5FANUC 18-21i-B系列 DNC操作指南(网卡)
fanuc数控系统pmc机床控制及应用举例( 44页)

FANUC 系统常用的I/O装置
机床操作面板I/O卡
分线盘I/O模块 内置I/O模块 外置I/O单元
系统I/O单元
FANUC –OC/OD系统PMC的性能和规格
FANUC –Oi系统PMC的性能和规格
第二节FANUC系统 PMC的功能指令 1.顺序程序结束指令(END1、END2、END)
FANUC系统 PMC的功能指令 5. 比较指令(COMP、COMPB) COMP指令的输入值和比较值为2位或4位BCD代码。
COMPB指令功能是:比较1个、2个或4个字节长的二进制数
据之间的大小,比较的结果存放在运算结果寄存器( 6.常数定义指令(NUME、NUMEB) NUME指令是2位或4位BCD代码常数定义指令。
3.PMC参数画面(PMCPRM)
系统PMC的定时器画面
系统PMC计数器画面
系统PMC保持型继电器画面(KEEPRL)
K00—K15为用户使用,机床厂家可根据机床的具体要求来设定,如 机床是否使用第4轴控制、机床自动排削功能的选择等控制。K16— K19为系统专用区,用户不能作为他用,如K17.0为系统梯形图显示 选择(设定为0时,表示显示系统梯形图),K17.1为系统内装编辑功 能是否有效(设定为1时,表示有效)。FANUC—0iB/0iC系统采用SB7 类型PMC时,保持型继电器K900以上为系统专用区 。
节、2个字节或4个字节的二进制数据指令。具体功能是把2个字节 二进制数指定的数据表内号数据(1字节、2个字节或4个字节的二 进制数据)输出到转换数据的输出地址中。
FANUC系统 PMC的功能指令
12.信息显示指令(DISPB)
该指令用于在系统显示装置(CRT或LCD)上显示外部信息,机床 厂家根据机床的具体工作情况编制机床报警号及信息显示
加工中心编程和操作

第六章 自动加工操作
一、自动运行的种类 1、MEM存储器运行:执行存储在CNC存储器 中的程序(全自动循环) 2、MDI 运行:在MDI状态,输入一个或多个 程序段,并按下循环起动键,则该程序段被自 动运行。 3、DNC 运行:从输入/ 输出设备读入程序使系 统运行
29
二、存储器运行 1、按下存储器方式选择键:MEM 2、从存储的程序中选择一个程序 (1)按下键PROG以显示程序屏幕 (2)按下地址键O (3)使用数字键输入程序号 (4)按下[O SRH]程序号检索软键 3、按下操作面板上的循环起动按钮,启 动自动运行并且循环启动LED闪亮,当 自动运行结束时指示灯熄灭。
加工中心编程和操作
鹰普机械(无锡)有限公司
IMPRO FOUNDRY(WUXI)CO.,LTD.
AN IMPRO COMPANY
1
现代FANUC(0i/21i-M)系统 编程操作
2
引言
数控机床坐标系的种类
一. 机床坐标系(XYZ):数控机床上固有的坐
标系,其方向由国标规定,原点由生产厂设置。
二.工件坐标系(XPYPZP):
第一章 操作面板
操作面板分为系统操作面板和机械操作面板。 一、系统操作面板 输入、编辑或显示各类数据,如加工程序、 当前位置、刀具参数、报警信息、机床诊断信息、 图形模拟等。 二、机械操作面板 控制机床各类动作,如返回参考点、 手动操作、MDI操作、自动运行等。
9
第一节 系统操作面板上的控制键
1、主功能键
22
四、手轮进给(手摇脉冲发生器)
1、 按下方式选择开关:手轮
2 、按下手轮进给轴选择开关,选择刀 具要移动的轴 3 、选择每刻度手轮进给量:1U、 10U、100U、1000U 4 、旋转手轮:正向、负向
FANUC数控资料文库

88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113
FANUC 追加資料_B-63944JA-2-02 30i 31i 32i-A加工中 心系统用户手册补充资料 FANUC B-63945JA-02 30i 31i 32i-A维修说明书 FANUC 追加資料_B-63945JA-02 30i 31i 32i-A维修说明 书补充资料 FANUC B-63950JA-02 30i 31i 32i-A参数说明书 FANUC 追加資料_B-63950JA-02 30i 31i 32i-A参数说明 书补充资料 FANUC B-65264CM-01伺服调整步骤(基础篇) FANUC B-65270CM-04伺服电机参数说明书 FANUC B-65270CM-06伺服电机参数说明书 FANUC B-65280CM-04主轴电机参数说明书 FANUC B-65280CM-06主轴电机参数说明书 FANUC B-65285CM-03伺服电机主轴电机维修说明书 FANUC B-65325CM-01伺服电机主轴电机SERVO AMPLIFIER 维修说明书 FANUC B-65395CM-01 SERVO AMPLIFIERIO Link Option维修说明书 FANUC B-65270EN-06伺服电机参数说明书 FANUC Add_info B-65270EN-06伺服电机参数说明书补 充资料 FANUC B-65280EN-06主轴电机参数说明书 FANUC Add_info B-65280EN-06主轴电机参数说明书补 充资料 FANUC B-65285EN-03伺服电机主轴电机维修说明书 FANUC Add_info B-65285EN-03伺服电机主轴电机维修 说明书补充资料 FANUC B-65325EN-01伺服电机主轴电机SERVO AMPLIFIER 维修说明书 FANUC Add_info B-65325EN-01伺服电机主轴电机 SERVO AMPLIFIER 维修说明书补充资料 FANUC B-65395EN-01 SERVO AMPLIFIERIO Link Option维修说明书 FANUC Add_info B-65395EN-01 SERVO AMPLIFIERIO Link Option维修说明书补充资料 FANUC B-65270JA-06伺服电机参数说明书 FANUC 追加資料_B-65270JA-06伺服电机参数说明书补 充资料 FANUC B-65280 B-64304CM-1/01 B-64304CM-2/01 B-64304CM/01 B-64305CM/01
数据采集

数控机床采集方式(MDC)一、FANUC系统(FOCAS API 接口)采用以太网进行数据采集。
通常要求FANUC 系统具有以太网功能,通过FANUC 的FOCAS 开发软件包进行开发数据采集软件。
采集的数据量比较大。
部分2000-2008 年左右系统,要添加FANUC 专用网卡,网卡费用较高,大致2000 元左右,订货周期长。
在线刀具补偿应用于批量生产中,根据测量数据。
在电脑控制端对刀具磨损值进行在线补偿,来修正产品尺寸公差,控制产品质量。
与刀具测量仪器对接,可在线输入刀具补偿,避免手工输入出错。
二、西门子系统1.西门子840D SL/828D 系统采用以太网进行数据采集,高档西门子系统 840D SL/828D,在 4.5 版本后都集成了最新工业协议 OPCUA,OPCUA 是一个开放标准工业协议,一般需要联系西门子把该协议授权打开,数据采集完全满足我们需求,包括状态、设备运行参数、PLC 点位、刀具参数、加工参数。
2.西门子 840D/810D 系列系统采用以太网进行数据采集。
通常要求西门子 840D 系列系统采用 PCU50 的人机计算indowsNT4.0 和 WindowsXP 操作系统,采用以太网卡进行数据采集。
在 PCU50 上安装采集软件,如西门子采用 OPCDA 接口或 DDE 技术进行数据采集。
再有采用 PLC 通信的方式。
就是通过对西门子 840D 系统机床的 S7-3 00/S7-200 的 PLC 进行远程访问,从而对机床的一部分数据进行采集。
该方式与数控系统的人机单元没有要求。
但机床的 PLC 因与具体的机床相关联,需要对每一台机床的 PLC 都比较熟悉,才能保证机床的正常运转不受影响。
对西门子中低档系统如 802D、802Dsl、828D(版本较低的)、808\802 C、802S 等机床都是采用访问 PLC(S7-200)方法。
可以通过西门子内部协议,如 S7 协议(网口), MPI 接口 PPI 串口协议进行访问。
FANUC 0IB Mate-B 参数调试步骤
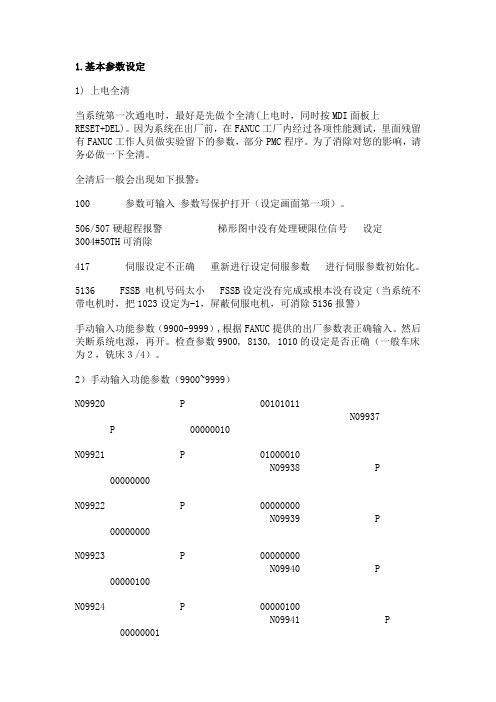
1.基本参数设定1) 上电全清当系统第一次通电时,最好是先做个全清(上电时,同时按MDI面板上RESET+DEL)。
因为系统在出厂前,在FANUC工厂内经过各项性能测试,里面残留有FANUC工作人员做实验留下的参数,部分PMC程序。
为了消除对您的影响,请务必做一下全清。
全清后一般会出现如下报警:100 参数可输入参数写保护打开(设定画面第一项)。
506/507硬超程报警梯形图中没有处理硬限位信号设定3004#5OTH可消除417 伺服设定不正确重新进行设定伺服参数进行伺服参数初始化。
5136 FSSB 电机号码太小 FSSB设定没有完成或根本没有设定(当系统不带电机时,把1023设定为-1,屏蔽伺服电机,可消除5136报警)手动输入功能参数(9900-9999),根据FANUC提供的出厂参数表正确输入。
然后关断系统电源,再开。
检查参数9900, 8130, 1010的设定是否正确(一般车床为2,铣床3/4)。
2)手动输入功能参数(9900~9999)N09920 P 00101011 N09937 P 00000010N09921 P 01000010 N09938 P 00000000N09922 P 00000000 N09939 P 00000000N09923 P 00000000 N09940 P 00000100N09924 P 00000100 N09941 P 00000001N09925 P 00000000 N09942 P 00000000N09926 P 00000000 N09943 P 10011000N09927 P 00010000N09928 P 10100000 N09947 P 10000000N09929 P 00000001 N09953 P 10000000N09930 P 00100110 N09965 P 00000100N09931 P 00000100 N09968 P 111111111N09932 P 10010000 N09972 P 00000010N09933 P 10000000 N09977 P 00010000N09934 P 00000000 N09988 P 00010000N09935 P 00000000 N09990 P 01101000N09936 P 10010000 N09997 P 000000103)伺服FSSB设定和伺服参数初始化参数1020=88;89;90参数1022设定位1;2;3参数1023设定位1;2;3等。
发那科0i mate D数控系统连接
电缆屏蔽处理
接地
CNC机床的接地方法有以下三种:
1、Signal ground(SG)信号地
SG供给电信号0V用的基准电压。 2、Frame ground(FG)框架地
FG是用来提高系统的可靠性,屏 蔽外界的干扰。 3、System ground(系统地)
系统地是把各设备或单元之间设 备的框架地(FG)作为系统与大 地相连接。
●NC与伺服放大器之间只用一根光缆连接,与控制轴数 无关。在控制单元侧,COP10A插头安装在主板的伺服 卡上。光缆从NC控制单元侧的COP10A连接到伺服放 大器的COP10B,伺服放大器之间采用级联连接。 ● PSM, SPM, SVM(伺服模块)之间的短接片(TB1)是连 接主回路的直流300V电压用的连接线,一定要拧紧。如 果没有拧的足够紧,轻则产生报警,重则烧坏电源模块 (PSM)和主轴模块(SPM)。 ●对于PSM 的MCC一定不要接错,MCC插座之间只是 一个内部触点,如果错接成200V,将会烧坏PSM 控制 板。如下图所示正确接法。
8.4" 彩色 LCD/MDI
10.4"彩色 LCD (仅 0i-C)
400(W) x 200(H)
400(W) x 200(H)
290(W) x 220(H)
260(W) x 300(H)
260(W) x 300(H)
290(W) x 220(H)
单位 mm
NC 硬件结构——PCMCIA接口
显示器前面和16i /18i /21i 系列一样支持PCMCIA接口
JD36A,JD36B引脚信号说明如下:
脚号 1 2 3
信号 RD 0V DR
信号说明 接收数据 直流0V 数据设置准备好
FANUC数控系统的机床数据采集
标签:分类:机床数据采集及监控发那科fanuc数据采集0i16i .'.一,・:一,・18i•报警数据:NC报警,PLC报警状态和PLC报警号所有数据均实时后台采集,不用任何人工干预。
针对具备以太网通信功能的西门子802系列数控系统,制造数据管理系统MDC可采集到大量的数据,其数据量与SINUMERIK 840D系列相当。
例如,典型的数据包括:•操作方式数据:手动JOG、乂口人、自动等•程序运行状态(运行,停止,暂停等)•主轴数据:主轴转速、主轴倍率,主轴负载,主轴运转状态•进给数据:进给速度、进给倍率轴数据:•轴坐标(机床坐标系、工件坐标系统),轴负载•加工数据:当前执行的程序名称、程序路径;当前使用的刀具•报警数据:报警代码、报警信息内容、报警时间所有数据均实时后台采集,不用任何人工干预。
MDC系统充分利用机床已有的硬件资源,实现机床通信资源的共享。
如MDC和DNC系统可共用数控系统的网卡或者串口通信端口进行数据采集和程序传输的功能。
例如西门子802D/C/S系统、FANUC 0i系统共用一个串口实现MDC/DNC两个系统的功能需要。
MDC系统的特点:以通用以太网为骨干网络,减低硬件投入,增强了数据通讯能力,奠定车间与工业以太网的发展相适应能力。
基于以太网络的模式从而充分利用车间现有网络,可完全与DNC网络兼容。
2)灵活的数据采集方式由于如今金属加工工业的数控机床数量较大,采用单一系统或单一机床的企业很少,对于大多数企业,其机床种类比较多,新旧不一,因此如果采用某一种数据采集方式则缺乏灵活性,从而使得能采集的数据不能最大化。
而根据车间现场具体设备情况采用相应的数据采集方式,既能获得最大的数据量,又能有效的控制成本投入,取得最佳的性价比。
制造数据管理系统MDC常见的采用如下方式:•软件通讯方式(TCP/IP、串口通讯等)•工业总线方式(如PROFIBUS、MODBUS, CAN总线等)•硬件方式(数据采集模块)•终端数据采集3)丰富的采集数据量从简单的开关量到复杂的模拟量和字符串,制造数据涵盖车间现场需求的各个方面。
FANUC 0i常用参数及pmc诊断信号地址
1020
1022 1023 1320 1321 1401#0 1410 1420 1422
PM-O
0000#1
1
103,113
10
20 0为232口,4为存储卡
138
1可选DNC文件
1005#0
调试时为1
1006#0
旋转轴为1
1006#3
车床的X轴
1006#5 1020
0:+,1:88(X),89(Y), 90(Z),65(A),
工件号检: PN1,PN2,PN4,PN8,PN16
16/18/21/0i/PM
T
M
G4/3
G4/3
G5/6
G5/6
G6/2
G6/2
G6/4
G6/4
G7/1
/
G7/2
G7/2
G7/5
G7/5
G8/0
G8/0
G8/4
G8/4
G8/5
G8/5
G8/7
G8/7
G9/0-4 G9/0-4
进给倍率: *OV1,*OV2,*OV4,*OV8
快移时间常数 切削时间常数 分离型位置检测器 电机绝对编码器 各轴位置环增益 各轴到位宽度 各轴移动位置偏差极限 各轴停止位置偏差极限 各轴反向间隙 P-I控制方式 单脉冲消除功能 虚拟串行反馈功能
电机代码 负载惯量比 电机旋转方向 速度反馈脉冲数
1620 1622 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023
电机最大值/减速比
使用1
CNC控制轴数
FANUC程序传输工具的使用(1)
FANUC程序传输工具(A08B-9510-J513)的使用
FANUC提供的非常方便的 CNC <-> PC 程序互传工具。
0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H均可使用(系统需配置以太网接口和功能)
在
CNC侧设定FTP服务器的用户名、密码、登录地址(PC侧的IP地址)
首先安装FANUC程序传输软件,然后在程序中起动软件中的会话设定选项
进入会话设定画面后,在机床信息一栏中选择目前连接的CNC类型
在选择程序存储器一览进行设定IP地址、TCP端口号
侧设置一
在数据服务器一栏中输入用户名、密码(与CNC致)和FTP端口号
在
显示一栏中选择PC侧的显示路径
会话设定完成后,在程序中选择以太网程序测试选项,进入一下画面可测试PC和CNC的连接(包括PING IP地址、FOCAS2、FTP连接)
在确认以上测试完成后确认在程序中选择程序传输项,进入以下画面
上图中的NC按钮代表PC和CNC程序内存之间的程序传输,(该功能使用内嵌式以太网、快速以太网板、DATA SERVE板均可实现)
点击机床列表中的的机床名,进入一下画面
例如把PC侧目录下的程序O0037传输到CNC测的程序存储器中,只要把O0037直接拖至程序存储器框中然后放开鼠标,机会出现一下对话框
点击下载即可把O0037程序传至CNC侧的程序存储器中。
点击DS按钮则进入DATA SERVER传输画面(该功能只能在安装DATA SERVER板才可使用)
通过鼠标把PC框中的程序直接拖至数据服务器框中,显示以下选择框
点击下载
点击确定后,程序RD.NC即传送到数据服务器中。
FANUC系统PMC程序教程
§ 7.3应用举例
FANUC系统 系统PMC的分类 的分类: 系统 的分类
PMC—L/M:用于FANUC—OC/OD系统 :用于 系统 PMC—SA1:用于FANUC—O i系统(B功能包)/O i :用于 系统( 功能包 功能包) 系统 Mate系统 系统 PMC—SA3:用于FANUC—O i A系统(A功能包) :用于 系统( 功能包 功能包) 系统 PMC—SB7:用于FANUC—16i/18i/21i及O i B/O i C系 :用于 及 系 统(A包) 包 PMC—RB5/RB6:用于FANUC—16/18系统 :用于 系统
FANUC系统 PMC的功能指令 系统 的功能指令 11.代码转换指令( 11.代码转换指令(COD、CODB) 代码转换指令 、 ) COD指令是把2 BCD代码 代码( 99) COD指令是把2位BCD代码(0—99)数据转换成2位或4位BCD代码 99 数据转换成2位或4 BCD代码
数据的指令。具体功能是把2 BCD代码指定的数据表内号数据( 数据的指令。具体功能是把2位BCD代码指定的数据表内号数据(2 代码指定的数据表内号数据 位或4 BCD代码)输出到转换数据的输出地址中。 位或4位BCD代码)输出到转换数据的输出地址中。 代码
三、内装型PLC及其信息转换
2、内部资源功能描述 (1)PLC内部开关量的输入 (2)PLC内部开关量的输出 (3)PLC标识位 (4)PLC寄存器
三、内装型PLC及其信息转换
4、CNC与PLC之间的信息交换 (1)通过激活标志器,在CNC中产生报警、 提示信息。 (2)通过激活标志器,在CNC中变量进行读 写或修改。 (3)执行M、S、T功能过程中,对R201— R203的内容进行更新。
用于数控机床的PLC一般分为两类: 内装型(或集成型) CNC的生产厂家为实现数控机床的顺序控制,而将 CNC和PLC综合起来设计,称为内装型(或集成型) PLC。内装型PLC是CNC装置的一部分; 1.内装型PLC与CNC间的信息传送在CNC内部实现, 2.PLC与机床之间信息传送则通过CNC的输入/输出接口 电路来实现。 3.在硬件上,内装型PLC可与CNC共用一个CPU,也可 以单独使用一个 CPU。 一般不能独立工作; 这种类型的系统在硬件和软件整体结构上合理、实用, 性能价格比高; 适用于类型变化不大的数控系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 18i-MB系列 DNC操作指南(网卡)
1.术语:
“发件箱”:服务器中程序员编制及出库到服务器的程序目录(/SEND);
“收件箱”:服务器中机床上传备份到服务器的程序目录(/RECEIVE);
“I/O通道”:0、1(RS232-1)2(RS232-1)5(DATA SERVER)9(INTERNET);
“主机1”:对应“发件箱”,具有NC下载的权限;
“主机2”:对应“收件箱”,具有NC上传、下载的权限。
“主机3”预留;
主机切换:【程序】(PROG)→【扩展】*2→【连接】(CONECT)→【(操作)】(OPRT)→【EMBEDD】→【CON-1、CON-2、CON-3】→【返回】(RETURN)。
2.上传机床程序到服务器“收件箱”:
编辑模式:【程序】(PROG)→输入程序号,如O1234→【操作】(OPRT) →【扩展键】→【输出】(PUNCH) →【执行】(EXEC)。
为防止程序丢失,建议提前备份机床程序。
3.下载服务器“发件箱”程序:
编辑模式:【程序】(PROG)→【扩展】2次→【主机】(HOST)→【操作】(OPRT)→【嵌入】(EMBEDD)→光标选择程序→【扩展】→【读入】(READ)→输入程序的序号,(如0010 O2345 则输入0010)→【执行】(EXEC)。
屏幕右下方会有“输入”闪烁,等待数秒,程序O2345就传到了机床。
接收执行之前输入程序号,来识别新程序,避免与机床上程序重号或混淆。
4.下载服务器“收件箱”程序:
操作方法,同上。
仅需切换到“主机2”。
5.注意事项:
●上传NC需预先切换到主机2,I/O=9(【OFS/SET】→【设置】);
●下载NC需关闭写保护,系统内存足够。
●网络读取失败需确认:1、主机、2、网络、3、系统设置
第1页共15页。