加工中心切削参数
加工中心硬质合金刀具切削参数表经典
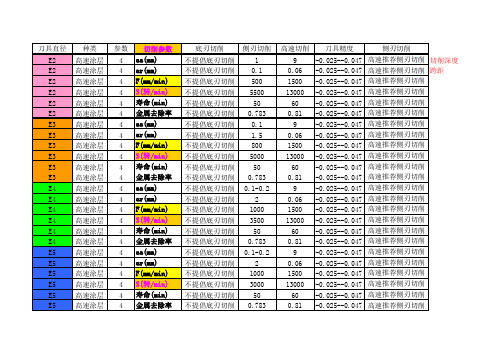
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
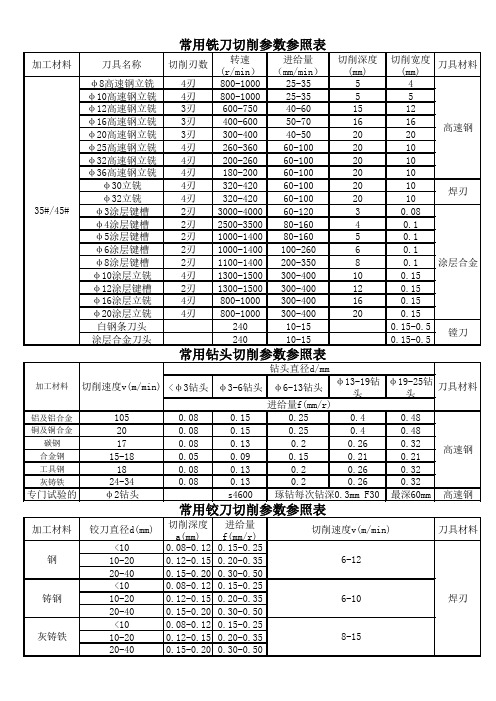
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
加工中心常用刀具参数
加工中心常用刀具参数加工中心是一种用来进行金属材料的数控加工的机床,常用刀具参数是决定加工质量和效率的重要因素之一、以下是一些常用的加工中心刀具参数。
1.刀柄类型:加工中心常用的刀柄类型有普通刀柄、卡盘刀柄和棒料刀柄。
普通刀柄适用于一般的加工需求,卡盘刀柄适用于需要多次换刀的加工,棒料刀柄适用于棒料材料的加工。
2. 刀具直径:刀具直径是指刀具刃部的直径,常用的刀具直径有2mm、4mm、6mm等。
刀具直径的选择要根据加工件的尺寸、加工深度和加工材料的硬度等因素确定。
3.切削长度:切削长度是指刀具的刃部可以进入工件的深度。
切削长度的选择主要根据加工件的尺寸和形状来确定。
4.刀具材料:常用的刀具材料有硬质合金、高速钢和陶瓷等。
硬质合金的刀具具有较高的硬度和耐磨性,适用于加工硬度较高的材料;高速钢的刀具耐热性较好,适用于高速加工;陶瓷刀具具有良好的耐磨性和耐高温性,适用于高精度加工。
5.刀具涂层:刀具涂层可以提高刀具的耐磨性和切削性能。
常用的刀具涂层有涂层碳化物、涂层氮化物和涂层氧化物等。
不同的刀具涂层适用于不同的加工材料和加工工艺。
6.切削速度:切削速度是指刀具在切削过程中切削的线速度。
切削速度的选择要根据加工材料的硬度、刀具的材料和刀具的刃数等因素确定。
7.进给速度:进给速度是指刀具在切削过程中每分钟进给的长度。
进给速度的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
8.加工参数:加工参数是指切削深度、切削宽度和进给量等加工过程中的参数。
加工参数的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
常用刀具参数的选择要根据具体的加工要求和材料特性等因素来确定,可以通过试刀和实验等方式来确定最佳的刀具参数。
刀具参数的正确选择可以提高加工效率和加工质量,减少加工成本和损耗。
加工中心切削参数表

0.13 0.2 0.1 0.12 0.18 0.08 0.1 0.16 0.06 0.1 0.16 0.06 0.08 0.15 0.05 0.06 0.12 0.04 0.04 0.08 0.03 0.025 0.04 0.03 0.015 0.03 0.02 0.16 0.1 0.16 0.1 0.16 0.1 0.12 ≤4 ≤6 ≤8 ≤13.5 ≤18 ≤20 ≤27 ≤36 ≤45
Ø12R0.5
Ø10R0.5
Ø8R0.5
Ø6R0.5
Ø4R0.5
Ø3R0.5
Ø2R0.2
Ø1R0.1
R6
中光 光刀
开粗
S12000 S13000 S14000 S13000 S14000 S15000 S14000 S15000 S16000 S14000 S15000 S16000 S16000 S17000 S18000 S18000 S19000 S20000 S21000 S22000 S23000 S28000 S28000 S28000 S28000 S28000 S28000 S6000 S7000 S7000 S7000 S7000 S8000 S8000
F2200 F2000 F1700 F2000 F2000 F1600 F1600 F1800 F1500 F1500 F1600 F1400 F1400 F1400 F1200 F1300 F1200 F900 F800 F1000 F700 F600 F700 F450 F600 F800 F400 F2200 F2000 F2200 F2000 F2200 F2000 F2000
钢料加工参数表(HRC38º-HRC54º)
刀具名称 加工类型 开粗 中光 光刀 平面光刀 开粗 中光 光刀 平面光刀 开粗 中光 光刀 平面光刀 开粗 中光 光刀 平面光刀 开粗 中光 光刀 平面光刀 开粗 中光 光刀 平面光刀 开粗 中光 光刀 平面光刀 开粗 中光 光刀 平面光刀 开粗 转速 S7000 S10000 S12000 S9000 S8000 S11000 S13000 S11000 S12000 S13000 S14000 S12000 S14000 S15000 S16000 S13000 S15000 S17000 S18000 S17000 S18000 S19000 S20000 S18000 S20000 S21000 S22000 S22000 S22000 S23000 S24000 S22000 S11000 S12000 S13000 飞速 F2600 F2600 F2400 F800 F2600 F2600 F2400 F800 F2600 F2600 F2400 F800 F2200 F2500 F2200 F600 F1600 F2000 F1600 F500 F1400 F1600 F1400 F400 F900 F1000 F800 F300 F600 F700 F600 F300 F2200 F2200 F1800 Z下刀步距 0.14 0.16 0.1 0.03 0.12 0.16 0.1 0.03 0.1 0.16 0.1 0.03 0.08 0.12 0.08 0.03 0.07 0.12 0.06 0.025 0.05 0.1 0.05 0.02 0.04 0.07 0.03 0.02 0.02 0.035 0.1 0.01 0.15 0.22 0.12 ≤54 ≤4 ≤8 ≤13.5 ≤18 ≤27 ≤36 ≤45 ≤54 最佳加工深度
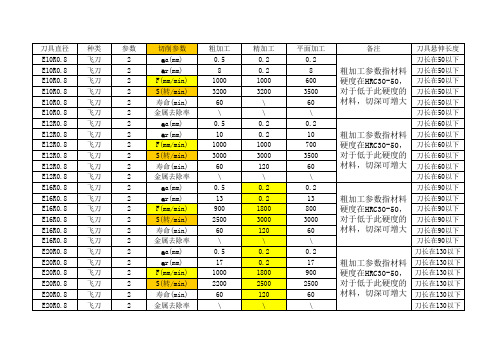
加工中心切削参数表
E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
E40R6 E40R6 E40R6 E40R6 E40R6 E40R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6
飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀
0.8-2 36 1800 700-1000 4800 72 0.6 36 1800 1000 4800 72 0.5 36 800 1000 4800 72
0.3 0.5 1400 1400 600 0.225 0.3 0.5 1400 1200 600 0.225 0.3 0.5 1000 1200 600 0.225
平面加工 0.2 8 600 3500 60 \ 0.2 10 700 3500 60 \ 0.2 13 800 3000 60 \ 0.2 17 900 2500 60 \
备注
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-86, 对于低于此硬度的 材料,切深可增大
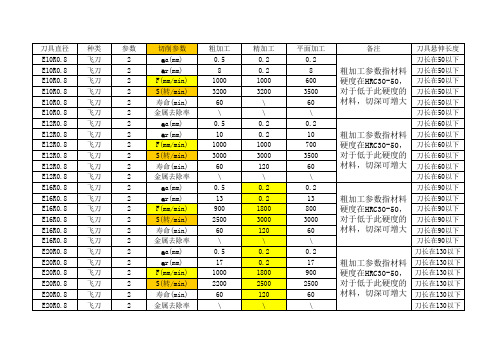
加工中心新刀具常用切削参数参照表1
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
进给量 (mm/min)
3800 3800 3800 3800 3800 3800 3800 3800 2500 3800 3800
切削深度 (mm) 0.1 0.1 0.6 0.3 0.8 0.3 1 0.3 0.5 0.6 0.6
切削宽度 (mm)
刀具材料
10 涂层合金
10
10
涂层合金
备注:此表仅供加工中心车间(使用新刀具时)参考
800
60
钻孔
800
20
扩孔
700
50
钻孔
400
60
钻孔
400
80
扩孔
120
40-50
精铰孔
120
40-50
精铰孔
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
φ68-72/T型刀
8
120-140
10-20 粗铣T型槽
焊刃
40Cr/滑块 φ68-72/T型刀
8
120-150
20-30 半精铣T型槽
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
加工中心常用切削参数表
E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
0.5 22 1200 2000 60 \ 0.5 29 1500 2000 60 \ 0.4 14 2000 2000 11.2 0.8 25 2000 2000 480 64
0.2 0.2 1800 2300 120 \ 0.2 0.2 2000 2200 120 \ 0.25 0.3 2000 2200 240 \ 0.1-0.5 0.1-0.5 2000 2200 0.21
0.2 22 1000 2300 60 \ 0.2 29 1000 2200 60 \ 0.2 14 500 2000 \ \ 0.2 25 700 2000 \ \
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-86, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下
高速加工中心钨钢铣刀的切削参数
捷杰UG 工作室 CAM 工程师培训 邮箱邮箱::******************.cn
捷杰UG 工作室 CAM 工程师培训 邮箱邮箱::
******************.cn
整体式合金整体式合金铣铣刀
注解注解::
1 以上参数是以高速加工中心(主轴转速最高20000)的钨钢铣刀为准的钨钢铣刀为准,,它的表面硬度一般是HRC45-55(洛氏硬度)左右左右;;
2 平铣刀和圆铣刀(球刀)切削参数差不多切削参数差不多,,都可以参考上表都可以参考上表;;
3 高速加工中心一般用来加工一些比较小的零件和产品高速加工中心一般用来加工一些比较小的零件和产品,,所以它使用的刀具比较小所以它使用的刀具比较小,,而且很少使用而且很少使用““飞刀飞刀””
,主要使用整体式合金铣刀合金铣刀;;
4 高速加工的理念就是高速加工的理念就是::转速高转速高,,切削快切削快,,切削量少切削量少。
加工中心刀具切削参数
加工中心刀具切削参数标准化管理部编码-[99968T-6889628-J68568-1689N]
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金 45号钢)
表三(白钢球刀光刀铝合金 45号钢)
表四(钨钢球刀光面 45号钢不锈钢)
表五(钨钢平刀光刀 45号钢不锈钢)
表六(白钢平刀光刀铝合金
45号钢)。
t-v850加工中心的主要技术参数
t-v850加工中心的主要技术参数一、机床性能参数1. X/Y/Z轴行程:850/500/500mm2. 主轴转速:xxxrpm3. 主轴功率:15kW4. 主轴锥度:BT405. 工作台尺寸:1000*500mm6. 最大工件负载:700kg7. 快速进给速度:36/36/36m/min8. 切削进给速度:1-xxxmm/min9. 定位精度:±0.005/300mm10. 重复定位精度:±0.002mm二、主要标准配置1. 三轴直线导轨2. 三轴高速伺服马达3. 铸铁机床床身4. 安装在刚性机床床身上的高速主轴5. 宽大工作台6. 加强型刀库7. 宽大的工作台8. 台湾PMI滚珠丝杠与直线导轨三、可选配置1. 4轴/5轴转台2. 数控旋转头3. 高速刚性刀库4. 冷却系统5. 刀具长度检测装置6. 高压冷却系统7. 自动工件测量系统四、适用行业1. 适用于模具制造2. 适用于汽车零部件加工3. 适用于航空航天零部件加工4. 适用于通用工程机械零部件加工5. 适用于3C电子零部件加工五、机床优势1. 采用铸铁机床床身,刚性好,稳定性强2. 高速主轴可满足精密加工需求3. 宽大的工作台适用于大型工件加工4. 可选配置丰富,满足不同加工需求5. 适用行业广泛,市场需求大六、使用效果1. 高速主轴与高速伺服马达配合,加工效率高2. X/Y/Z三轴行程大,适用范围广3. 定位精度高,加工精度高4. 机床稳定性强,使用寿命长5. 高效率、高精度、稳定可靠七、结语t-v850加工中心作为一款高性能、高稳定性的数控加工设备,具有较为优秀的加工能力和适用范围。
其主要技术参数的稳定可靠性能,可靠的刚性机床床身和高速主轴的优势,使其在模具制造、汽车零部件加工、航空航天零部件加工等行业得到了广泛的应用。
在未来的市场竞争中,t-v850加工中心有着广阔的发展前景,有望成为行业内的领先产品。
t-v850加工中心是一款性能优异、稳定可靠的数控加工设备,具有出色的加工能力和广泛的适用范围。
数控加工切削参数计算公式
注:在红色字体位置处,输入你们刀具或工件的实际直径,以及刀具齿数,即可自动计算出相关主轴转速和进给速度。
1.切削速度=3.14*直径*转速/1000;
2.每转进给量=每齿进给量*刀具齿数;
3.每分钏进给量=主轴转速*每转进给量
1000
Dn
V c π=
f
Z f *=
切削速度背吃刀量
每转进
给量
主轴转速
((((
))))
外圆
粗加
工
4010.240318.4713376外圆
精加
工
200.150.0841155.351872切槽
加工
200.0830212.3142251外圆
粗加
工
100 1.50.235909.9181074外圆
精加
工
1300.40.0550828.0254777切槽
加工
1000.0845707.7140835
外圆
粗加
工
150 1.50.2351364.877161外圆
精加
工
1500.40.05401194.267516
切槽加工1000.0845707.7140835
2.每转进给量=每齿进给量*刀具齿数;
3.每分钏进给量=主轴转速*每转进给量
车床切削参数计算参考
刀具材料高速钢
硬质合金钢加工
类型
工件直径
z
f
Z
n
nf
F*
*
=
=
z
f
Z
f*
=
;量
;量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心切削参数文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
加工中心.数控铣床.刀具名称.转速进给、下刀量
例:立铣刀必备知识(按照加工45号钢材)
刀具名称、转速(/min)、进给(mm/min)、下刀量(mm)
63R6(刀片) 600 2500-3000
50R6(刀片) 650-850 2500-3000 刀片) 1200 2000-2500 刀片) 700-1200 2000-2500 刀片) 2000-2500 2000-3000 刀片) 2200-2500 2200-3000 球头刀2000-2500 2000 球头刀 2200-2500 2000-3000 10(球头刀 2500 1800-2000 球头刀 2500-2800 1500-1800
6(球头刀 4000 1500-1800 球头刀 5000-6000 1800
3(球头刀 7000 1500-1800 球头刀 12000 1500-2000 球头刀 16000 1200-1500
1(球头刀 20000 1200
(球头刀 20000 500
(球头刀 7000 1500
30R5(平底立铣)720-1000 2000-3000 平底立铣) 300-600 2000-2500 平底立铣) 600-1000 2000-2500 平底立铣) 1600 2000-2500 平底立铣) 2000-2200 2000-2500 平底立铣) 2200-2500 2000-2500 平底立铣) 2500 1500-
2000 平底立铣) 3000 1500-2000 平底立铣) 3500-4000 1500-2000
3(平底立铣) 6000 1500-1800 平底立铣) 9000 1500 平底立铣) 12000 1200-1500 平底立铣) 18000 1000-1500 铣刀大体上分为:
1.平头铣刀.进行粗铣.去除大量毛坯.小面积水平平面或者轮廓精铣
2.球头铣刀.进行曲面半精铣和精铣.小刀可以精铣陡峭面/直壁的小倒角。
3.平头铣刀带倒角.可做粗铣去除大量毛坯.还可精铣细平整面(相对于陡峭面)小倒角。
4.成型铣刀.包括倒角刀.T形铣刀或叫鼓型刀.齿型刀,内R刀。
5.倒角刀.倒角刀外形与倒角形状相同.分为铣圆倒角和斜倒角的铣刀。
型刀.可铣T型槽.
7.齿型刀.铣出各种齿型.比如齿轮。
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工.
铣刀常见有两种材料:
高速钢.硬质合金。
后者相对前者硬度高.切削力强.可提高转速和进给率.率让刀不明显.并加工不锈钢/钛合金等难加工材料.但是成本更高.而且在切削力快速交变的情况下容易断刀。
立铣刀的基本使用范围.端面铣削:适用于较小平面范围、较小切削深度的操作要求。
加工后的零件表面相对较为“粗糙不均”。
键槽加工.一般来说.生产一道高质的键槽需要至少两把铣刀。
月牙键槽加工.一般来说.这个过程需要一把铣刀.用全面进给进刀法操作。
特殊切削.包括锥形表面的铣削
(比如:“T”形沟槽)以及鸠尾槽的加工。
精细仿形切削.在有平行边壁的工件上完成内表面/外表面的轮廓。
模具孔洞加工.大致包括在钢模凹处的俯面加工和精细加工。
凹模加工需要三方位的处理。
球铣刀比较适合该项操作。