QT600-3、QT450-10球墨铸铁件的铸造技术
铸铁牌号对照表及性能
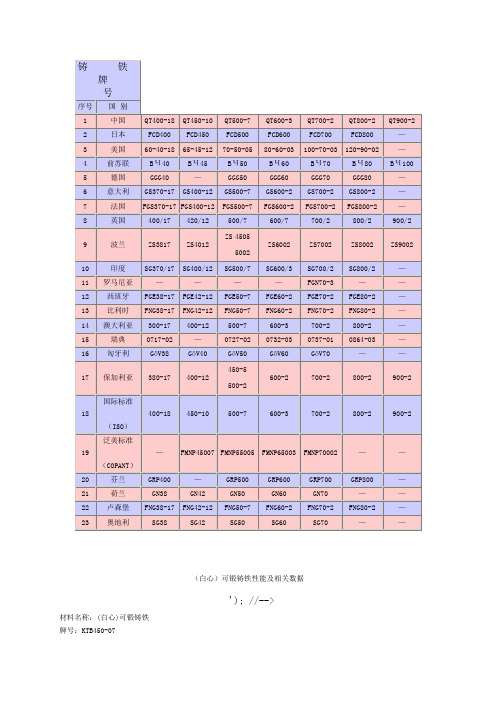
铸铁牌号(白心)可锻铸铁性能及相关数据'); //-->材料名称:(白心)可锻铸铁牌号:KTB450-07标准:GB 9440-88●特性及适用范围:坯料在氧化性介质中进行脱碳退火,焊接性较好,只适宜铸造壁厚在15mm以下的铸件。
国内应用较少,国外有用作水暖管件的●化学成份:wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%.●力学性能:(1)抗拉强度σb (MPa)当试棒直径:d=9mm时,≥400;d=12mm时,≥450;d=15mm时,≥480(2)条件屈服强度σ0.2 (MPa)当试棒直径:d=9mm时,≥230;d=12mm时,≥260;d=15mm时,≥280(3)伸长率δ (%)当试棒直径:d=9mm时,≥10;d=12mm时,≥7;d=15mm时,≥4(4)硬度:≤220HB(5)试样尺寸,试棒直径:d=9mm;d=12mm;d=15mm●热处理规范及金相组织:热处理规范:(由供方定)金相组织:小断面尺寸:铁素体。
大断面尺寸:表面区域--铁素体;中间区域--珠光体+铁素体+退火碳;心部区域--珠光体+退火碳中日美部分不锈钢化学成分对比表'); //-->球墨铸铁性能及相关数据'); //-->材料名称:球墨铸铁牌号:QT600-3标准:GB 1348-88●特性及适用范围:为珠光体型球墨铸铁,具有中高等强度、中等韧性和塑性,综合性能较高,耐磨性和减振性良好,铸造工艺性能良好等特点。
能通过各种热处理改变其性能。
主要用于各种动力机械曲轴、凸轮轴、连接轴、连杆、齿轮、离合器片、液压缸体等零部件●化学成份:碳 C :3.56~3.85硅 Si:1.83~2.56锰 Mn:0.49~0.70硫 S :0.016~0.045磷 P :0.035~0.058镁 Mg:0.041~0.067注:RxOy:0.033~0.049●力学性能:抗拉强度σb (MPa):≥600条件屈服强度σ0.2 (MPa):≥370伸长率δ (%):≥3硬度:190~270HB●热处理规范及金相组织:热处理规范:(由供方定,以下为某试样的热处理规范,供参考) 930℃,2h正火空冷, 600℃,2h,回火空冷金相组织:珠光体+铁素体灰铸铁的性能及相关数据'); //-->材料名称:灰铸铁牌号:HT200标准:GB 9439-88●特性及适用范围:为珠光体类型的灰铸铁。
Q 球墨铸铁件通用技术条件

Q/ZZ 30015—××××
球墨铸铁件通用技术条件
1 范围
本标准规定了本公司使用的球墨铸铁件的通用技术要求、验收和检验方法。 本标准适用于在砂型或导热性与砂型相当的铸型中铸造的普通和低合金且石墨为球状的球墨铸铁 件(以下简称铸件)。
2 规范性引用文件
下列文件对于本标准的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本标 准。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。
附件 2:
Q/ZZ
中国重型汽车集团有限公司企业标准
Q/ZZ 30015—××××
代替Q/ZZ 30015-2008
球墨铸铁件通用技术条件
(征求意见稿)
××××-××-××发布
××××-××-××实施
中国重型汽车集团有限公司 发布
Q/ZZ 30015—××××
前言
本标准以Q/ZZ 30015-2008版为基础,结合GB/T1348和当前实际生产情况和相关技术文件进行修订。 本标准代替Q/ZZ 30015-2008,与Q/ZZ 30015-2008相比,主要技术内容修订如下: ——结构方面做了较大修改; ——增加了“3.1 球墨铸铁牌号”; ——增加了球墨铸铁材料牌号ZQQT1300-3和相关技术要求,删除了D25-6球墨铸铁材料牌号和相关 技术要求, ——将硬度单位“HBS”更改为“HBW”,将“主要金相组织含量”更改为“主要基体组织”; ——增加了附铸试样、本体试样的相关技术要求; ——将渗碳体改为碳化物; ——删除了金相组织中关于珠光体形态的技术要求; ——修改了磷共晶的技术要求,将“磷共晶形态和数量:不得有三元磷共晶-渗碳体复合物和网状 磷共晶。其他形状的磷共晶不得多于1%”修改为“磷共晶数量:不得多于1%”; ——修改了“铸件加工余量”章节的内容,删除了图1—图5; ——修改了球墨铸铁订货要求,删除了“球墨铸铁件订货要求参照GB/T 9439附录D规定执行”,增 加了“4.1 订货信息”和“4.2订货要求”。 ——增加了“6.3铸件复验和其他检验按GB/T1348第10、11章规定执行”。 本标准由中国重型汽车集团有限公司提出。 本标准由中国重型汽车集团有限公司技术发展中心负责归口。 本标准起草单位:中国重型汽车集团有限公司技术发展中心。 本标准主要起草人:刘长森、黄国涛、王正军。 本标准替代标准的历次版本发布情况为: ——Q/ZZ 30015-95JT 、Q/ZZ 30015-2008。
铸铁牌号表示方法-最新国标

铸铁牌号表示方法1 范围本文件给出规定了铸铁牌号用代号、化学元素符号、名义含量及力学性能的表示方法。
本文件适用于各种铸铁。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 8170 数值修约规则与极限数值的表示和判定3 术语和定义GB/T 5611界定的术语和定义适用于本文件。
4 铸铁牌号表示方法4.1 铸铁代号4.1.1 铸铁基本代号由表示该铸铁特征的汉语拼音字的首位大写正体拉丁字母组成,当两种铸铁名称的代号字母相同时,可表示该铸铁特征的汉语拼音字的首位大写正体拉丁字母后加拼音的第二位小写字母(如蠕Ru铁)。
4.1.2 当要表示铸铁的组织特征或特殊性能时,代表铸铁组织特征或特殊性能的汉语拼音字的首位大写字母排列在基本代号的后面。
铸铁代号及牌号表示见表2。
4.1.3 以特殊工艺生产的铸铁,或具有特殊性能的铸铁,在表示铸铁材料特征的代号后加上其特殊工艺或特殊性能名称的其中一字或二字的汉语拼音的首位大写拉丁字母。
如连续铸造灰铸铁,以HTLZ(灰铁连铸)表示;如耐蚀铸铁,以HTS表示(耐蚀灰铁)。
4.2 铸铁牌号4.2.1 牌号中的合金化元素、名义含量及力学性能合金化元素符号用化学元素符号表示,混合稀土元素用符号“RE”表示。
名义含量及力学性能用阿拉伯数字表示。
4.2.2 以化学成分表示的铸铁牌号4.2.2.1 当以化学成分表示铸铁的牌号时,合金元素符号及名义含量(百分质量数)排列在铸铁代号之后。
4.2.2.2 在牌号中常规碳、硅、锰、硫、磷元素一般不标注,有特殊作用时,才标注其元素符号及含量。
4.2.2.3合金化元素的含量大于或等于1%时,在牌号中用整数标注,数值的修约按GB/T 8170的规定。
小于1%时,一般不标注,只有对该合金特性有较大影响时,才标注其合金化元素符号。
球铁的金相组织
对于退火铁素体球铁,允许的Si、Mn含量范围较宽,Si的质量 分数可从2.0%到2.7%,对原材料的纯净度(干扰球化元素含 量)要求可适当放宽。
最小值 400(40.80) 250(25.50) 400(40.80) 250(25.50) 450(45.90) 310(31.60) 500(51.00) 320(32.65) 600(61.20) 370(37.75) 700(71.40) 420(42.85) 800(81.60) 480(48.98) 900(91.80) 600(61.20)
2021/6/20
13
(3) 磷
磷在球墨铸铁中有严重的偏析倾向,易在晶界处形成磷共 晶,严重降低球墨铸铁的韧性。
磷还增大球墨铸铁的缩松倾向。 当要求球墨铸铁有高韧性时,应将含磷量控制
0.04%~0.06%以下,对于寒冷地区使用的铸件,宜采 用下限的含磷量。 如球墨铸铁中有钼存在时,更应注意控制磷的含量,因此 时易在晶界处形成脆性的磷钼四元化合物。
9
7
铸态 3.5~3. 2.5~3. ≤0.3
9
0
低温用 3.5~3. 1.4~2. ≤0.2
9
0
2021/6/20
P
≤0.0 7
≤0.0 7
≤0.0 4
S
≤0.0 2
≤0.0 2
≤0.0 1
Mg
0.03~0. 06
0.03~0. 06
0.04~0. 06
RE 0.02~0.
04 0.02~0.
04 —
稀土元素如铈、镧、钍、钇等皆有不同程度的中和干扰球化元素的 作用,加入RE0.01%~0.02%即能中和这些元素的有害作用。稀土 元素的存在可放宽反球化元素的最大允许量。
铸铁ppt课件
11.2.4 影响铸铁结晶的因素
冷却速度的影响 冷速慢有利于按Fe-C相图进行结晶,石墨化 越容易进行。 冷速快有利于 形成白口铁
不同C+Si含量,不同壁厚(冷却速度)铸件的组织
11.3 灰铸铁
概述 灰铸铁中石墨呈片状,断口呈灰色,是使
用最多的铸铁,占铸铁总量的80%以上。 灰铸铁分为:普通灰铁和孕育灰铁-通过孕育 处理,使石墨的片层变细,强度高于普通灰铁 牌号表示:HT100,HT150,HT200 属普通灰铁
11.2.4 影响铸铁结晶的因素
为综合考虑C,Si,P对铸铁组织及石墨化的影 响,引入了两个参量:碳当量和共晶度。
碳当量:把Si,P折合成相当的碳含量 CE=WC +1/3W(Si+P)
共晶度:表示铸铁中碳含量接近共晶碳含量的程度 Sc=WC/[4.3%-1/3W(Si+P)]
Sc=1为共晶 >1为过共晶
球墨铸铁
一、铸铁中碳的分布形式与石墨的形态
2.石墨形态:片状,蟹状,蠕虫状,团絮状,不规则形状,球形
片状
蟹状
球形
蠕虫状
团絮状
二、铸铁的分类
按石墨存在的形式及石墨形态分类
灰口铸铁 C全部或大部分以游离的片状石墨形式存在,断口呈灰色
球墨铸铁 C全部或大部分以游离的球形石墨形式存在
蠕墨铸铁 C全部或大部分以游离的蠕虫状石墨形式存在
球化剂:Mg,稀土-硅铁合金,稀土- 硅铁-镁合金(应用最广泛)
孕育处理:由于球化处理只能在铁液中 有石墨核心时,才能促进石墨生成球 形,而常用的球化剂都强烈阻碍石墨 化,因此,在球化处理同时,必须进 行孕育处理(石墨化处理),获得球 径小,数量多,圆度好,分布均匀的 球状石墨
球墨铸铁的牌号

130~180
铁素体
QT500-7A
>30~60 >60~200
450~420
300~290
7~5
170~240
铁素体+珠光体
QT600-3A
>30~60 >60~200
600 5~50
360 3~40
3~1
180~270
珠光体+铁素体
QT700-2A
>30~60 >60~200
700~650
牌号
参考壁厚
e/mm
最小抗拉强度
σb/MPa
最小屈服强度
σ0.2/MPa
最小伸长率
δ (%)
硬度
HBS
QT700-2A
30<e≤60
700
400
2
220~320
60<e≤200
650
380
1
220~320
Q600-3TA
30<e≤60
600
360
2
180~270
60<e≤200
550
340
1
180~270
不宜含V、Ti、Cu、W、Mo、Cr等
0.03~0.06
0.02~0.04
退火
3.5~4.0 宜≤3.9
2.0~2.7
≤0..06
0.02~0.04
低温工作铸件
3.4~3.6
1.4~2.0
<0.3 宜≤0.2
≤0.04宜<0.03
≤0.01
Ni<1.0
0.04~0.06
0.3~0.5
≤0.07
≤0.02
0.5~1.0
0~0.2
热处理
球墨铸铁井盖和灰口铸铁井盖的区别

铸铁的分类:什么是灰口铸铁,什么是可锻铸铁,什么是球墨铸铁铸铁:含碳量大于2.06%的铁碳合金。
真正有工业应用价值的铸铁其含碳量一般为2.5%~6.67%。
铸铁的主要成分除铁之外,碳和硅的含量也比较高。
由于铸铁中的含碳量较高,使得其中的大部分碳元素已不再以Fe3C化合物存在,而是以游离的石墨存在。
性能特点:是可焊性、塑性、韧性和强度均比较差,一般不能锻,但它却具有优良的铸造性、减摩性、切削加工性能,价格便宜。
用途:常用作泵机座、低压阀体等材料;地下低压管网的管子和管件。
根据铸铁中石墨的形状不同将铸铁分为灰口铸铁、可锻铸铁和球墨铸铁。
1、灰口铸铁:石墨以片状形式存在于组织中的铸铁称之为灰口铸铁。
灰口铸铁浇铸后缓冷得到的组织为铁素体和游离石墨共存,断口呈灰色,灰口铸铁也因此而得名。
灰口铸铁的各项机械性能均较差,工程上很少使用。
2、可锻铸铁:经过长时间石墨化退火,使石墨以团絮状存在于铸铁组织中,此类铸铁称为可锻铸铁。
性能特点:强度、塑性、韧性均优于灰口铸铁,其延伸率可达12%;但可锻铸铁制造工艺复杂,价格比较高。
由于可锻铸铁具有一定的塑性,故"可锻"的名称也由此而出,其实它仍为不可锻。
用途:可锻铸铁在工程上常用作阀门手轮以及低压阀门阀体等。
根据断面颜色或组织的不同,可锻铸铁又分为黑心可锻铸铁、白心可锻铸铁和珠光体可锻铸铁三种。
常用的是黑心可锻铸铁。
3、球墨铸铁:是通过在浇注前向铁水中加入一定量的球化剂进行球化处理,并加入少量的孕育剂以促进石墨化,在浇注后直接获得具有球状石墨结晶的铸铁。
性能特点:球墨铸铁的各项性能指标均优于可锻铸铁,比可锻铸铁价格便宜。
用途:可代替可锻铸铁用在较苛刻条件下。
用途更广泛。
铸铁命名:根据GB9439的规定铸铁的牌号表示方法。
墨铸铁井盖和灰口铸铁井盖的区别?2008/04/24 11:33关于球铁井盖和灰铁井盖的区别,我从以下几点来说明下:1、先从球墨铸铁标准和灰铁标准来比较下灰铸铁件的抗拉强度及硬度牌(GB/T9439-1988)以上是我从网络上找来了一些数据,下面我分析下两者之间的区别:1、灰铁的石墨是平扁片状的,球铁的石墨是圆球状的。
球墨铸铁国家标准(摘要)

球墨铸铁件(摘要) GB 1348-88创建时间:2008-08-02球墨铸铁件(摘要)GB1348-881、引言(略)2、牌号球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1单铸试块的机械性能表2单铸试块V 型缺口试样的冲击值注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能表3附铸试块的机械性能注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。
3.3金相组织如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状及其尺寸公差3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QT600-3、QT450-10球墨铸铁件的铸造技术
聂小武;鲁世强;王克鲁
【期刊名称】《铸造工程》
【年(卷),期】2008(032)001
【摘要】根据球墨铸铁铸造的理论依据,结合具体生产实践,对QT600-3、QT450-10的铸造工艺进行了实验研究和分析,并分别设计了相应的解决措施去消除缺陷,然后通过大批量生产和跟踪调查,对措施的有效性进行了改进,修正和评价,使铸造工艺更合理.综合多年的实践,介绍了球墨铸铁件在生产工艺过程中的优质控制,通过严格控制化学成分、生产工艺过程,使球化、孕育处理效果较好,达到了所需球墨铸铁的性能指标,获得了较好的技术经济效果.
【总页数】3页(P23-25)
【作者】聂小武;鲁世强;王克鲁
【作者单位】南昌航空大学材料科学与工程学院,江西,南昌,330063;南昌航空大学材料科学与工程学院,江西,南昌,330063;南昌航空大学材料科学与工程学院,江西,南昌,330063
【正文语种】中文
【中图分类】TG255
【相关文献】
1.感应电炉熔铸QT600-3滑管的生产实践 [J], 中国铸造技术联盟
2.高精度保持性QT600-3横梁的铸造技术 [J], 卫东海;李克锐;张怀香;彭荣刚
3.铁模覆砂铸造合成球铁(QT600-3)凸轮轴本体性能分析 [J], 蓝敏俐;陈忠士
4.汽轮机厚断面球墨铸铁件的铸造技术 [J], 张双泉;葛智豪
5.QT600-3后板簧座的垂直线铸造工艺改进 [J], 杜可珍;周应好
因版权原因,仅展示原文概要,查看原文内容请购买。