纹EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数M511设备名称设备型号设备编号同时加工件数台钻Z512 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件12s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 攻螺纹M5-6H丝锥M5、螺纹塞规M5-6H(T/Z)840 13.0 0.8 6s 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间50.50J锪单一螺纹底孔端面、扩孔、倒角EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Ф20.4、16、56、3211设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液62J2-2686 钻具工位器具编号工位器具名称工序工时 (分)准终单件30s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪端面,扩螺纹孔至Ф20.4 深16复合刀62D1-2098/5卡尺(0-125;0.02)976 62.5 手动15s倒角1×45°,保证尺寸56,32设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间60.60J攻螺纹EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数M22×1.5; 1311设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液62J2-2686 钻具工位器具编号工位器具名称工序工时 (分)准终单件24s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 攻螺纹M22×1.5-6H,深13min丝锥M22×1.5、螺纹塞规BL2-13/14、195 13.5 1.5 10s保证垂直度0.2 垂直度量规62L4-2176、塞尺BL2-211 ;0.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间70.70J锪另一侧上螺纹底孔端面、扩孔、倒角EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Ф20.4 16、1×45° 66、4211设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液62J2-2686 钻具工位器具编号工位器具名称工序工时 (分)准终单件30s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪端面,扩螺纹底孔至Ф20.4 深16复合刀62D1-2098/5卡尺(0-125;0.02)976 62.5 手动15s倒角1×45°、保证尺寸66,42设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间80.80J 攻螺纹EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数M22×1.5; 13 1 1设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液62J2-2686 钻具工位器具编号工位器具名称工序工时 (分)准终单件24s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 攻螺纹M22×1.5-6H,深13min丝锥M22×1.5、螺纹塞规BL2-13/14、195 13.5 1.5 10s保证垂直度0.2 垂直度量规62L4-2176、塞尺BL2-211; 0.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间90.90J锪另一侧下螺纹底孔端面、扩孔、倒角EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Ф20.4 16、1×45° 66、7711设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液62J2-2686 钻具工位器具编号工位器具名称工序工时 (分)准终单件30s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 锪端面,扩螺纹底孔至Ф20.4 深16复合刀62D1-2098/5卡尺(0-125;0.02)976 62.5 手动12s倒角1×45°、保证尺寸66,42设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间100.100J攻螺纹EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Ф2.7 M22×1.5;1311设备名称设备型号设备编号同时加工件数立钻Z525 1夹具编号夹具名称切削液62J2-2686 钻具工位器具编号工位器具名称工序工时 (分)准终单件24s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 攻螺纹M22×1.5-6H,深13min丝锥M22×1.5、螺纹塞规BL2-13/14、195 13.5 1.5 10s保证垂直度0.2 垂直度量规62L4-2176、塞尺BL2-211;0.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)见工艺附图车间工序号工序名称材料牌号机加车间110.110J车端面、镗孔、切槽EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数数控车床GA-200L 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件2.5min工步号工步内容刀具量、检具主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车大端面及台阶面,保证3 +0.1车刀卡规1000 310 0.1及80±0.15、保证Ф104 -0.036-0.12362D-2379 BL0-203Ra1.6 Ra3.2 连接套103.964~103.877IT962V2-2351 深度尺法兰盘0-150;0.0262V2-2223 高度尺2 镗孔Ф92 +0.087并带出底面及倒角镗刀塞规1000 0.1保证10.5+0.2 0 Ra1.6 Ra3.2 A16R-SCLCR09BL1-203 刀片92~92.087IT9 CCMT09T308工步号工步内容刀具量、检具主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助扳手深度规FT-15 62L4-24463 镗孔Ф55 +0.074并带出底面及倒角塞规1000 0.1 保证18.5、29.5±0.1、17.5 BL1-20355~55.074IT9深度规62L4-24474 镗孔Ф24 +0.052Ra1.6并带出倒角塞规1000 0.1BL1-20224~24.052IT95 切槽Ф58 +0.30 宽2.2 +0.14内槽刀杆槽卡规1000 0.1保证11.5±0.1 A20K-NNTOR2 62L-2029/10刀片槽塞规NG-2M220LK 62L1-2054KC730 特种塞规62L1-2082设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期见工艺附图车间工序号工序名称材料牌号机加车间120.120J锪端面、镗孔EYL-2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件100min工步号工步内容刀具量、检具主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣端面保证65及290.15 铣刀卡尺1000 251.2 0.153 6R220.33-0080-12CT0-125,0.0264+33 刀片(6)SEEN120308-E10 HX2 锪端面保证48 +0.2锪刀深度尺800 75.4 0.1 5 662D1-2403/1 0-150刀片(3)0.02SPGW150516YG6XBD00-402工步号工步内容刀具量、检具主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助3 倒角1×45°倒角刀1000 188.4 0.15 2 6TQW3-245°4 镗孔54 +0.074深6 镗头刀(二)塞规1000 169.56 0.1 10 6 保证800.1 5B3F BL1-20354-54.074IT9高度规62L4-24485 镗孔52.5+0.190塞规1000 164.9 0.15 12 6BL1-20352.5-52.69IT116 镗孔16 +0.093+0.05镗刀塞规1500 75.36 0.1 16 6 保证同轴度0..08及垂直度0.05 SS25M-51 BL1-202刀头16.05-16.093IT91B2F 同轴度规62L4-2449垂直度规62L4-2450湖北汽车工业学院科技学院机械加工工序卡片产品型号3542N2-250 零件图号产品名称零件名称下体共 5 页第 3 页工步号工步内容刀具量、检具主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助7 攻螺纹2-M6-6H深12 丝锥螺纹塞规600 11.3 1 3 6位置度62BD20-2 62L2-505/1M6 M6-6H(T/Z)8 镗孔24 +0.13深4 镗刀塞规1500 113 0.1 2 6TQW1 BL1-20290°24-24.13IT11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。