熔化焊缝金相分析_刘进益
7A09H112铝合金搅拌摩擦焊接头组织和性能分析
2021年第1期(总199期)CFHI**************一重技术摘要:使用搅拌摩擦焊方案焊接12mm 厚7A09H112铝合金,获得成形良好、无缺陷的焊接接头。
对焊接接头进行微观组织及力学性能测试分析。
结果表明:热机影响区晶粒出现扭曲畸变,靠近母材区域的晶粒较粗大,而靠近焊缝区域的晶粒较为细小;焊接接头的平均抗拉强度为221MPa ,达到母材的88%,平均屈服强度为149MPa ,达到母材的96%。
焊缝金属屈服强度达到409MPa ,抗拉强度达到491MPa ,均远大于母材本身的屈服强度和抗拉强度,具有优异的力学性能。
焊接接头硬度分布呈现"W"型,但整体低于母材区,硬度最低值出现在热影响区及热机影响区。
关键词:7A09H112;搅拌摩擦焊;显微组织;力学性能中图分类号:TG453.9文献标识码:B 文章编号:1673-3355(2021)01-0008-04Analysis on Microstructure and Mechanical Properties of FSW Welds on 7A09H112Aluminium Alloy MaterialsZhao Jia,Liu Wancun,Gu Songwei,Yu HaidongAbstract:12mm thick 7A09H112aluminium alloy plates jointed by the means of Friction Stir Welding Technique (FSW)have defect-free welds with good shape.The analysis of the microstructure and mechanical properties of the welds revealsthat the grains in thermo-mechanically zone (TMAZ)distort and the grains near to the base metal grow larger while the grains near to the welds become finer.The average tensile strength of the welds is 221MPa,up to 88%of the base metal;the average yield strength is 149MPa,up to 96%of the base metal.The weld metal has yield strength up to 409MPa and tensile strength up to 491MPa,both far higher than those of the base metal,offering excellent mechanical properties.The hardness of the welds distributes in the form of “W ”and lower than the base metal.The lowest hardness occurs in the heat effected zone and thermo-mechanically zone.Key words:7A09H112;friction stir welding;microstructure;mechanical property7A09H112铝合金搅拌摩擦焊接头组织和性能分析赵佳1,刘万存2,谷松伟2,于海东110.3969/j.issn.1673-3355.2021.01.0081.一重集团大连核电石化有限公司工程师大连116113;2.一重集团大连核电石化有限公司高级工程师大连1161137A09铝合金属于热处理强化高强度铝合金,具有高强、高韧、低密度等优点,在航天航空和武器制造等领域都有广泛的应用[1]。
5083和6082铝合金接头裂纹敏感性分析

液化裂纹敏感性较大。
关键词: 铝合金; 裂纹敏感性; 机理; 组织
中图分类号: TG422
文献标志码: B
DOI:10.13846/12-1070/tg.2019.05.006
0 引言 5083 和 6082 铝合金是重要的高速列车铝合金车
体制造材料, 熔化温度低, 导热性好, 热膨胀系数 大, 焊后接头极易发生开裂现象 。 [1-3] 裂纹缺陷是重 大的安全隐患, 轻则导致构件报废, 重则引起高速 列车运行时发生解体。 空气相对湿度是影响铝合金 接头裂纹敏感性的因素, 空气相对湿度 60%是焊接 过程中湿度要求的分界点, 高速列车车体焊接工艺 文件规定, 当空气相对湿度超过 60%时, 操作者不 允许进行焊接 。 [4-6] 鉴于裂纹缺陷的重大危害, 许多 焊 接 工 作 者 已 经 开 展 了 铝 合 金 裂 纹 缺 陷 的 研 究 。 [7-8] 秦红珊等人采用搅拌摩擦焊技术焊接 7075 和 LC4CS 铝合金, 分析了 7075 和 LC4CS 铝合金搅拌摩擦焊焊 缝疲劳裂纹扩展行为, 与 LC4CS 铝合金相比, 7075 铝合金疲劳裂纹的扩展速率更 低 [9]。 Alatorre N 等 人 改进了电弧焊, 采用改进的间接电弧焊和熔化极气 体 保 护 焊 焊 接 7075 -T651 铝 合 金 , 研 究 了 7075 - T651 铝合金接头疲劳裂纹的生长, 改进的间接电弧 焊提高了接头疲劳强度 。 [10] Wang J 等人采用 光 纤 激 光焊焊接铝合金, 利用统计学的方法开展了铝合金
较大, 液化裂纹倾向较小; 焊缝组织相对粗大是 5083 铝合金接头结晶裂纹敏感性较大的主要原因 ; 6082 铝合金导热能力比 5083 铝合
金的导热能力强, 热影响区内部分熔化的金属填充晶界的时间相对更短, 同时焊后 接 头 产 生 的 内 应 力 大 , 两 者 导 致 6082 铝 合 金 接 头
热输入对00Cr12NiTi不锈钢焊接HAZ组织及性能的影响
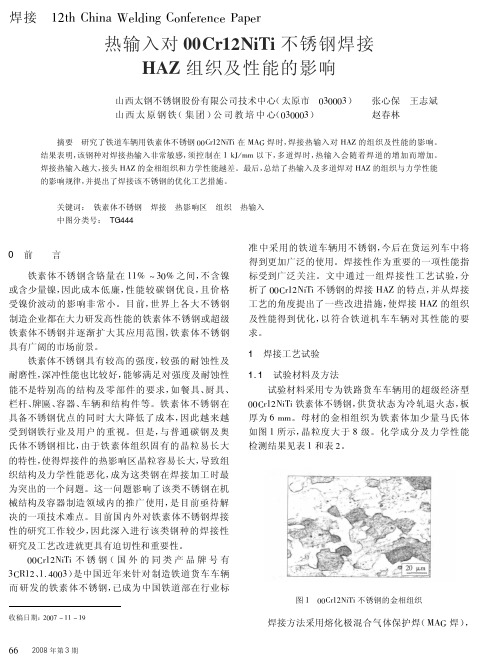
焊接!"#$%&%’()*+,-’(.&/(0+1+(2+3)4+1!""#年第$期热输入对!!"#$%&’(’不锈钢焊接)*+组织及性能的影响山西太钢不锈钢股份有限公司技术中心(太原市!565556)!!张心保!王志斌山西太原钢铁(集团)公司教培中心(565556)!!赵春林摘要!研究了铁道车辆用铁素体不锈钢55&1"#7’8’在9:;焊时,焊接热输入对<:=的组织及性能的影响。
结果表明,该钢种对焊接热输入非常敏感,须控制在">?@AA以下,多道焊时,热输入会随着焊道的增加而增加。
焊接热输入越大,接头<:=的金相组织和力学性能越差。
最后,总结了热输入及多道焊对<:=的组织与力学性能的影响规律,并提出了焊接该不锈钢的优化工艺措施。
关键词:!铁素体不锈钢!焊接!热影响区!组织!热输入中图分类号:!"#$$$%!前!!言铁素体不锈钢含铬量在""B C65B之间,不含镍或含少量镍,因此成本低廉,性能较碳钢优良,且价格受镍价波动的影响非常小。
目前,世界上各大不锈钢制造企业都在大力研发高性能的铁素体不锈钢或超级铁素体不锈钢并逐渐扩大其应用范围,铁素体不锈钢具有广阔的市场前景。
铁素体不锈钢具有较高的强度,较强的耐蚀性及耐磨性,深冲性能也比较好,能够满足对强度及耐蚀性能不是特别高的结构及零部件的要求,如餐具、厨具、栏杆、牌匾、容器、车辆和结构件等。
铁素体不锈钢在具备不锈钢优点的同时大大降低了成本,因此越来越受到钢铁行业及用户的重视。
但是,与普通碳钢及奥氏体不锈钢相比,由于铁素体组织固有的晶粒易长大的特性,使得焊接件的热影响区晶粒容易长大,导致组织结构及力学性能恶化,成为这类钢在焊接加工时最为突出的一个问题。
这一问题影响了该类不锈钢在机械结构及容器制造领域内的推广使用,是目前亟待解决的一项技术难点。
铜导线一次短路线端熔珠与喷溅熔珠金相组织对比分析

铜导线一次短路线端熔珠与喷溅熔珠金相组织对比分析张臻【摘要】为了提高一次短路熔珠鉴定的准确性,模拟单芯铜导线一次短路故障,获得不同实验条件下的线端短路熔珠和喷溅短路熔珠样品,用金相显微镜对短路熔珠金相组织进行观察。
结果表明:线端熔珠与喷溅熔珠的晶粒形态、晶粒大小以及内部气孔分布特征存在明显的区别,不宜适用同一的标准进行鉴别。
%In order to improve the accuracy of indentifying primary short circuited melted beads ,the primary short circuit of copper wire was simulated under several experimental conditions .The wire end melted beads and the splashing melted beads were both obtained ,and their microstructure were observed by metallurgical microscope .T he results show ed that there w ere obvious differences in shape and size of crystallites and distribution of gas holes between the two kinds of melted beads ,it was inappropriate to i-dentify them by using unified standard .【期刊名称】《分析仪器》【年(卷),期】2016(000)002【总页数】4页(P77-80)【关键词】铜导线;一次短路;线端熔珠;喷溅熔珠;金相组织【作者】张臻【作者单位】中国人民武装警察部队学院研究生部,廊坊 065000【正文语种】中文线端熔珠与喷溅熔珠分别是指短路瞬间导线被熔断后,残留在熔断导线端头的圆珠状熔痕和从短路点飞出的金属液滴冷却而形成的圆珠状熔痕[1]。
厚板奥氏体不锈钢焊缝显微组织分析
试验焊缝处金属的化学成分 ( 质量分数, %)
Chemical composition of the metal at weld joint ( wt%)
C 0. 06 S 0. 012 Mn 1. 10 Si 0. 35 P 0. 010 Cr 19. 00 Ni 8. 72
元素 焊缝试样
SUS 304 钢 <0. 08 <0. 03 <2. 00 <1. 00 <0. 03 18 ~ 20 8 ~ 10
《 金属热处理》 2006 年第 31 卷第 10 期
层上生长, 残留 ! 铁素体有强烈的形核效果, 奥氏体焊 缝金属中存在 ! 铁素体。焊缝金属的再结晶现象不仅 发生在冷却过程中, 而且发生在多道焊新一层焊缝金属
[ 6] 的熔敷过程中 。由于多道焊时的反复加热, 前一层焊
道所形成的再结晶现象被加强。再结晶后形成粗大柱 状晶。因此厚板奥氏体不锈钢焊缝的最终形态是粗大 等轴的柱状晶奥氏体 + 沿柱状晶分布的 ! 铁素体。
《 金属热处理》 2006 年第 31 卷第 10 期
21
2
焊缝金属组织及分析
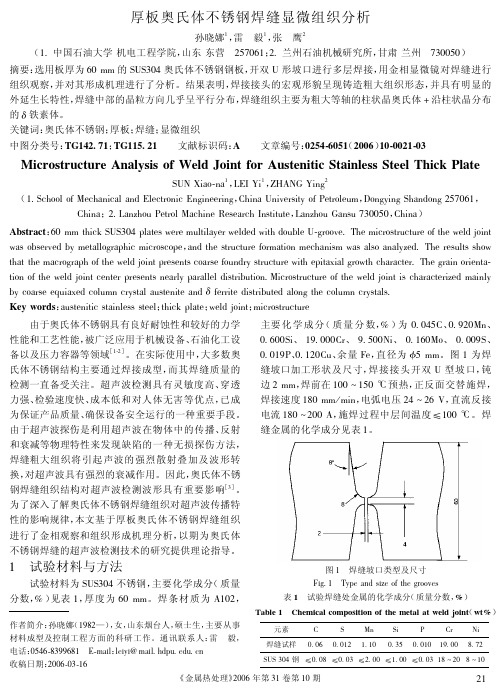
图 2 为焊接接头的宏观形貌 ( 图中小孔为用于检
金相组织见图 3 所示, 其中母材组织为奥氏体 + 沿轧 制方向分布的铁素布的铁素体。
!" #$ 焊缝宏观形貌及金属组织 测取样) 。在低倍显微镜下可以清楚地看到焊缝组织
[ 4] 呈现铸造组织形态, 有明显的外延生长 特性, 焊缝
中部的晶粒方向几乎是平行的。焊缝晶粒始于母材晶 粒, 止于焊缝中心。晶粒沿原晶粒方向生长, 在向焊缝 中心生长的过程中生长方向趋于垂直焊缝的上下表 面, 焊缝中心处 ( 先凝固的部分) 显微组织比焊缝上下 表面 ( 后凝固的部分) 的组织细小。这是因为开始焊 接时, 母材温度较低, 散热快, 凝固组织细。随着焊接 层数的增加, 不断有热量输入母材, 温度升高, 散热速 度慢, 导致了表面上形成的组织明显变粗。 焊接接头
铝合金换热器真空钎焊过程中Si的分布及其对焊接质量的影响

焊管WELDED PIPE AND TUBE
Vol.44 No.8Aug. 2021第
44卷第
8期
2021年8月
试验与研究
铝合金换热器真空钎焊过程中Si的分布
及其对焊接质量的影响*
朱单单1,龙绍檣
2,龙 潇
2
(1.
贵州永红换热冷却技术有限公司,贵州惠水
558000
; 2
.贵州理工学院,贵阳550003)
摘 要:为了研究3003铝合金板翅式换热器真空钎焊焊缝中Si的分布对焊接质量的彩响机制,采
用扫描电镜及能谱(SEM+EDS)分析方法对板翅式换热器钎焊焊缝进行了分析。结果显示,Si在钎
缝区主要以两种形式存在:一是以带状富硅相在钎缝组织聶界附近聚集析出,
尤其是钎焊炉中靠近
炉壁侧试样钎缝中硅含量高达93%
;
二是以Al-Si或Al-Si-Mn固溶体形态沿钎缝与母材界面曲折分
布。此外,钎焊炉中靠近炉壁侧试样因升温快,过热度高,导致钎缝凝固偏析严重,Si偏聚严重,
钎缝组织均匀性显著恶化,同时引起凝固末端产生缩孔、微裂纹等缺陷。研究表明,工件在真空钎
焊炉中的布置方式对Si在钎缝中的分布状态和钎缝质量有显著影响
。
关键词:铝合金;散热器;真空钎焊;Si元素分布
中图分类号:
TG113 文献标识码:A DOI
: 10.19291/j.cnki.l001-3938.2021.0&003
Distribution of Si during Vacuum Brazing of Aluminum Alloy Heat Exchanger and
its Effect on
Welding
ZHU Dandan1, LONG Shaolei2, LONG
Xiao
2
(I. Guizhou Yonghong Cooling Technology Co., Ltd., Huishui 558000, Guizhou, China;
2. Guizhou
Institute of Technology, Guiyang 550003,
SA-336_F11_CL.2与SA-765_Gr.Ⅱ异种钢对接焊工艺研究
754&2A3&J!"# $%& '&()*+, "- $%& $'" ./01 23$&#*3(45 /67889 :;; <=>? 3+@ A.7B9C D#> EFG #&,3#@(&44 "'%&$%&# %*,%74$#&+,$% "# ("'74$#&+,$% 23$H%*+, '&(@*+, 23$&#*3( *4 H%"4&+G *$ *4 +&H&443#I $" 3@@#&44 $%& *44J& "- 3 4*,+*-*H3+$ @*--&#&+H& *+ %&3$ $#&3$2&+$ $&2K$J#& "- $%& '&(@ L"*+$4> M&(@*+, 432K(&4 '&#& K#&K3#&@ NI 4J#-3H*+, $%& O>C0" *+4J(3$*"+ (3I&# "+ $%& ,#""P& "- A.7889 !;; QR>? 2&$3(G 3+@ $%&+ NJ$$*+, $%& AS7B9C T#> 2&$3(G $%& 2*H#"4$#JH$J#& 3+@ 2&H%3+*H3( K#"K&#$*&4 "- $%& '&(@ L"*+$4 3$ @*--&#&+$ 4$3,&4 @J#*+, $%& L"*+$ -"#23$*"+ K#"H&44 '&#& 3+3(IU&@G 3+@ $%& -&34*N*(*$I 3+@ #&(*3N*(*$I "- $%& 2&$%"@ '&#& P&#*-*&@> V$ *4 -"J+@ $%3$ $%& 2&$%"@ H3+ &--&H$*P&(I N3(3+H& $%& $&2K$J#& @*--&#&+H& N&$'&&+ AS7889 W;; <=X? 3+@ AS7 B9C T#> FFG 3+@ @&H#&34& $%& 3@P& &--&H$ "- $&2K$J#& @*--&#&+H& "+ K#"H&44 K&#-"#23+H& "- '&(@ L"*+$> K,( 6"2.4J@*44*2(3# 4$&&(&NJ$$ '&(@*+,&K#"H&44&2&$%"@&4$J@I
金属熔焊基础第一章金属学基础
第一章金属学基础冲击实验在值越低。
本节课我们学习了塑性和韧性两种力学性能指标,要求同学们重点掌握各性能指标的表示形式。
不同金属的密度不同。
按密度的大小,将金属分为轻金属与重金属两类。
密度ρ<5g/cm3的金属称为轻金属,镁、钛等及其合金;密度ρ>5g/cm3的金属称为重金属如铁、铜、锡、铅等及其合金。
4.导热性金属的导热性是指金属传导热量的能力,用热导率λ示,单位为W/(m·℃)或W/(m·K)。
不同金属的导热能力不同,纯金属的热导率λ一般大于合金的热导率。
在常用金属中,银、铜、铝的λ值最高。
导热性好的金属,在焊接加热时转移到焊件金属内部的热量损失多,热源的利用率低;而导热性差的金属,虽然热量损失少,但焊件上的★一、金属的的特性三、常见金属的晶体结构类型1、体心立方晶格(9 晶体内部原子排列晶格和晶胞示意图 a ) 晶格 b ) 晶胞3、密排六方晶格(17个原子)要求同学们理解晶格、晶胞概念的同时重点掌握各类型晶体结构的性能特点。
性”。
单晶体示意图多晶体示意图晶粒——组成金属的小晶体。
晶界——由晶粒间不规则排列的原子构成。
晶体缺陷——由于各种原因,实际晶体中原子的规律排列受到干扰和破坏,使晶体中的某些原子偏离正常位置,造成原子排列的不完全性。
1. 点缺陷——空位、间隙原子和置代原子无论是空位、间隙原子还是置代原子,在其周围都会空位——在晶格中未被原子占据的结点。
间隙原子——不占有正常结点的原子。
2.线缺陷——位错位错:是指晶体中某处有一列或若干列原子发生有规律的错排现象。
主要类型:韧性位错、螺形位错。
位错的特点之一是很容易在晶体中移动,金属材料的塑性变形就是通过位错的运动来实现的。
在晶体中,位错的晶格畸变发生在沿半原子面端面的狭长区域,故称为线缺陷。
刃型位错示意图a)立体图 b)平面图要求同学们理解单晶体、多晶体、晶粒、晶界、空位等重要的名词含义,为后续课程学习打基础。
、晶体内部原子的排列位向是完全一致的晶体称为;由许多晶粒组成的晶体。
高强钢电阻点焊数值模拟及金相研究
高强钢电阻点焊数值模拟及金相研究周国荣【摘要】针对常用的超高强度钢点焊件进行研究,利用有限元软件对1.5 mm厚的超高强度热成形钢点焊熔核的形成过程进行了数值模拟,对点焊过程中的温度场分布进行了详细的分析,分析了熔核的生长规律和影响因素.通过点焊接头的金相组织研究了焊接接头不同区域的金属组织,发现点焊热影响区可以分为不完全重结晶区、细晶区以及粗晶区;而熔核区为柱状晶形态的马氏体组织,熔核热影响区组织分布不均,夹杂着铁素体,热成形钢母材主要为比较细小的马氏体组织,硬度以及强度都很高.【期刊名称】《机械制造与自动化》【年(卷),期】2019(000)001【总页数】3页(P142-144)【关键词】高强钢;电阻点焊;数值模拟;金相分析【作者】周国荣【作者单位】上海华谊工程有限公司,上海200241【正文语种】中文【中图分类】TG440 引言轻量化是当今工业界的发展趋势,采用先进的热成形技术生产制造的超高强度热成形钢因为具有极高的强度以及硬度在汽车、航天航空、能源等行业中得到了越来越多的应用[1]。
电阻点焊技术则由于具有较高的效率以及易于自动化特别适用于高强钢与高强钢或高强钢与普通碳钢间的连接使用。
由于高强钢生产制造技术还处在发展阶段,而电阻点焊过程的不可见性、在焊接时存在热影响区软化以及焊接飞溅等问题都直接影响着高强钢电焊接头的强度,所以采用有限元建模的方法进行数值模拟有利于掌握电阻点焊熔核形成过程中的变化情况,对于优化焊接工艺参数,提高焊接构件之间的连接强度,制定适合于实际生产需要的焊接标准具有十分重要的意义[2]。
1 数值模型电阻点焊的过程中伴随着热的产生、电流的传导以及塑性变形,所以电阻点焊过程中主要涉及到电传导方程、热传导方程以及力学方程[3]。
1.1 热电力三场耦合方程在ABAQUS中对热电力三场的耦合过程涉及到热力之间的耦合以及热电之间的耦合。
其中,对于热力耦合,ABAQUS使用Newton方法来进行温度位移之间的耦合,可以用雅克比矩阵来描述[4],如式(1)所示。
实验-1.3 铝合金金相组织的检验
1.3 铝合金金相组织的检验本次实验每位同学需要制备、显示一个样品,此样品是同学自己在之前的实践教学环节过程中镶嵌的。
请根据之前的记录,确认自己制备样品的工艺。
样品涉及4种工艺,参看下表:样品制备、组织显示提示:每一位同学寻找、领取属于自己的样品后,根据《光学技术实验平台》中对于金相样品制备的学习,按照金相样品制备的一般要求进行。
磨光过程经历200、400、600、800等四种规格的水砂纸,然后抛光;随后,显微组织蚀刻。
这一过程,实际上大家已经有过经验。
下面的小字体提示,仅作为帮助:技巧小贴示:为了消除切割造成的影响,在第一道粗砂纸上暴露出完整样品截面后,继续减薄0.5mm。
由于铝合金比较软,在样品制备过程中相应地请注意样品与砂纸之间接触时的黏着感,掌握控制样品平衡的技巧。
最初向下用力不要过大,有经验后再逐步加大接触的力度。
800号砂纸磨光时,在基本完成前,可以水流加大、用力减轻,近似于漂浮在砂纸上,这样,可以减少砂粒嵌入的机会,减轻样品表面内部损伤层的厚度。
同时,样品上应当保持一个方向的划痕。
在整个制备过程中,样品的『倒角』一定要始终保持,特别是抛光阶段。
为了保证样品在磨光过程中尽量不出现歪斜,请按照下面示意的实线磨削方向进行磨光操作,避免沿虚线示意的方向进行。
铸锭、固溶处理样品的磨光方向轧制、轧制时效样品的磨光方向样品制备的要点:A 缩短在砂纸上停留的时间(包括全过程及每次接触)B 挡水盘距离盘面1cm,请节约用水C 样品抛光前必须在砂纸上修出倒角D 抛光膏的使用原则是微量、多次;注水少量、恰当E 抛光时,用力避免过大,应当适中,可以任意方向抛光样品蚀刻方法请注意:为了保证腐蚀效果,样品避免放置在腐蚀液中长时间不动,应当每隔20~30秒钟移动、按动(在脱脂棉上),以保证金属面所接触腐蚀液的效力。
同时,样品表面倾斜放置,保证腐蚀产生的气泡顺利溢出。
实验涉及到的设备、耗材、器具:M-2型预磨机,P-2型抛光机,帆船牌水砂纸,海军尼,金刚石抛光膏(2.5W ),培养皿,脱脂棉,不锈钢镊子,蚀刻剂,吸水纸以及金相显微镜(CK40M )。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《东方电机》2(X)7年第
3
期
熔化焊缝金相分析刘进益袁红霞张鸿
摘要本文总结了熔化焊金相分析的内容、程序,熔化焊热影响区各区的显微
组
织特点,熔化焊接头金属显微组织的鉴别方法,介绍了根据形成温度、形貌特征
和利用显微硬度鉴别熔化坪缝金相组织等工厂级适用手段,提出了在试样制备
时应注意的事项和技术要点。
关键词熔化焊焊接接头金属焊接热影响区显微组织鉴别1引言
焊接接头的形成是在焊接热源作
用
下,局部、快速、不平衡的连续加热和凝固结晶的过程,其间易造成接头物理、化学、
力学性能的不均匀,并形成具有不同特点的特征区域。正是由于焊接物理、化学过程的某些特点,所以焊接区域的化学成分发生了很大变化,同时金相组织随之变化。有时,即使化学成分并未明显变化,焊接热、应力、应变的复杂过程也会导致金相组织改变,因此由组织形态决定的机械性能也相应变化,极不均匀,这就形成了薄弱环节。此外,焊接工艺是热加工工艺中最容易产生工艺缺陷的热工艺,通常易产生气孔、夹杂、夹渣、未焊透、焊穿、焊瘤、裂纹等工艺缺陷。这些工艺缺陷产生的几率大,危害也大,因此发现缺陷、分析原因,并研究物理的、化学的不均匀性引起的薄弱环节和特征区域,就成了焊接金相分析工作的重要任务。2熔化焊金相分析的内容及程序21内容熔化焊金相分析的内容包括:焊接接头宏观、微观的焊接缺陷分析,各区域金相组织分析,微区分析,定量分析,各种焊接裂纹原因分析,焊接产品运行中失效原因分析等。提高焊接质量和产品性能、延长产品工作寿命和引进新材料、新焊料等
焊
接工艺研究也需进行焊接金相分析。22程序
22,低倍分析
(l)低倍缺陷分析
低倍缺陷分析是在焊接接头试样通过
磨抛或宏观浸蚀后进行夹杂、夹渣、气孔、未焊透、咬肉、错边、焊瘤、弧坑、焊穿、裂
纹、成形不良、中心线偏析、层状偏析、焊道
偏析、熔合线偏析、柱状晶间偏析、树枝偏析等检查分析,并按相应标准(或协议)评
定,以便指导相应技术改进。(2)低倍
组织分
析
低倍组织分析是对焊接接头试样进行焊接熔池形状与尺寸(熔宽、熔深),一次
结晶形态和尺寸、方向,结晶偏
析和缺陷
,
热影响区的形状及尺寸,各特征
区
域大小
等的分析。
来稿时
间:2(X)7年3月《东方电机》207年第3期
222微观分析
(l)
微观缺陷分析
微观缺陷分析是在焊接接头试样通过
金相制样或浸蚀后进行非金属
夹杂物、微
裂纹、微气孔、显微疏松、晶间渗人或析出
、
增碳、脱碳、脆性组织、过烧组织、魏氏组
织、带状组织和其他非正常组织等的分析。(2
)
显微组织分
析
显微组织分析是在焊接接头试样通过
金相制样并浸蚀后进行母材、热影响区的组织特征、尺寸、数量、比例、分布和淬硬程度、焊缝组织、异种钢接头各区域组织特征,熔合线附近的组织变化以及由于元素扩散、转移行为引起的结果等的分析工
作
。
223微区
分析
微区分析是利用电子显微镜分析研究基体组织结构、第二相结构、相成分及其与母材的结晶学关系,同时研究夹杂物成分
与结构、微区成分、晶间成分及结晶构造、
表面的成分与结构、各相之间结晶学位向
关系等。224
定量分析
定量分析是对焊接接头试样进行晶粒度评级、夹杂物评级、8铁素体测量、各种
组织比例、热影响区尺寸、裂纹尺寸和数量及裂纹率,也包括熔池尺寸、增碳层与脱碳层尺寸、晶间脆性层厚度、过渡层的尺
寸
、
异种钢接头中的熔合区尺寸等的分析。
3显微分析
生产中进行熔化焊金相分
析时并
不是
每次都要经过以上所有程序,而是根据
实
际情况首先明确试验目的、对象和原始条件,即在着手焊接金相分析时,应首先了解
所分析试样的原始条件或来样情况及其他
试验结果(探伤、力学性能、应力测量等
)
等,搞清上述情况后再有目的、有根据地确
定试验方案和内容,明确从何处人手试验。而后主要进行外观和低倍分析、显微分析
,
实际需要时才外委微区分析。下面着重介
绍显微分析相关内容
。
外观观察分析和宏观分析通常可以得出初步的结果和结论,但为了进一步细致
分析证明其正确性,搞清细节和微观形态时,还需在放大10一1以X)之间的适当倍
数下进行熔化焊接头各区域的显微组织、
显微裂纹、非金属夹杂物、微气孔、显
微偏
析、析出相、定量金相的分析。31
焊接接头金属显微组织的鉴别
由于焊接热过程复杂多变,所以室温下熔化焊接头各区域内金相组织的类型和形态多种多样,甚至一张金相照片上会出现多种组织混合体(见图1)。而教科书和介绍焊接组织的资料,多是分别单独介绍典型组织的类型和形态。这些典型组织形态在实践焊接金相分析中很难单一出现,而以多种混合情况出现居多
。
焊缝热影响区图l熔化焊接头各区金相组织件材《东方电机》20()7年第
3
期
31,根据形成温度区别显微组织冷却时,奥氏体温度将从高到低分别经过各个相变点和相变区,同时进行不同程度的各种组织转变。如低碳低合金钢过冷奥氏体从A3温度到室温的连续冷却分解过程的顺序为:稍低于A3温度时,沿晶界析出自由铁素体(1《XX)一750℃),然后在稍低于上述温度下开始形成锯齿状魏氏组织铁素体(90一650℃),它从晶界处自由铁素体边生核以切变方式向晶内成长,与此同时(温度稍低)晶内也生核,形成粗大针条状铁素体,它们彼此交叉,这就是另一种表现形式的魏氏组织铁素体,随后在650一50℃温度区间晶内形成细小且无方向的针状铁素体。由此可见,低碳低合金钢连续冷却转变形成多种组织时,通常形成温度越高者,越倾向于在奥氏体晶界上形成。因此,实际显微组织分析时,均可利用相应规律进行组织鉴别。特别提示,显微分析时,试样制备质量对分析效果影响很大。比如,熔化焊冶金特性和熔化焊熔池结晶特点导致的化学和物理不均匀性,决定了熔化焊接头试样的浸蚀技术具有自己的特点。浸蚀过度时,在焊缝中的柱状晶间和树枝状晶间偏析处容易形成由于成分或组织偏析引起的浸蚀沟槽,通常被误认为裂纹。因此,进行熔化焊显微分析时,应在抛光后未浸蚀前仔细观察,浸蚀要适度。312根据形貌特征区别显微组织由于各种显微组织形成机理和条件各异,所以其形态各具特征,因此可以利用这一特点来进行区别。例如,魏氏组织铁素体与无碳贝氏体在单一材料的特定状态下不难区别,但在熔化焊接金相组织中,魏氏组织铁素体与无碳贝氏体之间是连续过渡的,温度界限不明显,且外观形态又都是由平行排列的粗大铁素体针条组成,并从晶界向晶内伸展。实际分析时,可从
针条之
间或其周围的组织来区别它们,针条之间
或其周围的组织是珠光体时即为魏氏组
织,是马奥结构时则为无碳贝氏体。再如
,
下贝氏体与板条马氏体都是细密且分散并呈平行排列的组织,也都有碳化物析出
。
但经长期学习、分析、实践总结发现,在光学金相显微镜下,由于板条马氏体同晶粒内平行束板条的位向和自回火程度不同,因此板条马氏体束之间黑白程度不均,而下贝氏体则不存
在黑白差
。
313利用显微硬度鉴别组织
因为不同的显微组织具有不同
的性
能,在实际熔化焊金相分析时,通常利用显
微硬度计测定各相的显微硬度,以帮助鉴别在光学金相显微镜下观察时形态完全相同的组织(如图2所示)。
图2焊缝中各特征区显微硬
度压痕
32熔化焊热影响区各区显微组织特点
通常,焊接接头中最薄弱环节处于热
影响区,所以焊接金相分析除焊缝金属的金相分析外,还应重点分析焊接热影响区各区的显微组织特点。从焊缝到原始母材(未受热作用)之间的过渡区域,因受到不同程度的焊接热作用,发生了组织和性能的明显变化,我们将这一区域称作焊接热影响区。热影响区各点或各微区的组织形态和特征
,
决定于