外圆磨床设计
数控外圆磨床尾架的设计与有限元分析

27
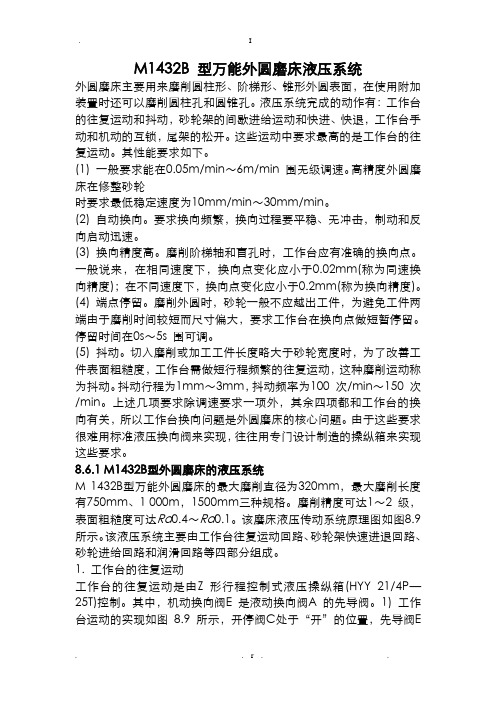
图1 尾架 整 体 布 局 图
种摩 擦 力 小 、非 人 工操 作 的结构 ,整体 布 局 如 图 1
所示 。顶 尖 的伸 出和 缩 进 是 通 过 后 端 盖 上 的液 压
缸进 行控 制 的 ,衬 套 和 套 筒之 间有 隔 离 圈 , 隔离
圈 内有 滚 球 ,将 滑动 摩擦 改 为滚动 摩擦 之后 ,就 能
精 密制 造 与 自动 化 Nhomakorabea2 0 1 3 年第 2 期
数 控 外 圆磨 床 尾 架 的设 计 与 有 限元 分 析
王 均涛 陈晓枫
( 上海 机床 厂有 限 公司 上海 2 0 0 0 9 3 )
摘 要 介绍 了数控外 圆磨床尾架结构的设计方案 ,利用 S o l i d w o r k s 建立了三维模 型装配 体,并运 用有 限元 分析
以帮助 设计人 员有 效地解 决 设计 中 的 问题 ,并 可 以 进 行多种 设计 方案 的 比较 。运 用有 限元 分析 软件 对
由经验设 计 的磨床尾 架 结构 图纸进 行尾 架装 配体 的
I I —] _ 『 l - F = = = = = = 订
l J
◎ ◎
I L 上
I
静力 学和模 态分 析 ,改进 了不 合理 的 结构 ,达到 了
最优 的设计 目的 。
1 方 案 的选择 与结 构设 计 I . i 方案 的选择
磨 床尾 架是 通过转 动手 轮来 操作 的 ,顶尖 通过 弹 簧力 进行 顶紧 ,套筒 为滑 动式 移动 ,这种 结 构 的 摩擦 力 大 、效率低 、劳动 强度高 。 因此需要 设计 一 莫 氏 5
磨床 的尾架 是数控 外圆磨床 的重要部件之一 ,磨 床 在 磨 削 工 件 时 ,磨 床 尾 架 配 合 磨 床 头 架 对 工 件 起 到 支 承 和 定 心 的 作用 。数 控 磨床 尾 架 结 构 的 设
关于数控外圆磨床砂轮架闭式静压导轨的设计研究

2020/12车辆工程与技术丨Vehicle engineering and technology146车时代AUTO TIME 在数控外圆磨床中,砂轮架静压导轨为重要零部件,未能得到合理设计将造成磨床各轴运动过程中金属直接接触,产生较大磨损,导致机床精度受到影响。
在磨床加工精度要求不断提高的背景下,还应加强静压导轨设计研究,以便使磨床运动性能得到改善。
1数控外圆磨床砂轮架静压导轨设计要求在数控外圆磨床中,静压导轨为床身导轨。
在动导轨沿着静压导轨运动过程中,能否保持较高直线精度将对机床工作精度产生直接影响。
作为滑动导轨,静压导轨之间存在静压油膜,将产生液体摩擦。
为砂轮架提供支撑力的同时,导轨设计还应保证磨损较小,能够保持运动均匀,体现良好油膜刚性和运动精度。
在磨床加工精度达到10-3m 的情况下,工作台运动速度较低,将在0.5-5mm/min 低速下运动不爬行,还应使低速爬行问题得到解决。
2数控外圆磨床砂轮架闭式静压导轨设计方法2.1设计思路传统卸荷静压导轨结构简单,受油膜不均等因素影响,将出现波纹、振纹。
设计开时导轨,利用动导轨自重和外部载荷施加作用力,只能提供一个方向油垫支承,同样会出现油膜不均等问题。
设计闭式静压导轨,能够使油腔和封油面在各个方向保持均匀对称分布,能够使结构运行的稳定性得到保证。
在结构运行的过程中,运动部件上将承受颠覆力矩。
增加压板使辅助导轨面得以形成,能够使主导轨各面接触良好。
在实际设计过程中,可以按照300mm/min 最大移动速度进行设计,最小运行速度则要达到10mm/min。
磨床磨削精度需要达到0.001mm,能够使纵截面保持0.004mm 一致性,因此需要使设计出的静压导轨达到较高刚度和进给精度。
采用双矩形导轨,完成上下方向导向块、进给方向导向块和静压导轨块的对称布置,并完成砂轮架体壳和毛细管节流器的布置,能够获得具有较强承载刚性的主支撑面。
结构组织较为简单,面磨损较小,在出现间隙超差情况时只需要调节油压,并且可以利用三个方向油腔实现上下浮起量和导向控制。
20M1432B型万能外圆磨床液压系统
M1432B 型万能外圆磨床液压系统外圆磨床主要用来磨削圆柱形、阶梯形、锥形外圆表面,在使用附加装置时还可以磨削圆柱孔和圆锥孔。
液压系统完成的动作有:工作台的往复运动和抖动,砂轮架的间歇进给运动和快进、快退,工作台手动和机动的互锁,尾架的松开。
这些运动中要求最高的是工作台的往复运动。
其性能要求如下。
(1) 一般要求能在0.05m/min~6m/min 围无级调速。
高精度外圆磨床在修整砂轮时要求最低稳定速度为10mm/min~30mm/min。
(2) 自动换向。
要求换向频繁,换向过程要平稳、无冲击,制动和反向启动迅速。
(3) 换向精度高。
磨削阶梯轴和盲孔时,工作台应有准确的换向点。
一般说来,在相同速度下,换向点变化应小于0.02mm(称为同速换向精度);在不同速度下,换向点变化应小于0.2mm(称为换向精度)。
(4) 端点停留。
磨削外圆时,砂轮一般不应越出工件,为避免工件两端由于磨削时间较短而尺寸偏大,要求工作台在换向点做短暂停留。
停留时间在0s~5s 围可调。
(5) 抖动。
切入磨削或加工工件长度略大于砂轮宽度时,为了改善工件表面粗糙度,工作台需做短行程频繁的往复运动,这种磨削运动称为抖动。
抖动行程为1mm~3mm,抖动频率为100 次/min~150 次/min。
上述几项要求除调速要求一项外,其余四项都和工作台的换向有关,所以工作台换向问题是外圆磨床的核心问题。
由于这些要求很难用标准液压换向阀来实现,往往用专门设计制造的操纵箱来实现这些要求。
8.6.1 M1432B型外圆磨床的液压系统M 1432B型万能外圆磨床的最大磨削直径为320mm,最大磨削长度有750mm、1 000m,1500mm三种规格。
磨削精度可达1~2 级,表面粗糙度可达Ra0.4~Ra0.1。
该磨床液压传动系统原理图如图8.9 所示。
该液压系统主要由工作台往复运动回路、砂轮架快速进退回路、砂轮进给回路和润滑回路等四部分组成。
1. 工作台的往复运动工作台的往复运动是由Z 形行程控制式液压操纵箱(HYY 21/4P—25T)控制。
万能外圆磨床内圆磨具翻转装置的设计及优化

D ( D ) 位 置 为 内圆磨具 工作
架体 壳顶面 装有 支座 、翻转 油缸 、定位 油缸 ,支座 上 装有 空心 轴 ,在 空 心 轴 的 两端 装 有 圆锥 滚 子 轴 ( 1 ) 承 ,轴 承 外 圈与 翻 转 支 架 相 配合 ,在 空心 轴 内装 有 螺栓 ,通过 螺栓 和左 、右 端盖 将两端 轴承 同时压 紧 ,并通 过两只 紧定 螺钉将 翻转 支架和 两侧 端盖 紧
翻 转 的力矩 。
齿 轮 、齿条 的传 动效 率高 、结构 紧凑 、工 作可 靠 、 寿 命 长 及 精 度 高 ; 液 压 传 动 体 积 小 、 重 量
轻 、换 向容 易 、传 动 力 矩 大 。根 据 翻 转 装 置 要 求
精 度 高 、稳定 性好 、安全 因数 高 的设计要 求 ,在 设 计 时将 液 压 和 齿轮 齿 条 传 动 进行 组 合 使 用 能满 足 要 求 。动力 传动 方案 为 :动力源 为液压缸 ,通 过活 塞 齿 条与齿 轮将 动 力传给 转轴 ,驱 动翻转 支架 使 内 圆磨具 实现 上下 翻转 功 能 。 为 了减 小轴 所承 受 的弯矩 ,在 设计 时尽可 能不 要 采用 悬臂 梁支 承形 式 ( 方案 二) ,力求缩 短支 承跨 距 及悬 臂长 度等 ,传 动齿 轮放 在 中间 ( 方 案一 ) ,轴 所 受 的弯矩 较 小 ,结构 紧凑 ,空 间位置和 翻转 支架
图 1 内圆磨具翻转装 置结构
在 支 架 的左 侧 上装 有 内 圆磨 具 ,在右 侧 臂上装
有 带动 内圆磨 具旋 转 的 电动 机 。结 构装 置如 同是 一 个 平衡 杠杆 ,在 油缸启 动后 尽量 减 小驱动 支 架 向下
数控压缩机曲轴偏心外圆磨床的设计与研究
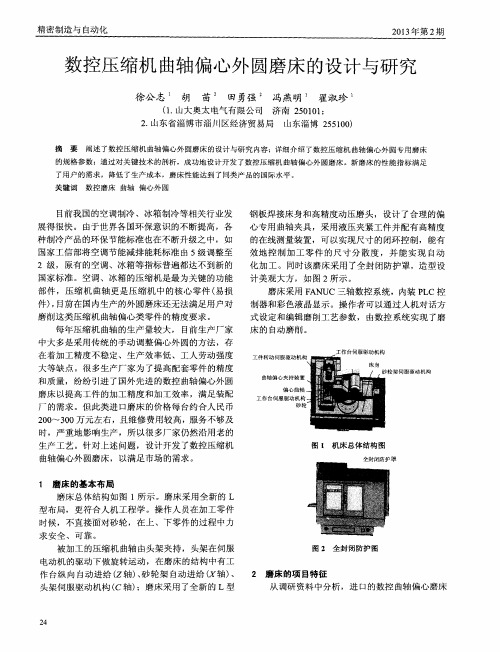
电动 机 的驱动 下做 旋转运 动 ,在 磨床 的结构 中有 工 作 台纵 向 自动 进给 ( Z轴) 、 砂 轮架 自动进 给 轴 ) 、 头架 伺服 驱动 机构 ( C轴) ;磨床采 用 了全新 的 L型
图 2 全 封闭防护图
2 磨床 的项 目特 征
从 调研 资料 中分析 ,进 口的数控 曲轴 偏 心磨床
徐公志 等
数 控压 缩机 曲轴 偏心 外 圆磨床 的设 计与研 究 4 主要 规格 与参 数
1 ) 主 要规 格
中心 高
1 40 r n l T l
( 如: 意大利 麦克诺朵 拉等) , 其数 控磨床 的本身质 量 、 可 靠性 、精 度 、寿命 及全 自动 化程度 已达 到非 常 高
精密 制造 与 自动化
2 0 1 3 年第 2 期
数控压缩机 曲轴偏心外 圆磨床 的设计 与研 究
徐公志 胡 苗 田勇强 冯燕明 翟淑珍
( 1 . 山大奥 太 电气有 限公 司 济 南 2 5 0 1 0 1 :
2 . 山东省 淄博 市淄 川区经 济 贸易局 山东淄 博 2 5 5 1 0 0 )
摘 要 阐述 了数控压缩机 曲轴偏心外圆磨床的设计与研 究内容;详细介绍 了数控压缩机 曲轴偏心外圆专用磨床
的规格参数 ;通过对 关键技术的剖析,成功地设计开发 了数控压缩机 曲轴 偏心外圆磨床 。新磨床 的性能指标满足 了用户的需求 ,降低了生产成本 ,磨床性能达 到了同类产 品的国际水平 。 关键词 数控磨床 曲轴 偏心外圆
第六章M1432B型万能外圆磨床
M1432B型万能外圆磨床的外形如图6-1所示,它由下列主要部件组 成:
(1)床身 床身1是磨床的基础支承件。
图6-1 M1432B型万能外圆磨床外形图 1—床身 2—工件头架 3—工作台 4—内圆磨具 5—砂轮架 6—尾座
二、机床的主要技术性能 外圆磨削直径 ϕ8~ϕ320 mm
பைடு நூலகம்
3.工作台液动与手动的互锁
为了保证操作人员的安全,工作台运动时,手摇工作机构应脱开。 4.砂轮架的周期进给运动
砂轮架的周期进给运动是在工作台工作行程结束,反向起动之前 进行的。 1) 双向进给 图6-4所示为选择阀位于“双向进给”的位置,即砂 轮架在工件的两端均有进给。
2) 左端进给 选择阀位于左进位置。 3) 右端进给 选择阀位于右进位置 4) 无进给 选择阀位于无进给位置。
机动阀和液动阀组成的行程控制式操纵箱是磨床工作台换向回路 中常采用的一种形式,它一般由机动阀作先导阀控制液动阀的运
动,而液动阀作为主换向阀对执行元件进行换向。
图6-5 行程控制式操纵箱工作原理图
1) 预制动 工作台向右移动至预定位置时,其左挡块通过杠杆拨 动先导阀的阀芯向左移动,这时先导阀中部的右制动锥逐渐关小 液压缸的回油路5和16,工作台减速,实现预制动。
六、工作台
如图6-12所示,M1432B型万能外圆磨床工作台由上台面6和 下台面5组成。
图6-12 M1432B型万能外圆磨床工作台 1、2—压板 3a—右行程挡块 3b—左行程挡块 4—液压缸 5—下台面 6—上台面
7—销轴 8—齿条 9—螺母 10—销轴 11—螺杆 12—千分表 13—刻度尺
2) 终制动 当先导阀的阀芯左移至右环形槽将油路7和9连通。断 开油路9和15,左环形槽将油路8与14连通,断开油路6与8时,控制油 路切换,其油液的流动情况如下:
M1432A万能外圆磨床的介绍
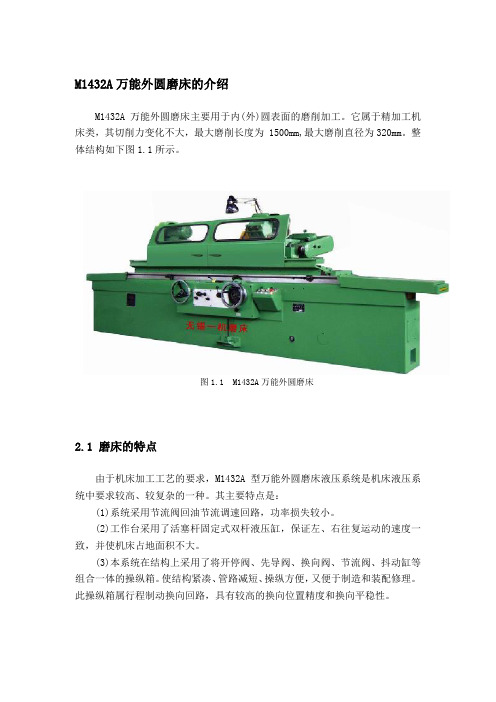
M1432A万能外圆磨床的介绍M1432A万能外圆磨床主要用于内(外)圆表面的磨削加工。
它属于精加工机床类,其切削力变化不大,最大磨削长度为 1500mm,最大磨削直径为320mm。
整体结构如下图1.1所示。
图1.1 M1432A万能外圆磨床2.1 磨床的特点由于机床加工工艺的要求,M1432A型万能外圆磨床液压系统是机床液压系统中要求较高、较复杂的一种。
其主要特点是:(1)系统采用节流阀回油节流调速回路,功率损失较小。
(2)工作台采用了活塞杆固定式双杆液压缸,保证左、右往复运动的速度一致,并使机床占地面积不大。
(3)本系统在结构上采用了将开停阀、先导阀、换向阀、节流阀、抖动缸等组合一体的操纵箱。
使结构紧凑、管路减短、操纵方便,又便于制造和装配修理。
此操纵箱属行程制动换向回路,具有较高的换向位置精度和换向平稳性。
2.2 磨床的功能和主要部件结构M1432A型万能外圆磨床主要用于磨削IT5~IT7精度的圆柱形或圆锥形外圆和内孔,该机床的液压系统具有以下功能:(1)能实现工作台的自动往复运动,并能在0.05~4m/min之间无级调速,工作台换向平稳,起动制动迅速,换向精度高。
(2)为方便装卸工件,尾架顶尖的伸缩采用液压传动。
(3)工作台可作微量抖动:切入磨削或加工工件略大于砂轮宽度时,为了提高生产率和改善表面粗糙度,工作台可作短距离(1~3mm)、频繁往复运动(100~150次/min)。
(4)传动系统具有必要的联锁动作:a、工作台的液动与手动联锁,以免液动时带动手轮旋转引起工伤事故。
b、砂轮架快速前进时,可保证尾架顶尖不后退,以免加工时工件脱落。
c、磨内孔时,为使砂轮不后退,传动系统中设置有与砂轮架快速后退联锁的机构,以免撞坏工件或砂轮。
(5)砂轮架快进时,头架带动工件转动,冷却泵启动;砂轮架快速后退时,头架与冷却泵电机停转。
2.3 磨床的工作原理2.3.1 工作台的往复运动(1)工作台右行:如图所示状态,先导阀、换向阀阀芯均处于右端,开停阀处于右位。
毕业设计(论文)开题报告_数控外圆磨床砂轮架及进给机构的设计

课题名称 学院 专业 班级 学号 姓名 指导教师
数控外圆磨床砂轮架及进给机构的设计 机械学院
机械设计制造及其自动化 BJ1201
121002230137 张淳 宋宏潮
定稿日期: 2016 年 2 月 25 日
数控外圆磨床砂轮架及进给机构的设计
1 选题背景及其意义
磨床是磨料磨具为工具进行加工切削的机床,广泛应用于零件的精加工,尤 其是淬硬钢件、高硬度特殊材料及其非金属材料的精加工。在模具制造领域,磨 床也是不可缺少的工艺装备。近年来,随着科学技术的及工业的发展,各种高硬 度材料日益增多,汽车和高端芯片产业也迅猛发展,对机器和仪器零件的精度和 表面粗糙度要求越来越严,磨削加工就显得尤为重要。此外,高端磨削和强力磨 削工业的发展使磨削效率进一步提高,因此,磨床的使用范围日益扩大。
随着磨削技术的发展,磨床在加工机床中也占有相当大的比例。高速、高效、 高精度磨削对提高生产效率、提高加工表面质量有显著效果,是当今磨削技术的 发展趋势,开发和研制高速数控外圆磨床对发展高速磨削加工,提升我国装备制 造业具有深远的战略意义。
磨床往往是处于机械加工中最终工序的机床。由于对加工精度要求极高,且 磨床采用的切削工具为砂轮,其不定因素很多,长期来缺乏一个能始终保持切削 锐利,寿命长,磨损少的砂轮,以及能保持微米级精度管理控制系统。尽管金属 切削机床领域里 CNC 车床,车削中心,CNC 铣床(包括加工中心)普及已达 20 年历史,而数控磨床只有 5-10 年历史。数控磨床迅速发展是在 80 年代,而真正 普及、实用则将是在 90 年代。这是由于只有 CNC 技术得到进一步完善才能促进 磨床结构的变革,使数控磨床不仅在精度、效率、可靠性方面而且在柔性化、易 学性和费用等方面达到新的高度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号 本科生毕业设计 外圆磨床设计 Cylindrical Grinder Design
学 生 姓 名 专 业 机械设计制造及其自动化 学 号 指 导 教 师 分 院 机电工程分院
年 月
摘 要 随着机械产品精度、可靠性和寿命的要求不断提高及新型材料的应用增多,磨削加工技术正朝着超硬度磨料磨具、开发精密及超精密磨削(从微米、亚微米磨削向纳米磨削发展)和研制高精度、高刚度、多轴的自动化磨床等方向发展[4],如用于超精密磨削的树脂结合剂砂轮的金刚石磨粒平均半径可小至4μm、磨削精度高达0.025μm;电主轴单元可使砂轮线速度高达400m/s,但这样的线速度一般用于实验室,实际生产中常用的砂轮线速度为40-60m/s;从精度上看,定位精度<2μm,重复定位精度≤±1μm的机床已越来越多;从主轴转速来看,8.2kw主轴达60000r/min,13kw达42000r/min,高速已不是小功率主轴的专有特征;从刚性上看,已出现可加工60HRC硬度材料的加工中心。北京第二机床厂引进日本丰田工机公司先进技术并与之合作生产的GA(P)62-63数控外圆/数控端面外圆磨床,砂轮架采用原装进口,砂轮线速度可达60m/s,砂轮架主轴采用高刚性动静压轴承提高旋转精度,采用日本丰田工机公司GC32-ECNC磨床专用数控系统可实现二轴(X和Z)到四轴(X、Z、U和W)控制。
关键字:砂轮架 磨削 外圆磨床 ABSTRACT Along with the mechanical product precision, reliability and life requirement continuously improve the application of new materials and grinding technology is increasing, super hardness towards abrasives and develop precision and ultra-precision grinding (from micro, sub-micron grinding to nano grinding development) and develop high precision, high stiffness, the multiaxial automation grinder etc direction [4], for example for ultra-precision grinding wheel the resin-bonded diamond grits can mean radius small to 4 u m, grinding accuracy as high as 0.025 muon m; Electric spindle unit can make the grinding wheel 400m linear up/s, but such linear velocity general for laboratory, actual production of commonly used grinding wheel for 40-60m/linear; s Look from the precision positioning accuracy, < 2 u m, repositioning precision of plus or minus 1 muon m more than already more and more machine; Judging from the spindle, 8.2 of 60000r/min spindle kw, 42000r/min, 13kw of high-speed has not small power spindle proprietary characteristic; Look from rigid, has appeared 60HRC hardness materials can be processed the machining center. The Beijing second machine tool factory introduced from Japan, Toyota worker machine company with advanced technology and the cooperative production of GA (P) 62-63 CNC cylindrical grinder/CNC cylindrical grinder, face grinding wheel frame adopt imported linear can reach 60m, grinding wheel/s, grinding wheel frame spindle is used by high rigid rotation precision hydrodynamic-hydrostatic bearing improve, the Toyota worker machine company GC32 - ECNC grinder special nc system can realize two axis (X and Z) to four shaft (X and Z, U and W) control
Key word:Grinding wheel frame Grinding Cylindrical grinder I
目 录 第一章 绪论 ………………………………………………………………………1 1.1 磨床的类型与用途……………………………………………………1 1.1.1 磨床的类型及特点……………………………………………2 1.1.2 磨床的用途……………………………………………………2 1.1.3 外圆磨削和端面外圆磨床……………………………………3 第二章 设计任务书 ………………………………………………………………4 2.1 毕业设计题目………………………………………………………4 2.2 毕业设计内容………………………………………………………4 2.3 任务与要求…………………………………………………………4 2.4 用途和规格…………………………………………………………5 2.5 设计重点与难点……………………………………………………5 2.6 拟采用的途径与手段………………………………………………5 第三章 磨床总体布局…………………………………………………………6 3.1 磨床总体设计……………………………………………………6 3.2 总体设计注意事项………………………………………………6 3.3 磨床总体布局设计………………………………………………6 3.3.1 加工零件………………………………………………………6 3.3.2 初步估计组成部分…………………………………………6 3.3.3 总体布局初步设计…………………………………………7 3.3.4 纵向与横向尺寸的确定……………………………………7 3.3.5 砂轮架相关尺寸设计………………………………………9 3.3.6 头架相关尺寸的确定………………………………………12 3.3.7 尾架相关尺寸的确定………………………………………13 3.3.8 工作台………………………………………………………13 3.3.9 横向进给机构………………………………………………13 3.3.10 砂轮修整器…………………………………………………13 3.3.11 液压系统……………………………………………………13 3.3.12 电气部分……………………………………………………13 3.3.13 机床保护系统………………………………………………14 第四章 部件设计 (砂轮架)…………………………………………………15 4.1 砂轮架设计的基本要求…………………………………………15 4.2 主轴旋转精度及其提高措施……………………………………15 4.3 主轴轴承系统的刚性……………………………………………15 4.4 砂轮架主轴初步设计……………………………………………15 4.5 主轴刚度校核……………………………………………………16 4.6 动静压轴承………………………………………………………17 4.7 传动装置设计……………………………………………………19 第五章 数控系统设计…………………………………………………………25 5.1 概述………………………………………………………………25 5.2 确定硬件电路总体方案…………………………………………26 第六章 液压系统设计…………………………………………………………33 II
6.1 概述………………………………………………………………33 6.2 液压传动设计……………………………………………………33 结论 ……………………………………………………………………………35 致谢……………………………………………………………………………37 参考文献…………………………………………………………………………38 1 第一章 绪论 1.1 磨床的类型与用途 1.1.1 磨床的类型及其特点 用磨料磨具(砂轮、砂带、油石和研磨料等)为工具进行切削加工的机床,统称为磨床(英文为Grinding machine),因精加工和硬表面的需要而发展起来的[1]。 磨床种类很多,主要有:外圆磨床、工具磨床和用来磨削特定表面和工件的专门化磨
1.1.2 磨床的用途 磨床可以加工各种表面,如内、外圆柱面和圆锥面、平面、螺旋面以及各种成形表面。磨床可进行荒加工和超精加工,可以进行各种高硬、超硬材料的加工,还可以—3um以内。 2.低速进给运动的稳定性。 由于砂轮的修整导程要求10—15mm/min,因此工作台必须低速进给运动,要求无爬行和无冲击现象并能平稳工作。 3.减少振动。 精密磨削时如果产生振动,会对加工质量产生严重不良影响。故对于精密磨床,在结构上应考虑减少振动。 4.减少热变形。 精密磨削中热变形引起的加工误差会达到总误差的50%,故机床
图1-1 横磨法磨外圆 3.3.2 初步估计组成部分 a.床身;b.工作台面;c头架;d尾架;e砂轮架;f 修整器;g 测量装置;h 砂轮进给电机;I 修整器进给电机;j 电器框;k工作台进给电机;l 工件旋转电机;m 润滑冷却装置;n数控装置;