鞍钢股份鲅鱼圈钢铁分公司成功轧制5毫米超薄宽厚板
1780mm冷连轧机组薄带钢起车厚头轧制的研究

鞍钢 冷轧 厂 18 i 冷连 轧机 组 原设 计轧机 车 , I 7 0h m 夫J J 女的原 因进行 了分析 .提 出 了采用 厚 头起 车
f n口带 钢 厚 度 存 0 ~ . I 之 问 . 实 际 生 产 过 3 30l l m 在
轧 制 策 略 , 解 决 薄 带 钢 起 车 勒辊 、 带 等 问题 , 可 断
l 7 0fm 冷 连 轧 机 组 工 艺 特 点 1 8 l i
l8 i 7 0hm冷 连轧 机组 采用 5机 架连 轧 的 方式
分发挥 一而薄带 钢 在止 常换 辊 或者 连续 轧 制 过程 运 行 , 运行 示意 图 见图 1 其 中 15架 为 6辊 U M 。 、 C
中发生 断带 后 ,蕈新起 车 是每 个 冷连轧 机 组 都
程 中 .厚度 05ll .n l以下 薄带 钢停 车后 再起 车 失败 从 而提 高机 组产 能和 作业 率 。 I 的情 况 时有 发生 . 薄料 起 车 成功 率存 5 %以下 , 0 事 故 集 中表现 为 勒辊 、 带等 , 重影 响 到机 组 的稳 断 严 定 运行 f生 产 指标 的提 高 .制 约着 机组 能 力的 充 u
d wn n t rh r t e r du to c pa iy a d t p r to a e o’t e o a d u t e h p o ci n a c t n he o e a in r t f h mil r as i c e s d. l a e lo n r a e Ke r s:t n e c l l;se lsrp; e tri g r li g fo t h c n ft e srp y wo d a d m od mi t e ti r sa tn oln r m he t ik e d o h ti l
中厚板轧机
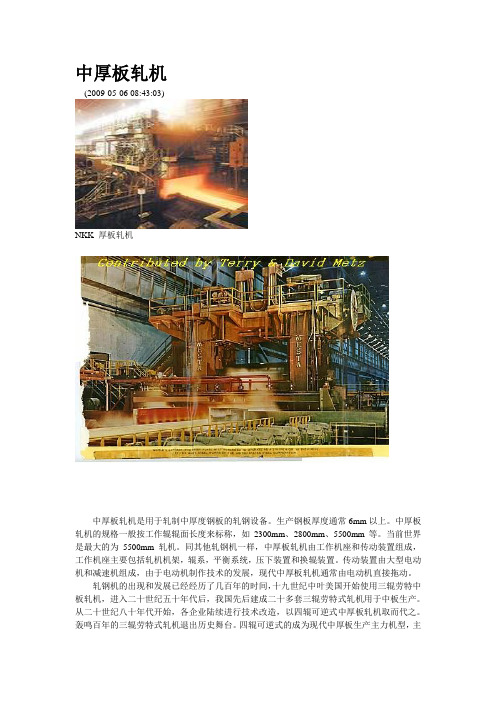
中厚板轧机(2009-05-06 08:43:03)NKK 厚板轧机中厚板轧机是用于轧制中厚度钢板的轧钢设备。
生产钢板厚度通常6mm以上。
中厚板轧机的规格一般按工作辊辊面长度来标称,如2300mm、2800mm、5500mm等。
当前世界是最大的为5500mm轧机。
同其他轧钢机一样,中厚板轧机由工作机座和传动装置组成,工作机座主要包括轧机机架,辊系,平衡系统,压下装置和换辊装置。
传动装置由大型电动机和减速机组成,由于电动机制作技术的发展,现代中厚板轧机通常由电动机直接拖动。
轧钢机的出现和发展已经经历了几百年的时间,十九世纪中叶美国开始使用三辊劳特中板轧机,进入二十世纪五十年代后,我国先后建成二十多套三辊劳特式轧机用于中板生产。
从二十世纪八十年代开始,各企业陆续进行技术改造,以四辊可逆式中厚板轧机取而代之。
轰鸣百年的三辊劳特式轧机退出历史舞台。
四辊可逆式的成为现代中厚板生产主力机型,主要是由于大型直流电机及控制系统制造技术发展,解决了轧机大扭矩的可逆式拖动。
近三十年来,大功率变频调速技术的发展又取代了轧机传动的直流系统。
历史上,曾经用蒸汽机做为往复轧制的动力拖动轧钢机。
早在1890年,中国就引进蒸汽机拖动的2450mm中板轧机。
这台轧机在抗战时期从汉口搬迁到重庆,一直运行到二十世纪八十年代以后,使用了百年之久。
现代中厚板轧机越来越趋于大型化,精密化,自动化。
以满足钢板控制轧制技术的要求,能够生产高强度的合金钢板。
电子计算机的应用使轧机提高了自动化控制程度。
中厚板轧机普遍采用了液压AGC(钢板厚度自动控制系统)。
中厚板的精度和生产效率大幅度提高。
以下附件为从网络转摘而来,特向著作者致谢!为多年前参数,今已有很大变化。
我国部分中厚板轧机—————————————————————————————————————————————序号省(市) 企业名称轧机型式与尺寸设计能力(万吨) 投产/改造日期备注—————————————————————————————————————————————1 北京市首钢中板厂3500x4 60 1987年/2003年2 天津市天钢中厚板厂3500x4/3500x4 100 2006年3 天津天盾中板厂2400x4/2400x4 324 河北省首钢秦皇岛板材公司3454x4 60 1993年3月5 首钢秦皇岛金属材料公司4300x4 150 2006年10月6 邯钢中板厂2800x4 90 1974年1月7 文丰中板厂2800x2/3000x4 80 2004年8 普阳中板厂3500x4 100 2006年9 唐钢中板厂3500x4/3500x4 2006年10 上海市宝钢中厚板厂5100x4 140 2005年11 浦钢中板厂2350x3/2350x4 47 1959/1970年12 浦钢厚板厂4200x4+3500x4 143 1991年13 上钢一厂2350x2/2350x4 10 1972年14 宝钢罗泾4200 160 2008年15 山东省济钢中板厂2350x3/2350x4 60 1960年/1989年/2005年16 济钢厚板厂3200x4/3500x4 115 1998年2月17 淄博中板厂3400x4 100 2005年18 莱钢4300 180 2008年19 河南省安阳中板厂2800x4 80 1974年/1996年20 舞阳中板厂4200x4 100 1978年9月/2003年21 舞阳中板厂4100x4 100 2007年22 安阳永兴中板厂3500x4 80 2005年23 安阳炉卷轧机3500x4 80 2005年24 辽宁省鞍钢厚板厂4300x4 100 1993年7月/2003年25 鞍钢中板厂2500x2/2450x4 80 1956年/2003年6月26 鞍钢宽厚板厂5500x4 200 2008年9月27 营口中板厂2450x4 94 1972年/2003年4月28 营口中板厂5000 150 2009年29 本溪北台3500 x4 15030 湖北省武钢中板厂2800x2/2800x4 57 1966年8月31 鄂钢4300 120 2008年8月32 江苏省南钢中板厂2300x3/2500x4 110 1975年/1995年33 南钢炉卷3800x4 100 2004年34 无锡锡金中板厂2300x3 18 1995年1月35 无锡兆顺不锈钢 2036 沙钢宽厚板5000x4(一) 150 2006年37 沙钢宽厚板5100 x4(二)140 2009年38 江阴中板厂2800x439 安徽省马钢中板厂2350x2/2300x4 80 1975年/1997年40 山西省太钢五轧厂2300x2/2300x4 16 1966年8月41 临钢2300x3 24 1989年5月42 临钢厚板厂3000x4+(3000x4预留) 70 2005年43 广西省柳钢中板厂2800x4/2800x4 80 1974年9月/2004年44 江西省新余中板厂2300x3/2500x4 80 1978/1994年45 新余厚板厂3800x4 80/150 2005年46 甘肃省酒钢中板厂2800x4 80 1998年47 云南省昆钢中板厂2300x4 18 1971年5月48 广东省韶钢中板厂2500x4 9049 韶钢中厚板卷厂3500x4 100 2005年50 湖南省湘钢中板厂3800x4 150 2006年51 湘钢中板厂3800x4 100 2008年7月52 重庆重钢中板厂2800x2/2450x4 80 1965年/2004年53 福建省福鼎龙安中板厂2800x2/2350x4 120 2006年54 三明中板厂3000x4 80 2006年55 浙江省宁波建龙中板厂正在建设中56 内蒙古包钢4100 120 2007年/simple/index.php?t927252.html 我国中厚板轧机技术概述世界5000mm以上宽厚板轧机概况—————————————————————————————————————————————序号国家厂名投产轧机轧机最大原料年产量主马达功率日期规格结构板厚单重—————————————————————————————————————————————1 美国Lukens科茨维尔厂1918年3560+5230mm 3h+4h 380mm 45吨30万吨2 X 4000 HP2 苏联镰刀和锤子炼钢厂1940年5300mm 4h 250mm 80吨50万吨—3 日本室兰制铁所1941年5280mm 4h 350mm 145吨36万吨30000HP蒸汽机4 苏联下塔吉尔钢厂* 1950年5000mm 4h 250mm 72吨50万吨13600HP5 美国格里(Gary)钢厂1952年4064+5335mm 4h+4h ——120万吨 2 X 4400 KW6 德国Mlhem米尔海姆厂1957年5100mm 4h 260mm 45吨70万吨 2 X 7360 KW7 法国敦克尔克钢铁厂1963年4320+5000mm 4h+4h 250mm 80吨120万吨—8 日本住友金属鹿岛厂1970年4830+5490mm 4h+4h ——200万吨 2 X 4500 KW9 德国Dillingen迪林根1972年5500+4800mm 4h+4h 200mm 40吨180万吨 2 X 10900KW10 日本新日铁大分钢厂1976年5500mm 4h —— 190万吨 2 X 8000 KW11 日本JFE仓敷厂1976年5500mm 4hV 300mm 90吨200万吨 2 X 8000 KW12 日本JFE京滨厂1976年5500mm 4h 200mm 60吨180万吨 2 X 6400 KW13 苏联伊诺尔斯克厂1984年5000mm 4h —— 100万吨—14 中国宝钢中厚板厂2005年5000+5000mm 4h+4h 400mm 70吨180万吨 2 X 10000KW15 中国沙钢宽厚板厂2006年5000+5000mm 4h+4h 150mm —180万吨 2 X 10000KW16 中国鞍钢鲅鱼圈厂2008年5500+5000mm 4h+4h 150mm —200万吨 2 X 10000KW17 中国五矿营口中板厂2009年5000+5000mm 4h+4h 150mm — 200万吨—18 俄罗斯马格尼托哥尔斯克2009年5000mm 4h —— 150万吨—19 韩国东国制钢唐津厂2009年5000mm 4h 200mm — 150万吨——————————————————————————————————————————————*苏联下塔吉尔钢厂5米轧机,为1938年德国克虏伯公司在多特蒙德赫尔德(Horde) 钢厂建成的5000mm四辊式特宽厚板轧机,二战后被苏联拆回安装在下塔吉尔钢厂。
低合金高强度结构钢
鞍钢股份有限公司
6
GB/T 1591-2008标准宣贯
国内产量概况
以国家重点钢铁企业统计报表数据:2007年,低合 金钢产量11469万吨,占钢产量35776万吨的32%;2008 年,低合金钢产量12066万吨,占钢产量36159万吨的33%。 鞍钢2007年,低合金钢产量348.4万吨,占钢产量1560 万吨的22.3%;2008年,低合金钢产量355.8万吨,占 钢产量1608万吨的22.1%。
2009年9月3日星期四
鞍钢股份有限公司
11
GB/T 1591-2008标准宣贯
1.3 工作简况
对低合金高强度结构钢实物质量(尺寸外形及其允许 偏差、化学成分、力学性能和工艺性能)进行测量、 统计、对比和分析; 收集顾客对低合金高强度结构钢关注的质量指标要 求; 编写本标准各稿和标准编制说明、标准水平对比分析、 意见汇总及处理 ; 收集标准中主要技术指标确定所需的论证材料和理论研 究材料; 完成标准的送审稿、预审稿及会议、审定稿、报批 稿; 策划标准宣贯工作,落实标准宣贯方式及人员,编写标 准宣贯材料。
鞍钢股份有限公司
19
GB/T 1591-2008标准宣贯
3 新标准(08版)与原标准(94版)的主要变 化
以新旧标准对比的方式,对新标准进行通篇学习 和讨论,力争做到准确识别和全面掌握,为正式实施 标准打好基础。
2009年9月3日星期四
鞍钢股份有限公司
20
GB/T 1591-2008标准宣贯 前言
2009年9月3日星期四
鞍钢股份有限公司
16
GB/T 1591-2008标准宣贯
低合金钢衍变的主要品种和用途
一般结构用钢
宝钢厚板产品手册

ࠍౕׯԌg಄ဪ
Dividing flame cutting & sampling
ரႎgॡႎ
Marking & stamping
๕ঈൎ
Iron ore
)M
ۢਫ਼
Blast furnace
ેĩบĪ
Coal (coke)
Manual of Heavy Plate
04
宝钢厚板 5m 产线主要生产船舶及海洋工程用钢、管线钢、结 构钢、锅炉压力容器及核电用钢等,具有成分均匀、性能稳定、板型 良好、表面质量优良等优点。
辽宁省生态环境厅关于鞍钢股份有限公司鲅鱼圈钢铁分公司余气综合利用发电项目环境影响报告表的批复
辽宁省生态环境厅关于鞍钢股份有限公司鲅鱼圈钢铁分公司余气综合利用发电项目环境影响报告表的批复文章属性•【制定机关】辽宁省生态环境厅•【公布日期】2023.06.01•【字号】辽环函〔2023〕44号•【施行日期】2023.06.01•【效力等级】地方行政许可批复•【时效性】现行有效•【主题分类】正文辽宁省生态环境厅关于鞍钢股份有限公司鲅鱼圈钢铁分公司余气综合利用发电项目环境影响报告表的批复鞍钢股份有限公司鲅鱼圈钢铁分公司:你公司报送的《鞍钢股份有限公司鲅鱼圈钢铁分公司余气综合利用发电项目环境影响报告表》(以下简称《报告表》)收悉。
经研究,批复如下。
一、本项目(项目代码:2209-210000-04-02-841427)位于营口市鲅鱼圈区鞍钢股份有限公司鲅鱼圈钢铁分公司厂区内,为扩建项目。
项目新建1台405吨/小时超临界燃气锅炉配1台135兆瓦中间一次再热汽轮机 1台135兆瓦发电机,配套新建一座主厂房和一座凝结水处理车间,冷却系统依托现有冷却塔;2座5000立方米/小时冷却塔,设置2套碳酸氢钠研磨装置及1座储灰库;1座100米高烟囱,锅炉烟气净化处理采用低氮燃烧技术 SCR脱硝、SDS干法脱硫和高效布袋除尘器。
同时,关停现有2台75吨次高压煤气锅炉以及2台20兆瓦凝汽式汽轮发电机组。
在全面落实《报告表》提出的各项生态环境保护和污染防治措施后,工程建设对生态环境的不利影响可以得到减缓和控制。
我厅原则同意《报告表》所列建设项目的性质、规模、工艺、地点和采取的环境保护措施。
二、在项目设计、建设和运营管理中,你公司应严格落实《报告表》提出的各项生态环境保护和污染防治措施。
同时,重点做好以下工作:(一)强化大气污染防治措施。
锅炉烟气经脱硫除尘、脱硝处理后,各项污染物排放浓度应满足《火电厂大气污染物排放标准》(GB13223-2011)相关要求,且满足《关于推进实施钢铁行业超低排放的意见》(环大气〔2019〕35号)关于颗粒物5mg/m3、二氧化硫35mg/m3、氮氧化物50mg/m3的要求。
2010年全国钢铁企业新增产线设备汇总
2010年1月份钢厂新增产线设备汇总新增产线:松汀钢铁高速线材一号线竣工投产:2010年元月24日,备受瞩目的松汀钢铁公司重点工程建设项目?D?D 高速线材1#线工程在全体干部职工的热切期盼中成功试车投产。
国内首条自主集成钢渣综合利用生产线投产:1月25日,国内首条自主集成的钢渣综合利用生产线在中冶宝钢技术服务公司工业园区建成投产。
这标志着中冶技术在改造升级钢渣资源综合利用新工艺、新技术、新设备,大力发展绿色循环经济产业上实现了新突破,也有利于宝钢的钢渣得到更好的开发利用。
宝钢1780mm热轧精轧高压水除鳞改造工程投产:12月25日,由中冶赛迪负责设备成套供货、工厂设计和软件设计的宝钢不锈钢1780mm热轧精轧机组增设机架间高压水除鳞工程施工、调试完毕,顺利投产,整条生产线恢复正常生产。
泰钢2#1700冷轧机组单体试车成功:1月17日,中冶实久承建的泰钢2#1700冷轧机组工程单体试车一次性成功。
济钢厚板生产线即将投产:从济南出入境检验检疫局获悉,济南钢铁股份有限公司总投资近50 亿元的4.3米宽厚板生产线即将于2月建成投产。
宝日汽车板新增RCL-D4重卷机组生产线试生产:由宝钢工程总承的宝日汽车板公司新增RCL-D4重卷机组生产线,经过各方的努力,于1月12日开始试生产,提前两个月完成计划目标。
山西建邦100万吨棒材工程热负荷试车一次成功:1月6日,由华冶机装分公司承建的山西建邦特钢100万吨棒材工程热负荷联动试车一次成功,顺利进入试生产阶段,按合同要求提前37天完成施工任务,甲方高度称赞华冶为“铁军”。
宜昌三峡订购两条超薄板连续退火线:宜昌三峡全通涂镀板公司授与德国SMS Siemag公司合同,为其提供两条连续退火线。
两条线将用于处理超薄板,产品电镀后用作包装材料。
退火流程及后续处理消除了带材在轧制过程中产生的应变硬化,机械性能和表面质量可完全根据需要设定。
两条线分别计划于2011年5月和6月投入运行。
年产180万吨中厚板生产车间工艺设计毕业设计(可编辑)

年产180万吨中厚板生产车间工艺设计毕业设计设计说明本设计为年产量180万吨的中厚板车间,通过对中厚板市场的调研,介绍了中厚板的发展状况,分析了中厚板的市场需求,并针对目前的技术状况,制定出了合理的产品大纲和金属平衡表。
以典型产品Q235(10mm×1700mm×6000mm、25mm×1000mm×6000mm、4010mm×1450mm×4000mm)钢板为基础,通过确定典型产品的工艺流程,确定了轧机的布置形式和车间各设备的选用,并制定出典型产品合理的压下规程,计算出轧制力能参数,如:轧制力的计算、变形抗力的计算和传动力矩的计算等。
校核轧辊强度并计算电机的容量,以选用合适的轧辊和电机。
确定车间工作制度和年工作时间,计算了轧机的年产量,根据典型产品的工艺和轧件的尺寸等,确定车间平面布置,如合理的设备间距、仓库面积等,并画出车间平面布置图。
分析车间的综合经济指标。
并采取有效的环境保护措施,如车间的绿化、废气和废渣的再回收等。
关键词:中厚板车间,产品大纲、金属平衡表、轧制力、传动力矩Design NotesThe design for the annual production of 180 million tons of plate plant, plate market research, the development of the plate, the plate market demand, and the current state of technology, to develop aa reasonable outline of the products and metal balance sheet. Typicalproduct Q235 10mm × 1700mm × 6000mm, 25mm × 1000mm × 6000mm, 4010mm × 1450mm × 4000mm steel-based, to determine the typical products of the process, to determine the the mill arrangement of workshop equipment selection, and to develop typical products and reasonable reduction procedures to calculate the rolling force parameters, such as: rolling force calculation, the calculation of the deformation resistance and transmission torque calculation. The check rolls intensity and calculate the capacity of the motor to the appropriate choice of rolls and motor. To determine workshop work systems and working hours, calculated the annual production of the mill, according to the typical product of the process and the size of the rolling determine workshop layout, such as device spacing, warehouse area, and draw the workshop floor planAnalysis of the economic indicators of the workshop. And to take effective environmental protection measures, such as the greening of the workshop, waste gas and waste recycling and so on.Keywords: plate workshop, outline, metal balance sheets, rolling force, deformation resistance, drive torque目录设计说明 (1)1 前言 (8)1.1我国中厚板生产技术现状81.1.1中厚板轧钢生产线的工艺装备81.1.2中厚板的生产技术是产品的核心 91.2中厚板轧机生产工艺的发展趋势91.2.1中厚板轧机生产工艺方案91.2.2产品质量及交货状态101.3我国中厚板轧机的发展方向121.4国内中厚板轧机的改造131.4.1围绕提高轧机的目能力水平进行改造131.4.2围绕提高装备水平进行改造141.4.3板坯连铸比151.4.4轧机151.4.5新技术和新工艺 152 中厚板产品方案 (16)2.1编制产品大纲162.2编制金属平衡表162.2.1成材率概念162.2.2金属平衡分析172.2.3Q235钢板的化学成分182.2.4Q235钢板尺寸偏差193 中厚板的生产工艺和轧制区的设备 (21)3.1 中厚板生产工艺流程213.2 典型产品的工艺流程213.3 轧制区设备选择253.3.1 中厚板轧机型式253.3.2 中厚板轧机的布置253.3.3 轧机主机列 263.3.4工作机座的结构 263.3.5 换辊装置293.3.6 轧制区其它设备293.4 辅助设备的选择293.4.1 加热炉选择 293.4.2 剪切机选择 313.4.3热矫直机选择333.4.4 冷床设备选择343.4.5钢板修磨台架选择354 轧机力能参数的确定…………………………………………………………374.1 轧制力计算374.1.1 确定变形制度374.1.2 计算轧制力 384.2 传动力矩计算机及电机校核464.2.1 各道传动力据计算474.2.2 轧机主电机校核524.3轧辊强度校核634.3.1 粗轧机轧辊强度校核634.3.2 精轧机轧辊强度校核664.4 四辊轧机轧辊接触应力的校核 675 轧钢机产量计算 (70)5.1 轧钢机工作图表705.1.1 研究轧钢机工作图表的意义 705.1.2 轧机工作图表705.2轧钢机产量计算725.2.1轧机小时产量计算725.2.2轧钢机平均小时产量735.2.3轧钢机年产量746 车间平面布置 (75)6.1车间平面布置原则 756.2车间工艺平面布置 756.3设备间距的确定766.3.1加热炉间距离766.3.2加热炉到粗轧机距离766.3.3 粗轧机到精轧机距离766.3.4其它设备间距离的确定766.4仓库面积的确定776.4.1原料仓库面积的确定776.4.2成品仓库面积确定786.5车间其它设施面积的确定786.5.1厂方跨度布置786.5.2厂房跨度大小796.5.3柱距尺寸796.5.4吊车轨面标高797 车间技术经济指标……………………………………………………………817.1 各类材料消耗指标817.1.1金属消耗817.1.2燃料消耗827.1.3电能消耗827.1.4轧辊消耗827.1.5水的消耗827.2 综合技术经济指标838 轧钢厂的环境保护与综合利用 (85)8.1 轧钢厂的环境保护858.1.1 绿化858.1.2 各类有害物质的控制与防治 858.1.3 噪音的防治 858.1.4 水质的处理 868.2 轧钢厂的节能与综合利用868.2.1 轧钢厂的节能868.2.2 轧钢厂的综合利用86参考文献 (88)致谢………………………………………………………………………………891 前言近年来,我国中厚板轧机在品种开发、轧机改造、研究新工艺和新技术以及使用连铸坯等方面取得了较大的成绩,但据有关专家预测,7>2014年需中厚板约7000万t;目前我国现有的中厚板轧机的总生产能力为5300万t左右。
厚规格海底管线钢X65生产工艺开发

厚规格海底管线钢X65生产工艺开发王若钢;应传涛;刘浩岩;李新玲【摘要】为提高X65管线钢质量,对某轧钢厂厚板生产线海底管线钢X65生产工艺进行研究.结果表明:终轧温度和返红温度对产品的Rt05/Rm及DWTT值影响明显,终轧温度越低,Rt0.5值越高,Rt0.5/Rm也越高,DWTT值随之降低;返红温度越高,Rm值越低,Rt0.5/Rm越高,DWTT值随之升高.【期刊名称】《辽宁科技大学学报》【年(卷),期】2012(035)004【总页数】5页(P402-406)【关键词】海底管线钢X65;生产工艺;Rt0.5/Rm;DWTT值【作者】王若钢;应传涛;刘浩岩;李新玲【作者单位】鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007【正文语种】中文【中图分类】TG335.5管道运输是长距离输送石油和天然气最经济合理的运输方式。
作为管道运输的主要材料——管线钢,必然要求其具有较高的综合力学性能和安全性能。
海底管线管作为管线钢管中的一种,主要服役于海底酸性环境以及用作陆上集输管线管,对各项机械性能要求更加严格,生产条件苛刻[1-3]。
目前,国内部分大中型钢厂及研究院,如首钢、湖南华菱湘钢、宝钢等钢铁企业,已经试生产出不同规格和级别的海底管线管,有些已进行工业应用。
某轧钢厂5500生产线作为国内最先进的宽厚板生产线,拥有雄厚的技术实力,具备生产高附加值厚板产品的能力。
2011年~2012年初,该生产线成功开发并批量生产供货28.6,30.2mm厚规格海底管线钢X65,各项性能配比优良,最终合格率稳定在95%以上,为海底管线钢批量稳定的国产化生产奠定了良好的技术基础。
1 成分及工艺设计海底管线钢要求具有较好的断裂韧性、耐疲劳性、抗腐蚀性以及可焊接性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【 3 】施沛润 ,张艾红.澳煤在柳钢 焦化 厂的配用 f J 1 , 柳钢科技 ,
2 OO6 : 7—1 3.
[ 6 】姚 昭 章 , 郑 明 东 .炼 焦 学 【 M】 .北 京 :冶金 工 业 出 版
社, 2 0 0 8 . 1 .
【 4 】 S c o t t . D . S , P i s k o r z . P y r o l y s i s o f l o w r a n k C a n a d i a n c o ls a [ J ] , F u e l
《 加拿大煤 的结焦性能研究 》
参 考 文献
P r o c e s s i n g T e c h n o l o g y , 1 9 8 6 , 2 ( 1 3 ) : 1 5 7 — 1 8 6 . 【 5 】E d w a r d F u r i ms k y .C h a r a c t e r i z a t i o n o f C a n a d i a n c o a l s b y n u c l e r m a a g n e t i c r e s o n a n c e s p e c t r o s c o p y [ J ] .F u e l P r o c e s s i n g
【 1 】虞继舜. 煤化学【 M] . 北京:冶金 工业 出版社, 2 0 0 6 . 6 . 【 2 】张玉桂 ,唐世宝 ,张文祥.加拿大煤和澳大利亚煤用 于炼
焦 的研究和实践[ J 1 .煤炭科技 ,2 0 0 5 , 3 : 1 — 3 .
T e c h n o l o y, g 1 9 8 3 , 3 ( 7 ) : 1 9 1 - 2 0 2 .
实现 5 mm 超 薄 规格 宽 厚 板 的批 量 供 货 ,提 高 宽 度 4 5 0 0 m m 以上 产 品 的供 货能 力 。
过程关键参数控制都面临极大挑战。在技术人员的 支持下 , 5 5 0 0 mm宽厚 板生 产线结 合 加热 炉及 轧机 的
能力 ,确定最佳坯料规格 。在轧制计划编排上 ,合 理控 制 工 作辊 使 用 周期 ,保 证 轧 机状 态 稳 定 。在 轧 制过程 中,对辊道冷却水 、工作辊冷却水流量 、咬
经检验 ,其各项性能指标完全满足标准要求 。此举 进一步丰富了公 司汽车板 系列产品结构 ,为公司提
汽车形状复杂的底盘零件用材 中占有重要位置。
・
1 2・
邯钢公 司成 功试 制汽 车用热轧高强度扩孔钢
近 日 ,邯 钢 公 司 首 卷 热 轧 高 强 度 扩 孔 钢 H R 4 4 0 / 5 8 0 H E在邯宝热轧厂 2 2 5 0 生产线成功下线 , 高汽车板市场 占有率做出了贡献。据悉 ,热轧高强 度 扩孔 钢是 高强 钢 的重要 钢种 之一 ,以较高 的强 度 、 优 良的成形性能和良好的扩孑 L 性能等优点 ,在现代
对 超薄 规格 极 限宽厚 板 的需求 。 据 介 绍 ,生 产 厚度 为 5 am 的超 薄钢 板 ,对 于 r 5 5 0 0 mm 的巨型 轧机来 说 , 无论 是坯 料选择 还 是轧制
人速度 、轧制速度等参数进行精确控制。在生产中 有效降低钢板轧制 “ 双鼓形 ”等技术难题 。 目前 ,5 5 0 0 mm宽厚 板 生产线 还 在继续 推 进 “ 超 薄 、超宽 、超厚 ”极限规格产品的研发工作 ,努力
有关负责人表示 ,成功生产出超薄宽厚板 ,有 利于分发挥鲅鱼圈钢铁分公 司 “ 超薄 、超宽 、特 厚 、大单重”优势 ,提高产品的技术含量和附加值 , 增强整单承接能力 ,可满足造船 、石油储罐等行业 对超薄规格极限宽厚板的需求 , 对于拓展高端市场 、 提高创效能力具有十分重要的意义。
鞍钢股份鲅鱼 圈钢铁分公司成功轧制 5毫米超薄宽厚板
继实现厚度为 6 m m钢板批量供货后 ,日前 ,鞍 钢股份鲅鱼圈钢铁分公司 5 5 0 0 m m 宽厚板生产线又 成 功轧 制 出厚 度 为 5 mm、宽度 为 3 1 0 0 m m 的钢板 。 这 一 超 薄规 格 钢板 的成功 生 产 ,极 大 提 高 了该 生产 线 的整 单 承接 能力 ,将 满足 造 船 、石 油 储罐 等 行业