自由曲面加工理论与应用(第04讲多轴加工刀具路径生成算法
自由曲面铁削加工的刀位轨迹生成方法
自由曲面铁削加工的刀位轨迹生成方法1 .与自由曲面刀位轨迹生成方法相关的术语l )切触点(Cutting Contact Point )刀具在加工过程中与被加上零件曲面的理论接触点。
对于曲面加工,不论采用什么刀具,从几何学的角度看,刀具与加工曲面的接触关系均为点接触。
2 )刀位点(Cutter Location Point )用来确定刀具在加工过程中所在的位置点。
一般来说,刀具在工件坐标系中的准确位置可以用刀具中心点和刀具轴矢量来描述,其中刀具中心点可以是刀心点,也可以是刀尖点。
采用刀尖点时刀具长度补偿比较方便,是目前的习惯用法。
由刀位点按一定的顺序连接而成的轨迹就是通常所说的刀位轨迹。
3 )导动面(Drive Surface )与导动点(Drive Point )由于待加工曲面的差别较大,有的曲面片组合相当复杂,如果直接对曲面片进行离散难度很大。
因此,通常采用映射方法来获得组合曲面的刀位轨迹,具体地说,就是先构造一张(组)比较简单的曲面,称为导动曲面,在导动曲面上按给定的加工工艺条件计算出刀位轨迹点,称导动点。
然后根据一定的规则(如沿主轴方向投影)把导动点映射到待加工表面上,经计算修正就可以获得待加工表面上相应的刀位点序列。
4 )干涉检查(Interference Check )对于用映射方法将导动点映射到待加工表面上的做法,不可避免地存在一个导动点对应多个刀位点的情况。
如果要从多个可能的映射点中确定出唯一的结果,就需要提供相应的附加判据:一是不可过切,二是欠切(一般由后续加工完成)最少。
对于直接对曲面进行离散也会碰到类似灼问题,我们把这一判断过程称为干涉检查。
干涉检查是自由曲面刀位轨迹生成算汰的关螃挤术之一。
在工程应用中,由CAM 软件自动判断,不需人工干预。
2 .基于参数空间的刃位饮迹生成方法自由曲面刀位轨迹生成方去可归纳为两类:一是基于参数空间的刀位轨迹生成方法;二是基于笛卡尔空司刀位轨迹生成方法。
多轴加工无干涉刀具路径生成算法研究
将坐 标 系 X y z 变换 到 全 局坐 标 系 xⅣ Ⅵ y, z
下 的变换 矩 阵记 为 T : 。
1 0 0 — 0x 0 1 0
CI C1 1 2
C2 C2 1 2
— Oy —
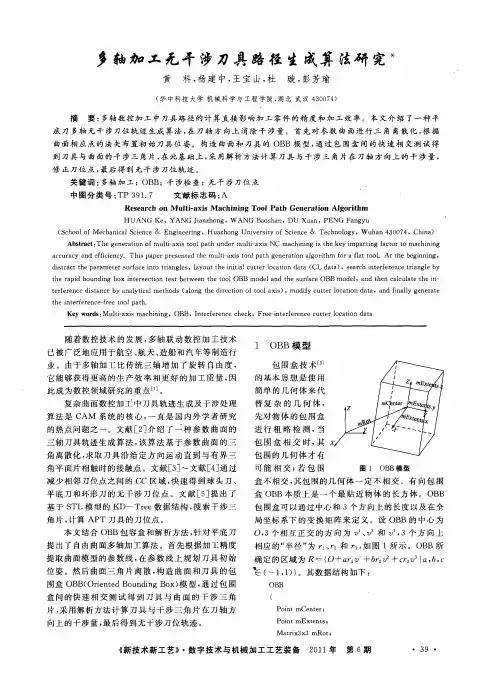
图 2 刀 具 OBB模 型
T2 = = 0 0
OB B
提 出 了 自由 曲面 多轴 加 工算 法 。首先 根据 加 工精 度 提取 曲面模 型 的参 数 线 , 参 数 线 上 规 划 刀 具初 始 在
位姿 。然后 曲面 三 角 片 离 散 , 造 曲面 和 刀 具 的 包 构 围盒 O B Or n e o n igB x 模 型 , 过 包 围 B ( i tdB u dn o ) e 通 盒 间 的快 速 相 交 测 试 得 到 刀 具 与 曲 面 的 干 涉 三 角
t e r p d b u d n o n e s c in t s e we n t e t o h a i o n i g b x i t r e t e tb t e h o l o OBB mo e n h u f c d l d t e s ra e OBB mo e ,a d t e ac l t h n a d l n h n c lu a e t e i — t re e c i t n e b n l t a t o s( l n h ie to ft o x s e f r n e d s a c y a ay i l c me h d a o g t e d r c i n o o l i),mo i u t r lc to a a n i al e e a e a d f c te o a i n d t ,a d f l g n r t y n y
自由曲面的刀具路径生成与公差分析翻译
自由曲面的刀具路径生成与误差分析年轻的根莱(美国.德克萨斯州.德克萨斯农机学院.工业工程学院)2006.1.30收到;2006.4.25接收; 2006.6.12在线提供摘要:这篇文章集中于发展一种算法,并以这种算法生成满足一定精度的自由曲面的刀具路径,该算法用数学曲线或曲面来表示加工零件,这样我们可以生成可靠的、近于优化的刀具路径以及后续加工的刀位数据,这种算法包括两个部分:第一是进给步长函数,他决定给定公差的两个刀触点之间的最大距离即进给步长,这个函数独立于面类型并且适用于所有的二次可微的连续参数表面,第二部分是行距函数,他决定给定残高的相邻刀具路径之间的最远距离—行距,这个算法在保持给定公差和残高的同时减少了加工制造和计算时间以及刀触点的个数。
用三轴洗床加工几种用推荐的算法生成刀触点的零件,分析加工过程生成的刀具路径并比较最终加工生成的零件与所需零件,以此验证这种算法的优点.关键词:CAD/CAM;刀具路径生成;数控加工;点云法1.介绍工艺规划是制造加工的功能之一,他决定使用哪个工艺和参数来将初始零件生成工程图纸预定的最终零件,系统的输入为一个二位或三维的计算机辅助设计模型,这个模型不仅包括形状和尺寸信息,也包括公差和专门的特征,在便于加工制造方面,CAD/CAM系统直接从CAD模型生成数字控制程序,该程序包括了一连串的指令代码,而且数字控制直接影响加工零件的精度和成本,并在被加工零件上产生特定轨迹即刀具路径。
在铣削加工中,刀具沿着刀具路径在刀触点作直线远动,曲面近是一段段直线段如图一所示,由偏差控制的近似直线的精确度叫做误差,如图一相邻刀具路径之间有残留物,洗削加工后需要进行磨削加工来是表面广整,然而消除相邻路径之间的残高的磨削加工是非常好时和昂贵的,大的残高增加了加时间和成本。
因此适合的刀具路径对于减少再次加工(入磨削和抛光)是非常重要的。
对于给定的公差和高用较少的刀触点来生成刀具路径也是非常重要的,因为我们认为直线段越多,加工时间越长,刀触点之间线段长度叫做进给步长,记为S,最大允许偏差是指公差记为e,如图一所示,更进一步说,相邻刀具路径之间的距离叫做行距,把它记为g,最大允许残高叫做残高记为h,如图一,e与h的值先被确定,然后由他们确定s和g值。
现代数控编程技术(第04讲--数控铣削加工及编程--三轴)
刀位源文件(CLSF,Cutter Location Source File)
按照一定格式保存刀位点轨迹的文件。
几种常见的数控加工刀具的刀位点
钻头 立铣刀 端铣刀 面铣刀 指状铣刀 球头铣刀
车刀
切触点轨迹 刀位点轨迹
刀具偏置(tool offset)
切触点生成刀位点的计算过程。 三种典型刀具的参数
导动规则
指曲面上切触点曲线的生成方法(如参数线法、截 平面法)及一些有关加工精度的参数,如步长、行 距、两切削行间的残余高度、曲面加工的盈余容差 (out tolerance)和过切容差(inner tolerance)等。
t2 CS
t1
DS
PS
步长 (Step forward)
同一条刀位轨迹线上相邻两刀位点间的距离称为加 工步长。步长是由给定的加工容差确定的。
h≈ R−
⎛P⎞ R −⎜ ⎟ ⎝2⎠− h 2
影响因素
刀具形状与尺寸 零件表面几何形状与安装方位 走刀进给方向 允许的表面残余高度要求
优化措施
合理选择刀具 合理选择工件安装方位 合理选择进给方向
加工阶段
粗加工(rough):切除毛坯中的大部分余量。 (半精加工(semi-finish)) 精加工(finish):这里主要介绍精加工的一些算法。 (补加工(clean up)):切除精加工中没加工到部分。 去毛刺 (打磨或磨削)
Z-map法
Z-map法 Z-map法用离散的点阵表示曲面从而计算刀具轨 迹。也称G-buffer法。它利用反转刀具法(Inverse Tool Method)计算刀位点。
• 基本思想 – 在初始刀位点处,判断 刀具表面与Z-map模型 中所有点的干涉关系, 计算干涉量并根据干涉 量调整刀具,生成无干 涉的刀位点。 – 即刀具由上向下运动 ,当与Z-map模型发生 接触时刀具所在的位 置。
数控加工中基于自由曲面表面特性的刀具路径安排

2007年第26卷12月第12期机械科学与技术M echanical Science and T echno l ogy for A erospace Eng ineer i ng D ece m be r V o.l 262007N o .12收稿日期:2006-09-27基金项目:国家自然科学基金项目(50575082)资助作者简介:何雪明(1966-),男(汉),江苏,副教授,硕士,hxue m 2003@163.co m数控加工中基于自由曲面表面特性的刀具路径安排何雪明1,2,李成刚1,胡于进1,曲 萍2,马仙龙2(1华中科技大学机械科学与工程学院,武汉 430074;2江南大学机械工程学院,无锡 214122)摘 要:目前CNC 上的轨迹控制功能仍主要是直线和圆弧插补,因此当加工自由曲面时,大多只能采用直线或圆弧逼近算法来对曲线进行逼近处理。
针对数控加工的实际需求,现在数控系统技术人员对数控机床插补器进行研究并开发出了许多曲线和曲面插补功能。
基于曲线插补,在保持进给速度尽可能恒定的条件下,对刀位路径和刀位速度进行离线的曲线拟合,以便于得到用于数控加工的刀位文件。
这种方法能有效解决进给速度的波动问题,并能有效压缩刀位文件。
为此,提出几种算法来拟合刀位路径和刀位速度轮廓曲线。
曲线和曲面插补在数控代码数据量和逼近误差方面都有较大的改善。
关 键 词:刀位路径;刀位速度;曲线插补;曲线拟合中图分类号:TP391 文献标识码:A 文章编号:1003-8728(2007)12-1517-07CNC Tool Path Planni ng Base d on Characteristics of Free -for m SurfaceH e X ue m i ng 1,2,L i Chenggang 1,H u Y u ji n 1,Qu P i n g 2,M a X ian l ong2(1Schoo l o fM echan i ca l Sc i ence and Eng i neering ,H uaz hong U n i versity of Sc i ence and T echno logy ,W uhan 430074;2Schoo l ofM echan i ca l Eng i neering ,Southern Y ang tze U n i versity ,W ux i 214122)Abst ract :A t presen,t co m puter num erica l contr o l(C NC)m ach i n es still use li n ear i n terpo lation and arc interpo la -ti o n to contr o l their trajectories .Therefore ,i n m ac h i n i n g a free -fo r m surface ,m ost o f t h e m use the li n ear and arcapproach algo rithm to approach its curves .A cco r d i n g ly C NC techn icians study the i n ter polato r o f a CNC m achine too l and deve l o p m any functi o ns o f cur ve interpo lation and free -for m surface i n ter polati o n .U si n g the curve i n terpo -lation ,they perfor m the of-f li n e curve fitting o f cutter l o cation(CL)path and CL feeding ve l o c ity under the cond-i ti o n t h at t h e latter is kept as constant as possi b le .Thus they obta i n CL fil e s to be used i n CNC m achining .Th is m ethod can effectively reduce the fluctuation of feeding velocity and condense CL files .For these reasons ,w e pro -pose several algorithm s for fitting the pr o file curves of CL path and CL feeding ve l o c ity .The algorithm no tab l y i m -proves the curve and free -fo r m surface interpo lator i n ter m s o f the nu m ber o f C NC codes and approach errors .K ey w ords :cutter location path ;curve interpo lation ;cur ve fitti n g ;c u tter locati o n feeding veloc ity 曲面加工是数控技术和CAD /C AM 的重要应用与研究对象,如何经济地实现高效高质量的加工一直是其重点问题[1]。
自由曲面加工理论与应用(第05讲--自由曲面加工精度与质量控制)
立铣刀切削力模型
切削力建模
切削力系数求解
平均切削力
为了快速求解切削力系数,采用平均切削力。固定接触角及
轴向切深,将瞬时切削力在主轴一转内积分再除以齿间角,得到 每齿周期的平均铣削力:
Nac F { [ K tc cos 2 K rc (2 sin 2 )] x 8 Na ex ( K te sin K re cos )} st 2 Nac [ K tc (2 sin 2 ) K rc cos 2 ] Fy { 8 Na ex ( K cos K sin )} te re st 2 F Na [ K K ]ex z ac ae st 2
离散零件曲面,得到离散点集 计算曲面离散点处的法矢 计算离散点法矢的初始长度。从该点沿法矢方向的直线与所定 义的毛坯边界或与零件别的表面求交,交点与该离散点之间的 最小距离为初始长度。 计算刀具运动的包络体(扫掠体) 仿真计算。从离散点出发沿法矢方向的直线与刀具运动形成的 包络体表面求交。 判断。如果交点到离散点的距离小于原来的法矢量长度,用交 点距离代替原来的法矢量长度,否则保留原值不动。 重复过程5、6,直到切削过程完成。
基于几何的刀具轨迹仿真与验证
刀具运动轨迹仿真分类
按仿真模型的表达分:
1)线框仿真 2)基于实体造型的方法 3)基于空间分割的方法 4)基于离散矢量求交的方法
基于几何的刀具轨迹仿真与验证
1)线框仿真
以边界线表示刀具。刀具沿刀具轨迹运动,用户可以观察刀具 的加工路线和加工顺序。早期的 CAD/CAM 系统大都采用这种 仿真方式。 优点:
基于几何的刀具轨迹仿真与验证
自由曲面加工理论与应用(第02讲--自由曲面加工基础)
一、自由曲面加工概述
一、自由曲面加工概述
SSM系统组成
对应加工阶段,SSM系统包括以下模块:
• Roughing • Finishing • Clean-up
一、自由曲面加工概述
SSM-software的功能要求
两种功能要求:
• 生产率要求(productivity requirements) • 兼容性要求(compatibility requirements)
一、自由曲面加工概述
数控技术 数控编程:APT 数控系统 – 德国SIEMENS公司的840D – 日本Fanuc公司的16i/18i/21i/30i系列 – 美国DELTA TAU公司的PMAC – 德国Heidenhain公司的iTNC 530 – 法国NUM公司的1050 – 西班牙FAGOR 公司的CNC 8070 – 日本三菱公司的EZMotion-NC E60等
一、自由曲面加工概述
技术信息处理 (technological information processing)
• 技术信息处理与切削条件、刀具选择和加工选项有关, 一旦在几何信息处理阶段确定了刀具路径走刀模式,那 么加工效率就只受主轴转速和进给速度的影响。这些飞 机和因素包括: – 加工误差 – 加工曲面质量,如粗糙度等 – 工件的材料特性,如硬度、强度、韧性等 – 刀具的材料、种类、形状等 – 机床特性 – 铣 削 方 式 的 选 择 : down-milling/up-milling 、 reversecuttin/plunge-cutting等 需解决的问题:影响因素多而复杂,如何建立实用的工艺数据库
一、自由曲面加工概述
自由曲面造型技术
包括: • 1)曲线、曲面和实体的数学描述 • 2)曲面建模方法 • 3)曲面逆向工程
自由曲面数控加工刀具轨迹映射算法
Internal Combustion Engine&Parts0引言实际工程应用中,形状相对比较复杂的自由曲面,其刀具路径规划技术仍然是研究的重点,因此学者们相继提出了不同的刀具轨迹规划技术。
通常,自由曲面包含多个不同的特征域,每个特征域对应的曲面信息、刀具轨迹及其他加工信息都有差异或相似性,对其分类规划,按一定规则,可自适应地实现同类特征面域的加工轨迹规划[1-2]。
为提高加工效率,已有研究者以典型的船用柴油机机架类零件为例,提出基于特征模板,应用重用技术研究同类别零件数控加工刀具轨迹的生成[3-4]。
典型的刀具轨迹生成算法中,投影法是计算稳定且较快的一种算法,广泛应用于参数曲面和三角网格曲面的数控加工。
Orazi等[5]提出了一种新的三角网格曲面点连续投影算法,该算法用三角曲面片顶点定义的法线来执行投影,投影方向取决于投影点,方向与用三角形网格逼近的原始曲面相一致,可有效应用于需要将大量点投影到网格曲面上的情形。
对于精加工,文章作者采用“投影法”思想,设计刀具轨迹映射算法,将已有的数控加工轨迹投影到同类型曲面上,得到待加工曲面的数控加工信息。
产生已有轨迹的曲面和待加工曲面是具有相似性的同类曲面,曲面点的曲率决定该点的投影方向,可减少投影后映射轨迹的失真,从而提高质量。
自由曲面数控加工刀具轨迹映射算法Tool Path Mapping Algorithm for Free-form Surface NC Machining汪雨蓉WANG Yu-rong(杨凌职业技术学院机电工程分院,杨凌712100)(School of Mechanical Engineering,YangLing Vocational and Technical College,Yangling712100,China)摘要:对自由曲面的数控加工,寻求最优的刀具轨迹生成方法至关重要。
本文基于开源3D库Open CASCADE(OCC)和编程开发环境Microsoft Visual Studio2010(VS2010),应用B样条表达的自由曲面,采用“投影法”思想,研究“重用已有相似刀具路径”方法,提出了处理自由曲面的NC刀具轨迹映射算法。
模具设计与制造自由曲面平头立铣刀五轴数控加工轨
收稿日期:!"""#!!#$$李小平:男,%&岁,硕士,讲师自由曲面平头立铣刀五轴数控加工轨迹的计算方法&%’’(&武汉市华中理工大学李小平喻道远汤漾平段正澄摘要提出了一种在参数坐标系下自适应步长和行距的计算方法,该算法考虑了不同刀具接触点处的曲率差异,在满足加工精度和粗糙度的前提下,又能有效地提高加工效率。
该算法适合加工汽车车身模具等曲率变化大的曲面。
文中还给出了刀位计算公式。
关键词平头立铣刀自由曲面五轴数控加工刀具轨迹!"#$%&’()*+,&’-#$-.$#)("%/0#1(2-.))3’4#)*&"2-.$4).’352.’,#-326()*,$#)03"5+($$("%-.))3’7(8(#&4("%,9.:#&;.#",<#"%9#"%4("%,:.#"=*3"%-*3"%!>2)’#-):)*+,-.-/0-0/,/12,.1/3.4560+2*768.9.-2+:/,2/-4/152*,.19-.2*+12/0:.461-.0.;7/20+<<6609+1.2/,=,2/7>?,2*/.4560+2*7<61,+9/0,2*/0.9+@,682*/<@0:.2@0/9+88/0/1</A /23//19+8;8/0/12<@22/0<612.<2-6+12,,,6+2<.1+7-06:/7.<*+1+15/88+<+/1<=.192*/.<<@0.<=682*/8+1+,*/9,@0;8.</>)*+,.4560+2*7+,,@+2.A 4/8607.<*+1+15,<@4-2@0/9,@08.</>?7/2*6968<.4<@4.2+15<@22/046<.;2+61-6+12+,.4,6-0/,/12/9+12*+,-.-/0>?3;@&’52:84.2#/197+44+15<@22/0,,<@4-2@0/9,@08.</,B #.C +,D E7.<*+1+15,<@22/0-.2*A 前言自由曲面在模具中应用非常广泛,如汽车车身模具、塑料模、叶片锻模、铸模等,大都包含自由曲面(以下简称曲面)。
自由曲面加工刀具路径轨迹规划算法研究
自由曲面加工刀具路径轨迹规划算法研究一、本文概述随着现代制造业的快速发展,复杂曲面零件的加工需求日益增加,而自由曲面加工刀具路径轨迹规划作为决定加工质量和效率的关键因素,已成为研究的热点。
本文旨在探讨自由曲面加工刀具路径轨迹规划的相关算法,以期为提高加工精度和效率提供理论支持和实践指导。
本文将首先综述自由曲面加工刀具路径轨迹规划的研究背景和意义,分析当前国内外在该领域的研究现状和发展趋势。
在此基础上,深入探讨自由曲面加工的特点和难点,以及刀具路径轨迹规划的基本原则和要求。
随后,本文将重点研究自由曲面加工刀具路径轨迹规划的关键算法,包括曲面造型算法、刀具轨迹生成算法、轨迹优化算法等,并对这些算法进行详细的理论分析和实验验证。
通过本文的研究,旨在提出一种高效、稳定的自由曲面加工刀具路径轨迹规划算法,为复杂曲面零件的加工提供一种新的解决方案。
本文的研究成果也将为相关领域的研究人员提供有益的参考和借鉴,推动自由曲面加工技术的进一步发展。
二、自由曲面加工理论基础自由曲面加工,作为一种高度灵活的加工方式,在现代制造业中占据了重要的地位。
自由曲面,区别于传统的规则几何面,具有非常复杂和不规则的几何形状。
这类曲面的加工需要依赖先进的数控加工技术和精确的刀具路径轨迹规划算法。
自由曲面加工的理论基础主要包括数学几何理论、数控加工技术、刀具运动学以及切削力学等。
数学几何理论为自由曲面的描述和建模提供了基础,如参数化曲面、NURBS曲面等数学模型,能够精确地描述自由曲面的形状。
数控加工技术则负责将数学模型转化为具体的加工指令,通过数控系统控制机床的运动,实现曲面的加工。
在刀具路径轨迹规划方面,关键在于根据曲面的几何特征,选择适当的加工策略,生成无碰撞、平滑且高效的刀具路径。
这涉及到刀具运动学的知识,如刀具的姿态调整、切削速度的设定、刀具与工件的相对运动等。
切削力学则关注在加工过程中,刀具与工件之间的切削力、切削热等物理量的变化,以及这些物理量对加工质量的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SCHOOL OF MECHANICAL SCIENCE & ENGINEERING
自由曲面加工理论与应用
第04讲--刀具路径生成算法
11 June 2012
1
粗加工刀具路径生成算法 精加工刀具路径生成算法 补加工刀具路径生成算法 五轴加工刀具路径生成算法 基于点云数据的刀具路径生成算法 刀具轨迹后置处理技术 自由曲面加工刀具轨迹生成实例
一化就是所球包围盒的方向向量。 OBB的中心和半边长计算方法:将凸包上的点投影到方向向量上
向上的投影;
β1:过刀尖的水平线与下锥面母线的夹
角, ;
β2:刀轴与上锥面母线的夹角, ; h:刀具切削刃长度。
精加工刀具路径生成算法_多面体法
被加工曲面的多面体模型
10
11
0110 0111 00
0100
Root
00 01 10 11
0100 0101 0110 0111 0110 0110 0110 0110
切削区域边界
用等高面Zc与G-buffer求交
Zij < Zc,记录该网格点P(i, j) Zij > Zc,不记录该网格点P(i, j) 这些被记录的网格点集合{Pij}构成
切削区域无干涉边界点
切削区域边界追踪
利用图像处理中轮廓算法,顺序连 接位于切削区域边界上的网格点
切削区域
边界点筛选
粗加工刀具路径生成算法_Z-map方法
切削区域边界追踪 参照G-buffer方法
切削区域判定 边界描述树,参照G-buffer方法
刀具路径生成 环切和行切,参照G-buffer方法
粗加工刀具路径生成算法_直接求交法
算法3:直接求交算法
直接求交法:根据等高面与被加工零件表面的交线,规划刀具路 径
干涉量计算
精加工刀具路径生成算法_多面体法
刀具与三角片顶点、边和面的关系
Δ1
Δ2
刀具与顶点
Δ 刀具与边
Δ
刀具与面
精加工刀具路径生成算法_多面体法
无干涉刀位点
刀具以计算得到的最大抬刀量进行抬刀,从而生成无干涉的刀 位点。
刀位轨迹生成
顺序连接无干涉刀位点生成刀位轨迹。
精加工刀具路径生成算法_投影法
讲授内容
精加工刀具路径生成算法_多面体法
算法1:多面体法
多面体法就是采用曲面的离散三角片模型计算刀具轨迹,它是 目前各商业CAM系统中应用最广泛、计算最稳定的刀具轨迹生 成方式之一。
模具类零件
零件离散三角片模型
精加工刀具路径生成算法_多面体法
算法思想
在初始刀位点处,判断刀 具表面与多面体中每个三 角片的顶点、边和三角面 片的干涉关系,计算干涉 量并根据干涉量调整刀具 ,生成无干涉的刀位点。
等距线计算:直接偏置法和Voronoi方法
粗加工刀具路径生成算法_G-buffer方法
刀具路径生成 — 行切法
行切加工刀具路径生成:从刀具路径角度方向,用一组平行于 刀具路径角度的平行线分别与切削区域边界求交,得到交点, 生成各切削行的刀具轨迹线段;
刀具轨迹线段的有序串联
粗加工刀具路径生成算法_G-buffer方法
求交,确定了网格点的Z坐标值 Zij ,将该值保存在一个二维数 组中 重复上述步骤,直到得到所有 网格点的Z坐标值 所有网格点的Z值构成了工件的 Z-map模型
粗加工刀具路径生成算法_Z-map方法
Z-map模型与G-buffer模型的区别
网格平面
工件
Y X
Z-map
G-buffer
粗加工刀具路径生成算法_Z-map方法
重复上述步骤,直到得到所有 网格点的Z坐标值
所有网格点的Z值构成了工件 的G-buffer模型
网格平面
Z X
Y X
刀 具 运 动
正视图
工件
俯视图
粗加工刀具路径生成算法_G-buffer方法
G-buffer模型与Z-buffer模型的区别
G-buffer
Z-buffer
粗加工刀具路径生成算法_G-buffer方法
算法2:投影法
投影法是UG CAM中使用的三轴刀具轨迹生成算法。 投影法与多面体法的算法思想相同,区别在于:多面体法在消
除干涉时,刀具沿着Z轴运动;而投影法在消除干涉时,刀具 可以沿着指定的投影矢量运动,从而增加了算法的灵活性。
精加工刀具路径生成算法_投影法
投影(Projection)
切削区域构造(续)
为每张被加工曲面规划切削区域:交线Curi与曲面Si的位于切削层
平面Zc上方的轮廓线Profi在平面上的投影Prji构成曲面Si的非切削
区域边界NonCutBndi。
交线
轮廓线投影
轮廓线投影
粗加工刀具路径生成算法_直接求交法
切削区域构造(续)
给定刀具半径D,对每个曲面Si的非切削区域边界NonCutBndi按照距离 D/2偏置,获得偏置边界NonCutBndOffi
构造方法:面面求交
粗加工刀具路径生成算法_直接求交法
切削区域构造
被加工零件与平面交线:被 加工曲面集合{Si}(i = 1, 2, …, n),切削层平面Zc,则交 线集合Curi = Si∩Zc
计算曲面Si位于切削层平面 Zc上方的轮廓线Profi
粗加工刀具路径生成算法_直接求交法
切削区域边界
用等高面Zc与Z-map模型求交
Zij < Zc,记录该网格点P(i, j) Zij > Zc,不记录该网格点P(i, j) 这些被记录的网格点集合{Pij}构成切
削区域初始边界点
粗加工刀具路径生成算法_Z-map方法
切削区域初始边界点筛选
切削区域的初始边界点可能是干涉点 对每个初始边界点,搜索其邻域的非边界点 沿初始边界点邻域的每个非边界点方向,利用投影法进行干涉检查 如果干涉,则删除该边界点;否则,保留
讨论:垂直壁区域的处理
切削层
工件
粗加工刀具路径生成算法_Z-map方法
算法2:Z-map算法
Z-map模型:被加工零件的近似模型,利用网格点逼近被加工曲 面
构造方法:线面求交
Z
X 网格平面
工件
工件
粗加工刀具路径生成算法_Z-map方法
Z-map模型的构造
在二维平面上规划网格集合{Pij} 过网格点P(i,j)的竖直线与曲面S
边界裁剪合并形成非切削区域。
非切削区域边界偏置
非切削区域边界裁剪合并(内外两个区域)
粗加工刀具路径生成算法_直接求交法
切削区域判定 边界描述树,参照G-buffer方法
刀具路径生成 环切和行切,参照G-buffer方法
粗加工刀具路径生成算法_直接求交法
计算实例
粗加工刀具路径生成算法 精加工刀具路径生成算法 补加工刀具路径生成算法 五轴加工刀具路径生成算法 基于点云数据的刀具路径生成算法 刀具轨迹后置处理技术 自由曲面加工刀具轨迹生成实例
给定投影矢量Vector
将刀具放在Vector的反方向
,且与工件不发生碰撞的初
始位置
Project Vector
刀具沿着投影方向向工件移
动
当刀具碰到工件的时候停止 ,则刀具停止的位置为初始 位置的Projection
这里的“刀具”可包括:刀具 本体、Holder和主轴
精加工刀具路径生成算法_投影法
即刀具竖直由上向下运动 (平行于Z轴),当与多面 体模型发生接触时刀具所 在的位置。
精加工刀具路径生成算法_多面体法
算法步骤
组合曲面 曲面多面体模型
刀具模型 走刀参数
定义初始刀位点集
依次取出初始刀位点
计算无干涉刀位点
无干涉刀具轨迹
精加工刀具路径生成算法_多面体法
APT刀具模型(7参数)
刀具类型 D refFra bibliotekβ1 β2 h
平底刀 D 0
0
0 0 0h
球头刀 D D/2
0
D/2 0 0 h
圆环刀 D r (D/2)-r r 0 0 h
普通铣刀 D r
e
f β1 β2 h
D:刀具直径,大小等于上、下锥面母线
的交点到刀轴距离的两倍;
r:刀具的倒角半径; e:刀具倒角中心到刀轴的距离; f:刀具倒角中心到刀尖的距离在刀轴方
00 01 10 11
11
10
01
00
精加工刀具路径生成算法_多面体法
定义初始刀位点集合
精加工刀具路径生成算法_多面体法
干涉量计算
为了提高计算速度,在刀具投影域内搜索干涉检查三角片; 在每个初始刀位点处,计算刀具到每个干涉检查三角片的顶点、
边和面的距离,得到抬刀量。
干涉检查三角片
可以用它的中心点bc、三个归一化向量bu、bv、bw以及半边长 huB、hvB、hwB来描述
精加工刀具路径生成算法_投影法
OBB包围盒和OBBTree — OBB的创建(Gottschalk方法)
思想:首先从物体的凸包计算出一个方向,然后找到紧密贴合物 体的OBB。
凸包计算方法:QuickHull方法。计算复杂度为O(nlogn)。 方向计算方法:计算凸包的协方差矩阵,求其特征向量并将其归
型腔(直壁平底,开放)
型芯
型腔(自由曲面)
粗加工刀具路径生成算法
构型空间(Configration Space,C-space)