4复合材料连接设计详解
DGJ32TJ204-2016

复合材料保温板外墙外保温系统应用技术规程Technical specification for external thermal insulation systems of composite foam cement panel1前言为规范江苏省复合材料保温板外墙外保温系统在工程中的应用,保证工程质量,江苏省住房和城乡建设厅科技发展中心在全面分析复合保温板外墙外保温系统的性能及总结研究成果和实践经验的基础上,制订了本规程。
本规程共7章,主要技术内容包括:1 总则;2 术语;3 基本规定;4 性能要求;5 设计;6 施工;7 工程验收。
本规程由江苏省住房和城乡建设厅负责管理,江苏省住房和城乡建设厅科技发展中心负责解释。
各单位在执行本规程过程中若有意见和建议,请反馈在江苏省工程建设标准站(地址:南京市江东北路287号银城广场B座4楼,邮政编码:210036)。
本规程主编单位、参编单位、主要起草人和主要审查人:主编单位:江苏省住房和城乡建设厅科技发展中心江苏省建筑工程质量检测中心有限公司参编单位:苏州市金明塑料有限公司江苏博一节能科技有限公司昆山长绿环保建材有限公司常熟科盈复合材料有限公司江苏特友诺新材料科技有限公司主要起草人:潘文佳潘文正张亚挺张慧张卫国陈文海邓勤仓恒芳刘建石张金明陆小龙庄继昌陆雪荣陈国忠2目次1 总则 (3)2 术语 (4)3 基本规定 (6)4 性能要求 (7)4. 1 系统性能 (7)4. 2 材料性能 (8)5 设计 (11)5. 1 系统基本构造 (11)5. 2 一般规定 (12)5. 2 构造设计 (14)6 施工 (20)6. 1 一般规定 (20)6. 2 施工机具 (21)6. 3 施工工艺 (21)6. 4 施工要点 (23)7 工程验收 (28)7. 1 一般规定 (28)7. 2 主控项目 (30)7. 3 一般项目 (31)本规程用词说明 (33)条文说明 (34)31 总则1. 0. 1 为规范复合材料保温板外墙外保温系统的应用,保证工程质量,做到技术先进、安全可靠、经济合理,制定本规程。
第4章_聚合物基复合材料的界面

尽管表面积随着粗糙度增大而增大,但其中 有相当多的孔穴,粘稠的液体是无法流入的。无 法流入液体的孔不仅造成界面脱粘的缺陷,而且
也形成了应力集中点。
20
(6)变形层理论
该理论认为,压件表面有一层偶联剂涂层是柔性层,提供 具有“自愈能力”的化学键,在外载作用下,处于不断形 成于断裂的动态平衡。
(7)优先吸附理论
界面的比表面积或界面相的体积分数很大(尤其是纳米
复合材料)界面效应显著:复合材料复合效应产生的根源
界面缺陷形式多样(包括残余应力),对复合材料性能
影响十分敏感
6
复合材料的综合性能并不是由各单一组分性能
的简单加合,而是一种线性关系;
各组分既独立又相互依存,这种是由复合材料
的界面决定的。
7
界面效应
和,即物理和化学吸附作用。
高聚物的粘结作用分两个阶段: 第一阶段:高聚物大分子借助于宏观布朗运动从液体或熔 体中,移动到纤维表面,大分子链节逐渐向纤维表面极性 基团靠近; 第二阶段:发生吸附作用。当纤维与聚合物分子间距 <0.5nm,形成各种分子间作用力(吸附产生的根本原因)。
16
润湿吸附理论的局限性:
11
在复合材料的指制备中,一般都有一个要求,即 要求组分间能牢固地结合,并且有足够的强度。 要实现这一点,必须要使材料在界面上形成能量 的最低结合,存在液体对固体的良好浸润。 浸润: 是把液滴放到固体表面,液滴会立即铺展开来,遮盖 固体表面,这一现象称为浸润。
Water droplet on a lotus leaf
纤维及树脂间的化学变化,引起界面粘结破坏。 (1)水的浸入 水分子体积小,极性大,易浸入界面; 水 吸 附 特 点
玻璃纤维吸附水能力很强,且吸附可通过水膜进行传递, 形成多层吸附,即较厚的水膜;
ANSYS ACP复合材料案例详解-1
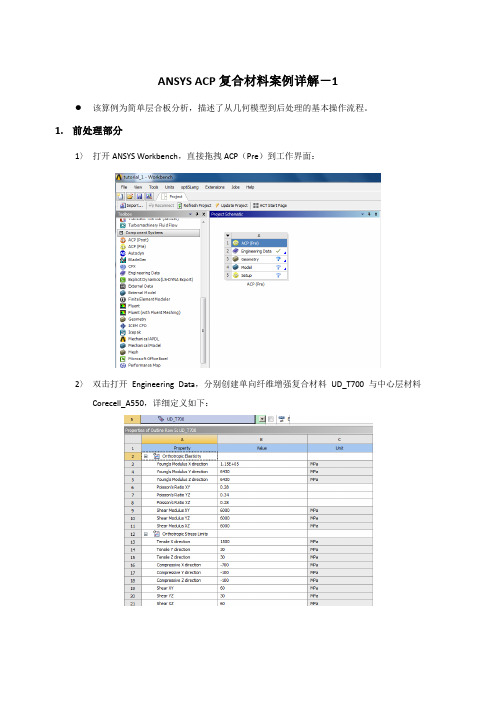
ANSYS ACP复合材料案例详解-1该算例为简单层合板分析,描述了从几何模型到后处理的基本操作流程。
1.前处理部分1〉打开ANSYS Workbench,直接拖拽ACP(Pre)到工作界面:2〉双击打开Engineering Data,分别创建单向纤维增强复合材料UD_T700与中心层材料Corecell_A550,详细定义如下:3〉返回Project,打开DesignModeler界面,设置单位制:4〉创建草图:5〉生成surface:6〉双击Model,打开Mechanical界面,设置厚度(此处厚度设置与铺层厚度无关):7〉网格设置,生成网格:8〉更新流程:9〉双击或者右键-Edit打开ACP,可以看到,Engineering Data中的材料已经自动导入ACP:10〉注意单位设置,另外,ACP操作的每一步都需点击update图标才能更新:11〉创建层板与厚度(Fabrics):12〉创建Stackups:13〉创建子层合板Sub Laminate:14〉创建铺层参考方向Rosetts:15〉定义Oriented Selection Sets,Point选择几何上的任一点即可,带[]部分,点击[],再点击左侧相关项,即可自动导入;其中三Resetts代表的是铺层材料的0°方向,16〉查看参考方向,铺层零度方向,以及法向等可点击工具栏图标,如下:17〉右键点击Modeling Groups,创建三个层组,命名如下:18〉在sandwich_bottom下进行第一个层设置,命名为bottom_1,如下:19〉在sandwich_core下进行第二个层设置,命名为core_2,如下:20〉在sandwich_top下进行第三个层设置,命名为top_3,如下:21〉更新,层定义应该如下图所示:22〉返回workbench主界面,更新ACP流程:拖拽Static Structural流程到界面,将ACP的A5连接到Static Structural的B4,选择传递壳数据,连接好的流程见下图:23〉更新结构分析流程,双击打开Mechanical界面,四条边固定支撑,面上施加0.1Mpa压力,边界条件设置如图:2.求解,点击Solve直接求解3.后处理1〉拖拽ACP(Post)流程到ACP(Pre)上,连接效果如下:2〉将Static Structural的结果Solution与ACP后处理的Results部分连接,求解结果文件将被读入到后处理模块,如图:3〉更新流程,保证静态分析与ACP前处理流程上都是绿色对勾标志,刷新ACP后处理的Results部分:4〉双击打开ACP(Post),在Solution分支下查看变形结果,设置如下:5〉变形结果云图:6〉接下来,配置组合失效准则,创建复合材料结构的失效结果图,两种材料的强度极限最初在Engineer Data中已经定义好。
Abaqus子程序经典介绍————复合材料固化温度场所用到四个子程序详解

复合材料固化仿真所用到四个子程序详解冯希金目录1. 子程序FILM详解 (3)1.1 子程序FILM的功能描述 (3)1.2 程序界面 (3)1.3 需要定义的变量 (3)1.4 从例程中传递进来的信息 (4)1.5 FILM子程序与INP文件的关系 (5)2. 用户子程序HETVAL (7)2.1子程序HETVAL的功能描述 (7)2.2 程序界面 (7)2.3 需要定义的变量 (7)2.4 可以被更新的变量 (7)2.5 传递到子程序中的信息 (8)2.6子程序HETVAL与INP文件的关系 (8)3. 子程序disp (9)3.1 子程序DISP的功能描述 (9)3.2 程序界面 (9)3.3 需要定义的变量 (9)3.4 传递到子程序中的信息 (9)1. 子程序FILM详解1.1 子程序FILM的功能描述该子程序在热交换分析中用来定义非均匀的对流换热系数和环境温度(sink temperature)。
它的应用在于:(1)可以用来定义基于节点的、基于单元的或者是基于面的非均匀对流换热系数。
(2)可以用来定义环境温度,这个环境温度可以是空间位置、时间、温度、节点号、单元号、积分点号等的函数。
(3)在允许热交换的过程中被调用,这些热交换可以是节点间的、或者是面的积分点间的,它们可以是基于节点、单元或面的非均匀对流条件。
(4)忽略了振幅(5)不论是基于单元的还是基于面的对流换热,都采用一阶热传导单元的节点作为面积分点。
1.2 程序界面1.3 需要定义的变量H(1) ——节点上的对流换热系数,单位是:JT–1L–2–1. H(1) 作为基于节点、基于单元或者是基于面的对流换热条件的数值被传递到例程中参与计算。
如果没有定义值,那么H1(1)被初始化为0,这个系数不能作为输出变量用于输出目的。
H(2) ——,在该积分点上,对流换热系数相对于表面温度的变化率。
其单位是JT–1L–2–2. 通过定义这个值,可以提高非线性分析中的收敛速度,尤其是当对流换热系数是表面温度的函数时更是如此。
飞机复合材料球面框结构设计方法

飞机复合材料球面框结构设计方法引言:飞机的框架结构对于飞行安全至关重要。
目前,随着复合材料技术的发展,球面框结构在航空领域中得到了广泛的应用。
本文将探讨飞机复合材料球面框结构的设计方法,旨在提供一种高效可靠的设计方案。
一、设计目标:设计一个轻量级、高强度的球面框结构,以满足飞机结构强度要求和减少整机重量的需求。
二、材料选择:1. 复合材料:由于其优异的力学性能和低密度特性,碳纤维复合材料是飞机球面框结构的理想选择。
其高强度和高刚度的特点可以有效应对飞行过程中的动载荷。
2. 基体材料:选择高温热固性树脂作为基体材料,能够满足高温环境下的使用要求。
同时,这种材料还具有较高的抗冲击性和抗老化性能。
三、球面框结构设计:1. 结构布局:根据实际需求,设计合适的球面框结构布局。
通过细致的力学分析和结构计算,确定球面框结构的位置、数量和尺寸。
2. 连接方式:选择适当的连接方式来加固球面框结构。
常用的连接方式包括粘接、螺栓连接和铆接等。
在设计时要考虑连接方式的可行性和连接强度的要求。
3. 加固措施:在球面框结构的关键部位,采取加固措施以增加结构的强度和刚度。
例如,在球面框结构的连接点处增加加强筋,或者采用纤维增强材料进行局部加固。
四、结构分析与验证:1. 有限元分析:利用有限元分析方法对设计的球面框结构进行力学分析,验证其受力性能是否满足强度要求。
通过模拟不同飞行状态下的载荷情况,评估结构的稳定性。
2. 实验验证:在设计完成后,进行物理实验来验证结构设计的合理性和可行性。
对于球面框结构的强度和刚度进行实测,与理论计算结果进行对比,确保设计的有效性。
五、优化改进:1. 材料优化:根据实验结果和实际应用需求,对材料进行优化改进。
通过改进基体材料或表面处理方法,提高材料的性能和耐久性。
2. 结构优化:通过调整结构布局、增加加固筋或改变连接方式等措施,进一步优化设计的球面框结构。
通过迭代设计和验证,不断提升结构的强度和重量性能。
史上最全树脂基复合材料成型工艺,详解

史上最全树脂基复合材料成型⼯艺,详解复合材料成型⼯艺是复合材料⼯业的发展基础和条件。
随着复合材料应⽤领域的拓宽,复合材料⼯业得到迅速发展,⼀些成型⼯艺⽇臻完善,新的成型⽅法不断涌现,⽬前聚合物基复合材料的成型⽅法已有20多种,并成功地⽤于⼯业⽣产,如:⼀、接触低压成型⼯艺接触低压成型⼯艺的特点是以⼿⼯铺放增强材料,浸清树脂,或⽤简单的⼯具辅助铺放增强材料和树脂。
接触低压成型⼯艺的另⼀特点,是成型过程中不需要施加成型压⼒(接触成型),或者只施加较低成型压⼒(接触成型后施加0.01~0.7MPa压⼒,最⼤压⼒不超过2.0MPa)。
接触低压成型⼯艺过程,是先将材料在阴模、阳模或对模上制成设计形状,再通过加热或常温固化,脱模后再经过辅助加⼯⽽获得制品。
属于这类成型⼯艺的有⼿糊成型、喷射成型、袋压成型、树脂传递模塑成型、热压罐成型和热膨胀模塑成型(低压成型)等。
其中前两种为接触成型。
接触低压成型⼯艺中,⼿糊成型⼯艺是聚合物基复合材料⽣产中最先发明的,适⽤范围最⼴,其它⽅法都是⼿糊成型⼯艺的发展和改进。
接触成型⼯艺的最⼤优点是设备简单,适应性⼴,投资少,见效快。
根据近年来的统计,接触低压成型⼯艺在世界各国复合材料⼯业⽣产中,仍占有很⼤⽐例,如美国占35%,西欧占25%,⽇本占42%,中国占75%。
这说明了接触低压成型⼯艺在复合材料⼯业⽣产中的重要性和不可替代性,它是⼀种永不衰落的⼯艺⽅法。
但其最⼤缺点是⽣产效率低、劳动强度⼤、产品重复性差等。
1、原材料接触低压成型的原材料有增强材料、树脂和辅助材料等。
(1)增强材料接触成型对增强材料的要求:①增强材料易于被树脂浸透;②有⾜够的形变性,能满⾜制品复杂形状的成型要求;③⽓泡容易扣除;④能够满⾜制品使⽤条件的物理和化学性能要求;⑤价格合理(尽可能便宜),来源丰富。
⽤于接触成型的增强材料有玻璃纤维及其织物,碳纤维及其织物,芳纶纤维及其织物等。
(2)基体材料接触低压成型⼯艺对基体材料的要求:①在⼿糊条件下易浸透纤维增强材料,易排除⽓泡,与纤维粘接⼒强;②在室温条件下能凝胶,固化,⽽且要求收缩⼩,挥发物少;③粘度适宜:⼀般为0.2~0.5Pa·s,不能产⽣流胶现象;④⽆毒或低毒;⑤价格合理,来源有保证。
31复合材料的复合效应详解

由于磁致伸缩材料在磁场作用下,其长度发生变化,可发生 位移而做功或在交变磁场作用可发生反复伸张与缩短,从而产 生振动或声波,这种材料可将电磁能(或电磁信息)转换成机 械能或声能(或机械位移信息或声信息)。
相反也可以将机械能(或机械位移与信息),转换成电磁能 (或电磁信息),它是重要的能量与信息转换功能材料。它在 声纳的水声换能器技术,电声换能器技术、海洋探测与开发技 术、微位移驱动、减振与防振、减噪与防噪系统、智能机翼、 机器人、自动化技术、燃油喷射技术、阀门、泵、波动采油等 高技术领域有广泛的应用前景。
对于增强体(如纤维)与基体界面结合很弱的复 合材料所显示的复合效应,可以看作是平行效应。
8
3.1 材料的复合效应
3. 相补效应:组成复合材料的基体与增强体,在性能 上能互补,从而提高了综合性能,则显示出相补效应。
对于脆性的高强度纤维增强体与韧性基体复合 时,两相间若能得到适宜的结合而形成的复合材料, 其力学性能显示为增强体与基体的互补。
可发生相乘效应。
电磁效应·磁光效应=电光效应。
通常可以将一种具有两种性能相互转换的功能材料X/Y
和另一种换能材料Y/Z复合起来,即:
X/Y·Y/Z=X/Z
式中,X、Y、Z分别表示各种物理性能。
11
表3.1 复合材料的乘积效应
A相性质 X/Y 压磁效应 压磁效应 压电效应 磁致伸缩效应 光导效应 闪烁效应 热致变形效应
3. 复合材料的 复合效应
1
3 复合材料的复合效应
3.1 材料的复合效应
掌握:复合效应的分类及其特点;
3.2 复合材料的结构与复合效果 3.3 复合材料的模型及性能的一般规律 3.4 复合材料的设计原理和复合理论
航空航天材料工程-4-功能材料
航空航天材料工程-4-功能材料功能材料是一类具有特定功能和性能的材料,它们在航空航天领域起着重要的作用。
功能材料可以分为结构功能材料和特殊功能材料两大类。
结构功能材料是指具有一定结构强度和刚度的材料,能够承受载荷并保持结构完整性的材料。
在航空航天领域,结构功能材料主要包括金属材料和复合材料。
金属材料是航空航天工程中最常用的结构功能材料之一,其优点包括高强度、刚性和耐腐蚀性能。
常用的航空航天金属材料有铝合金、钛合金和镍基高温合金等。
铝合金具有良好的可塑性和焊接性能,广泛用于航空器的机身结构、翼缘和连接件等部位;钛合金具有高强度、低密度和良好的耐热性能,被广泛应用于航空器的发动机和结构部件;镍基高温合金则具有优异的高温强度和抗氧化性能,常用于喷气发动机的高温部件。
复合材料是由两种或两种以上的材料组成的材料,通过它们之间的界面作用形成新的材料性能,具有高强度、高模量、抗腐蚀和耐疲劳等优点。
在航空航天领域,碳纤维复合材料是最常用的一种,具有优越的强度和刚度,广泛应用于航空器的机身、机翼和旋翼等部位。
玻璃纤维复合材料和有机基复合材料等也有一定应用。
特殊功能材料是指以特殊的物理、化学或机械性能为特征的材料,可以满足航空航天工程中特殊的功能需求。
特殊功能材料在航空航天工程中的应用包括超高温材料、阻燃材料、隔热材料和导热材料等。
超高温材料主要用于航空航天器件在高温环境下工作的部位,要求具有优异的耐热性能和抗氧化能力。
常见的超高温材料有碳复合材料、石墨和陶瓷等。
阻燃材料用于提高航空器的阻燃性能,减少火灾发生后的燃烧范围和燃烧时间,保护航空器的结构完整性和乘客的安全。
阻燃材料有炭化研磨材料、纳米阻燃材料和阻燃树脂等。
隔热材料可以降低航空器的热损失,提高发动机的热效率。
常见的隔热材料有陶瓷纤维、陶瓷纳米颗粒和气凝胶等。
导热材料主要用于改善航空器中热能的传导和散热性能,以提高设备的工作效率和稳定性。
导热材料有金属导热材料、传热液体和传热脂等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P t ≤ jt ( d )t
ω——板宽或钉间距,mm; [σjt] ——许用拉伸应力,MPa。
③剪切强度 校核按
p j ≤ j 2et
e——端距,mm; j ——许用剪切应力,MPa。
(2)紧固件的强度校核 校核按
4P ≤ 2 d
(3)紧固件的选用及对拧紧力矩的要求 ①紧固件直径的选择
d2
4
b dt br
由此得
d 4 br t b
式中
d——紧固件直径,mm t——被连接层合板的厚度,mm [σ
br]——层合板的许用挤压应力,MPa
[τb]——紧固件的许用剪应力,MPa
② 紧固件种类的选择 紧固件主要有螺栓和铆钉两大类:螺栓用于可拆卸的结构连接部位, 铆钉则用于不可拆卸的结构处
Hale Waihona Puke ——紧固件的许用剪切强度值
4.1.4 机械连接和强度校核举例 例4-1
图4-4为双排紧固件承受拉伸载荷的连接接头。试根据下述已知参 数校核接头强度,确定链接区复合材料层合板的厚度t。
已知紧固件为100°沉头窝Ti-22高锁
螺栓,公称直径d=6mm,单面破坏 剪[Q]=21.4KN,内排螺栓和外排螺
【解】
(1)计算连接区加厚部位的层合板厚度
①按面内剪切承载计算 q = t [ τ] T = q / [τ]=700/120=5.83mm
②按螺栓孔挤压承载计算
25×0.57×q = d t [σ
br]
t
25 0.57 700 4.32mm 6 385
③确定连接区加厚部位的层合板厚度按面内剪切承载需5.83mm,选定t=6mm。 铺层层数n=6/0.12=50层,即加厚板铺层层数比原来基本板增加16层。考
Q 11.08kN Q 21.4kN 安全
例4-2 图4-5所示为沿双排紧固件排列方向承受剪切载荷的连接接 头,根据下述已知参数校核接头强度,并确定连接区层合板 的厚度。已知紧固件为115s、100℃沉头钛合金高锁螺栓, 公称直径d=6mm,单剪强度15kN;基本层合板材料为 T300/5222(碳/环氧),层合板厚度t0=4.08mm,固化后单层 厚度为012mm,共34层铺层方案为 [±45/0/ 45/±45/0/452/-452/0/90/0/45]s, 承受剪切载荷q=700N/mm,方向 为0°层纤维方向一致。该层合板 受载孔处的许用面剪切强度值 [τ]=120MPa,许用挤压强度值 [σ br]=385MPa。内排螺栓孔与 外排螺栓孔承载按57:43分配。
90°的铺层层数为10、36、4,相应铺层百分比为20%、72%、8%。
(2)校核接头强度 二者的[τ]、[σ
栓分别承受57%和43%的载荷基本
层合板材料为T300/5222(碳/环氧) 最大挤压破坏载荷σ
brmax=700MPA,
层合板中各个单层的材料性能和厚度 均相同,固化后单层厚度t1=0.12mm, 层合板基本厚度为2.40mm,铺层方案为 [45/0/-45/0/90/0/45/0/-45/90]s, 载荷方向于0°纤维方向一致。
(5)许用应力和安全系数的确定 确定许用挤压应力
br
n——安全系数
br d / n
4.1.3 机械连接强度校核 (1) 连接板的强度校核 ①挤压强度 校核按
br
P ≤ br dt
P——外载,N; d——孔径;mm; t——丁孔处的板厚,mm。
②拉伸强度 校核按
4
复合材料连接设计
4.1
机械连接设计
机械连接主要包括螺栓连接和铆钉连接。 铆钉连接一般用在受力较小的复合材料薄板上,螺栓连接广泛 应用于承载能力较大和比较重要的受力构件上。
4.1.1 机械连接的破坏形式
4.1.2 机械连接设计的一般要求 (1)机械连接几何参数的选择
(2)机械连接形式及其选择
【解】 (1)确定许用挤压强度值 取各影响因素的修正系数 k=0.55
[ br ] k br max 0.55 700 385MPa
(2)计算连接区加厚部位的层合板厚度t 每列螺钉承受的总载荷为 540×36=19440N 内排螺钉承受的载荷为 Pbr=19440×0.57=11080N 按照挤压承载计算连接区所需的层合板厚度
③ 螺母拧紧力矩的要求
施加拧紧力矩可产生垂直于层合板的压力,将使连接接头的挤压强度 有明显提高
(4)连接区的铺层设计 连接区的铺层设计遵循以下原则
①至少应有40%的±45°铺层和25%的0°铺层,90°的铺层比例为
10%~25%; ②铺层顺序影响层合板的层间剪切强度 ③连接区域加厚,特别是对薄的层合板,避免d/t>4; ④采用均衡对称铺层以消除内应力及翘曲
加厚部位的具体铺层方案为[45/0/-45/0/90/0/45/0/-45/90]2S
与基本层合板铺层百分比一样。
加厚部位层合板厚度 t=4.8>0.6×d=0.6×6=3.6,沉头窝满 足要求.
(3)加厚部位层合板挤压强度校核 Pbr 11080 384.7 MPa br 385MPa 安全 挤压应力 br dt 6 4.8 外排钉孔挤压载荷比内排小,因而不必校核。 紧固件剪切强度校核 内排螺钉承受的剪力
虑到有益于面内剪切承载,应适当增加±45°铺层比例,确定加厚部位
铺层方案为[±45/0/90/ 45/±45/0/452/-452/45/0/±45/90/±45/45/02/45]s。基本板在0°、±45°、90°的铺层层数分别为8、24、2,
相应铺层百分比为23.5%、70.6%、5.9%;而加厚部位在0°、±45°、
t
d br
Pbr
11080 4.80mm 6 385
取连接区加厚部位层合板的厚度t=4.80mm。
铺层总数
n=t/t1=4.80/0.12=40层
各方向的铺层数为
n0 n 40% 16层, n 45 n 40% 16层, n90 n 20% 8层