铸铁件冒口设计
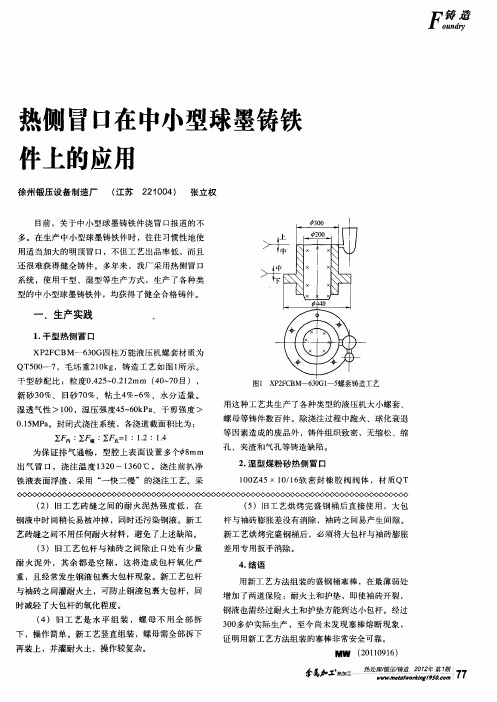
热侧冒口在中小型球墨铸铁件上的应用
w w . e o w o kn l S . c m  ̄ m tl r ll g O o
‘ ,… 参 工 热 工 , ’ W 磊 加
直径 高度
热侧冒 口参考尺寸
冒口 窝 冒 口颈 冒 口颈 j冒口颈
1 2 l 1 3 0~ 0 5~ 0
新砂5 %、旧砂5 %、煤粉5 0 0 %~6 %、膨润土4 %~ 5 %,碳酸钠 ( 以膨润土为基数 )4 %,水分 ≤5 %。
透 气性 8 ~9 ,湿 压 强 度8 ~10k a 0 0 0 0 P 。采 用 充 型 平稳 、撇渣 效 果好 的半封 闭式 浇 注 系统 ,各浇 道 截 面 积 比 为∑ : F ∑ : F = 1 08 ∑ 内 l: . 2: .,两端 法
件 内部组 织 的致 密 性 。
图2 0Z 5 01—0 阀体铸造工艺 10 4 ×l/6 l
二 热侧 冒口的设计原则
根据球墨铸铁石墨化膨胀时具有 自补缩的凝 固
特 点 ,以及 收 缩量 与 膨胀 量 的 不 确定 性 和收 缩 速度 的可 变性 , 中小 型铸 件采 用 以 补缩 为 主 、充 填 为辅 的设 计 原 则 。热 侧 冒 口的直 径 与 高度 是 重要 参 数 ,
.
重 ,且 经常发生钢液包裹大包杆现 象。新工艺包杆
与袖砖之 间灌耐火土 ,可防止钢液 包裹大包杆 ,同 时减轻 了大包杆的氧化程度。
用新工艺方法组装的盛钢桶塞棒
,
在 最 薄 弱处
增加了两道保险
耐火土和护垫 ,即使袖砖开裂 , 钢液也需经过耐火土和护垫方能到达小包杆
:
。
经过
( ) 旧工艺 是 水平 组 装 ,螺 母 不用 全 部拆 4 下 ,操作简单。新工艺竖直组装 ,螺母需全部 拆下 再装上 ,并灌 耐火土 ,操 作较复杂。
均衡凝固技术系列讲座:第三讲 铸铁件冒口设计方法
均衡凝固技术系列讲座:第三讲铸铁件冒口设计方法
洪礼华;魏兵
【期刊名称】《机械工人:热加工》
【年(卷),期】1996(000)004
【摘要】1.收缩模数法(1)冒口模数冒口模数计算公式如下: MR=f1·f2·f3·Mc 式中MR——冒口模数,cm MC——铸件模数,cm f1——冒口平衡系数,冒口原始模数与残余模数之比,取.f1=1.2 f2——收缩模数系数,f2=0.25~0.85 f3——补缩压力系数,补缩完成后冒口中残余铁水的压力,或称安全系数f3=1.0~1.3 (2)冒口体积冒口体积的基本计算公式如下: VR=VC·F/(η-F)
【总页数】3页(P19-21)
【作者】洪礼华;魏兵
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG250.6
【相关文献】
1.均衡凝固技术系列讲座第一讲铸铁件均衡凝固工艺(上) [J], 洪礼华;魏兵
2.均衡凝固技术系列讲座第一讲铸铁件均衡凝固工艺(下) [J], 洪礼华;魏兵
3.均衡凝固技术系列讲座第二讲铸铁件冒口的类型及应用 [J], 洪礼华;魏兵
4.均衡凝固技术系列讲座:第四讲无冒口铸造工艺 [J], 洪礼华;魏兵
5.均衡凝固技术系列讲座——第六讲压迫浇冒口系统(二) [J], 洪礼华;魏兵
因版权原因,仅展示原文概要,查看原文内容请购买。
厚大灰铸铁件上小冒口的研究及应用

4 - , 7艺出品率大幅提高 ,旧 7艺 2 -
◇
工艺 简单, 操作上也几乎没有什么难度。 凝固。
3 小冒口工艺设计要点 . 2
1 ̄6 而 有利于铁液平稳充型,而且 由于内浇道 中冒 口重量 占铸件重量的 2% 2%,
件产生缩松、 缩孔的缺陷。 毋s 。掘下表所示 4 . 冒口的使用不仅节约大量的 3小
扰所抵消, 而造成 冒口根部的缩于 、 从 u缩 注系 统各 蛆元 尺 寸 比例 如 下 f 位 单 松缺陷。
mm)
当量, 加强其石 墨化 膨胀 的作用。 4 铸件质量检测
Байду номын сангаас
直浇道截面 :7 00
数量 1 个
41采 用小 冒 口工 艺生产铸件 , 经 质量检验 , 其结果是 冒口根部的缩孔、 缩
重量及补缩距离在铸件上设置相应的几 个大明冒口。 图二所示。 如 用这种方法生 产铸件工艺布置复杂 , 难度大 . 操作 冒口 去除困难 , 出品率低 , 时冒口的重 工艺 有
量超过铸件重量 的 4%,并且在 冒口根 0
铸铁 件的收缩值 除和浇 注湿度、 化 断面灰铸铁件采 用了有限补缩的方法 ,
维普资讯
D婪 袭 点
厚大灰铸 铁件 上小 冒 口的研 究及应用
岳世琦 兰扑石油化工机器总厂铸铁 分厂 705) 、 3 0 0
3厚断面灰铸铁件有 限补缩的实践 . 所谓有限补缩 ,是 指在铸件上设 置
一
个小 冒I J以补充铸件 在 均衡凝固 阶
1 . 铸铁件的收缩特点
’的拉环 、 屯 冲模系列工装件。 此类铸件特 点是壁厚均匀 , 形状简单 , 属典型的灰铸
铁厚太件。 31 铸造工艺 .
球墨铸铁浇冒口系统设计的关键 (一)

球磨铸铁浇冒口设计的关键第一部分浇流道系统设计1.0浇流道系统设计1.1要求快速浇铸:使充型过程中温度损失最小使冶金学性能衰减最小使氧化物最少清洁浇铸:避免浇铸过程中产生炉渣(浮渣)设计的经济性:使铸件产量最大化1.2关键组成:所示的所有组成部分要求炉渣缺陷最小化1.3规划考虑设计基本设计:优化对铸件的空间利用;冒口设计方法的选择;设置分型面以最小化对模芯的需求;铸件设置在上模中;平稳填充;简单对称的设计系统;同一铸件使用相同的浇冒口;可能的话,在多个铸件上使用一个冒口;在分型面上给浇冒口系统留下足够的空间;具体设计如下:1.4阻流阀的作用定义:阻流阀是浇道系统中一块横截面积,它决定充型时间有两个正确的位置设置阻流阀,因此有两个基本的浇道系统:在简单的浇注系统中,1)阻流阀位于流道和浇口的连接处。
2)阻流阀位于直浇道与横浇道的连接处。
1.5 选择浇流系统类型在浇口-横浇道系统中,铸件分别被一个或多个阻流阀或浇口阻挡。
在直浇道-横浇道系统中,很可能几个铸件共用一个阻流阀。
使用直浇道-横浇道系统在一个模具里生产大量小型件,这是不切实际的对每个铸件分别设置阻流阀(阻流阀尺寸非常小),极大的依赖于模具技术及浇注温度大部分情况下是使用浇口-横浇道系统浇口-横浇道系统与直浇道-横浇道系统特点的结合形成混合系统。
这通常用在要求运输铁水到复杂的铸件型腔的流道系统中。
1.6摩擦并非直浇道顶部所有铁水的潜能都可以转换为铸造型腔中的机械能随着铁水与型腔内壁的撞击和铁水之间的撞击,一些潜能损失在摩擦上由于摩擦造成的损失,延长了模型填充时间,必须考虑何时计算阻流阀截面积和浇铸时间。
选择fr,摩擦损失因子,作为能量损失的估计值对于薄壁平板:fr—0.2对于厚重立方体:fr---0.81.7浇铸时间尽可能快的符合人们的能力及生产例程推荐的浇注时间:非常近似的指导,铸件质量+冒口质量1.8阻流阀的横截面积对总的浇铸质量选择最快的实际浇铸时间(t,sec.)选择合适的fr值确定总的浇铸体积/阻气阀(V)V是所有铸件及冒口,特定阻流阀的下游之和体积=质量/密度液态铸铁,密度=0.25磅/立方英尺或0.007KG/cm3Determine effective ferrostatic head in sprue (H.)确定铸件在上模中的高度(b.)根据Torricelli,铁水在阻流阀的流速当铸件完全处在下模,当铸件完全位于上模,当铸件位于上模和下模中,可以从下面的图谱中,选择合适的Ac图谱数据基于平均上模高度(依铸造不同而变化)。
几种类型的冒口设计

几种类型的冒口设计1.1.冒口类型的选择1.2.普通冒口设计方法以下摘自《西班牙汽车铸铁件浇冒口系统的设计及其特点》 1.2.1.缩管法1.2.2.缩管法冒口设计程序1.2.2.1.考虑铸件材质和重量1.2.2.2.找出关键几何热节,按下表计算热节处模数W(有文献标为“Ms”,称为有效模数,不散热面不能计入。
)Mr = km x Ms Ms 是铸件的关键模数, Mr 是补缩冒口的模数,km 是常数,灰铸铁与球铁不一样。
• 亚共晶灰铸铁为0.6-1.0;• 球墨铸铁为0.8-1.1;• 可锻铸铁为1.2-1.4;• 钢为1.2-1.4;• 铜合金为1.2-1.4;• 铝合金为0.8-1.1。
1.2.2.3.通过W值计算出冒口补缩距离Ld=0.32W2(mm),又有补缩距离最大为10Mn(冒口颈模数)1.2.2.4.冒口的计算z Dp的计算和Hp的预定,Dp=85(Cw/Hp)1/2(mm)。
一般Hp/ Dp=2~2.5 Cw—需冒口补缩的铸件重量之和(Kg),假想缩管重量Q=0.04 Cw(Kg)。
z冒口顶端直径1.1Dp≥直浇道下端直径z冒口颈高宽比 0.75W:1.25W=1:1.67z冒口颈长度 18mm,并愈短愈好。
以下摘自《DUCTILE IRON-The essentials of gating-中文版》,适用于球铁。
1.3.控制压力冒口当铸型强度不够且铸件的模数远大于0.16 英寸(4mm)时,运用控制压力冒口。
大部分的湿型砂和覆膜砂选用该种方法。
1.3.1.控制压力冒口设计步骤:1.3.1.1.标准冒口形状见下图671.3.1.2.确定铸件特征(关键)模数Ms(上文为“W”)1.3.1.3.确定冒口颈模数MN1.3.1.4.确定冒口模数MR1.3.1.5.控压冒口系统中的Ms 和M N 和M R 的关系见速查图.dwg图5 。
M N和Ms的关联系数f 见速查图.dwg图4。
1.3.1.6.补缩距离最大为10M N,(又有Lp=0.32W2 公式)1.3.1.7.C ard5为有效冒口高度1.3.1.8.圆形或方形的冒口颈直径或边长=4M N1.3.1.9.长方形冒口颈 短/长边宽=3M N/6M N(又有公式=0.9 Ms/1.5 Ms)1.4.瓶状冒口1.4.1.柱状冒口公式1.4.2.冒口直径=4Ms+冒口顶部直径1.4.3.铸件补缩金属=4%浇注重量1.4.4.冒口高度=H/D 之比×冒口顶部直径1.5.无冒口设计1.5.1.当铸型的强度较高并且铸件的模数大于1.0(25mm),选用无冒口。
iData_运用均衡凝固理论设计铸铁件的补缩溢流冒口_连炜
式中: k1为直浇道与横浇道有效截面比; k2为直浇道与
内 浇 道 有 效 截 面 比 ; "1、 "2、"3分 别 为 直 浇 道 , 横 浇 道, 内浇道流量系数, 取"1=0.5, "2=0.5, "3=0.6计算得 k1=( 0.5 ×1.0) /( 0.5 ×1.7) =0.59, k2=( 0.5 ×1.0) /( 0.6 ×1.8) =
铸
件
质
量
周
界
商[1]Qm=
G MC3
=36
kg/cm3
收缩时间分数PC= e(
10
0.5MC+0.01Qm)
=0.36
收 缩 模 数 系 数 f2= !PC =0.6; 铸 件 收 缩 模 数 MS= f2MC=0.8 cm 1.2 用收缩模数法计算冒口模数MR
MR=f1 f2 f3 MC 式 中 : f1为 冒 口 平 衡 系 数 , 取f1=1.20; f3为 冒 口 压 力 系 数, 取f3=1.10。MR=1.2×0.6×1.1×1.33=1.06 ( cm) , 理论 计算冒口直径为 ( 6MR) !64 mm, 生产中取!70 mm, 高130 mm, 具有一定安全裕量。 1.3 冒口颈模数MN的计算
MN=fp·f2·f4·MC
基金项目: 国家科技成果重点推广计划项目 ( 工3-1-5-2) 。收稿日期: 2008- 05- 29收到初稿, 2008- 07- 18收到修订稿。 作者简介: 连炜 ( 1964-) , 女, 山西太原人, 教授, 研究方向为铸造工艺及机械设计。E-mail: lw6868@126.com
Ma te ria l S cie nce a nd Engine e ring, Xi'a n Unive rs ity of Te chnology, Xi'a n 710048, S ha a nxi, China)
球墨铸铁冒口形状及位置ppt实用资料

球墨铸铁铸件生产技术课程
职业教育材料成型与控制技术专业教学资源库
观
球墨铸铁铸件生产技术课程
职业教育材料成型与控制技术专业教学资源库
职业教育材料成型与控制技术专业教学资源库
球墨铸铁冒口形状及位置
制作人:贺生明 榆林职业技术学院
球墨铸球铁墨铸铸铁件铸生件产生产技技术术课课程程
职业教育材料成型与控制技术专业教学资源库
一、冒口的形状
降低冒口的散热速度, 延长冒口的凝固时间,应 该尽量减少冒口的表面积。 实际生产中应用得最多的 是圆柱形、球顶圆柱形、 腰圆柱形冒口,如图1。
h冒1口h2应h尽3--可分5能别.放表冒在示铸缩口件孔的深应加度工尽面上可,以能减少放精整在铸件铸的工件时。的加工面上,以减少精整铸件
图3 不同高度冒口的隔离
的工时。 冒口位置不合理,不但不能消除缩孔和缩松,还可能引起其他缺陷(如裂纹、变形、应力等)。
图4 一个冒口补缩几个热节 图2 钢锭纵剖面形状对缩孔深度的影响示意图 当铸件不同高度上的热节需要补缩时,可以分别设置冒口,但各冒口的补缩区域应采用冷铁予以区分,如图4所示,以防高位冒口在补 缩铸件的同时还要对低位冒口进行补缩,致使高位的铸件出现缩孔缩松。 1-顶明冒口 2-铸件 3-侧暗冒口 4-外冷铁
铁予以区分,如图4所示,以防
高位冒口在补缩铸件的同时还 要对低位冒口进行补缩,致使
图3 不同高度冒口的隔离 1-顶明冒口 2-铸件 3-侧暗冒口 4-外冷铁
高位的铸件出现缩孔缩松。
铸铁件收缩模数法冒口设计

关键 词 : : 计 ; 缩 时 间; 缩 率 冒1设 收 7 补 中图 分 类 号 : G2 1 T 4 文献 标 识 码 : A
止补缩时 ,冒口中还有一定的残余铁液压头。
4)补 缩 源 的设 置 ,导 致 在 连 接 区域 形 成 接 触 热节 ,但 不要 因为设 置 冒 口而延 长 铸件 的凝 固时 间 和 收缩 时 间 ,应 以不 延 长补 缩对 象 的凝 固时 间为 原 则 ,为此 ,冒 口不要 开设 在铸件 的几 何热 节上 。 均衡 凝 固的 补缩 设计 思 想是 :补缩 液源 能 够 提
2 补缩液源应具有足够的补缩 液量 ,以保障 )
收 稿 日期 :0 6 0 — 6修 回 日期 :06 0 — 8 20 — 4 2 : 2 0 — 5 0
作者简 介: 国斌 ( 9 4 ) 男, 卢 17 一 , 山西万荣人。19 年 7月毕 95
业 于 太原 理 工 大学 , 工程 师 。
补缩 对象 的 收缩需 求 。 3)补 缩 源 应 具 有 克 服补 缩 流 动 传 输 沿 程 阻 力 的 补缩 压力 ,使 补 缩液 体定 向流 到需 要补 缩处 ,保 证铸 件 在凝 固过 程 中一 直处 于 正压 状 态 ,即 冒口停
间分 数 和 补 缩 率 的 定量 计 算 ,提 出 了铸 铁 件 收 缩 模 数 法 冒 1 : 7
象 的补 缩模 型 ,可 以用 收缩 时 间分数 ( 、补 缩率 ) ( )概 念来 描述 。 1 )收缩 时 间分 数 (c:补缩 对 象 在 凝 固 过程 P)
中膨胀一收缩动态叠加净结果 为 0的时间为补缩对
象 的均 衡 点 时间 ,即表观 收缩 时 间 。定 义补 缩 对象
凝 固到达均衡点的时间,保证补缩液量能够流动传
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Qm=
G Mc3
(2)球铁件收缩时间分数
Pc=
1.0 e
(0.65Mc+0.01Qm)
3 冒口体模数MR MR=f1f2f3Mc
f1 ——冒口平衡系数 取f1=1.2
f2 ——收缩模数系数 f2=√Pc f3 ——冒口压力系数 f3=1.1~1.3
4 冒口颈模数MN
MN=fp.f2.f4 Mc
(3)直浇道模数 MZ MZ=f直.f1f2f3Mc
f1 ——冒口平衡系数 取f1=1.2
f2 ——收缩模数系数 f3 ——冒口压力系数 f3=1.1-1.3 f直浇道流通效应系数=0.70-0.80
(4)横浇道模数 Mh
Mh=f横.f2.Mc
f2 ——收缩模数系数 f横浇道流通效应系数=0.75~0.85
⑸冒口的压力使铸件凝固过程处于正压 状态; ⑹冒口颈 短、 薄、 宽。
可见,铸铁件均衡凝固有限补缩 设计的冒口位置、冒口大小、冒口补缩 时间等与顺序凝固有显著不同。
2 铸铁件收缩时间分数
(1)灰铸铁件收缩时间分数 PC=
PC=
AP AC
1.0
e (0.5Mc+0.01Qm)
e=2.7
Mc ——铸件模数 Qm ——质量周界商
fp ——流通效应系数 fp=0.45-0.55 f4 ——冒口颈长度系数 f4=0.8~1.0
5 冒口个数(均衡段的个数)
均衡段 冒口位置
均衡段
6 无冒口铸造工艺
无冒口铸造的本质是浇口当冒口
7 浇口当冒口补缩工艺
(1)补缩模型
(2)浇注系统流通效应:金属液流
过、通过直浇道、横浇道、内浇道 时,周围的型砂被加热,凝固时间 延长的热效应。为此,小的浇注系 统模数可以有长的凝固时间。流通 效应系数推荐为: f直浇道流通效应系数=0.70~0.80 f横浇道流通效应系数=0.75~0.85 f内浇道流通效应系数=0.35~0.40
铸铁件冒口定量设计
西安理工大学 魏兵
2008.03.28
1 冒口设计原则
⑴ 冒口补缩时间要长于铸件收缩时间AP,即冒口 的模数 Mr要大于铸件的收缩模数 Ms; ⑵冒口能提供的补缩液量要大于铸件表观收缩量; ⑶冒口位置不要放在铸件的几何热节上,防止接 触热节的产生; ⑷冒口和铸件之间存在补缩通道,补缩通道的模 数大于收缩模数;
Hale Waihona Puke 10 铸铁件冒口系列1989年国家科委成都均衡凝固推广班
谢 谢!
铸造技术杂志社祝会议圆满成功
提高铸造企业工艺水平和铸件品质
提高中国铸件在国际市场上的竞争力
(5)内浇道模数Mn Mn=f内f2.f4Mc
f4 ——冒口颈长度系数 f2 ——收缩模数系数 f内浇道流通效应系数=0.35-0.40 f4=0.8-1.0
8 浇注系统充填与补缩一体化设计
(1)充填设计 (2)补缩设计 (3)取二者较大者,再核算 (4)给出二者都满足的尺寸
9 应用举例
教材:铸件充填与补缩工艺定量设计理论及计算 (1)应用均衡凝固收缩模数法设计补缩式浇注 系统消除球铁油缸铸造缺陷(64页) (2)均衡凝固飞边冒口在汽车转向助力泵体铸 件上的应用(67页) (3)ZTW-A-02摩擦片缸套铸铁件平做平浇爬 芯工艺(111页) (4)浇注系统和冒口联合补缩消除球铁镶圈铸 件缩孔缺陷(125页)