影响厌氧污泥颗粒化的主要因素
影响UASB性能的主要因素
影响UASB性能的主要因素1、温度厌氧废水处理分为低温、中温和高温三类,其温度范围与相应的微生物生长范围相对:应。
迄今大多数厌氧废水处理系统在中温范围运行,以30 C〜40 C最为常见,其最佳处理温度在35C〜40C。
高温工艺多在50C〜60 C间运行。
低温厌氧工艺污泥活力明显低于中温和高温,其反应器负荷也相对较低,但对于某些温度较低的废水,低温工艺也是可供选择的方案。
2、PH 值PH值是废水厌氧处理最重要的影响因素之一。
厌氧处理中,水解菌与产酸菌对PH有较大范围的适应性,但对PH敏感的甲烷菌适宜的生长PH为6.5〜7.8,这也是通常情况下厌氧处理所应控制的PH值。
3、营养物与微量元素厌氧废水处理过程由细菌完成,因此应维持良好的细菌生长环境,保证细菌有足够的合成自身细胞物质的化合物。
依据组成细胞的化学成分,其中主要包括营养物氮、磷、钾和硫以及钙、镁、铁等其他的生长必须的少量的或微量的元素。
BOQ: N:P可控制在200:5:1 ,或C:N=12〜16.4、碱度和挥发酸浓度传统理论认为要保证颗粒污泥的形成,反应器内碱度应维持在1000〜5000mgCaC3/L的范围内,如果反应器内的碱度小于1000mgCaCOL时,会导致其PH值下降;唐一等人在其研究中已经证实,保证UASB反应器内的污泥颗粒化的最低碱度是750mgCaCO_。
在UASB反应器中,挥发酸的安全浓度控制在2000mg/L(以HAC十)以内,当VFA的浓度小于200mg/L 时,一般是最好的。
5、进水中悬浮固体浓度的控制对进水中悬浮固体(SS浓度的严格控制要求是UASB反应器处理工艺与其他厌氧处理工艺的明显不同之处。
一般来说,废水中的SS/COQ勺比值应控制在0.5以下。
6、有毒有害物质的控制①氨氮浓度的控制氨氮浓度的高低对厌氧微生物产生2种不同影响。
当其浓度在50〜200mg/l时,对反应器中的厌氧微生物有刺激作用;浓度在1500〜3000mg/l时,将对微生物产生明显的抑制作用。
2 阳离子聚丙烯酰胺对厌氧污泥絮凝效果及活性的影响
Institute of
of Agriculture,Chengdu 610041,
China;2.Key Laboratory of Development and Application of Rural Renewable Energy,Ministry of Agriculture,
Chengdu
150
1Ⅲ、棚扩k醛障
踮∞∞∞∞舳∞∞∞0
;厂]
原样污泥 离心污泥
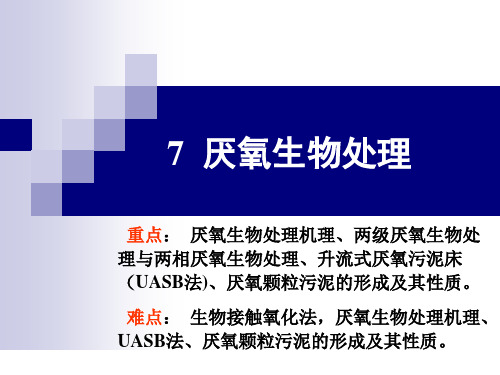
ppm时,与100 ppm投加量相比虽然上清液
絮凝污泥 絮凝污泥 (100ppmCPAM)(150ppmCPAM)
8000
L
图4无外加底物条件下不同污泥累计产气量
7000
176000 苫5000 8 4000
裂3000
2.2.2外加底物条件下投加CPAM对厌氧污泥活
1材料与方法
1.1污泥来源及性质 污泥取自某制药厂废水处理站厌氧罐污泥,采 样后冷藏。污泥性质见表1。
下时,没有表现出PAM的反应毒性,但是出现了间
收稿日期:2014.07-16 项目来源:科技部十二五农村行业专项项目(201303099;201303101)
作者筒介:唐治(1990一),男,硕士,研究方向为生活污泥厌氧消化,E—mail:270600479@qq.tom
鍪’
基
』
图2
CPAM投加量对上清液中总茵数和产甲烷菌数的影响
2.1.3
CPAM投加量对上清液COD与絮凝物Ts
的影响
CPAM投加量对厌氧污泥絮凝后上清液中COD
与絮凝物鸭的影响如图3所示。可以看出,随着
CPAM投加量的增加,上清液COD依次减小,而絮 凝物1S逐渐增加。 从图3中可以看出,当CPAM的投加量大于50 ppm后,上清液COD减小不明显;且当CPAM的投 加量大于75 ppm后,絮凝物.IS增加不明显。但实 验中观察到只有当CPAM的投加量达到100 ppm 后,上清液才变澄清。 从图3中还可以看出,当CPAM的投加量达到
污水处理中的厌氧颗粒污泥技术

污水处理中的厌氧颗粒污泥技术在当今社会中,环境污染成为一个严重问题,而污水处理则是解决环境污染的关键环节之一。
随着科技的不断进步,不断有新的技术被引入到污水处理中,其中厌氧颗粒污泥技术就是一种备受关注的解决方案。
本文将重点介绍污水处理中的厌氧颗粒污泥技术,并对其优点、应用以及未来发展进行探讨。
厌氧颗粒污泥技术是一种利用厌氧颗粒污泥对污水中有机物质进行降解和处理的方法。
相比于传统的活性污泥工艺,厌氧颗粒污泥技术具有以下几个显著优点。
首先,厌氧颗粒污泥技术对污水处理工艺的适应性更强。
无论是高浓度有机污水还是低浓度有机污水,厌氧颗粒污泥技术都能够有效地处理。
这意味着在不同场景下,厌氧颗粒污泥技术都能够发挥其优势,实现高效、稳定的污水处理。
其次,厌氧颗粒污泥技术对于污泥的产生量更少。
传统的活性污泥工艺需要大量的氧气来维持微生物的生长,因此产生的污泥较多。
而厌氧颗粒污泥技术所需氧气较少,有效地降低了污泥的产生量,减轻了处理后的二次污染问题。
此外,厌氧颗粒污泥技术还能够实现对污水中有机物质的高效利用。
通过良好的控制污水中有机物质的降解速率和产酸量,可以进一步提高产气效率,实现能源的回收利用。
这对于资源紧缺的当今社会来说,具有重要的意义。
在实际应用中,厌氧颗粒污泥技术已经得到广泛推广和应用。
其中,厌氧颗粒污泥技术在城市污水处理厂、工业废水处理等领域都取得了显著的效果。
通过不断地优化工艺操作条件,提高处理效率和处理质量,厌氧颗粒污泥技术能够适应不同场景下的需求,为污水处理提供了可持续的解决方案。
然而,厌氧颗粒污泥技术仍然存在一些挑战和亟待解决的问题。
首先,污水中的微生物种类和数量对于厌氧颗粒污泥技术的运行效果有着重要的影响。
因此,如何筛选和培养适宜的微生物种群,提高其降解能力和稳定性,需要进一步的研究和实践。
此外,厌氧颗粒污泥技术在冷季和高温季节的适应性问题也需要加以解决。
尽管如此,可以预见厌氧颗粒污泥技术在未来的发展前景广阔。
废水处理用厌氧颗粒污泥

随着工业的不断发展,污染问题也得到了很多人的关注,进而为了保护环境,需要采用专业的污水处理技术以降低污水中有害物的排放。
进而于厌氧颗粒污泥应声而来,那么用该产品进行废水处理有什么作用呢?1、对毒性废水的降解2、降解五氯苯酚(PCP)3、对重金属有吸附作用4、厌氧菌生长缓慢,难富集,若形成颗粒污泥,此菌可大量滞留,并形成与反硝化菌的共生体系,可处理低C高NH3-N废水。
厌氧颗粒污泥使用注意事项1、营养元素与微量元素在当废水中N、P等营养元素不足的时候,不易于形成颗粒,对已经形成的颗粒污泥会发生细胞自溶,导致颗粒破碎,所以要适当加以补充。
N源不足时,可添加氮肥、含氮量高的粪便、氨基酸渣以及剩余活性污泥等;P源不足时,可适当投加磷肥。
铁、镍、钴和锰等微量元素是生产甲烷辅酶重要的组成部分,适量补充可增加所有种群单位质量微生物中活细胞的浓度及它们的酶活性。
2、选择压通常将水力负荷率和产气负荷率两者的作用总和称为系统的选择压。
选压对污泥床产生沿水流方向的搅拌作用和水力筛选作用,是UASB等一系列无载体厌氧反应器产生颗粒污泥的必要条件。
高选择压条件下,水力筛选作用可以将微小的颗粒污泥与絮体污泥分开,污泥床底聚集比较大的颗粒污泥,而比重较小的絮体污泥则进入悬浮层区,或被淘汰出反应器。
定向搅拌作用产生的剪切力使颗粒产生不规则的旋转运动,有利于丝状微生物的相互缠绕,为颗粒的形成创造一个外部条件。
3、有机负荷率和污泥负荷率可降解的有机物为微生物提供充足的碳源和能源,是微生物增长的物质基础。
在微生物关键性的形成阶段,应尽量避免进水的有机负荷率剧烈变化。
4、碱度碱度对污泥颗粒化的影响表现在两方面:一是对颗粒化进程的影响;二是对颗粒污泥活性的影响。
后者主要表现在通过调节pH值(即通过碱度的缓冲作用使pH值变化较小)使得产甲烷菌呈不同的生长活性,前者主要表现在对污泥颗粒分布及颗粒化速度的影响。
在一定的碱度范围内,进水碱度高的反应器污泥颗粒化速度快,但颗粒污泥的产甲烷活性低;进水碱度低的反应器其污泥颗粒化速度慢,但颗粒污泥的产甲烷活性高。
7 厌氧生物处理
二、厌氧生物处理的基本原理
5、产甲烷阶段
理论产生甲烷量:
1、糖类、脂类和蛋白质等有机物经过厌氧消化能转化为 甲烷和CO2等气体,这样的混合气体统称为沼气;产生 沼气的数量和成分取决于被消化的有机物的化学组成, 一般可以用下式进行估算:
4、产氢产乙酸阶段
主要微生物: 产氢产乙酸菌以及同型乙酸菌 产物:乙酸、甲烷、CO2、H2
二、厌氧生物处理的基本原理
5、产甲烷阶段
主要微生物:产甲烷菌
产物:甲烷
特征:细胞的增殖很少,(甲烷细菌不繁殖,数量少,
消化时间长);食物不足;产生能量仅为好氧1/20-1/30。
反应方程式:
在厌氧消化产甲烷菌时:
离。
返回
二、厌氧生物处理的基本原理
1、复杂有机物的厌氧降解过程
传统观念--两阶段理论
•酸性发酵阶段——柠檬酸、乳酸、醋酸、脂肪酸等; •稳定发酵阶段(产气阶段)——甲烷和CO2
•发酵:指氢供体和受氢体都是有机化合物的生物氧化作用。
•产生有还原性的有机物;
• CH3COCOOH→2CO2+CH3CHO • 2CH3COOH→2CH4+2CO2
3)接触的作用:提高传质速率,厌氧污泥与介质间的液 膜厚度,布水系统。
三、厌氧微生物生态学
2、影响甲烷细菌的主要生态因子
生物固体停留时间(污泥龄)与负荷
1) 停留时间 θc=Mr/Фe
其中:Mr-- 消化池内总生物量 Фe=Me/t --消化池每日排出的生物量; Me---排出的生物总量, t---排泥时间
行降解或部分降解;对于某些含有难降解有机物的废水, 利用厌氧工艺进行处理可以获得更好的处理效果。
生物难降解有机物厌氧颗粒污泥形成
生物难降解有机物的厌氧颗粒污泥形成的研究【摘要】针对以uasb为代表的无载体厌氧反应器处理含难生物降解有机物废水时的启动问题,综述了影响厌氧颗粒污泥形成的因素。
此外,为了高效、快速地降解废水中的难生物降解有机物,可以考虑针对不同的难生物降解有机物,投加经过驯化、筛选的优势菌。
【关键词】厌氧反应器;污泥颗粒;影响因素;启动;优势菌与好氧生物处理相比,厌氧生物处理由于具有处理成本低、处理有机负荷大和可处理许多在好氧条件下难生物降解的有机物等特点,因此国内外许多研究人员都采用厌氧生物处理或厌氧生物处理与好氧生物处理相结合的工艺来处理难生物降解有机物。
为了提高厌氧生物反应器中的生物量,厌氧生物反应器中的生物多以颗粒污泥存在,此类无载体厌氧生物反应器的形式包括uasb、egsb和ic等。
对于处理含难生物降解有机物废水的以uasb为代表的上述无载体厌氧反应器而言,其在实际应用时存在两个主要问题:(1)反应器初次启动过程缓慢,短的需要2~3个月,长的达半年甚至一年之久;(2)对难生物降解有机物的处理效率低,处理时间长。
因此,上述无载体厌氧反应器能否高效运行的关键在于能否培养出具有良好沉降性能、能高效处理难生物降解有机物的厌氧颗粒污泥。
一、厌氧颗粒污泥形成的主要技术条件1. 废水性质一般处理含糖类废水易于形成颗粒污泥,而脂类废水和蛋白质废水及有毒难降解废水则较难培养出颗粒污泥,或不能培养出颗粒污泥。
要求废水的c:n:p约为200:5:1,否则要适当加以补充。
投加补充适量的镍、钴、钼和锌等微量元素有利于提高污泥产甲烷活性,因为这些元素是产甲烷辅酶重要的组成部分。
2、污泥负荷率影响污泥颗粒化进程最主要的运行控制条件是可降解有机物(cod)污泥负荷率,当污泥负荷率达0.3 kgcod/(kgvssd)以上时便能开始形成颗粒污泥。
这为微生物的繁殖提供充足的食料(碳源和能源),是微生物增长的物质基础。
当污泥负荷率达到0.6kgcod/(kgvssd)时,颗粒化速度加快,所以当颗粒污泥出现后,应迅速将cod污泥负荷率提高到0.6 kgcod/(kgvssd)左右水平,这有利于颗粒化进行。
EGSB介绍
通过电中和削弱了微生物间的排斥作用,更易形成颗粒
1.4胞外聚合物假说
通过扫描电镜观察发现,颗粒污泥中某些细菌会分泌出胞外聚合物, 而胞外聚合物为共生细菌间提供生成各种生物键的条件
微生物细胞连在一起形成微生物菌落的层状结构,在此基础上细菌 进一步生长成颗粒污泥
1.5结晶核心的形成(1997) 颗粒污泥形成类似结晶的过程 在晶核的基础上,颗粒不断发育最终形成颗粒污泥 颗粒化晶核来自废水中或泥中不溶性无机盐 在启动过程中加入Ca2+加快晶核的形成,对已经形成的颗粒污泥镜
水中其他颗粒的表面的能力
1.2甲烷丝状菌在微絮体中的架桥作用(1987)
甲烷丝状菌特殊的形态和表面特性,其能在几个微絮体间架桥形成 较大颗粒
甲烷丝状菌形成的能使整个结构稳定的网状结构对颗粒强度有重要 作用
1.3微絮体电中和 微生物表面带负电荷,与废水中金属离子(Ca2+ 、Mg2+、 Fe2+)间
• 颗粒污泥的膨胀床改善了废水中有机物与微生物之间的 接触,强化了传质效果,提高了反应器的生化反应速度, 从而大大提高了反应器的处理效能
EGSB反应器对有机物的降解 原理
在废水的厌氧处理过程中,废 水的有机物经大量微生物的共同作 用,被最终转化为甲烷、二氧化碳 、水、硫化氢和氨。不同的微生物 的代谢过程相互影响,相互制约, 形成复杂的生态系统。
EGSB反应器结构图
1.4循环装置
循环装置有出水外循环和气提式内循环两种方式
出水外循环是由水泵加压实现,须消耗一部分动力;气提式内循环 以自身产生的沼气作为提升动力,实现混合液的内循环
出水外循环的回流比宜在100%~300%之间,一般单独设置循环水 池,循环水池停留时间宜为5min~10min,为回收颗粒污泥在循环水 池内设细格筛。
C/N比对厌氧颗粒污泥生理生化的影响
Y n . n ,, N J -u n H A n -h , 1 ol e o n b nn n l ce c n n i e n , o t hn o gwe WA i q a , U NG Migz i n . l g fE v o re t i ea d E gn r g S u C i ( C e a S n ei h a
me h n g n o s d ee e t fC N a i n a a r b c g a u a l d ed r பைடு நூலகம் t ea i i c t n p r d wh n t e i i a t a o e st t y t f c / r t o n e o i n l su g u i c d f a i e i , e t l u h o o r r n h i o o h n i
S u C i U i rt o T c oo , un zo 106 C ia. hn E v o m n l c ne2 1, () 7- 8 ot h a nv sy f eh lg G ag hu50 0 , h )C i ni n et S i c,0 2 23:4 84 4 h n ei n y n a r a e 3
Un v r i f e h o o y Gu n z o 1 0 6 Ch n : 2Nain l y L b rt r f a g h u o P li g a dP p r k n ie t o T c n lg , a g h u 5 0 0 , ia s y . t a o Ke a o ao y o Gu n z o f u pn a e ma i g n E gn e ig o t ia Un v r i fT c oo y Gu . z o 0 6 h n ; 3Ch m i r d C e c lE gn e ig n i e rn ,S u Chn i e t o e h l g , a g h u 5 0 0 ,C i a . e s y a h mia n ie r , h s y n n 1 t n n
污泥负荷与水力负荷对颗粒污泥形成的影响
4本研究以城市污水处理厂消化污泥为主和一定比例的32水力负荷富含产甲烷菌有机营养和矿质营养元素的天然基质混合物水力负荷即水力上升流速是颗粒污泥自行筛选提高颗作为菌种污泥接种污泥的vssss为067厌氧反应器接粒污泥密实度及强度的必要条件没有一定的升流条件不可能种的平均污泥浓度约239gvssl1污泥的最大比产甲烷速实现污泥全部颗粒化一定的水力负荷能增加污泥絮体间或颗率为573mlch4gvssd
污水处理中的厌氧颗粒污泥工艺
厌氧消化产物的资源化利用
开发利用途径
厌氧消化产物包括沼气、生物质能、有机肥料等,具有广泛的资源化利用价值。未来研究将致力于开发更多利用 途径,提高产物的附加值和经济性。
促进循环经济发展
通过将厌氧消化产物进行资源化利用,可以促进循环经济的发展。这不仅可以减少废弃物的排放,降低环境污染 ,还可以创造经济效益,实现经济与环境的双赢。
新型厌氧反应器的研发
研发新型厌氧反应器
随着科技的不断进步,新型厌氧反应器 的研发成为未来发展的重点。这些新型 反应器将采用更先进的材料和设计,以 提高处理效率、降低能耗和减少占地面 积。
VS
优化反应器结构
通过对现有厌氧反应器的结构进行优化, 可以提高其处理能力和稳定性。例如,改 进反应器的内部结构、增加混合强度、优 化温度控制等措施,可以提高厌氧微生物 的生长和代谢效率。
在某些情况下,颗粒污泥可能会流失,导致 生物量减少和出水水质下降。
产生异味
厌氧处理过程中可能产生异味,影响周围环 境。
工艺改进方向
优化颗粒污泥的培养和驯化过程
减少颗粒污泥的流失
通过改进工艺参数和条件,缩短启动时间 和提高颗粒污泥的稳定性。
通过改进分离和回收技术,减少颗粒污泥 的流失,保持生物量的稳定。
低能耗
与好氧处理工艺相比,厌氧处 理工艺的能耗较低,降低了运 行成本。
产生沼气
厌氧处理过程中产生的沼气可 以用于能源回收,实现能源的
循环利用。
缺点
启动时间长
厌氧颗粒污泥的培养和驯化需要较长的时间 ,增加了工艺的启动成本。
对有毒物质敏感
厌氧颗粒污泥对有毒物质较为敏感,可能导 致处理效率下降。
易出现颗粒污泥流失
城市粪便污水
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用科技
影响厌氧污泥颗粒化的主要因素
赵金华
(吉林燃料乙醇有限公司,吉林吉林132101)
.__+~,,一
’喃要】影响厌氧污泥颗粒化的主要因素有pH值、般及.V FA、水质、营养物质、温度、温度的波动。
,法蛊蜘】厌氧;污泥颗粒
1前言
厌氧污泥颗粒为淀粉、淀粉糖、柠檬酸、酒精、造纸等行业高浓度污水处理系统中的高负荷厌氧反应器(EG SB、IC)生产出的新鲜颗粒污泥。
玉米酿造企业污水处理场由E G S B厌氧反应器、一座事故沉淀
池、两座好氧曝气池、二沉池以及污泥处理设施等组成,设计能力达日处理污水10000m30
玉米酿造废水处理采用厌氧生化+好氧生化+气浮联合处理工艺,
目前,装置运行稳定,效果良好,废水全部处理,出水C O D小于100m g/L,达到国家一级排放标准,日产沼气近10000m3,沼气全部回收利用(送沼气锅炉生产蒸汽),厌氧装置颗粒污泥开始形成并不断成熟。
2影响厌氧污泥颗粒化的主要因素
21厌氧装置污泥颗粒化的意义
玉米酿造企业的污水处理厂,厌氧罐接种时采用的污泥为絮状厌氧消化污泥,即细菌聚集体呈絮状,而颗粒污泥细菌聚集体呈直径为0.5~6m m的球形或椭球形,因此颗粒污泥较絮状污泥具有良好的沉降性和较高的去除效果,即颗粒污泥可以承受较高的水力负荷和有机负荷,处理能力大大提高。
另外,污泥颗粒化有利于形成细菌生长的生理、生化条件并利于有机物的降解;;I h-牙U于细菌对营养的吸收:颗粒使发酵的中间产物的扩散距离大大缩短,这对复杂有机物的降解十分重要:在水质突然变化时,颗粒污泥内能维持—个相对稳定的微环境,使代谢过程得以继续进行,抗冲击能力强。
因此污泥颗粒化是厌氧反应器追求的最高目标,也是厌氧反应器稳定、高负荷运行的先决&f f-牛-。
22厌氧工艺的对比、选择
颗粒污泥的形成机理复杂,影响因素众多,由于生产过程中的各种主、副产物及各种添加剂都会存在于废水中,致使水质复杂,不同水质对微生物生长状态影响也有很大不同,这些都是关系到能否形成颗粒污泥的关键,国内外实际运行结果也证明了这一点。
目前国内厌氧装置能形成颗粒污泥的多见于柠檬酸生产废水处理,其它废水尤其是酒精废水处理装置形成颗粒污泥的鲜见。
玉米酿造企业排放的废水水量大、CO D高、pH低,处理难度大,
目前厌氧主要采用的技术有:U A SB、E G SB和l C反应器,其中U A SB属第二代厌氧反应器,E G S B和I C反应器属第三代厌氧反应器。
吉林燃料乙醇有限公司污水处理装置原来厌氧装置为U A SB,后来新建
了E G SB厌氧装置。
对U A SB、EG S B二者结构形式和运行效果进行了对比,结果如下:1)结构形式U A S B厌氧反应器采用方形结构,EG S B采用圆形结构,且EG S B高径比远高于U A SB,这种结构上的差异决定了E G S B的布水效果好,布水均匀,不易形成沟流,有利于废水与细菌充分接触,因此EG SB处理效率更高。
2)三相分离效果良好的三相分离效果是厌氧反应器能否正常运行的前提条件。
E G SB三相分离器三相分离效果明显好于U A SB,主要表形在:一是U A SB大量沼气携带污;:尼进^沉淀区,致使污泥随出水流出,也就是说UA SB“跑泥”现象严重i二是U A S B三相分离器污泥回流效果差,进入沉淀区的污泥无法正常返回反应区,致使厌氧反应器污泥浓度降低,这势必造成处理能力下降。
而EG S B很好地解决了这些问题。
3)耐冲击能力U A SB要求进水C O D浓度平稳,波动范围在5%左右就会极大的影响处理效果,出水水质急剧恶化,生产极难控制:而EG SB抗C O D波动能力较强,进水C O D波动范围在15-20%均不影响处理效果,生产稳定,操控相对容易。
4)产气能力运行中发现,相同投配负荷,E G S B 产气量明显高于U A SB,而产气量的大小,反映了处理效能的高低。
5)
处理能力从运行实际看,U A S B要想稳定运行,处理水量必须控制极低,否则就会出现跑泥现象,若不降低负荷,最终污泥将损失殆尽。
E G S B厌氧反应器比较适合酿造废水处理,运行稳定可靠。
23影响厌氧污泥颗粒化的主要因素
在废水生化处理过程中,上一级生化反应阶段的微生物代谢产物,
是下一级生化反应阶段微生物的食物,最终实现污染物的完全降解。
如
何同时保证不同种类的微生物都具有良好的环境条件,确保微生物活性,是污水装置高效运行的前提条件,也体现了装置运行水平的高低。
1)pH值、碱度及V FA影响。
pH值是厌氧处理最重要的影响因素之一,而pH值与碱度、V F A三者之间又相互影响。
在厌氧处理中,水解菌和产酸菌适宜在偏酸性条件生长,而对pH值较敏感的甲烷菌适宜在中性条件下生长。
从厌氧反应机理可知pH值异常升高的风险较小,相反,应警惕pH值刚氏。
若pH值持续f氏于6.5,反应器将酸化,
甲烷菌将彻底失去活性目不可逆,因此避免反应器酸化是厌氧运行的根本。
足够的缓冲能力是保证pH值稳定的根本,缓冲能力大,J、体现在废水的碱度。
V FA是影0阚毳度和pH值的最重要的可变因素,因为充足的
碱度可在一定程度上中和过剩的V F A,避免pH值下降。
当碱度不足时,需人工投加药剂以提高碱度。
由此可见反应器的pH值、碱度、V F A三者相互制约,相互影响,其中起关键作用的是V F A,V F A的多少会随着操作条件和水质的变化而有较大波动。
2)水质影响:生化处理最核心的影响因素是废水水质和菌种。
其
中废水水质是根本,不同水质的废水即使采用相同的菌种和处理装置,
其运行和处理效果是不同的,有的甚至相差甚远。
水质的波动也是制约生化处理的关键因素,稳定的水质是生化处理装置高效、稳定运行的前提条件。
其它操作条件是外因,水质是内因,因此生化处理工作的重点
是根据不同水质特点优化操作条件,确保细菌正常、快速新陈代谢。
3)营养物质:厌氡废水处理过程是由细菌完成的,因此细菌必须维持在良好的生长状态,否则细菌最终会从反应器中洗出,为此废水中
必须含有足够的细菌用于合成自身细胞物质的化合物。
在废水生化处理过程中,细菌不仅需要氦、磷,同时细菌还需要如钾、铁、硫、钙、镁、镍等微量元素。
4)温度和温度的波动:玉米酿造企业污水厌氧处理装置采用的是
中温厌氧发酵,最适反应温度35—4a℃。
温度的微小波动(如1—3℃,天)对厌氧工艺不会有明显的影响,但如果下降幅『童过大,则由于污泥活性刚氏,反应器的负荷将被迫降低以防止引起反应器酸的积累:若温度长时间高于E限,则细菌会死亡目无法恢复。
促进厌氧污泥颗粒化措施:
1)严格控制出水pH、挥发酸,适当控制碱度。
2)尽量合理调配水质,避免水质波动过大。
3)适量投加营养盐(如钙离子),促进颗粒化。
4)控制厌氧反应器温度在35—38℃之间。
5)每次提升负荷幅度在10一30%。
(参考文献】
11】贺延龄废水的厌氧生物处理'中国轻工业出版社.
12】张敬东.工业水处理.1999.
【3】陈汉辉.污染防治技术,1999.
225。