激光位移传感器
基于光强自适应控制的激光位移传感器

基于光强自适应控制的激光位移传感器摘要:在一体化激光位移传感器系统中,激光发射部分是保持整个系统稳定性和精度的基础。
为解决激光投射光斑在CCD上所采集到的数据不理想问题:投影光斑能量不集中,光斑宽度过大且有多峰,噪声不可忽略等等通过发射模块改进和光强自适应算法两种方式来改善,最终得到接近理想状态的激光光斑。
最后实验验证:自适应控制算法能够提高系统的精度达一倍以上。
关键词:模糊控制激光二极管CCD 激光三角位移传感器距离或者说位移测量技术广泛应用于航天、建筑、工业现场检测、工业自动化等行业中,位移的准确测量能够为这些行业的生产、控制过程提供依据,有利于生产控制过程的自动化及管理水平的提高。
随着制造业的发展,对各种在线测试手段也提出了越来越高的要求。
其中,高精度,大量程、非接触、可靠性、数字化、一体化,已成为公认的的在线检测传感器的未来趋势,并成为世界各国竞相优先发展的重点[1]。
激光三角测距作为光电检测中的一种非接触式测量,具有测量速度快、精度高、抗干扰能力强、测量点小、适用范围广等优点,因此被广泛应用于现代工业生产现场。
但目前的各种激光位移传感器普遍存在量程不大(几百mm)、对被测目标有要求(漫反射表面)、价格高、远距离测量精度下降严重等不足。
国内对激光位移传感器的研究起步较晚,研制的测量仪器大多体积较大且有几个部分组成,这在实际应用中将带来诸多不便。
因而,如何在保证精度的条件下,实现更大量程,降低实验要求,拓展实用性,提高集成度,是激光传感器发展的趋势[2]。
激光自适应调节系统是为解决传感器激光点的散斑和接受光强受表面形貌和位置影响等问题所设计的。
光强自适应调节的实现将在一定程度上克服激光位移传感器的弱点,提高测量精度。
1 激光位移传感器系统介绍我们所设计的一体化激光位移传感器,不同于传统的激光位移传感器分为测头和电箱两个部分。
而是将激光三角测距传感器所需的全部电子电路硬件全部集成在测头之内,仅通过电缆与上位机(PC或笔记本)相连,通过上位机获取测量结果并进行显示。
激光线位移传感器基本误差测得值的不确定度评定

112《计量与测试技术》2221年第48卷第5期激光线位移传感器基本误差测得值的不确定度评定段孟雨(辽宁省计量科学研究院,辽宁沈阳110022)摘要:本文介绍了用光栅式指示表检定仪测量输出为电流信号的线位移传感器的不确定度评定方法,为以后测量输出为电信号的线位移传感器的不确定度评定提供参考。
关键词:位移传感器;最小二乘法;不确定度中图分类号:TH822文献标识码:A国家标准学科分类代码:400.4035DOI:19.5988/j.cakb102-0921.2021.5.039Uncertainty Evaluation of Basic Error Measurement Results ofLaser Linear Displacement SensorDUAN MecgyuAbstraci:This paper intmOuces the uncertainty evaluation methoP of linear displacement sensor whose output is corrent signai by using ymtinc inCicator coXbrator,which provides reference for the uccekainty evaluation of licear displacement sensor whose output is electWc signai in the future.Keawordt displacement transhucer;least spuara methoP;pncykainty1概述1.1测量依据JJF1865-2011(线位移传感器校准规范》。
15环境条件温度:(20±2)1;相对湿度:W75%;温度变化:Wlt/h。
/3计量标准光栅式指示表检定仪;多组输出直流电源;数字多用表。
/2被测对象测量范围为(0~50)m叫输出(4~20)mA的激光式线位移传感器。
激光位移传感器的工作原理

ZLDS10河定制激光位移传感器量程:2〜1000m(可定制)精度:最高0.1% (玻璃0.2%)分辨率:最高0.03%频率响应:2K.5K.8K.10K基本原理是光学三角法:半导体激光器1被镜片2聚焦到被测物体6。
反射光被镜片3收集,投射到CCD 阵列4上;信号处理器5通过三角函数计算阵列4上的光点位置得到距物体的距离。
激光传感器原理与应用激光传感器是利用激光技术进行测量的传感器。
它由激光器、激光检测器和测量电路组成。
激光传感器是新型测量仪表,它的优点是能实现无接触远距离测量,速度快,精度高,量程大,抗光、电干扰能力强等。
激光和激光器一一激光是20世纪60年代出现的最重大的科学技术成就之一。
它发展迅速,已广泛应用于国防、生产、医学和非电测量等各方面。
激光与普通光不同,需要用激光器产生。
激光器的工作物质,在正常状态下,多数原子处于稳定的低能级E1,在适当频率的外界光线的作用下,处于低能级的原子吸收光子能量受激发而跃迁到高能级E2。
光子能量E=E2-E1=hv,式中h为普朗克常数,v为光子频率。
反之,在频率为v的光的诱发下,处于能级E2的原子会跃迁到低能级释放能量而发光,称为受激辐射。
激光器首先使工作物质的原子反常地多数处于高能级(即粒子数反转分布),就能使受激辐射过程占优势,从而使频率为v 的诱发光得到增强,并可通过平行的反射镜形成雪崩式的放大作用而产生强大的受激辐射光,简称激光。
激光具有3个重要特性:(1)高方向性(即高定向性,光速发散角小),激光束在几公里外的扩展范围不过几厘米;(2)高单色性,激光的频率宽度比普通光小10倍以上;(3)高亮度,利用激光束会聚最高可产生达几百万度的温度。
激光器按工作物质可分为4种:(1)固体激光器:它的工作物质是固体。
常用的有红宝石激光器、掺钕的钇铝石榴石激光器(即YAG激光器)和钕玻璃激光器等。
它们的结构大致相同,特点是小而坚固、功率高,钕玻璃激光器是目前脉冲输出功率最高的器件,已达到数十兆瓦。
博亿精科 BL系列 激光位移传感器 产品使用说明书

【激光位移传感器】产品使用说明书BL系列1、适用的规格/规制本产品符合以下规格/规制。
<欧洲规格>EMC 指令<美国/加拿大规格>CAN/CSA-C22.2NO.60947-5-2-142、包装物品的确认:□主机1台□适用说明书1张□产品合格证1张□安装支架(含螺丝)1包3、为安全适用产品:●为将激光产品会对使用者产生的障碍防范于未然,IEC 规格、JIS 规格、GB 规格、FDA 规则分别制定了以下基准。
IEC :IEC 60825-1-2014JIS :JIS C 6802-2014GB :GB 7247.1-2012FDA:PART 1040.10该基准根据激光的危险程度来划分激光产品的类别,并针对各个类别规定相应的实施安全预防措施。
●FDA规则概要R:要求。
N/A:不适用。
S:要求。
与针对该类别其他产品的内容相同。
NP:不被认可。
D:取决于内部放射级别。
※1∶根据操作过程中受到辐射的最大程度。
※2∶为实现产品的功能,不需要使用超过1类的激光放射的情况下,任何地方、任何时候都需要使用外壳。
※3∶未必需要使用外壳打开时所产生的辐射时,操作过程中或者保养过程中,打开外壳时需要实施。
※4∶关于互锁的要求事项,因内部放射类别而异。
※5∶因语句以及保护外壳内的激光放射类别和波长而异。
※6∶记载警告内容的标签。
※7∶CAUTION(注意)的标识类型。
※8∶需要使用对以人体照射为目的的激光放射类别进行测量时所使用的方法。
※9∶ 2.5mWcm2以下的情况下使用CAUTION(注意);超过2.5mWcm²的情况下使用DANGER 危险)。
※10∶指示与放出之间需要时间差,※11∶需要采取IⅢI 类b 或者IV 演示用激光产品和光色变幻所使用的例外措施。
※12∶DANGER(危险)的标识类型。
※13∶1986年8月20日之后开始要求。
4、操作面板说明:上电显示阈值和当前检测值。
米铱ILD1700激光位移传感器

Intelligent laseroptical displacement measurementCompact CCD-Sensoropto1700NCDT measuring rate controllerratioT D C NCompact Laser Triangulation Displacement Sensors optoNCDT 1700is an optoelectronic displacement measurement system with extensive functional features.Due to the integral controller,the system can be either configured via the controller buttons or via the PC software supplied with it and furthermore offers comprehensive functions such as limit switches,averaging,adjustable measuring rates and the synchronization of two sensors, e.g.for thickness measurement.Through the unique Real-Time Surface Compensation (RTSC),the system enables measurements to be made against a wide range of material surfaces (e.g.shiny metal,black rubber or glossy paint finishes).Its compact construction makes the optoNCDT 1700ideal for industrial applications in automatic machines and production equipment.The optoNCDT 1700operates according to the triangulation principle.A laser diode projects a visible point of light onto the surface of the target object.The light reflected from this point is replicated via a receiving optical system onto a position-sensitive element (CCD array).If the target changes its position in respect to the sensor,the movement of the laserpoint is projected accordingly on the CCD line and evaluated.The measurements are processed digitally in the integral controller.The data is output analog or digitally via RS422(optionally with USB,cable PC1700-3/USB required).sensorCONFIG enables the system to be configured in a simple manner.All the settings can be carried out conveniently using a Windows user interface on the PC.The sensor parameters are sent to the sensor via the serial port and can also be saved if required.sensorCONFIG also includes a demo module which can display and save measurement results.The link to the PC is provided by the sensor cable PC1700-3/USB (optional).All the connections are implemented using time-saving plug connectors.T echnical dataoptoNCDT 1700uses a semiconductor laserwavelength of 670nm (visible/red).The optical output power is 1mW.The sensor is classified aslaser class II.A warning sign is attached to the sensor housing.IEC -StandardAll specifications apply for a diffusely reflecting white ceramic targetFSO =Full Scale Output SMR =Start of measuring range MMR =Midrange EMR =End of measuring rangein cable chains )PC1700-3/10/RS422IF2004Supply and output cable (10m long)for operation with the IF2004interface card RS422PCI interface cable for PC for 4sensors (or 3sensors and 1encoder)Power supply unit (top-hat rail mounting),PS 2010MICRO-EPSILONKoenigbacher Strasse 1594496Ortenburg /Germany Phone +49/8542/168-0Fax +49/8542/16890info@certified DIN EN ISO 9001:2000modifications reserved Y9761161-A010124MLO 。
位移CCDZ-LC说明书

位移CCDZ-LC说明书CCDZ-LC激光位移传感器是一种精密的测量仪器,可以测量位移、厚度、振动、距离、直径等精密的几何测量。
激光位移传感器因其较高的测量精度和非接触测量特性,广泛应用于高校和研究机构、汽车工业、机械制造工业、航空与军事工业、冶金和材料工业的精密测量检测。
其原理是激光发射器通过镜头将可见红色激光射向被测物体表面,经物体反射的激光通过接收器镜头,被内部的CCD线性相机接收,根据不同的距离,CCD线性相机可以在不同的角度下“看见”这个光点。
根据这个角度及已知的激光和相机之间的距离,数字信号处理器就能计算出传感器和被测物体之间的距离。
同时,光束在接收元件的位置通过模拟和数字电路处理,并通过微处理器分析,计算出相应的输出值,并在用户设定的模拟量窗口内,按比例输出标准数据信号。
如果使用开关量输出,则在设定的窗口内导通,窗口之外截止。
另外,模拟量与开关量输出可独立设置检测窗口。
高精度激光三角测量传感器,最高分辨率可以达到0.03um,最远检测距离可以达到5.4m,为高精度测量检测提供的解决方案。
激光位移传感器采用回波分析原理来测量距离以达到一定程度的精度。
传感器内部是由处理器单元、回波处理单元、激光发射器、激光接收器等部分组成。
激光位移传感器通过激光发射器每秒发射一百万个激光脉冲到检测物并返回至接收器,处理器计算激光脉冲遇到检测物并返回至接收器所需的时间,以此计算出距离值,该输出值是将上千次的测量结果进行的平均输出。
激光回波分析法适合于长距离检测,但测量精度相对于激光三角测量法要低,贝特威拥有全系列的远距离激光测距传感器,产品远检测距离可达250m。
激光位移传感器可非接触测量被测物体的位置、位移等变化,主要应用于检测物体的位移、厚度、振动、距离、直径等几何量的测量。
按照测量原理,激光位移传感器原理分为激光三角测量法和激光回波分析法,激光三角测量法一般适用于高精度、短距离的测量,而激光回波分析法则用于远距离测量。
FASTUS奥泰斯位移传感器 CD22操作说明书中文版
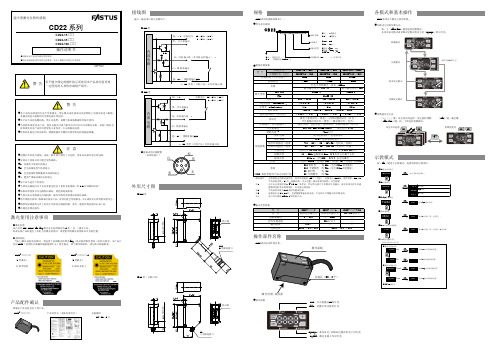
灰:外部 输入线 *
白:模 拟 量输出
蓝 :0V / 模拟量 输出GND *:M8 类型( 订制 产品)无外部 输入线
■接插式的引脚配置
(本体的接口)
白
棕 黑
蓝
灰
外形尺寸图
■ M12 型
投光轴
显示器
M12 5 引脚连接口
■ M8 型(订制产品)
产品配件确认
请确认产品包装里有下列产品 :
·CD22- □□□□
+ -
0.123 SET
(示教10V对应的检测位置)
0U 0V
0.123 SET
(示教0V对应的检测位置)
■模拟量电流输出型
20nA 0.123 20mA
SET
(示教20mA对应的检测位置)
+
-
4nA 4mA
0.123 SET
(示教4mA对应的检测位置)
■RS-485通信型
(无设定项目)
+ -
■2:近端阈值
激光关闭、远程示教、采样保持、单脉冲触发、归零等
NPN/PNP max.100mA/DC30V 残留电压 1.8V
70mA 以下
反向连接保护、过电流保护
IP67( 包括电缆连接口)
-10 ~ 50℃ / 35 ~ 85% RH(无结冰 / 结霜)
-20 ~ 60℃ / 35 ~ 85%/RH(无结冰 / 结霜)
2Pt 2点示教
SET
tch (进行FGS2模式示教)
SET
tch (进行2点示教(第一点位置))
SET
tch (进行2点示教(第二点位置)/1点示教)
SET
tch (示教10V对应的检测位置)
SET
测量位移方案

测量位移方案位移是指物体在空间中的移动距离或位置的变化。
在工程领域中,准确测量物体的位移十分重要,它可以用于判断结构变形、材料性能以及监测工程施工等。
本文将介绍几种常用的测量位移的方案。
1. 直尺测量方法直尺是一种简单而常见的测量工具,可以用于测量较小的位移。
通过将直尺放置在物体上,并观察物体相对于直尺的位置变化来测量位移。
这种方法的优点是简单易行,成本低廉,但精度较低。
2. 伸缩尺测量方法伸缩尺是一种可以通过伸缩来调整长度的测量工具。
它可以用于测量较小到中等范围的位移。
通过将伸缩尺置于物体上,并调整其长度来适应物体的变化并进行测量。
这种方法的优点是便携、灵活,但同样精度相对较低。
3. 激光位移传感器测量方法激光位移传感器是一种高精度的测量工具,可以用于测量小到大范围的位移。
其原理是通过发射激光束并测量激光束的反射来计算物体的位移。
这种方法的优点是精度高,测量范围广,但成本相对较高。
4. GPS测量方法全球定位系统(GPS)是一种可以用于测量大范围位移的技术。
通过将GPS接收器放置在物体上,并记录接收到的卫星信号来计算物体的位移。
这种方法的优点是测量范围广,适用于追踪移动对象,但精度相对较低,尤其在城市等高建筑物密集的环境下。
5. 拉绳法测量方法拉绳法是一种用于测量大范围位移的传统工程测量方法。
它通过将绳子连接到物体上,并拉紧绳子来测量物体的位移。
这种方法的优点是简单易行,适用于测量大范围位移,但精度较低。
6. 压阻传感器测量方法压阻传感器是一种可以用于测量微小位移的传感器。
通过将压阻传感器放置在物体上,并测量其受力情况来计算物体的位移。
这种方法的优点是精度高,适用于测量微小位移,但一般仅适用于静态测量。
在选择测量位移的方案时,需要综合考虑测量范围、精度要求、成本以及实际应用场景等因素。
对于不同的工程项目,可以根据需求选择适合的测量方案,从而保证位移测量的准确性和可靠性。
以上介绍的只是几种常见的测量位移的方案,随着科技的不断进步,还会出现更多新的测量方法和工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
研究生课程考核试卷 (适用于课程论文、提交报告) 科 目:机电系统设计与分析 教 师: XXX
姓 名: XXX 学 号: 专 业: 机械工程 类 别: 学术
考 生 成 绩: 卷面成绩 平时成绩 课程综合成绩
阅卷评语: 阅卷教师 (签名) 重庆大学研究生院制 激光位移传感器 摘要:激光位移传感器是一种非接触式的精密激光测量系统,?它具有适应性强、速度快、精度高等特点,适用于检测各种回转体、箱体零件的尺寸和形位误差。 且随着21世纪的到来,人们开始进入了以知识经济为特征的信息时代。激光位移传感器等作为工业自动化技术工具的自动化仪表及装置正向数字化、智能化、网络化发展。这也推进了激光位移传感器在机械产品中应用的进程[1] 。 本文前半部分介绍激光位移传感器的分类及其原理,后半部分介绍其在机械产品中的应用。 关键字:激光位移传感器;原理;应用 1 激光位移传感器原理及特点 按照测量原理,激光位移传感器原理分为激光三角测量法和激光回波分析法,激光三角测量法一般适用于高精度、短距离的测量,而激光回波分析法则用于远距离测量,下面分别介绍激光位移传感器原理的两种测量方式。其实物图如图所示。 图 激光位移传感器 1.1 激光三角测量法 三角测量法的工作原理图如图所示。激光发射器通过镜头将可见红色激光射向被测物体表面,经物体反射的激光通过接收器镜头,被内部的CCD线性相机接收,根据不同的距离,CCD线性相机可以在不同的角度下“看见”这个光点。根据这个角度及已知的激光和相机之间的距离,数字信号处理器就能计算出传感器和被测物体之间的距离[1][2]。 同时,光束在接收元件的位置通过模拟和数字电路处理,并通过微处理器分析,计算出相应的输出值,并在用户设定的模拟量窗口内,按比例输出标准数据信号。如果使用开关量输出,则在设定的窗口内导通,窗口之外截止。另外,模拟量与开关量输出可独立设置检测窗口。
图 激光三角测量法原理图 采取三角测量法的激光位移传感器最高线性度可达1um,分辨率更是可达到的水平。比如ZLDS100类型的传感器,它可以达到%高分辨率,%高线性度,高响应,适应恶劣环境。
激光回波分析法 激光回波分析法的原理图如图所示。激光位移传感器采用回波分析原理来测量距离以达到一定程度的精度。传感器内部是由处理器单元、回波处理单元、激光发射器、激光接收器等部分组成[3]。激光位移传感器通过激光发射器每秒发射一百万个激光脉冲到检测物并返回至接收器,处理器计算激光脉冲遇到检测物并返回至接收器所需的时间,以此计算出距离值,该输出值是将上千次的测量结果进行的平均输出。即所谓的脉冲时间法测量的。 图 激光回波分析法原理图 激光回波分析法适合于长距离检测,但测量精度相对于激光三角测量法要低,最远检测距离可达250m。 1.3 激光位移传感器的特点 激光具有高方向性、高单光性和高亮度等特点可实现无接触远距离测量。激光位移传感器就是利用激光的这些优点制成的新型测量仪器,他的优点是 是能实现无接触的远距离测量,速度快,精度高,量程大,抗光、电干扰能力强等。 2 激光位移传感器的应用 激光位移传感器在机械领域中主要用于产品的尺寸测定,金属薄片的厚度测量和电子元件的检测等工作。 在车轮弯曲疲劳试验中的应用[4] 如图所示为车轮弯曲疲劳试验的原理图。试验过程中,车轮固定不动,载荷旋转。随着试验的进行车轮的刚度将会不断下降,车轮的变形量加大,与车轮连接的加载轴的摆动幅度变大,所以加载轴的摆动幅度的大小即可直接反应被试车轮的刚度变化情况。加载臂圆周上任意一点在该点的静态位置附近做等幅振动。因此,只需在试验前记录传感器的静态测量值,并在试验过程中将传感器的动态测量值与所记录的静态值相减,即可得到测量点的振动位移值。由于加载臂在工作过程处于摆动状态,很难应用接触式位移传感器直接测量摆臂的偏移量,所以采用非接触式传感器,使得无需直接接触加载轴就可以对其偏移量进行测量。 图车轮弯曲疲劳试验原理图 如图所示为双位移传感器检测加载轴偏移量的原理图。在加载臂圆周上布置两个位移传感器,两个传感器感测头的轴线相交于一点,建立测量坐标系XOY,传感器S1处于X轴的正半轴上,传感器S2与S1的夹角为α。加载臂圆周上任意一点A到圆心的连线OA与X轴的夹角为,则: 1()SASx (1) 2()ScosysinBSx (2) 其中1()S、2()S分别为两个位移传感器采集的数据,AS、BS为静止状态下传感器S1、S2采集到的数据()x、()y为加载臂圆周上任意一点A的偏移量()D在X、Y方向的分量。 整理得到: 上式为采用两个位移传感器时,加载臂圆周上任意一点的振动偏移量的计算式。考虑到由于车轮刚度的不均匀性,可能导致加载臂圆周上各点的振动偏移量有所差别。因此需对测得的各点偏移量求和后取均值,将平均值作为最终检测结果。 图 双传感器检测示意图 在列车车轮直径动态测量上的应用[5][6] 车轮作为铁路车辆重要的走行部件,对于铁路的安全运输起着关键性的作用,特别是随着列车速度的不断提高,列车车轮各种磨耗及直径变化的速 度加快,给列车的运行安全带来隐患 。一种基于激光位移传感器在线动态测量车轮直径的方法,可以很好的解决车轮直径动态测量的问题。 使用单个激光位移传感器动态测量车轮直径的原理如图所示,R为车轮半径。设激光位移传感器的安装位置 A 为坐标系的原点,车轮圆周的最低点与x轴(即钢轨) 相切于 C 点,C 点与原点 A 间的距离为 1L 。 激光位移传感器发出的激光以 α 的角度照射在车轮踏面上在 B 点形成光斑,可得到该传感器与 B 点之间的距离1l 图 单个激光位移传感器测量直径原理图 此模型对应的车轮半径公式为: 所以,在激光位移传感器较大 和车轮圆周的最低点C与激光位移传感器之间的距离1L 确定的情况下,可以通过测量1l得到车轮半径R。 除单传感器的测量方法外还有一种双传感器的测量方法。使用两个激光位移传感器动态测量车轮直径的原理如图 3 所示,实际测量系统的构成如图 所示 。设车轮圆周的最低点与 x 轴( 即钢轨) 相切于 C 点,C 点与原点 A 间的距离为1L,C 点与右侧激光位移传感器安装位置 G 点的距离为
2L。左侧激光位移传感器发出的激光以 α 的角度照射在车轮踏面上,得到激光位移传感器到 B 点之间的距离为 1l;右侧激光位移传感器发出的激光以 β 的角度照射在车轮踏面上,得到激光位移传感器到 E 点之间的距离为2l。 图 两个激光位移传感器测量直径原理 为简化,使 ,123LLL ,则有计算公式 通过比较和实验验证我们可以发现使用双激光位移传感器的方法测量直径可以在较大程度上提升测量精度。 在物体表面形状测量中的应用[7] 物体形状测量在工业制造领域有强烈的需求,特别是非接触式的测量方式,在精密制造、航空航天、军事等许多领域都具有广泛的应用。对于物体形状的测量可以分为接触式和非接触式的测量方法。接触式测量是测量头与工件表面直接进行接触测量,沿着工件形状进行扫描运动。目前主要是采用三坐标机进行测量,其主要缺点是对被测对象表面容易造成不同程度的损伤。由于激光测量技术的发展,非接触式测量方式逐渐成为主流。 激光位移传感器测量形状系统组成如图所示: 图 激光位移传感器测量形状框图 电位移平台带动激光位移传感器沿导轨移动方向运动,传感器每前进一步,激光位移传感器可以得出一个距离值,最终可以扫描出物体的形状。 图给出了激光位移传感器测量形状的基本原理图。激光位移传感器沿着X轴移动, 可以测量出如图所建立的坐标系的Y轴坐标,一维电位移平台可以测量出X轴坐标,已知物体截面的二维坐标,即可画出截面图。 图 激光位移传感器测量形状原理图 Y坐标可以通过激光位移传感器直接给出,由于采用高精度激光位移传感器,Y轴坐标具有较高的精度。X方向采用一维电位移平台带动激光位移传感器运动,精度可以通过使用激光位移传感器进行标定,实验中通过调整速度令步进电机带动位移传感器运动一定距离,得到65536个测量数据,通过这种细分方法可实现很高精度的X坐标值。 3 总结 本文在前面一节介绍了激光位移传感器的种类,并分布介绍了激光三角测量法和激光回波分析法两种原理的机构位移传感器。 本文在第二小节选择了激光位移传感器在车轮弯曲疲劳试验,列车车轮直径动态测量和物体形状测量上的应用,用以说明激光位移传感器在机械及其附属领域的应用。 参考文献 [1] 金国藩,李景镇. 激光测量学[M].北京科学出版社,1998. [2] 苏成志,徐洪吉. 基于激光位移传感器的车轮弯曲疲劳试验加载轴偏移量检测系统设计[J]. 工业控制计算机:2011(24). [3] 华艳秋,庄慧忠,黄立新,诸瑾.??光学测量传感器的设计与分析[J]. 工业控制计算机:2009(01) [4] 汤思佳.??基于激光三角法厚度绝对测量技术研究[D]. 长春理工大学,2010 [5] 黄睿.??激光位移传感器及输出特性的研究[D]. 北京交通大学,2010 [6] 朱万彬.??激光位移传感器在物体表面形状测量中的应用[J]. 光机电信息: 2010(10) [7] 马自军,杨双莲.??激光位移传感器测量原理及应用研究展望[J]. 甘肃科技:2012(02)