高铬铸铁加工新工艺与制作新方法专利技术手册
高铬合金耐磨铸铁的工艺流程
1 高铬铸铁的成分及熔炼
行浇注。
高铬铸铁 的成分 。 高铬铸铁 中含有较多的碳 和铬 , 他 们的作用 主要是确保铸铁 中碳化物的形态和数量 。随着 在高铬铸铁 的铸造过程 中, 当注意以下几个要点。 应 含 c量的提高 ,碳化物会逐渐增多 。 r C/ C比值增加后 , 共 第一 , 由于高铬铸 铁的铸造性能 比较差 , 具有热 导率低 、 晶碳化物 的形貌会经历 由连续网状到片状再到杆状连续 收缩量大以及塑性差等特点 ,而且有 比较 大的热裂 以及 程度减小 的一个过程 。 研究表明 , 在共 晶碳化物保持不变 冷裂倾 向,因此在铸造工艺方面需要把铸铁 和铸钢 的特 的情况下并且 C C为 6 71 , d . 6~ .时 高铬铸铁有着最好的 点进行结合来考虑 问题 ,另外还需要注意铸件 的补缩问 抗裂纹扩展能力 。 在实际生产 中 , 了提高高铬铸铁 的工 题 , 为 处理 的原则 与铸 钢件类似 。 需要注意 的是 , 因为合金 艺 水 平 以 及力 学 性 能 , 了通 过 调 整 铬 、 的 含 量外 , 除 碳 还 中的铬容 易在铁液表面结膜 ,造成铁液从表 面上看起来 需 要 一 些 辅 助 的合 金 元 素 , 如 钼 、 、 、 等 等 。 外 流 动 性 较 差 , 事 实 上铁 液 的 流 动 性 是 比较 好 的 。 二 , 例 镍 钒 铜 另 但 第 在有些 时候也会用到硅和锰等作为辅助合金元素。辅助 高铬铸铁 的造型应当使 用水玻璃硅砂等强度 比较高而且 元素对于产生抗磨组织 、提高高铬铸铁的耐磨性起着不 具有 良好透气性 的砂型 ,造型上可以使用耐火度较高的 可或缺 的作用。这些合金元 素有些是 以碳 化物 的形式成 铝粉或者镁粉等涂料 。 除此之外 , 了保证表面质量 , 为 可
高铬铸铁双吸叶轮铸造工艺设计及优化
高铬铸铁双吸叶轮铸造工艺设计及优化近期我公司承接了国外客户来图加工的叶轮合同,要求材质为耐磨铸铁A49,叶轮运行环境弱酸性溶液。
由于叶轮作为过流部件,溶液对叶轮腐蚀性比较厉害,而我厂的A49材质属于良好耐磨耐腐蚀性材料,但是它的脆性比较强,它的铸造性能比普通的高铬铸铁差,容易抽裂,铸造废品率较高。
次双吸叶轮结构更复杂,合理的铸造工艺尤为重要。
本文主要探讨此双吸叶轮的铸造工艺及优化。
一、铸件简介本次生产的双吸叶轮结构如下图所示,叶轮主要特点为:双吸式叶轮,上下结构对称,被中间盖板隔开,毛坯重量为600kg,叶轮外径为800mm,叶轮高度为400mm,叶片上下个5枚叶片,叶片厚度为30mm,盖板厚度为40mm,其化学成分如下C:1.85~2.15%、Si:0.3~0.8%、Mn:0.5~1.0%、P<0.10、S<0.08、Cr:24~30%、Ni:2.0~3.0%、Cu:0.5~1.5%、Mo:2.0~3.0%。
技术要求流道内部表面光滑平整,无凸起和凹陷部位,不能有砂眼、裂纹、缩孔等铸造缺陷,静平衡质量允许差为100g,硬度要求HRC45~50。
二、铸造工艺设计2.1叶轮结构较复杂,模型和芯盒均采用木模,叶片采用铸铝,造型方法采用呋喃树脂砂造型,砂型尺寸为1200*1200*400两扇。
2.2分型面和拔模斜度。
根据叶轮的形状,在上盖板中间分型,如工艺图所示,查《铸造工程师手册》取拔模斜度取1%。
2.3收缩率与加工量。
高铬铸铁收缩率比较大,一般按照2%留收缩,结合我厂多年生产叶轮的实际经验,叶轮流道部分基本不收缩,所以流道不留收缩,其余按照2%留收缩。
加工量:高铬铸铁材质较硬和脆,不利于机械加工,所以加工量尽量留小一点,参考铸件尺寸和机械加工余量(GB/T6414-1999)以及结合我厂多年实际生产经验,取上箱加工量为5mm,下箱加工量为4mm。
2.4浇注系统和冒口设计。
高铬铸铁A49材料流动性很差,宜采用开放浇注系统,在叶轮上下两层,沿盖板芯头外圆处,内浇道六道,各浇道截面积按照F 直:F横:F内:=1.0:0.9:1.2。
高铬耐磨铸铁
2)高铬耐磨铸铁70年代西安交通大学等单位开始引入高铬白口铁作为衬板及其它零件材料,并在热处理及推广应用上做了不少工作;同期山东工业大学率先在高铬及锰、钨、钒系白口铁的碳化物团球化方面开展了卓有成效的研究,使白口铁韧性有了成倍的提高,并成功地将球化高铬白口铁用于生产衬板及其它零件,不仅用于国内,还有批量出口,为此于1988年获得国家发明二等奖。
此后,合肥工业大学、北京钢院、沈阳铸造所等单位在这一领域也做了大量的研究和推广应用工作。
高铬铸铁中含Cr高达12--28%。
由于Cr的大量加人,其组织中碳化物由连续网状的M3C型转变为断续板条状的M7C3型,从而使得其对基体的破坏作用大为减小,材质韧性有所提高。
但因高铬白口铁固有的韧性偏低 (ak=3--5J/cmZ)、耐蚀性差的缺点、成本偏高以及它在湿态下的磨损寿命并不高,致使其在国内应用还是有限。
尽管如此,其在一般工矿条件下表现出的优良耐磨性仍使其得到广泛应用。
高铬铸铁是抗磨料磨损的王牌材料,该材料的初始硬度高,但是冲击韧度差不抗冲击,如果是单纯的磨料磨损,它的使用寿命是高锰钢的5-10倍。
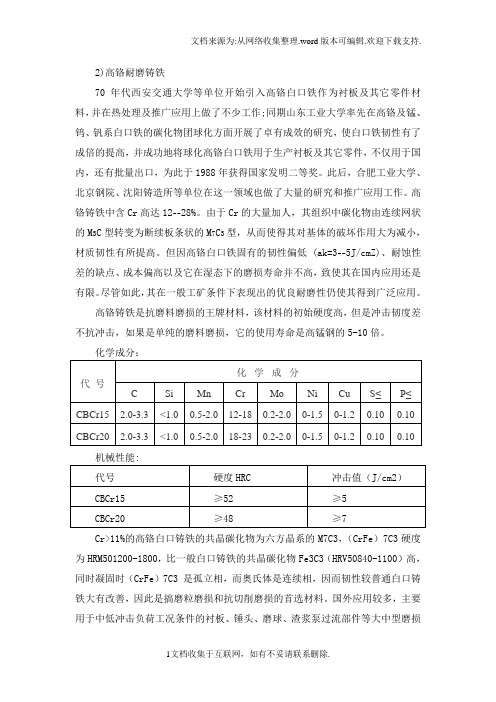
化学成分:机械性能:Cr>11%的高铬白口铸铁的共晶碳化物为六方晶系的M7C3,(CrFe)7C3硬度为HRM501200-1800,比一般白口铸铁的共晶碳化物Fe3C3(HRV50840-1100)高,同时凝固时(CrFe)7C3 是孤立相,而奥氏体是连续相,因而韧性较普通白口铸铁大有改善,因此是搞磨粒磨损和抗切削磨损的首选材料。
国外应用较多,主要用于中低冲击负荷工况条件的衬板、锤头、磨球、渣浆泵过流部件等大中型磨损件。
国内外对高铬铸铁的磨损机制、断裂机制、断裂韧性(K1c值)、裂纹扩展机理进行了一系列的研究,结果表明高铬铸铁可通过调整碳化物的大小和形态、二次碳化物量及弥散度以及基体组织(马氏体、奥氏体、索氏体),从而调整性能、满足工作使用要求。
近年来国内有关单位也开展了高铬铸铁衬板的研究,其耐磨性可达同工况下高锰钢的2倍以上。
Cr 27高铬铸铁生产工艺的实验研究

Cr 27高铬铸铁生产工艺的实验研究cr27高铬铸铁生产工艺的实验研究Cr27高铬铸铁生产工艺试验研究由于一些特种泵工作条件恶劣,承受磨损和腐蚀等多种作用,国外生产企业多采用含cr23%~30%的高铬铸铁提高耐磨件使用寿命,如英国用含cg25%高铬铸铁生产杂质泵,挖掘海底沙石,寿命可达2年。
国内某些生产厂家采用含铬26%~28%的高铬铸铁生产特种泵铸件,取得一定效果,但在实际应用中存在使用寿命低、质量不稳定、加工困难等问题,本文对含铬26%~28%高铬铸铁的熔炼及热处理工艺进行了实验研究,选定了合金的成分及生产工艺。
1金成分的选定碳和铬。
碳是提高合金硬度的主要添加剂元素。
增加碳含量可以增加碳化物的含量,这比增加铬含量更显著,但会降低铸件的韧性。
由于特种泵铸件冲击载荷小,应选择高碳,合金含碳量可选择为2.5%~3.5%。
铬是高铬铸铁的主要添加元素。
特殊泵主要耐腐蚀和磨损。
考虑到耐蚀性的影响,确定铬含量为26%~28%,铬碳比为8~10。
根据经验公式,基体中的铬含量为Cr%=1.95cr/-2.47,合金基体的平均铬含量约为14%,大于11.7%,具有良好的耐蚀性。
碳、铬和碳化物之间的关系如下:碳化物%=12.33%C+0.55%cr-15.2%。
合金中碳化物含量为30%~35%,具有良好的耐磨性。
大多数铬形成合金碳化物。
由于合金的淬透性较差,必须添加其他合金元素以提高其淬透性。
钼,钼的主要作用是提高合金淬透性,钼降低ms点的作用不大。
当钼和铜联合使用时,提高淬透性更明显。
含钼量控制在1.5~3.0%。
镍是一种非碳化物形成元素,完全溶解在奥氏体中,这显著降低了MS点。
镍含量应控制在2.0%以下。
硅,硅可由合金炉料带入及以脱氧剂形式加入。
硅可提高ms点,但降低合金淬透性。
硅固溶于基体中增加铸铁脆性,含硅量可控制在0.50%~1.0%。
锰、锰可以提高合金的淬透性,但会强烈降低MS点,显著增加残余奥氏体,降低硬度。
高铬铸铁 High chromium cast iron (中英文对照)
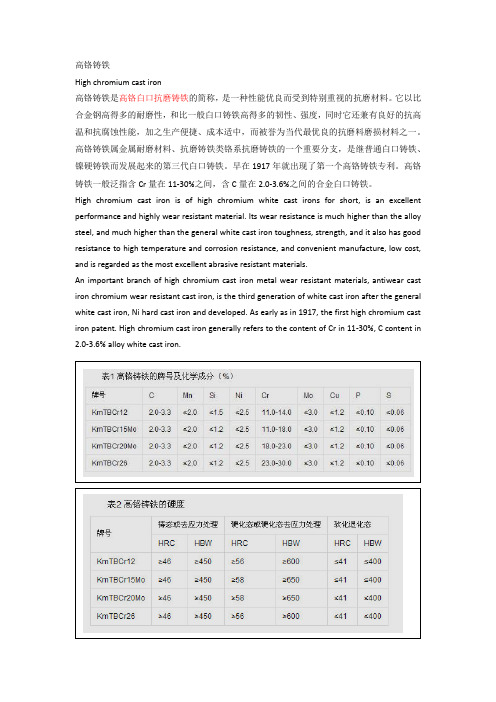
高铬铸铁High chromium cast iron高铬铸铁是高铬白口抗磨铸铁的简称,是一种性能优良而受到特别重视的抗磨材料。
它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。
高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。
早在1917年就出现了第一个高铬铸铁专利。
高铬铸铁一般泛指含Cr量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。
High chromium cast iron is of high chromium white cast irons for short, is an excellent performance and highly wear resistant material. Its wear resistance is much higher than the alloy steel, and much higher than the general white cast iron toughness, strength, and it also has good resistance to high temperature and corrosion resistance, and convenient manufacture, low cost, and is regarded as the most excellent abrasive resistant materials.An important branch of high chromium cast iron metal wear resistant materials, antiwear cast iron chromium wear resistant cast iron, is the third generation of white cast iron after the general white cast iron, Ni hard cast iron and developed. As early as in 1917, the first high chromium cast iron patent. High chromium cast iron generally refers to the content of Cr in 11-30%, C content in 2.0-3.6% alloy white cast iron.美国高铬铸铁执行标准为ASTMA532M,英国为BS4844,德国为DIN1695,法国为NFA32401。
高铬白口抗磨铸铁资料1
高铬白口抗磨铸铁(以下简称高铬铸铁)是一种因性能优良而特别受到业内重视的抗磨材料。
在耐磨性上,它比合金钢高得多;在韧性、强度上,它又比一般白口铸铁高得多;同时,它还兼有良好的抗高温和抗腐蚀性能,而且生产便捷、成本适中,因此成为当代最优良的抗磨料磨损材料之一。
高铬铸铁属金属耐磨材料中抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁之后发展起来的第三代白口铸铁。
高铬铸铁一般指含铬量在11%~30%、含碳量在2.0%~3.6%范围的合金白口铸铁。
早在1917年就出现了第一个高铬铸铁专利。
我国抗磨白口铸铁国家标准(G B /T 8623)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特性。
美国高铬铸铁执行标准为A S T M A 532M ,英国为B S 4844,德国为D I N 1695,法国为N F A 32401。
俄罗斯在前苏联时期曾研制了含铬量12%~15%、含锰量3%~5.5%、壁厚达200m m 的球磨机衬板,现执行ГO C T 7769标准。
特别值得一提的是,美国克莱梅克斯(C l i m a x )钼业公司曾在近一个世纪的时间里,为抗磨白口铸铁的发展做出了卓越的贡献。
1928年,该公司首先发明了镍硬铸铁,从而将抗磨铸铁技术推向了一个空前的高度。
1974年,为纪念国际G I F A ,该公司在杜赛尔多夫展览会上展示了其名为“神秘1号”和“神秘2号”的经典高铬抗磨铸铁153(C r 15M o 3)和1521(C r 15M o 2C u )。
目前,克莱梅克斯公司执行的高铬铸铁标准见附表所示。
栏主特别提示大家,这是非常值得一看的。
对高铬铸铁的规模化工业应用,发达国家始于上世纪60年代。
我国则于1969年,由当时的机械工业部与新日铁公司及八幡厂技术实验中心联合在武钢进行了轧钢实验,并取得了很好的效果。
很快,由国防工业出版社出版的第一部较为全面、详细地向国内读者介绍高铬铸铁化学成分、合金元素的影响及熔炼和热处理相关问题的图书———《高铬铸铁轧辊的力学性能》问世。
高铬铸铁衬板焊补工艺

衬板(高铬铸铁)临时焊补工艺
高铬铸铁表面缺陷修复方法有两种,一种是用铸铁修补剂进行修补,另一种是采用电焊焊补的方法修复。
此焊补工艺是针对铸件表面(非工作面)所产生的铸造缺陷,采取的修饰性冷焊焊补而制定的。
一.铸件缺陷的处理:
1.将缺陷部位用砂轮机清理干净,尽可能打成U型破口。
2.破口在清除缺陷的锈污的前提下越小越好,目的是减少热影响
区硬脆的马氏体组织,防止裂纹的产生。
3.准备好焊补工具和敲击锤子,方便焊补时锤击铸件
二.焊补工艺要求
1.采用手工电弧焊的方法进行冷焊。
选用202不锈钢焊条
2.由于铸件缺陷不在重要部位,对铸件不需要预热,在常温下实施焊补。
3.根据高铬铸铁的特性,焊补时,不允许长时间连续焊补,焊补实施5-10秒钟停下,用锤子不停的锤击60-90秒。
4.焊补过程中控制铸件温度不得超过200度(用手感),避免铸件焊补过程中出现裂纹。
5.焊补结束,铸件焊补区温度降至50度以下,用砂轮机打磨清理至铸件外观要求。
6.检查焊补处应无焊接缺陷、无夹渣、裂纹等
以上工艺仅适用于此批高铬衬板缺陷的修复。
河南宏宇特铸股份有限公司
技术部
2015-05-12。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高铬铸铁加工新工艺与制作新方法专利技术手册主编:专利编写组
出版发行:中国知识出版社2020年
规格:全三卷16开精装+1张CD光盘
定价:1180元优待价:980元
详细名目
[001]-一种高铬镍基合金及其所制成的喷涂丝材和应用
[002]-一种高铬超纯铁素体不锈钢真空感应冶炼方法
[003]-多元高铬耐磨铸铁筛板及其制造方法
[004]-一种球磨机用高韧性高铬耐磨球及其制造方法
[005]-高铬不锈钢的热轧用润滑剂
[006]-一种高铬抗磨铸钢
[007]-一种高铬铸铁磨球及生产方法
[008]-高碳高铬系模具钢复合强韧化处理工艺方法
[009]-低磷高铬不锈钢及超低磷高铬不锈钢的脱磷工艺
[010]-模锻生产高铬铸铁磨球的方法
[011]-高铬轧辊钢及其轧辊
[012]-稀土高铬高温耐热钢
[013]-高铬铁水的脱碳方法
[014]-稀土、高铬铁素体耐热铸钢
[015]-预应力复合高铬铸件
[016]-耐磨高铬铸铁
[017]-高铬合金铸铁及其热处理工艺和应用
[018]-采纳高碳铬铁冶炼不锈钢提高铬回收率的工艺
[019]-高铬铸铁磨球
[020]-低碳高铬钢高浓度渗碳方法
[021]-高铬稀土钢锅炉喷燃器火嘴
[022]-高铬低磷、低微碳铬铁的生产方法
[023]-用于高磨损机件的新型高铬铸铁制造方法
[024]-高铬铸铁磨球的变温淬火工艺方法
[025]-高铬铸铁磨球及其生产方法
[026]-强韧性高铬多元合金铸铁胶囊形(圆形)磨球及其制造方法[027]-高铬铸铁磨球的铸造方法
[028]-一种低碳高铬铸铁耐磨材料
[029]-稀土铌钼高碳高铬合金铸铁复合泥浆泵缸套
[030]-底吹感应炉冶炼超低碳高铬合金钢工艺
[031]-高强度高铬铸铁衬板及其制造方法
[032]-液态高铬铸铁和铸钢复合铸造腭板方法
[033]-锰钼复合高铬铸铁及其应用
[034]-一种高铬铸铁堆焊材料及工艺
[035]-一种高铬铸铁
[036]-压铸高铬磨球的生产工艺
[037]-抗钢堆积性优良的高铬多元合金铸钢
[038]-中高铬耐热耐磨铸件的气化模铸造的工艺方法
[039]-多元高铬铸钢轧钢机组合式导板及其制造方法
[040]-对具有高铬含量的钢水脱碳的方法
[041]-高铬水解动物蛋白
[042]-高铬明胶
[043]-一种高铬添加剂的制备方法
[044]-稀土高铬镍氮高温耐热钢
[045]-超高铬抗磨白口铸铁及生产工艺
[046]-高铬铸钢箅条及其制造方法
[047]-电熔法生产的高纯高铬砂及其系列产品和生产工艺方法[048]-一种铸态高碳高铬铸铁及其制备方法
[049]-一种高铬合金铸铁的混凝土搅拌机衬板及其制造方法[050]-球团链箅烧结机高碳高铬耐热铸铁箅板的制造方法
[051]-一种高铬耐磨铸铁磨片及其制造方法
[052]-高铬质耐火泥浆
[053]-用合金半钢中间过渡层复合离心浇铸高铬双复合铸铁轧辊的方法
[054]-高铬奥氏体耐磨铸铁强韧化工艺
[055]-高铬合金铸造微球成型模板及砂箱
[056]-一种改进的高铬合金叶轮
[057]-预应力复合高铬铸件
[058]-组合型高铬铸铁轧辊
[059]-组合自固型高铬铸铁球磨机衬板
[060]-一种高铬铸铁泥浆泵缸套
[061]-高铬合金铸段成型模板及砂箱
[062]-钢-高铬镍耐磨复合管
[063]-高铬合金铸球油淬工艺
[064]-高铬-氮轴承可铸合金
[065]-大型高铬钢冷轧辊辊坯的生产方法
[066]-一种高铬铸铁叶片及其生产工艺
[067]-新型铁基稀土高铬钢自动浇注铝锭分配器
[068]-耐氧化性的高铬铁素体类耐热钢的制造方法[069]-新型铁基稀土高铬钢叶轮叶片
[070]-高铬铸铁自爱护堆焊药芯焊丝及其使用方法[071]-一种高铬不锈耐磨药芯焊丝
[072]-高铬铁素体不锈钢无缝管的冷加工工艺
[073]-一种铁基稀土高铬耐热、耐磨、又可焊钢
[074]-一种低成本高耐磨性的过共晶高铬铸铁及其制造方法[075]-高抗裂耐磨高铬铸铁型堆焊药芯焊丝
[076]-低碳高铬合金钢钢锭的均热方法
[077]-高碳高铬莱氏体钢爆炸焊接高耐磨复合材料[078]-高铬铸钢磨球及制备方法
[079]-改良的复合高铬铸铁轧辊
[080]-改良的复合高铬钢轧辊及制备方法
[081]-一种等离子表面冶金高铬高钼高碳钢及其制备方法
[082]-高铬锰多元微量合金耐磨材料及其制造方法
[083]-混合碱用于提高铬或敏锐基材上的图案化抗蚀剂分布的应用[084]-高铬含钨复合抗磨辊圈的制造方法
[085]-高铬铸铁复合冷轧辊生产工艺
[086]-一种新型铸造高铬铁或铸造高铬钢钢管矫直辊
[087]-含0.5%原子的部分离子注入铪的高铬铁素体钢
[088]-稀土多元微合金化高铬铸铁及其用途
[089]-焊接钢管用铸造高铬铁或铸造高铬钢轧辊
[090]-高铬铸铁温挤压模
[091]-高铬钒钛磁铁矿提取铬钒氧化物的方法
[092]-含稀土金属的高氮高铬低镍超耐蚀双相不锈钢
[093]-高铬中碳不锈钢及其制法
[094]-高铬型钒钛磁铁矿的烧结方法
[095]-高铬铸铁锅炉雾化片及其制造方法
[096]-一种高铬白口耐磨铸铁的制造方法
[097]-由含钛高铬镍合金制得的喷涂材料及其制备方法和用途[098]-含硼高铬耐磨铸铁及其制备方法
[099]-一种高铬锰铸铁轧辊及其制备方法
[100]-由富铬析出相强化的高铬镍基高温合金及其制备方法[101]-一种高铬、锌、钒和硒含量的大米、其种植方法及其应用[102]-一种从高铬钒钛磁铁矿中提取多种金属元素的方法[103]-一种过共晶高铬白口铸铁及其制备方法
[104]-一种低镍高锰高铬奥氏体球墨铸铁及其工艺方法[105]-一种高铬型抗高温氧化电弧喷涂粉芯丝材
[106]-高铬合金强化铸钢丸/砂及制造工艺
[107]-一种高铬铁素体不锈钢及其制造方法
[108]-超高铬耐磨耐蚀铸铁及其制备工艺
[109]-一种高碳高铬高铌铸铁自爱护药芯焊丝
[110]-一种高铬合金中钒的定量分析方法
[111]-胶体浸渍法制备的高铬砖
[112]-温段定时油淬对较高铬含量磨球、磨段的热处理工艺[113]-高碳高铬马氏体不锈钢材料的冶炼方法
[114]-一种高铬锰型奥氏体钢碱性全位置气爱护药芯焊丝[115]-用于减少碳的精炼高铬铁素体不锈钢的方法[116]-高铬高锰高氮双相不锈钢及其制备方法
[117]-用高铬合金复合材料制造高温耐磨物料风机[118]-高硬度过共晶高铬锰钼钨合金耐磨钢铁材料及其应用[119]-一种高铬铝型高耐磨电弧喷涂粉芯丝材
[120]-一种高铬钼合金电弧喷涂用粉芯丝材
[121]-一种高铬铸铁复合耐磨材料及生产工艺
[122]-高铬铁素体耐热钢微变形马氏体板条组织细化方法[123]-韧性高铬铁素体合金
[124]-一种离心铸造高铬铸铁复合轧辊及其制备方法[125]-韧性高铬铁素体合金的生产方法
[126]-高铬铸球的油淬处理工艺
[127]-一种用于高铬钢表面镀层制备方法
[128]-高铬镍五合金铸件及其生产工艺
[129]-一种高铬等轴晶材料
[130]-高铬铸铁复合孕育剂及其制备方法和应用
[131]-一种改善热浸镀高铬铸铁涂层组织及力学性能的方法[132]-高铬铁素体耐热钢奥氏体化微变形板条马氏体组织操纵方法[133]-制作低速碾压式破裂机衬板用的高铬抗磨白口铸铁
[134]-工程机械用纳米晶高铬铸铁复合孕育剂及其制备和应用方法[135]-用于减少电弧炉中高铬含量渣的方法
[136]-一种含镍高铬铸钢及其应用
[137]-一种高铬砖的制备方法
[138]-冷硬高铬变质耐磨合金衬板
[139]-高铬复合粉碎辊
[140]-高铬合金铸铁薄壁复合衬板
[141]-高铬耐磨铸铁叶片
[142]-浓硫酸高铬铁素体不锈钢干吸塔
[143]-用于热轧高碳高铬马氏体不锈钢生产的天然气加热炉[144]-用于生产高碳高铬马氏体不锈钢材料的精炼炉
本手册有用说明
在目前猛烈的市场竞争下,企业为立于不败之地,都在四处寻求
新技术、新工艺、新项目,而在众多新技术信息中,专利技术以其自身专门的〝专有〞性,无疑是具有强大吸引力的,为了方便企业和创业者及时把握最新的科技信息,我们将国家专利局的数百万专利技术分类造册,编写出版了各行业的专利技术手册。
为了保证资料的真实有效,手册中的专利技术均为国家发明专利、有用新型专利和外观设计专利等科研成果的原文资料,通过激光影印编制而成。
每项专利技术资料中包含:专利发明人、发明时刻、所在单位、通信地址、技术配方、工艺流程、质量标准、权益要求书、说明书和附图图纸,以及实现其产品的生产全过程。
通过阅读这些专利技术资料,能让读者更全面、更客观了解多种技术路线、关键技术、市场状况、进展趋势、下游应用情形等。
为其科研教学、项目决策、企业创新、个人创业提供经济有效的参考资料,幸免重复研究,大大降低决策风险。
专利技术光盘是运算机专用数据光盘,PDF文档格式,在Windows 操作系统运行环境下,能够直截了当打开、阅读、复制、打印,储存方便,保密性好。
本手册适合有相关行业知识体会积存,有志于致富创业的人员。
仅提供给大伙儿参考研究之用,所有技术的专利转让权和使用权归专利发明人所有。
编写组。