周转箱改善项目概述(PPT41页)
精益生产-改善项目案例讲解共45页PPT

42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
精益生产-改善项目案例讲解
36、如果我们国家的法律中只有某种 神灵, 而不是 殚精竭 虑将神 灵揉进 宪法, 总体上 来说, 法律就 会更好 。—— 马克·吐 温 37、纲纪废弃之日,便是暴政兴起之 时。— —威·皮 物特
38、若是没有公众舆论的支持,法律 是丝毫 没有力 量的。 ——菲 力普斯 39、一个判例造出另一个判例,它们 迅速累 聚,进 而变成 法律。 ——朱 尼厄斯
标准托盘、周转箱(筐)循环共用体系建设与运营方案(一)

标准托盘、周转箱(筐)循环共用体系建设与运营方案1. 实施背景随着中国物流行业的快速发展,标准化和集约化成为提升产业效率的关键。
托盘和周转箱(筐)作为物流运作的基本单元,其循环共用体系的建设与运营成为行业关注的焦点。
传统的托盘、周转箱(筐)一次性使用模式不仅浪费资源,还增加了企业运营成本。
因此,建立标准化的托盘、周转箱(筐)循环共用体系势在必行。
2. 工作原理标准托盘、周转箱(筐)循环共用体系基于物联网技术,通过智能芯片和传感器实现对托盘、周转箱(筐)的实时监控和追踪。
企业通过数据中心和智能APP实现资源的高效调度和管理。
该体系利用共享经济模式,将托盘、周转箱(筐)的租赁、回收、清洗、维修等环节纳入规范化管理,实现资源的循环利用。
3. 实施计划步骤1.调研市场,明确需求:对目标市场进行深入调研,了解企业对托盘、周转箱(筐)的需求类型、数量和使用频率。
2.建立标准,设计系统:根据调研结果,制定托盘、周转箱(筐)的制造标准和规格,设计循环共用系统架构。
3.选定试点,建设网络:选择具有代表性的企业作为试点,建立托盘、周转箱(筐)的租赁、回收、清洗和维修服务网络。
4.推广应用,优化运营:根据试点项目的运营情况,不断优化和完善循环共用体系,逐步推广至其他企业。
5.扩大规模,实现全国覆盖:根据市场需求和运营情况,逐步扩大循环共用体系的覆盖范围,最终实现全国性网络的建设。
4. 适用范围该循环共用体系适用于各类需要进行货物运输和仓储的企业,特别是那些对物流效率要求较高的行业,如电商、快递、冷链物流以及制造业等。
同时,该体系还可为政府提供数据支持,为政策制定提供科学依据。
5. 创新要点1.标准化设计:通过制定统一的托盘、周转箱(筐)制造标准,实现不同企业之间的无缝对接,提高运作效率。
2.循环共用:通过智能调度和租赁回收机制,实现托盘、周转箱(筐)的高效循环使用,降低企业运营成本。
3.物联网技术应用:利用物联网技术实现对托盘、周转箱(筐)的实时监控和追踪,为企业决策提供数据支持。
周转箱
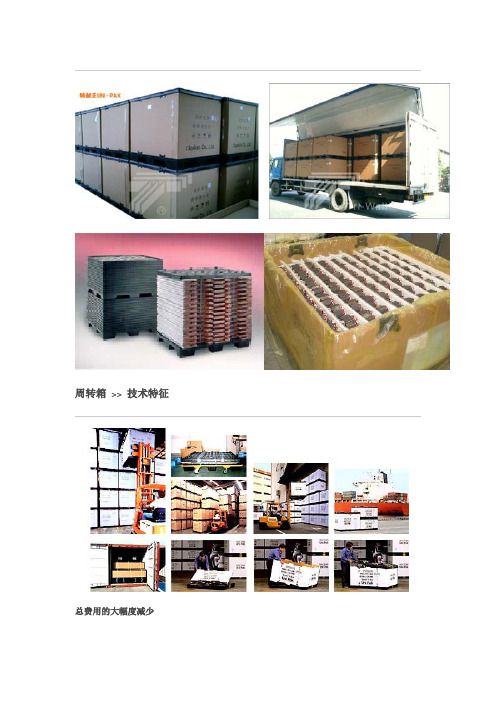
周转箱>>技术特征总费用的大幅度减少使运送和保管一体化的包装统一的周转箱系统具有各种的优点,为流通的总费用的大幅度减少做出了贡献。
由于周转箱在耐压强度、耐久性、耐震动性方面具有优点,因此它作为通用箱不仅在输出方面而且在输入方面能广泛的被应用。
由于轻量,运载效率好,使得装载费用、输送费用大幅度的被削减。
由于能将盒子折迭,因此它在在库时、出货时能使保管空间得到有效利用,从而使得保管料,出货费用得到了削减。
使捆包作业得到大幅度简略化的周转箱系统,实现了作业时间和人工费的减少。
像这样的周转箱系统,为贯穿捆包、包装、装卸、输送、保管等的流通费用的削减作出了贡献,创造了高效率、高品质的周转箱系统。
作为通用箱最适合的强度·耐久性被通用箱使用的无盖箱是由AAA构造的七层瓦楞纸箱组合而成,它的强度适用于美国联邦规格PPP-B640d,铁道规格Rule41、卡车规格Rule222等世界42国家的政府关连规格。
由于被世界公认的优强度、耐久性、耐气侯性、耐震动性,通用箱不仅作为国内的通用箱而且在输出入用的通用箱中发挥了它的威力。
由于轻量、内藏量大,可以说它最适合于近年来急速增加的航空运输。
能简单交换的无盖纸箱与特殊耐久的塑料托盘能长期得到使用。
无盖纸箱上,能印刷用途、公司名、商品等,使得在输送保管时候的确认得到简便。
具有堆积放置的拔群的耐压强度周转箱由塑料托盘与Tri-wall无盖纸箱而组合,从具有拔群的耐压强度。
周转箱,由高密度BA50-100合成树脂特殊成型,和双重盒子而构成,使耐压强度更上一层。
它的托盘强度为54,00"×44,00",最大可以达到2,00吨。
托盘考虑到作业性在4个角上装上活动插销,提高了角部的安定性。
它是仓库内的堆放,移动,捆包、储藏物的确认作业得到方便的最适合的储藏箱。
作为在库管理等的储藏箱它能被长时间内使用。
能证明它的耐久性的托盘上刻印着它的生产年,月,日。
现场改善方案及几点建议ppt

通过采用精益生产理念和工具,加强 现场管理和人员培训,提高员工素质 和技能水平,实现生产过程的可控和 稳定,提高生产效率和产品质量。
实施改善方案后,生产效率和产品质 量得到了显著提升,缩短了产品交货 期,提高了客户满意度,为公司创造 了更大的经济效益和社会效益。
对未来工作的展望
进一步完善生产流程和设备布局,持续优化生产计划 和物料管理,实现生产过程的进一步优化和提升。
03
提高生产安全性
自动化设备可以提高生产安全性,减 少工伤和职业病的发生率。
改善方案三:优化现场布局
提高空间利用率
通过合理的现场布局设计,可以提高空间利用率 ,降低生产成本。
提高物流效率
通过合理的现场布局设计,可以提高物流效率, 降低物流成本。
提高员工工作效率
通过合理的现场布局设计,可以提高员工工作效 率,提高生产效益。
03
对改善方案的几点建议
加强员工培训和意识教育
总结词
详细描述
提升员工技能与素质
总结词
通过定期的内部培训、外部培训以及在线学 习,提高员工的专业技能和综合素质,增强 员工的生产效率意识。
详细描述
培养自主管理意识
推行员工自主管理,培养员工的主人翁意识 ,提高员工发现问题、解决问题的能力,降 低生产事故发生率。
深入推进精益生产理念和工具的应用,扩大精益管理 的覆盖面,提高公司的整体精益管理水平。
加强与供应商的合作与协调,推动供应商参与改善, 降低采购成本和库存成本。
加强员工的培训和教育,提高员工的素质和技能水平 ,培养一支高素质、高效率的优秀员工队伍。
THANK YOU.
2023
现场改善方案及几点建议
目录
• 引言 • 现场改善方案 • 对改善方案的几点建议 • 结论
提高物资周转率ppt课件

项目
频数
比率
超储备物资
30
正常储备
5
积压物资
5
零储备物资
2
其他物资
3
合计
45
累计比率 66.67% 11.11% 11.11% 4.44% 6.67%
100%
66.67% 77.78% 88.89% 93.33%
100% 100%
45
100%100.00%
40
88.89%93.33% 90.00%
35 30
提高物资周转率
发布人:
精选编辑ppt
1
一、小组概况
小组 名称
所在 部门
注册号
TQC教 育情况
QC小组
成立日期
2009.01
发布人
课题类型
管理型
组长
登记日期
2009.02
成员 人数
人均48小时 考试成绩优秀
活动次数
每月2-4次
活动 时间
精选编辑ppt
9
2009/2 ~2009/12
2
小组成员状况
姓名
整体提高, 老业务员带新员工的办法 达到5分钟 2、每周三开展保管员识货
内能识别 训练 三种物品 3、举办技术比武
全 过 程
仓 库
转变员工 工作态度, 增强员工 责任心
组织讨论学习《为你自己工 作》、《与公司一起成长》、 质量管理知识等,并且每季 度进行一次“服务明星”评 比,充分调动员工工作积极 性
管天数过长,必须改进
调查分析 调查分析
非要因
要要13因因
七、制定对策
序 主要 号 原因
1
业务不 熟练
2
思想不 重视
车间项目改善立项课件

THANKS
感谢观看
3
对可能出现的风险进行预测和评估
风险预测及应对措施
应对措施 对可能出现的风险进行分类管理,采取不同的应对策略
根据风险预测,制定相应的应对措施和预案
在实施过程中,及时调整应对措施,确保项目的顺利进 行
06 预算与资源需求
设备及材料费用预算
设备购置费用
根据项目需求,列出需要购置的设备及其费用,包括设备型号、 规格、单价、数量等。
操作规范
制定详细的操作规程和安全操作规范, 确保员工按照标准操作,降低事故风险。
生产环境及安全改善方案
生产环境改善
优化车间布局,改善通风、照明等环境条件,提高员工舒适度和工作效率。
安全改善
加强安全管理和隐患排查,完善应急预案和安全防护措施,确保员工人身安全 和财产安全。
04 预期效果评估
设备性能提升评估
实施步骤及分工
收集相关数据和信息
根据现状分析,确定 改善的重点和方向
步骤二:制定改善方 案
实施步骤及分工
设计具体的改善措施和方案 制定实施计划和时间表
步骤三:资源分配与人员分工
实施步骤及分工
确定所需资源,包括人力、物力和财 力
组建项目团队,明确团队成员的角色 和分工
分配工作任务,明确各岗位的职责和 要求
设备维护保养
建立设备维护保养制度, 定期对设备进行保养,确 保设备的正常运行。
设备生产能力
评估设备的生产能力,了 解设备的产能是否满足生 产需求。
工艺流程分析
工艺流程合理性
检查现有工艺流程是否合 理,是否存在不必要的环 节或可以优化的环节。
工艺流程自动化
评估工艺流程的自动化程 度,确定是否可以通过引 入自动化设备或优化现有 设备来提高效率。
《精益改善周简介》课件
收集和分析数据
2
并设定可量化的目标。
通过数据分析来识别问题和潜在的
改善机会。
3
制定改善计划
基于数据分析结果,制定具体的改
实施改善计划
4
善计划和方法。
将改善计划转化为实际行动,并监
督改善过程。
5
监测和评估改善成果
通过持续监测和评估来确保改善成 果的可持续性。
精益改善周的工具和技术
价值流图
通过绘制流程图来识别和消除价值流中的 浪费。
《精益改善周简介》PPT 课件
通过本课件,让你了解精益改善周是什么,以及它的步骤、工具、案例分享、 难点和展望。
精益改善周是什么?
精益改善周是一种持续改善方法,旨在提高组织的效率和质量。它通过减少 浪费、提高流程和培养创新能力来实现变革。
精益改善周的步骤和流程
1
定义项目范围和目标
明确要改善的目标范围和关键指标,
创新解决方案
通过应用精益改善方法,解 决了一个多年存在的难题, 为公司节省了数百万资金。
团队协作
通过精益改善周,团队合作 解决了一个复杂的问题,增 强了团队凝聚力和创新意识。
精益改善周的难点和挑战
1 改变组织文化
改善周需组织文化的转变,这是一个长期而复杂的过程。
2 投资时间和资源
实施精益改善周需要投入大量的时间、人力和财力。
3 持续改进
精益改善周并不是一次性的,需要持续改进和不断优化。
精益改善周的总结和展望
总结
精益改善周是一种强大的 改善方式,可以提高组织 的效率、质量和创新能力。
展望
未来,精益改善周将在更 多组织中得到应用,并发 展出更多创新的工具和方 法。
建议和启示
外观不良改善报告ppt课件
XXXX纸箱外观 不良改善报告
作成:皇陵
印 XXXXXXXXXXX有限公司 章 XXXXXXX XXi XX XX environmentalXXXX science and XXXX Co Ltd
3:明确品质责任追究
责,对责任人严格按照
内部措施进行处罚,树
立良好的品质意识。
3:持续改善,强化7S
管理。
品质警报 7S管理
结案祝贺
结束
THANK!
临时对策
1:已出货产品客户挑选使 用,不良品由我司负责补 回。 2:对在库品及同系列进行 排查(已贴标封存)。
库存处理图片
原因分析
破损:产品保护不当,在坑机 线移动时容易被轮轴锐角刮伤。
脏污:1.车间生产环境局限性, 有较多灰尘,产品在车间摆放、 储存时未在产品上盖纸板,有灰 尘落在纸板上。
2.栈板或轮轴脏污,产品堆码时 未垫纸板进行保护。
粘合不良:纸箱成型后本身具 有一定的反弹力,初刷胶时由 于胶水未渗透,粘合效果未固 化,粘合面在重新复位过程形 成不规则的超边或缩边等形变 现象。
短期对策
破损: 1.加垫纸及挡板,防止产品被 轮轴锐角部分刮伤及其它损伤。
脏污:1.产品完成后在车间摆放、储 存时需在产品上加盖一层纸板 及用打包膜缠绕,防止有灰尘 掉落产品上。 2.成品及半成品堆码时在栈板 上垫上一张纸板。
3: 21S1108(5G2)无库存。
4:21S1109(5GC2)无库存。
以上返工选别的不良品已作报废处理。
横向展开
工厂启动全面改善项目42页PPT
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
工厂启动全面改善项目 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
拉
60、生活的道路一旦选定,就要勇敢地 走到底,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
精益改善项目实例PPT课件
* 首先,是基于诊断阶段的结果来设计并决策改善项目的总体概念; * 其次,是设计改善措施和改善手段并获得批准。 2. 实现上述目的的途径包括: * 借鉴成功的改善手段及方法; * 确定改善措施的优先顺序; * 专题研讨会; * 参观已经改善的企业或部门等.... * 还可采用实验、试错法、模拟等验证手法来校正设计出来的改善措施; 3. 沟通:员工及经理尤其是受直接影响的经理和其团队的理解及拥护是至关重要的因素。因此,在 设计阶段还要定义绩效沟通、确定对支援部门的需求、员工的融入、培训、积极的跟员工就未来的 目标状态、总体改善概念、员工个体可能涉及到的角色变化进行沟通。 4. 辅助的宣传手段包括固定的集会宣传场所、定期出通告等方法也能起到有效的加强沟通的作用、 提升改善的宣传力度,从而更加深入人心。
Implementation phase 执行阶段 1. 本阶段可根据先前制定的行动计划,积极的融入员工参与,并有控制有监督 的实施。 2. 控制和监督可通过定期对进度检查、不断的监督进展结果(图表、数据等) 来进行. 3. 如必要可对实施进度做必要的调整以及调整认为必要的整体性的措施。 4. 改善的执行阶段将会是所有阶段中最难的一关,各种意料不到的情况或员工 的不支持甚至消极抵制都可能出现。 3. 执行阶段的沟通尤为重要:
第17页/共53页
TP Process and Its Sample 改善项目流程及其样例
Preparation Phase Introduction 准备阶段介绍
第18页/共53页
TP Process and Its Sample 改善项目流程及其样例
Diagnosis Phase Introduction 诊断阶段介绍
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
816
243
29.8%
424
130
30.7%
547
189
34.6%
424
252
59.4%
潜在可使用周转箱数量——暂停后使用客
户
统计日期:2013.01—2013.06
客户码 客户名称
零拣出库箱数 可使用
已使用 潜在可使用 月均可使用
(仅A2和DP) 周转箱数 周转箱数 周转箱数 周转箱数
VOC:
可回收周转箱内附泡沫垫和固定绳,对零头商品能起到一定的保护作用, 减少药品破损情况发生,保证药品质量。
2、问题描述
• 周转箱回收率低,流失严重
– 2007年07月——2010年12月 前期投入周转箱已基本丢失。
• 周转箱周转周期长 平均寿命次数低
– 2011年01月—— 2013年06月
– 2011年01月——2013年06月
说明:拆零使用的5种纸箱,其中1号、5号纸箱因体积过大/过小 不适用周转箱。
现周转箱使用流程 内部流程
采购
入库
首次入库:条形码 回收入库:交接签收
出库运输
配送人员
外 质检
部
流
程
维修
客户交接
申领
复核组
客户交接
周转箱无签收
入库扫描 复核扫描
系统状态转为
“可用”
系统状态转为
“已分配”
客户使用
医院内部流程
提高周转箱回 收率
预期收益
关注过程
Yp1:平均寿命 次数
Yp2:平均周转 周期
4、缺陷定义
• 缺陷类型定义:主要为客户占用或丢失、不及时回收2类
序号
名称
定义
严重度
1
客户占用
可回收周转箱流转至客户处,被客户占用或丢
严重
失,不能回收周转。
2
不及时回收 周转箱流转至客户处,未能及时带回,周转时
严重
间长。
163011 192001 193011 202056 163001 193001 173001 133011 143001 163026 183016 203011 113001 192041 203001 143021 237001 143051 152086 123001 143026
客户名称
周转箱使用次数
丢失+医院库存
丢失频次比例
2294 562 1172 1050 987 2471 3051 1974 2402 398 1225 1132 646 491 471 353 297 816 424 547 424
23187
60 19 43 43 70 206 258 213 268 55 181 187 125 101 119 94 88 243 130 189 252
产品范围:周转箱
6、项目目标
• 梳理现有周转箱流程
• 周转箱平均寿命次数从7.88次提升到40次
• 单箱平均周转周期从6周降低为2周
纸箱成本
7、项目收益
周转箱成本
周转箱平均单价:69元
说明:拆零使用的5种纸箱,其中1号、5号纸箱因体积过大/过小 不适用周转箱。
纸箱成本
8、团队成员
周转箱成本
周转箱平均单价:69元
回收
周转箱无签收
入库
回收入库:交接签收
假设检验——周转箱流失与客户的相关性
周转箱流失列联表
序号 客户码 客户名称
周转箱 使用次数
1 163011 2 192001 3 193011 4 202056 5 163001 6 193001 7 173001 8 133011 9 143001 10 163026 11 183016 12 203011 13 113001 14 192041 15 203001 16 143021 17 237001 18 143051 19 152086 20 123001 21 143026
2294 562 1172 1050 987 2471 3051 1974 2402 398 1225 1132 646 491 471 353 297 816 424 547 424
丢失+医院 库存
60 19 43 43 70 206 258 213 268 55 181 187 125 101 119 94 88 243 130 189 252
周转箱改善项目概述(PPT41页)
周转箱改善项目
2013-11-08
周转箱改善项目概述(PPT41页)
1、项目背景
VOB:
“降本增效”是公司今年工作主题之一,拆零拼箱使用可回收周转箱代替 一次性纸箱可减少纸箱包材成本,而目前的周转箱回收时间长,回收率 低,流失严重,使用周转箱的客户订单经常因周转箱未及时回收不够使 用而依旧采用纸箱包装。
5、项目范围
Supplier 供应商
Input 输入
周转箱供应商
周转箱购入数量 周转箱发箱 周转箱盘点数量
部门范围:运作部、运输部
Process 过程
入库
申领
入库/出库 扫描
运输途中
客户交接
回收
入库
Output 输出
Customer 客户
周转箱平均寿命 次数增加;
平均周转周期缩 短;
周转箱试点客户
2944
2.62% 3.38% 3.67% 4.10% 7.09% 8.34% 8.46% 10.79% 11.16% 13.82% 14.78% 16.52% 19.35% 20.57% 25.27% 26.63% 29.63% 29.78% 30.66% 34.55% 59.43%
12.70%
3、CTQ树图分析
M阶段快速改善
• 暂停丢失频次比例高的客户
– 统计期内(2011.01—2013.06)丢失频次比例在30%及以上 – 暂停日期:2013-07-22
序号 客户码
1
237001
2
143051
3
152086
4
123001
5
143026
客户名称
周转箱 丢失+医院 丢失频次
使用次数
库存
比例
297
Hale Waihona Puke 8829.6%先后共投入周转箱3500个 其中6月底新投入600个.
平均周转周期:6周 平均寿命次数:7.88次
2、问题描述
使用周转箱客户丢失频次比例高
统计日期:2011.01—2013.06
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
合计
客户码
• 建立假设: – 原假设H0: 周转箱流失与客户相互独立 – 备择假设H1: 周转箱流失与客户相互不独 立
• Minitab验证:根据计算结果判断 p>0.05则H0成立 p<0.05则H1成立
卡方检验
• Minitab验证结果:
p=0.000<0.05
• 得出结论:
拒绝原假设H0,即
周转箱流失与客户不独立 周转箱流失与客户之间存在相关性