自保护药芯焊丝除药芯焊丝特点外的优缺点
自保护药芯焊丝的发展及在高强管线钢焊接中的应用
AWS 分类
E O 一 3 7 T E 0 一 3 7 T
焊缝金属及表面不洁工件的焊接。
三 、关键技术
自 保护药芯焊工艺区别于其他弧焊 工艺 的关 键技术 是焊接过程 中镇静熔池金属的渣 与金属 的反 应 ,以确保 熔池金属中有效脱气 的渣系 的物理特征 。同时 ,强脱 氧 脱氮剂的添加 与渣 系 的设 计也 对性能 带来 一定 的挑 战 。 从材料体系而言 ,自 护药芯焊之焊缝 金属对焊 材设计 保 要求更高。对于焊缝金 属的性能与焊丝 的操作性 ,熔渣
第 二代
、 ■-rA _ ■,
表2 ,所 列 的所 有 产 品 目前 仍 在 广 泛 使 用 中。其 中
第三 代
八
第代 四
第 五代
/- ? T :
▲
, 彝 \ —
E 0_4 E 0 _7 7 F_ 和 7 F_ 主要用 于钢 结构 建筑 的高 效焊接 。 相对较高 的铝 含量 使得 这 些焊 丝 可采 用 较 大的 操作 区 间。此外 ,采 用 长 的干 伸 长 、大直 径 焊 丝 ( 7 T , E0 一7
维普资讯
维普资讯
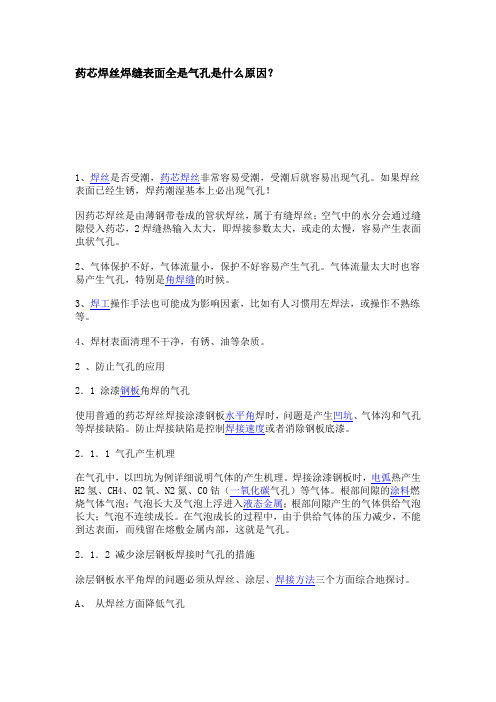
构 的野外施工 ,尤其适用于气保焊无 法应用或 造价非 常 高的场合 。例如 ,在钢结 构 建筑 的施 工 现场 和输 油/ 气 管线的施工 中,该工艺被广泛采 用。此外 , 自 护药 芯 保
.
17 m x 0 9 m x 18 a 00 m x 00 m x .5 a .0 a .m x .3 a .3 a
O. 4 4 0. 8 4 O. 81 O. 71 O. 7 2 O. O 1 O. O 2 O. 7 1 12 .2 13 .6 1O .2 15 .O <0. o o 3 <0. 0 0 3 <0. 0 0 3 <0. 0 0 3 O. 0 o7 O. o o 7 0. 0 01 O. o o 7
自保护药芯焊丝焊缝金属化学成分与性能的研究

固溶 限度 的氧 是 以 F O( F 2 ) 形式 存 在 , e 或 e o3 的 没 有经 过脱 氧处理 或脱 氧不 完全 的焊缝 金属 常有 FO e ( F 2 3 形式 存在 的夹 杂 物 。焊 接过 程 脱 氧有 三 或 e0 ) 个途 径 , 即先期脱 氧 、 沉淀 脱 氧 和扩 散脱 氧 , 别 在 分 熔滴反应 区、 熔池 反 应 区通 过 钢 丝 或 药芯 配科 中过 渡的脱 氧元 素来 完成 , 自保 护 焊 因 不 可避 免 地 带人 较多 的氧到 熔池 , 用 锰 、 脱 氧外 , 除 硅 还应 加 入 脱 氧 能力更 强 的铝 、 等金 属来达 到脱 氧 的 目的。 钛
维普资讯
第1 2卷 第 2 期
2 0 年 6月 02
湖 南 工 程
学 院 学 报
V0 2 No 2 l1 .
J u n l fHu a n t ueo n ie r g o r a n n Isi t fE g n ei o t n
采用 碱 性 c —Ti2 a 0 一G【 渣 系 以 保证 相 应 台 金 O 元素 的过 渡
2 2 1 钛 的 含 量 ..
铝 以铝粉 、 以锰 铁 的形式 加 人药 芯 中, 图 2 锰 按
中结 果可见 , 自保 护焊 焊缝 中氧 、 氮含量 远 高于 0 气 体保 护焊 。锰 、 含 量 则明 显 低 于 a 气 体 保 护 硅
焊. 这些 因素 是造 成 自保护 焊 焊 缝 金 属力 学 性 能 下
收 稿 日期 :0 2 4 1 2 0 —0 一O
作 者 筒升 : 安 如 ( 94一)男 硬 士 , 师 . 究 方 向 ; 接及 工 程 材 料 晏 16 . 讲 研 焊
药芯焊丝焊缝表面全是气孔是什么原因
药芯焊丝焊缝表面全是气孔是什么原因?1、焊丝是否受潮,药芯焊丝非常容易受潮,受潮后就容易出现气孔。
如果焊丝表面已经生锈,焊药潮湿基本上必出现气孔!因药芯焊丝是由薄钢带卷成的管状焊丝,属于有缝焊丝;空气中的水分会通过缝隙侵入药芯,2焊缝热输入太大,即焊接参数太大,或走的太慢,容易产生表面虫状气孔。
2、气体保护不好,气体流量小,保护不好容易产生气孔。
气体流量太大时也容易产生气孔,特别是角焊缝的时候。
3、焊工操作手法也可能成为影响因素,比如有人习惯用左焊法,或操作不熟练等。
4、焊材表面清理不干净,有锈、油等杂质。
2 、防止气孔的应用2.1 涂漆钢板角焊的气孔使用普通的药芯焊丝焊接涂漆钢板水平角焊时,问题是产生凹坑、气体沟和气孔等焊接缺陷。
防止焊接缺陷是控制焊接速度或者消除钢板底漆。
2.1.1 气孔产生机理在气孔中,以凹坑为例详细说明气体的产生机理。
焊接涂漆钢板时,电弧热产生H2氢、CH4、O2氧、N2氮、CO钴(一氧化碳气孔)等气体。
根部间隙的涂料燃烧气体气泡;气泡长大及气泡上浮进入液态金属;根部间隙产生的气体供给气泡长大;气泡不连续成长。
在气泡成长的过程中,由于供给气体的压力减少,不能到达表面,而残留在熔敷金属内部,这就是气孔。
2.1.2 减少涂层钢板焊接时气孔的措施涂层钢板水平角焊的问题必须从焊丝、涂层、焊接方法三个方面综合地探讨。
A、从焊丝方面降低气孔与实心焊丝相比,在研究开发涂料钢板的抗气孔性能(以下称为抗涂料性)优良的MAG焊用焊丝方面,药芯焊丝的质量设计具有较大的自由度。
吸取药皮焊条的经验,由于药皮的作用和效果,在某种程度上制成抗涂料性优良的药芯焊丝是可能的。
由于扩散氢含量变化,凹坑个数变化较大,扩散氢含量在10~15ml/100g左右时,凹坑个数达到峰值,小于5ml/100g和大于20ml/100g时,凹坑个数具有减少的倾向。
根据焊条的经验,正在开发使用非低氢型单层角焊用、低氢型单层、多层角焊和平焊用等CO2药芯焊丝。
研究药芯焊丝焊接操作技术要点
研究药芯焊丝焊接操作技术要点20世纪50年代末、60年代初美国已开始使用药芯焊丝,并被广泛地用于重型机械、建筑机械、桥梁、石油、化工、核电站设备、大型发电设备及采油平台等制造业中,并取得了很好的效果。
近年来,随着社会经济的不断发展,我国生产药芯焊丝的技术和质量得到了不断提高,应用范围也不断地扩大,以船舶制造和海洋结构行业使用药芯焊丝量为最大。
药芯焊丝是继焊条电弧焊和实芯焊丝CO2气体保护焊的又一个被广泛应用的焊接方法。
药芯焊丝的单面焊双面成形操作技术,近年来被世界技能大赛、国内各类技能大赛列为竞赛的考核项目之一,它是电弧焊难度较大的一种操作技术。
尽快地掌握单面焊双面成形技术的操作要领和技巧,这也是每个参加技能考试、技能竞赛的指导教师及学生十分关心的问题。
2.药芯焊丝电弧焊的特点及应用药芯焊丝也称为管状焊丝,是利用薄钢板卷成圆形钢管或异形钢管,或用无缝钢管,在管中填满一定成分的药粉,经拉制而成的焊丝。
可通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实芯焊丝无法冶炼和轧制的。
2.1特点药芯焊丝电弧焊与气体保护焊非常相似,差别在药芯焊丝采用的是管状焊丝,其中装有粒状的焊剂。
药芯焊丝是很有发展前途的新型焊接材料,与实芯焊丝相比药芯焊丝有如下优缺点。
2.1.1优点:⑴采用气渣联合保护,焊缝成形美观,电弧稳定性好,飞溅少易脱渣、焊道成形美观。
⑵焊丝熔敷速度快,熔敷效率(大约为85%~90%)和生产效率都较高(比焊条电弧焊高3~5倍)。
⑶焊接各种钢材的适应性强,通过调整焊剂的成分与比例可提供要求的焊缝金属化学成分。
2.1.2缺点:⑴焊丝制造过程复杂。
⑵烟雾大,焊接时烟雾较实芯焊丝大。
⑶焊丝外表容易锈蚀,粉剂易吸潮,因此对焊丝的保存-管理的要求更为严格。
⑷焊渣多,较实芯焊丝CO2气体保护焊多,故多层焊时要注意清渣、防止产生夹渣缺陷。
焊丝分类实芯焊丝及药芯焊丝特性

焊丝分类实芯焊丝及药芯焊丝特性2..3.1 焊丝分类按制造方法可分为实芯焊丝和药芯焊丝两大类,其中药芯焊丝又可分为气保护和自保护两种。
按焊接工艺方法可分为埋弧焊焊丝、气保焊焊丝、电渣焊丝、堆焊焊丝和气焊焊丝等。
按被焊材料的性质又可分为碳钢焊丝、低合金钢焊丝、不锈钢焊丝、铸铁焊丝和有色金属焊丝等。
焊丝实芯焊丝药芯焊丝埋弧焊、电渣焊气体保护焊自保护焊惰性气体保护焊(TIG,MIG)活性气体保护焊(MAG)埋弧焊气体保护焊(CO2焊,Ar+CO2焊)自保护焊2.3.2 实芯焊丝实芯焊丝是热轧线材经拉拔加工而成的。
产量大而合金元素含量少的碳钢及低合金钢线材,常采用转炉冶炼;产量小而合金元素含量多的线材多采用电炉冶炼,分别经开坯、轧制而成。
为了防止焊丝生锈,除不锈钢焊丝外都要进行表面处理。
目前主要是镀铜处理,包括电镀、浸铜及化学镀铜等方法。
不同的焊接方法应采用不同直径的焊丝。
埋弧焊时电流大,要采用粗焊丝,焊丝直径在 2.4~6.4mm;气保焊时,为了得到良好的保护效果,要采用细焊丝,直径多为0.8~1.6mm。
1.埋弧焊用焊丝埋弧焊接时,焊缝成分和性能主要是由焊丝和焊剂共同决定的。
另外,埋弧焊接时焊接电流大,熔深大,母材熔合比高,母材成分的影响也大,所以焊接规范变化时,也会给焊缝成分和性能带来较大影响。
埋弧焊焊丝的选择既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合F也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求指标及焊接规范大小的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
低碳钢用焊丝由于焊缝中合金成分不多,故可采用焊丝渗合金,也可采用焊剂渗合金。
通过焊剂向焊缝中过渡时,有利于改善焊缝的抗热裂纹能力和抗气孔性能;通过焊丝向焊缝中过渡时,有利于提高焊缝的低温韧性。
焊接低碳钢时多采用低碳焊丝(H08A等),当母材含碳量较高或强度要求较高、而对焊缝韧性要求不高时,也可采用含碳量较高的焊丝,如H15A或H15Mn等。
焊丝区别及用途

焊丝区别及用途以焊丝区别及用途为题,本文将从焊丝的分类、材质以及不同用途进行介绍。
一、焊丝的分类焊丝是一种用于焊接的金属线材,根据材料和用途的不同,可以分为多种类型,主要包括气体保护焊丝、药芯焊丝、自动焊丝和铝焊丝等。
1. 气体保护焊丝气体保护焊丝常用于气体保护焊接,其中最常见的是氩弧焊丝。
氩弧焊丝具有良好的导电性能和较高的熔点,适用于焊接不锈钢、铝合金等材料。
此外,还有CO2焊丝,适用于焊接低碳钢。
2. 药芯焊丝药芯焊丝是一种在焊丝内填充焊剂的焊丝,它可以根据焊剂的不同分为无气保护药芯焊丝和有气保护药芯焊丝两种。
无气保护药芯焊丝一般用于铁件焊接,有气保护药芯焊丝适用于焊接不锈钢、铝合金等材料。
3. 自动焊丝自动焊丝是一种用于自动化焊接设备的焊丝,其特点是直径较小、焊接速度快、焊缝质量高。
自动焊丝适用于对焊接质量要求较高的大型工件,如汽车制造、船舶制造等。
4. 铝焊丝铝焊丝用于铝及铝合金的焊接,根据不同的需求,可以分为纯铝焊丝、铝硅合金焊丝和铝镁合金焊丝等。
铝焊丝具有良好的导电性和导热性,适用于焊接铝制品,如铝合金门窗、铝合金船舶等。
二、焊丝的用途焊丝作为一种常用的焊接材料,广泛应用于各个领域,具有以下几个主要的用途:1. 金属结构焊接焊丝常用于金属结构的焊接,如钢结构、桥梁、压力容器等。
不同类型的焊丝根据焊接材料的不同,可以实现对不同金属材料的焊接。
2. 管道焊接焊丝在管道焊接中起着关键的作用。
通过选择合适的焊丝,可以实现对各种管道材料的焊接,如不锈钢管、铜管、铁管等。
3. 汽车制造焊丝广泛应用于汽车制造中,用于焊接汽车车身、底盘和发动机等部件。
自动焊丝在汽车制造中得到了广泛的应用,能够提高生产效率和焊接质量。
4. 电子设备制造焊丝在电子设备制造中也有重要的作用,如电子元器件的焊接、电路板的焊接等。
在这些应用中,要求焊接点小、焊缝美观,因此需要选择合适的焊丝。
5. 家居装饰焊丝也常用于家居装饰中,如铁艺制品、不锈钢制品等。
药芯焊丝电弧焊(FCAW)焊接方法简介
药芯焊丝电弧焊(FCAW)焊接方法简介药芯焊丝是继电焊条、实芯焊丝之后广泛应用的又一类焊接材料,使用药芯焊丝作为填充金属的各种电弧焊方法称为药芯焊丝电弧焊。
药芯焊丝电弧焊根据外加保护方式不同有药芯焊丝气体保护电弧焊、药芯焊丝埋弧焊及药芯焊丝自保气体保护焊、药芯焊丝熔化极惰性护焊。
药芯焊丝气体保护焊又有药芯焊丝C02气体保护焊和药芯焊丝混合气体保护焊等,其中应用最广的是药芯焊丝C0气体2保护焊。
(一)药芯焊丝气体保护焊1、药芯焊丝气体保护焊的原理药芯焊丝气体保护焊的基本工作原理与普通熔化极气体保护焊一样,是以可熔化的药芯焊丝作为电极及填充材料,在外加气体(如CO)保护下进行焊接的2电弧焊方法。
与普通熔化极气体保护焊的主要区别在于焊丝内部装有药粉,焊接时,在电弧热作用下,熔化状态的药芯焊丝、焊丝金属,母材金属和保护气体相互之间发生冶金作用,同时形成一层较薄的液态熔渣包覆熔滴并覆盖熔池,对熔化金属形成了又一层的保护。
实质上这种焊接方法是一种气渣联合保护的方法,如图1-10所示。
图1-10药芯焊丝气体保护焊焊接示意图2、药芯焊丝气体保护焊的特点药芯焊丝气体保护焊综合了焊条电弧焊和普通熔化极气体保护焊的优点,其主要优点是:1)、采用气渣联合保护,保护效果好,抗气孔能力强,焊缝成形美观,电弧稳定性好,飞溅少且颗粒细小。
2)、焊丝熔敷速度快,熔敷速度明显高于焊条,并略高于实芯焊丝,熔敷效率和生产率都较高,生产率比焊条电弧焊高3~4倍,经济效益显著。
3)、焊接各种钢材的适应性强,通过调整药粉的成分与比例,可焊接和堆焊不同成分的钢材。
4)、由于药粉改变了电弧特性,对焊接电源无特殊要求,交、直流,平缓外特性均可。
药芯焊丝气体保护焊也有不足之处:焊丝制造过程复杂;送丝较实芯焊丝困难,需要采用降低送丝压力的送丝机构等;焊丝外表面易锈蚀,药粉易吸潮,故使用前应对焊丝外表面进行清理和250~300℃的烘烤。
(二)药芯焊丝自保护焊自保护药芯焊丝或称为明弧焊用药芯焊丝,是在焊接过程中不需要外加保护气或焊剂的一类焊丝(见图1-11)。
药芯焊丝自保护焊及其质量影响因素与控制
制对 焊 接 质 量 的 输 压 力 管道
prt cin o a o e t fg sCO2 h n m anl n l z s te e fc ftc oogc lno msa p at n tc ni e fs l-s ede l i g o h o ,t e i y a a y e h fe to e hn l ia r nd o er i e h qu so ef hil d we d n n t e o
q ai fe g n e i g wed n , n n l n r d c st e if e c fp e a ai n b Nr l i g f t g u ,e u p n a u e n u l y o n i e r l ig a d f al i t u e h n u n e o rp r t e e wed n , t n p q ime tme s r me t t n i y o l o i i
we d n e hn l g ffue —c r d wie l i g tc o o y o l x o e r ,whih h s c a a trsislke t e hih d g e fa tm ai n h o d qu lt fwe d n ,t e c a h r ce tc i h g e r e o u o to ,te g o aiy o l i g h i f lu e o l n tras nd t e l w o p e en i e c s fe uim e t ul s fwedig mae l,a h o c m r h sv o to q p n .The i spontd o h tt s tc noo y i an y a i n ti i e utt a hi e h lg sm il p— p id t he i usre fh a y ma hi r le o t nd t so e v c ney,ee ti o re ui i lc rc p we q pme t n ,per c m ia nd t ,ta s o tto to he c li us ̄ r n p ra in,a c ie t a n n e ng r h tcur le gie r , i a d a r s ac nd a i t n.e p ca l h d n fb g o e l g it c r ns fs in pr s u e pie i s The sud o p r st e n e o p e a v ai o s e ily t e weli g o i —b r on —d san e ta n so e s r p lne . i t y c m a e h
全自动气体保护焊药芯焊丝与实芯焊丝的工艺价值分析
线预制 生产 中 , 由于当时 对焊 接设备 的性 能 , 作 但 操
手法不 熟悉 , 国产 实芯 焊丝 粗细不 均匀 , 工对 此 自 职 动气体 保 护焊 的意识 不够 , 因此 , 在管 线预 制 中其 经
1 药芯焊丝与实芯焊丝 的气体保护焊 现场焊接对 比试验
1 1 试 验方 案 .
进行全程记录, 试验有关 参数 、 材料消耗量、 焊接用 时等 , 见表 2 。
表 1 全 自动气体 保护焊药芯焊丝与实芯焊丝对比试验 方案
12 1 对 比试 验结 果分析 ..
1 2 2 对 比试验 成本 分析 ..
根据对 比试 验方 案记 录数据 , 知 : 芯焊 丝焊 可 药 接 用 时是实 芯焊 丝 焊接 用 时 的 15倍 , . 即在 理 想 条 件 下 , 自动气 体保 护 焊 药 芯焊 丝 工 作 效 率是 实 芯 全 焊 丝 的 14倍 。 .
济效益 和工效 都 远 远未 能 体 现 出其 真 正 的优 越 性 。 最近 , 随着全 自动 气 体保 护 焊 在 奥 特公 司相 关 技 术
人 员 的帮助下 , 用 药 芯焊 丝 和 对该 焊 接 设 备 生 产 采 技术 的提高 , 焊 时 焊接 性 能 稳定 , 焊 效率 高 、 施 施 成 本低 , 能 、 缝成形 美观 、 节 焊 环境 污染 小 , 对 利于 文 相
艺管线预制 中有推广应用的价值 。
关键词 : 自动气体保护焊 ; 全 工艺 ; 价值分析
中 图分 类 号 :G 4 T 40
从 20 06年开 始 , 自动气体保 护 焊就 开始 投入 全
应用 于兰 州 石 油化 工 公 司 8万 ta T E装 置 的 管 /M B
经统计 , 综合工效提高了 2倍 , 成本降低了 4 % , 0 而 且焊 接质 量受 到 了业 主们 的一致 好 评 。
喷涂药芯焊丝特点
喷涂药芯焊丝特点大家好呀!今天咱就来好好聊聊喷涂药芯焊丝的那些特点。
这玩意儿在工业领域那可是相当重要的,很多地方都离不开它呢。
一、焊接效率高。
你想想啊,在一些大型的工程或者生产线上,时间就是金钱呀。
喷涂药芯焊丝在这方面就表现得特别棒!它的送丝速度比较快,能够在短时间内完成大量的焊接工作。
就好比你吃饭,别人还在慢悠悠地嚼呢,它已经风卷残云般把活儿干得差不多啦。
而且啊,它不需要像传统焊丝那样频繁地更换焊条,这样就大大减少了中间停顿的时间,让整个焊接过程更加流畅高效,简直就是焊接界的“效率达人”。
二、焊接质量好。
这可是喷涂药芯焊丝的一大亮点哟!它在焊接的时候,能够产生比较稳定的电弧,就像一个听话的小助手,始终稳稳地帮你完成焊接任务。
而且呀,药芯里面的各种成分在焊接过程中会发挥神奇的作用,能够有效地去除焊缝中的杂质和气体,让焊接出来的焊缝更加致密、均匀,强度也更高。
就好像给焊接部位穿上了一层坚固的铠甲,质量杠杠的!比如说在一些对质量要求特别高的汽车制造或者航空航天领域,喷涂药芯焊丝就大显身手啦,为这些重要的产品保驾护航。
三、工艺适应性强。
喷涂药芯焊丝就像一个万能选手,各种焊接位置和材料它都能轻松应对。
不管是平焊、立焊、横焊还是仰焊,它都不在话下。
而且对于不同的金属材料,像碳钢、不锈钢、合金钢等等,它也能根据具体情况进行焊接。
就好比一个厨师,不管你给他什么食材,他都能给你做出美味的菜肴来。
这种强大的适应性,让它在很多不同的行业都得到了广泛的应用,真的是超级实用呢!四、操作方便。
对于那些焊接工人来说,操作方便可是很重要的一点哟!喷涂药芯焊丝在这方面也考虑得很周到。
它的使用方法相对简单,不需要太复杂的操作技巧,就算是新手也能比较快地上手。
而且它的飞溅比较小,这样在焊接过程中就不会搞得周围到处都是飞溅的金属颗粒,既保证了工作环境的整洁,也减少了对工人身体的伤害。
就像是一个贴心的小伙伴,让工人们在工作的时候更加舒心、安心。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自保护药芯焊丝除药芯焊丝特点外的优缺点
自保护药芯焊丝作为一种高效及适合室外作业的焊接材料,在船舶、钻井平
台、石油管道、集装箱等焊接领域备受青睐。
自保护药芯焊丝除具有药芯焊丝的特点外,还具有以下优点:①不需外加保
护气源,减轻了焊枪重量,简化了结构,更便于操作:②具有优良的抗风能力,
通常能在四级风下顺利施焊;③对装配尺寸的要求不高;④优良的抗锈能力。
但自保护药芯焊丝也存在工艺参数适应性小、烟尘较大、操作工艺性和接头
力学性能很难统一等不足,使其应用受到某些限制。这是由于其结构和药粉填充
量低.药芯在内,钢皮在外,使得对熔滴、熔池的保护不足而引起的。相对于气
保护药芯焊丝而言,自保护药芯焊丝飞溅较大,烟尘较多,熔敷金属的冲击韧性
较低。