用球头铣刀加工模具曲面时刀具路径的优化
浅谈平坦曲面的铣削加工

吐R 3
-ቤተ መጻሕፍቲ ባይዱ
蟪 ‘ —…… - ~ r — …— ^
:
、
§ 酸 =
A . L
/
次开机铣削前应 对机床、 具、 夹 刀具 进 行 适 当 的 检 查 , 免 在 中 途 发 以 生 故 障 , 响加 工精 度 , 至 会 造 成 废 品 。 影 甚 137 在 曲面 铣 削 时 应 根 据 加 工 表 面 的表 面粗 糙 度 适 当 掌 握 修 .. 锉 余 量 。 对 于 铣 削 比较 困 难 的部 位 ,如 果 加 工 表 面 的 表 面 粗 糙 度 较 差 , 适 当 多 留 些修 锉 余 量 ; 对 于 平 面 、 角 沟 槽 等 容 易加 工 的部 应 而 直
工 成 本 。 面 就 平坦 曲 面在 铣 削加 工 过 程 的 技术 问题 进 行 说 明 , 点 高 面 一 层 一 层 地 铣 削 , 种 粗 铣 效 率 高 。 铣 后 的 曲 面 类 似 于 山坡 上 下 重 这 粗 介 绍 零 件 曲面 的加 工 工 艺 。 的梯 田。 台阶 的 高 度 视 粗 铣 精 度 而定 。
( 粗 精 加 工零 件 反 面轮 廓。 z )
123 刀具 准 备 ..
零 件 需 要 以 下 刀 具 : 2立 铣 刀 ; 巾1 巾6立 铣 刀 ; 3球 头 刀 ; R 巾8 钻 头。
关键词 : 平坦 曲面
加工工艺路线
对比
铣削加工
宏程序
O 引 言 其 中 由1 2立铣 刀 用 于零 件 外 轮 廓 加 工 和 平 面 加 工 ,也 用于 粗 在 机 械 加 工 中 , 会 遇 到 各 种 曲面 类 零 件 , 模 具 型 腔 、 常 如 飞机 机 加 工整个面 , 以去 除 大 部 分 余 量 。 巾6立 铣 刀 用 于 加 工 5 9圆环 凹 体 、 车车身 、 片螺旋浆等。 汽 叶 由于 这 类零 件 型面 复杂 , 用 多 坐 标 联 需 槽。R 3球 头 刀 用 于 加 工 精 加 工 R 5 8 0曲 面 凸 台 和 R 6曲面 凸 台 , 2 以 动 加 工 , 此 多采 用 数 控 铣床 、 控 加 工 中 心 进 行加 工 。 零件 的 曲 面 因 数 及 零 件倒 圆 角 。 依 据 不 同 的结 构 可 分 为 平 坦 曲面 、 陡峭 曲面 以及 复 合 曲面 , 上 述 三 对 13 曲面 铣 削加 工 常存 在 的技 术 问题 . 种 曲 面 采 用 不 同 的加 工 方法 , 得 到不 同 的加 工 精 度 , 工 效 率和 加 会 加 131 粗 铣 时可 以根 据 被 加 工 表 面 给 出 的余 量 ,用 立 铣 刀 按 等 ..
UG编程刀路优化技巧
UG编程刀路优化技巧UG是目前国内最流行的CAM软件之一,它的编程功能非常强大,而编程刀路的优化是操作员必须掌握的技巧之一。
以下是几个常用的UG编程刀路优化技巧:1. 简化每个操作的步骤:一些操作可能涉及多个步骤,因此将它们优化成一个步骤可以节省时间,并且有助于减少出错的可能性。
另外,该技巧可以减少操作员手动输入方式下,程序中可能存在的错误,如打错字母或数字等。
2. 使用快捷方式:UG的编程界面中有许多快捷键,操作员可以通过查看快捷键列表来了解这些快捷键。
通过使用这些快捷键,可以大大减少操作员的操作时间,提高工作效率。
3. 使用宏:宏是一组程序代码,可以在需要的时候运行。
在UG中,操作员可以使用宏来自动完成一些常见的任务,如在刀路中添加标记等。
使用宏可以节省时间,并且可以减少出错的可能性。
4. 使用变量:在UG中,操作员可以定义变量以存储常用的数值。
通过使用这些变量,操作员可以减少手动输入的次数,并且可以减少出错的可能性。
另外,它还可以减少编程刀路时的重复性工作。
5. 使用坐标系统:坐标系统可以为操作员提供一个精确的位置参考点,可以更好的控制切削路径,并且可以减少刀具在轨迹上的振荡。
6. 优化加工顺序:在编程刀路时,操作员应该考虑优化加工顺序,以减少机床换刀和切换程序的次数。
通过优化加工顺序,操作员可以节省时间,并且可以提高机器利用率。
总的来说,UG编程刀路优化技巧是操作员必须掌握的技能之一。
通过采用这些技巧,操作员可以提高工作效率并且减少出错的可能性,同时也可以优化刀路,提高机器利用率。
机明自动编程系统对刀路的优化
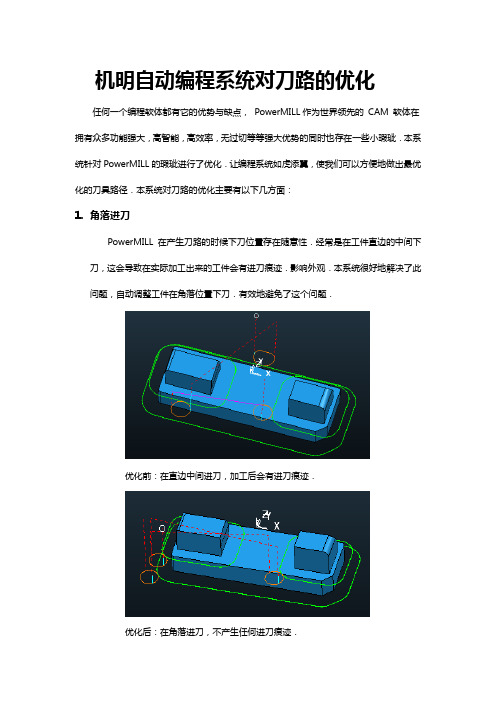
机明自动编程系统对刀路的优化任何一个编程软体都有它的优势与缺点,PowerMILL作为世界领先的CAM 软体在拥有众多功能强大,高智能,高效率,无过切等等强大优势的同时也存在一些小瑕玼.本系统针对PowerMILL的瑕玼进行了优化.让编程系统如虎添翼,使我们可以方便地做出最优化的刀具路径.本系统对刀路的优化主要有以下几方面:1.角落进刀PowerMILL在产生刀路的时候下刀位置存在随意性.经常是在工件直边的中间下刀,这会导致在实际加工出来的工件会有进刀痕迹.影响外观.本系统很好地解决了此问题,自动调整工件在角落位置下刀.有效地避免了这个问题.优化前:在直边中间进刀,加工后会有进刀痕迹.优化后:在角落进刀,不产生任何进刀痕迹.2.优化残留边界PowerMILL计算的残留边界的经常会产生一些多余的区域,通常在手工编程时需要手动地去修剪或删除多余的边界.这样不单影响编程的效率而且无法精确的界定加工的范围,就会出现空刀或加工不到位的现象.本系统对PowerMILL计算的残留边界的算法进行过优化.可使产生出的边界整洁而全理,产生的刀路最佳化.优化前:PM计算残留边界有时会有多余的区域优化后:产生准确的残留边界.减少空刀和提刀.3.骨公电极针对性加工针对骨公的薄骨位置可设置不同的余量.避免加工时薄骨位置变形和精光后还有刀痕.骨位电极在实际加工中,如果按照一般的电极加工,很容易会使骨公单薄位置变形,无法完成加工.本系统通过对骨公单薄位置额外放置更多的余量去避免这现象的发生.同时还可将顶面在用平刀等高精光侧面时额外放置更多的轴向余量.以避免顶面用球刀精光时还残留有平刀光刀的光痕.使可用本系统方便快捷地产生完全符合实际加工工艺的刀具路径.4.自动接刀余量在实际加工中,在精光加工中使用小刀清除大刀加工后的残留区域时.如果采用相同的余量会使加工出的工件有接刀痕迹.本系统可设置清角刀路时比参考刀路放大一点余量.使实际加工出来的工件更光顺.第一把光刀刀路:二光接顺:(比一光多加所设值的余量.以免小刀铣深)三光接顺:(比一光多加所设值的余量.以免小刀铣深)5.自动放大已选面边界PowerMILL计算的已选面边界没勾选浮动时,产生出的边界会有一点加工不到位的现象.本系统可设置自动放大此类型的边界,以达到完全加工到位的效果.注:所设值为刀具直径的倍数.优化前:边界没放大.加工后有残留没完全到位.放大边界后:全部加工到位.没残留.6.自动设大残留边界的参考刀具直径在残留清角加工中.当所参考的刀具在计算刀具路径时采用了轮廓光顺时,我们在参考此刀具计算残留边界产生的刀具路径将有可能出现踩刀现象.损坏刀具和工件.本系统可自动将参考刀具直径改大再计算残留边界.这样产生的刀具路径将能确保加工过程当中不出现踩刀现象.使刀路更顺畅.所要参考的刀路采用了轮廓光顺时:所要参考的刀路没有采用轮廓光顺时:本系统通过自动将参考的刀具直径设大再计算残留区域的方式无美地解决了踩刀问题的.7.优化区域清除刀路的提刀最新版PowerMILL软体的区域清除刀路因为采用了新的计算模式,减少了空刀切削的同时但也带来跳刀过多的问题.本系统能有效地减少大部分的跳刀,使加工效率更高.刀路更合理.优化前.切削路径空刀少.但提刀过多优化后:提刀少刀路整齐.8.优化掉刀最新版PowerMILL软体对边界进行过光顺处理.能比旧版产生更光顺的边界,但同时也使产生的边界有时会出现掉刀现象(见下图).本系统针对此问题也进行了优化.让我们能在享用新版本带来更加强大的新功能的同时能避免这些小瑕玼给我们带来的烦恼.优化前:产生的刀具路会有几条深度特别深的多余刀路优化后:所有刀路整齐,没有多余刀路.9.优化刀具路径点分布针对不同的加工方式自动设置适当的点分布.让产生的刀路在机床上运行时更顺畅,加工出来的工件更精细.适合对加工精度要求比较高公司.优化前:刀具路径点分布不均匀.加工出来的工件质量普通.优化后:刀具路径点分布不均匀.加工时速度平稳,加工出来的工件质量好.。
考虑刀具变形的球头铣刀铣削力建模与仿真

1 参与切削 的切削刃段信息的提取
参与切削的切削刃段的数 目和分布是决定铣削
力 大 小和 方 向的一 个 关 键 因 素 。在 复杂 曲面加 工
中,为准确抽取该信息,需要采用适当的方法对被 加工工件、刀具、被切除材料等实体进行描述和运 算。实体造型技术为三维物体提供了准确、完整、 无二义性的描述手段,采用以实体造型技术为基础 的直接布尔运算法进行加工过程几何仿真 ,通用性 好 ,精度高口。因此,本文选用 以商用 C DC M 】 A /A 软件 U I GI 为平台的实体造型方法确定铣刀上参与 切削的部分。 算法的基本过程如下: 通过交互操作、 数据 文 件( 转换和 ) 递或执 行 用户 程序 自动 生成 的 传 方法产生被加工工件的初始模型,用 曲线拟台的方 法 将球头铣 刀上的各部 分切削刃统一以分段三次 N R S 曲线表示 ;对于刀位文件中的每一走刀路 U B 径,用 多个 简单实体 的布尔并运 算产 生刀具扫描 体,用 原工件 实体和该刀具扫描体进行布尔差运
空、航天以及模具制造业中,球头刀具铣削过程分 析和铣削力仿真对加工精度预测、铣削过程适应控 制 以及工艺参数优化都有非常重要 的意义。复杂曲 面产品的加工 ,往往需要采用 “ 长径 比”较大的细
长刀具 ,在铣 削力 的作用 下 ,刀具的变 形及其 对 切
了抽取参与切削切削刃段信息的实体造型方法 ,给 出了刀具进给速 度 的三维 描述方 案 ,推 导 了三维 进 给运动下考虑刀具变形的瞬时切厚计算公式,建立 了三分量的球头铣刀铣削力模型,构造了改进的铣 削力收敛算法。在此基础上,开发了完善的球 头刀 具三轴铣削过程铣削力仿真系统,和 以往的研究相 比,具有完整、精确、合理、通用的特点。
模具制造中引入高速切削技术的实例研究

· 20 ·
它部位 的加工可以在一次装夹中完成 ,不需要后续手工研 磨和抛光 ,大大缩短 了加工时间,明显提高生产效率 ;而且 消除了电火花腐蚀 加工所引起的热变形 ,产 品质量好 ,加 工精度高 ,表面质量易于保证 ;又容易实现加工过程的 自 动化。总之 ,应用高速铣削技术加 工模具可 以缩 短模具 生产周期 ,提高生产效率 ,保证模具加工精度和表面质量。
的加工阶段 ,应选用不同的刀具。粗铣加 工时 ,为提高加 工效率 ,推荐选用直径较大的刀具 ,但要避免刀具与非加 工表面发生干涉。采用球头立铣刀精加工曲面时,球头立 铣刀刀具的半径由曲面的最大主曲率决定 。但要考虑刀 具直径较大时,拐角处会产生速度直角拐弯 ,即出现速度 的突变 ,平稳性下降。如图 2所示 。
高速切削理论 由德 国物理学家 Car1.J.Salomon在上 世纪 30年代初提 出的。在常规切削速度范围内,随着切 削速度 的提高切 削温度 升高,当切削速度提高到一定值 后 ,随着切削速度提高 ,切削温度不会升高 ,反而会下降。 并通过大量的试验 ,获得著名 的曲线—— 萨洛蒙 曲线 ,如 图 1所示 。只要切削速度足够高 ,就可以越过切削温度过 高而不利切削的“死谷”。
Key words:high speed cutting;craft plan ;tool path;key technologies
1 模具制造 中引入高速切削技术的优势
得以迅猛发展 ,成为提高加工效率和加工质量的先进制造 技术之一 ,相关技术的研究已成为国内外先进制造技术领
第3章数控铣削加工工艺(教案9)

第3章 数控铣削加工工艺
(3) 铣刀端刃圆角半径r的选择。铣刀端刃圆角半径 r的大小一般应与零件上的要求一致。但粗加工铣刀因尚 未切削到工件的最终轮廓尺寸,故可适当选得小些,有 时甚至可选为“清角” (即r=0~0.5mm),但不要造 成根部“过切”的现象。
(4) 立铣刀几何角度的选择。对于立铣刀,主要
第3章 数控铣削加工工艺 2. 夹具的选择 (1) 为了保持零件安装位置与机床坐标系及编程坐标系方 向的一致性,夹具应能保证在机床上实现定向安装,同时还要
求能协调零件定位面与机床之间保持一定的坐标尺寸关系。
(2) 在加工过程中,为了保证夹具与铣床主轴套筒或刀套、
刀具不发生干涉,夹具在设计和制造时应尽可能开敞, 使待加 工面充分暴露在外,同时夹紧机构元件与加工面之间应保持一
5) 鼓形铣刀
如图3-20所示的鼓形铣刀,它的切削刃分布在半径 为R的圆弧面上,端面无切削刃。加工时控制刀具上下位 置,相应改变刀刃的切削部位,可以在工件上切出从负 到正的不同斜角。R越小,鼓形铣刀所能加工的斜角范围 越广,但所获得的表面质量也越差。这种刀具的缺点是
刃磨困难,切削条件差, 而且不适于加工有底的轮廓表
还可用负前角。前角的数值主要根据工件材料和刀具材料来选择,
5°。主偏角κr 在45°~90°范围内选取,铣削铸铁时取κr=45°,
第3章 数控铣削加工工艺
· 立铣刀主要参数的选择
(1) 铣刀直径D的选择。一般情况下,为减少走刀次数, 提高铣削速度和铣削量,保证铣刀有足够的刚性以及良好的散热 条件,应尽量选择直径较大的铣刀。但选择铣刀直径往往受到零 件材料,刚性,加工部位的几何形状、尺寸及工艺要求等因素的 限制。图3-22所示零件的内轮廓转接凹圆弧半径R较小时, 铣刀 直径D也随之较小,一般选择D=2R。 若槽深或壁板高度H较大, 则应采用细长刀具,从而使刀具的刚性变差。 铣刀的刚性以铣刀 直径D与刃长l的比值来表示,一般取D/l>0.4~0.5。 当铣刀的 刚性不能满足D/l>0.4~0.5的条件(即刚性较差)时,可采用直 径大小不同的两把铣刀进行粗、精加工。先选用直径较大的铣刀 进行粗加工,然后再选用D、l均符合图样要求的铣刀进行精加工。
铣削刀具走刀路线的最基本原则

如果采用往复式走刀,那么来程河去程各自为顺 铣和逆铣方式切削,造成刀具弹变刀痕及 表面质量的差异,并且逆铣对刃口寿命有 负作用。
需要更长的数控程序语句和较长的切削时间。 刀具在到达型腔底部时因为余量突然变化,导致
刀具弹变产生过切或让刀,使腔底形状产 生误差,为了减少这种影响,需要在此处 减小刀具进给速度,这又造成编程复杂。
7.3 面铣刀的直径和位置
F
F
n
n
Ra
铣刀直径比工件稍宽,此情形的面铣削是 比较理想的切削状态,一般面铣刀的直径 选择,推荐大于工件宽度20%,最大不超 过50%。面铣刀铣削时,刀具中心总是要 求稍微偏离工件中心,此时,每个刀片形 成的切口非常小。如果使面铣刀中心完全 与工件中心一致,就会出现非常不利的情 况,当切削刃进入和退出时,大小平均的 径向切削力会在方向上左右不断变化,引 起机床主轴振动,从而导致损坏;还可能 导致刀片破碎,形成很差的表面质量。
球头铣刀在进行水平方向进刀时的零切削速度deptnameproject二轮廓铣削contouring轮廓铣削走刀方式和常用刀具在四轴联动机床上使用球头铣刀进行水平方向进刀使用大圆弧刀尖角的整体硬质合金立铣刀进行淬硬钢的型腔粗铣削高速铣削hsm轮廓加工方式是推荐的型腔半精铣或精铣的数控编程方式此种方式有如下优点
球头铣刀在进行水平方向进刀时的零切削速度点 仿形铣削是传统的型腔精铣与半精铣加工方式,
刀具一般使用球头立铣刀,采用图中所示 的编程方法进行加工。这种铣削方式来自 于液压仿形铣床的靠模铣削方式。如果照 搬到数控机床上来使用,有如下的缺点
刀具频繁地切入与切出工件,造成刀具刃口容易 因振动而崩刃。
仿形铣削走刀方式,常用刀具和数控 语句中走刀量的倍率调整。
数控机床加工光滑曲面的方法与技巧
数控机床加工光滑曲面的方法与技巧数控机床是现代制造业中广泛使用的一种高精度、高效率的加工设备。
在工业生产中,常常需要加工光滑的曲面零件。
如何利用数控机床加工出光滑曲面是一个非常重要的技术问题。
本文将介绍一些数控机床加工光滑曲面的方法与技巧,希望对读者有所帮助。
首先,选择合适的加工刀具是加工光滑曲面的关键。
在加工曲线、曲面时,可以使用球头立铣刀、圆弧刀具或球头刀具等。
这些刀具的刀尖形状可以更好地适应曲线或曲面的形状,使加工效果更加平滑。
其次,确定合适的进给速度和切削速度也是加工光滑曲面的重要因素。
进给速度过大,可能会导致切削过深,从而在曲面上产生明显的加工痕迹;进给速度过小,则容易产生切削力过大的问题。
切削速度过高,会导致工件表面温度过高,从而影响加工质量。
因此,需要根据材料的硬度、加工刀具的刃口材质和结构,合理选择切削速度和进给速度,以保证加工质量。
另外,正确的切削路径设计也是加工光滑曲面的关键。
在数控机床的编程中,需要根据零件的形状特征,合理选择切削路径。
尽量采用切削路径平滑、曲率变化小的路径,避免出现剧烈的转角和曲率变化,以减少切削过程中的冲击和振动,从而提高加工精度和表面质量。
此外,表面光滑度的控制也是加工光滑曲面的重点之一。
在数控机床加工的过程中,表面光滑度的要求通常会通过加工参数来调整。
例如,可以选择适当的刀具半径和切削深度,调整进给速度和切削速度,以达到要求的表面光滑度。
同时,在加工过程中,采用适当的冷却润滑方式,降低加工温度,有助于提高光滑曲面的加工质量。
最后,适当的刀具磨损监测与更换也是加工光滑曲面的要点。
由于刀具长时间使用会产生磨损,影响切削效果,因此需要定期检查和监测刀具的磨损情况。
一旦发现刀具磨损过大,就需要及时更换刀具,以保证加工光滑曲面的效果。
综上所述,数控机床加工光滑曲面需要注意选择合适的刀具、确定合适的进给速度和切削速度,并合理设计切削路径。
对表面光滑度的控制和刀具的磨损监测与更换也是重要的技术手段。