安装焊缝外观质量检查记录
(完整版)焊缝外观质量检验报告

焊缝外观质量主要检查项目
序号检验项
目
项目说明(图示)
质量标准
一类焊缝二类焊缝三类焊缝
1焊瘤均不允许2飞溅清理干净
3电弧擦
伤
均不允许
4表面
气孔
不允许
每米范围内允许
3个Φ1。
0气孔,
且间距≥20mm
每米范围内允许5个Φ
1.5气孔,且间距≥20mm
5
角焊缝
焊脚K
手工电弧焊:K<12+3 K≥12+4
埋弧焊: K<12+4 K≥12+5
表二角焊缝焊脚尺寸
δ8101214161820
焊缝类别
焊脚I II、
III
I
II、
III I
II、
III I
II、
III I
II、
III I
II、
III I
II、
III
5.
64。
8
7。
6。
0
8。
4
7.
2
9.
8
8。
4
11.
2
9。
6
12。
6
10。
8
14.0
12。
一、
一等产品(按原价格奖10元/吨):
检查项目全部无返工、且全部达国标要求;
二、 二等产品(按原价格结算):
即总返工次数要小于8处
三、 三等产品(按原价格降20元/吨):
即总返工次数要小于14处
四、 四等产品(按原价格降40元/吨):
即总返工次数要小于26处。
焊缝外观检验记录-中英

检查/日期:
Checked by/Date
4."DR1,DR2,FW"为气体保护焊焊接缝
4. "DR1,DR2,FW" represents welding seam of FCAW.
第
1
页
共
8
页
裂纹 Crack
LW1 LW2.1 LW2.2 LW3.1 LW3.2 LW4 LW5 LW6 LW7 LW8 DRI DR2 FW 注:1.塔体表面凹坑判断标准 ①0mm~0.3mm以内的不要修补
Note: 1. Judgment Criteria for Surface No repairing for 0mm~0.3mm
焊后外观检查记录
Inspection Records of Post-weld Appearance
工程名称
Project Name HWE-JL-QC-02-010(1)-2017
塔段编号
Tower Segment
-1
气孔 飞溅 Blowhole Spatter 备注 Note
检查项目
Inspection Item
备注:
Note
②0.3mm~0.5mm以内打磨修复平整
Do grinding for 0.3mm~0.5mm
③0.5mm以上的焊接修补磨
Do welding repairing for ≥0.5mm
2.g:坡口宽度
2. g: Groove Width
3.门框对接缝打磨光滑,且门框表面平整
3. Smooth grinding of doorframe butt weld and surface
焊缝直线度
Weld 3/300以内 within 3/300
钢(铝合金)结构焊缝外观质量检查记录1

GD-C4-6225 0 单位(子单位)工程名称 莲塘口岸-精装修工程Ⅰ标段 施 工 单 位 分部/子分部/分项 深圳广田集团股份有限公司 主体结构/钢结构/钢结构屋架 焊 瘤 序号 构 件 检查项目 实测 检查位置 上弦 接头 下弦 接头 1#节 点板 无 无 无 上弦接头 下弦接头 1#节 点板 裂 纹 咬 边 未满焊 检验批编号 检查日期 根部收缩 备注 GD-C5-71179002 2017/7/20 0 1
允许偏差 允许偏差 允许偏差 允许偏差 实测偏差 实测偏差 实测偏差 实测偏差 检查项目 检查项目 检查项目 (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) ±2 ±2 ±2 -1 +2 -2 上弦接头 下弦接头 1#节 点板 0.8 0.8 0.8 0.7 0.8 0.6 上弦接头 下弦接头 1#节 点板 不允许 不允许 1 满焊 满焊 0.8 上弦 接头 下弦 接头 1#节 点板 1 1 2 无 0.6设单 潘多忠 位项目专业技术负责人): GD-C4-6225
项目专业工长:
专业质检员:
施工班组长:
记录人:
-71179002
17/7/20
备注
001实测实测偏差mm实测偏差mm实测偏差mm无107满焊无208满焊无2060811节点板2131节点板1节点板21节点板081节点板下弦接头下弦接头2下弦接头08下弦接头上弦接头不允许上弦接头1无不允许下弦接头106检查项目允许偏差mm实测偏差mm1屋架上弦接头上弦接头2上弦接头08未满焊根部收缩备注检查项目检查位置允许偏差mm检查项目允许偏差mm检查项目允许偏差mmgdc571179002分部子分部分项主体结构钢结构钢结构屋架检查日期2017720序号构件焊瘤裂纹咬边钢铝合金结构焊缝外观质量检查记录gdc46225单位子单位工程名称莲塘口岸精装修工程标段施工单位深圳广田集团股份有限公司检验批编号施工班组长
钢结构焊缝外观检查记录(模板)

结论 合格
二级 √
√
√
√
√
合格
二级 √
√
√
√
√Leabharlann 合格检查结论:钢结构焊缝外观质量检查符合设计和规范要求,检验合格。
签
监理(建设)单位
字
专业技术负责人
施工单位 专业质量员
专业工长
栏
说明:1.此表用于钢结构焊接工程焊缝外观质量的检查记录。 2.此表中“焊缝类型”栏填“对接焊缝”或“角焊缝”,“质量等级”栏按施工图设计对该焊缝的
钢结构焊缝外观检查记录(模板)
工程名称: 工程1 施工单位 规格尺寸
序号
焊缝 编号
1
hf-01
2
hf-02
3
hf-03
GL-JH-2
焊缝类型
角焊缝 角焊缝 角焊缝
编号: 00-00-C4-001
构件名称及编号
钢梁-3
检查日期
年月日
质量 等级
二级
咬边 √
外观检查记录
表面 缺陷
错边
焊缝 余高
√
√
√
焊脚 尺寸
要求
广西建设工程质量安全监督总站编制
钢梁焊缝外观质量检查记录表
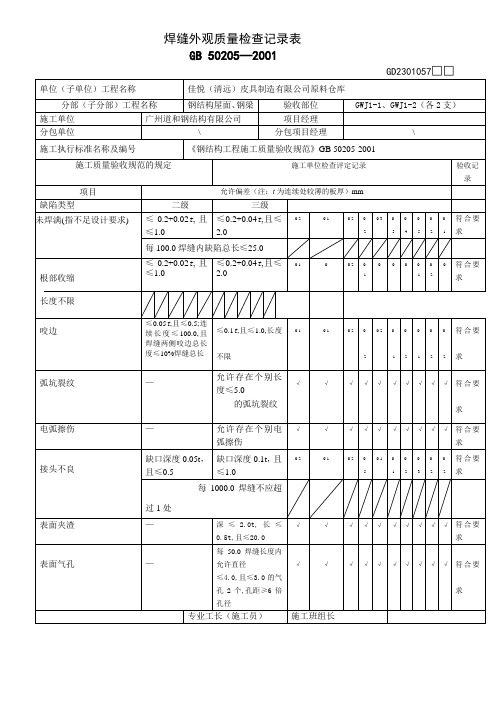
GD2301057□□
单位(子单位)工程名称
佳悦(清远)皮具制造有限公司原料仓库
分部(子分部)工程名称
钢结构屋面、钢梁
施工单位
广州道和钢结构有限公司
分包单位
\
验收部位 项目经理 分包项目经理
GWJ1-1、GWJ1-2(各 2 支) \
施工执行标准名称及编号
《钢结构工程施工质量验收规范》GB 50205-2001
施工质量验收规范的规定
施工单位检查评定记录
验收记
录
项目
允许偏差(注:t 为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求)
≤ 0.2+0.02t, 且 ≤0.2+0.04t,且≤ 0.2
≤1.0
2.0
0.1
0.2 0. 0.3 0. 0. 0. 0. 0. 符 合 要
2ቤተ መጻሕፍቲ ባይዱ
5 4 5 2 1求
根部收缩
每 100.0 焊缝内缺陷总长≤25.0
≤ 0.2+0.02t, 且 ≤0.2+0.04t,且≤ 0.1
≤1.0
2.0
0
0.2 0. 0 0 0 0. 0. 0 符 合 要
1
12
求
长度不限
咬边 弧坑裂纹 电弧擦伤 接头不良
表面夹渣 表面气孔
≤0.05t,且≤0.5;连 续 长 度 ≤ 100.0, 且 ≤0.1t,且≤1.0,长度 0.1 焊缝两侧咬边总长 度≤10%焊缝总长 不限
0.1
0.2 0. 0.2 0. 0. 0. 0. 0. 符 合 要
2
钢结构制作(安装)焊接工程检验批质量验收记录

㎜
铣平面对角线的垂直度
≤L2/1500
㎜
2
外形尺寸的允许偏差
多节柱铣平面至第一个安装孔距离
±1.0
㎜
构件连接处的截面几何尺寸
±3.0
㎜
柱连接处的腹板中心线偏移
≤2.0
㎜
受压构件(杆件)弯曲矢高
不大于L2/1000,且不大于10.0㎜
一般项目
1
焊接H型钢接缝
应符合规X的规定
2
顶紧接触面
应有75%以上的面积紧帖
应符合现行国家产品标准和设计要求,进口钢材产品的质量应符合设计和合同规定标准的要求
2
原材料的抽样复验☆
应符合现行国家产品标准和设计要求
3
钢材切割面或剪切面
应无裂纹、夹渣、分层和大于1mm的缺棱
4
矫正或成型
应符合有关现行标准的规定
5
边缘加工的刨削量
≥2.0
mm
6
制孔
A、B级
孔壁表面粗糙度
≤12.5
μm
3
外露铣平面
应防锈保护
4
焊接H型钢精度
截面高度
h≤500
±2.0
㎜
500<h≤1000
±3.0
㎜
h>1000
±4.0
㎜
5
截面宽度偏差
±3.0
㎜
6
腹板中心偏移
≤2.0
㎜
7
翼缘板垂直度
不大于b2/100,,且不大于3.0mm
8
弯曲矢高(受压构件除外)
不大于b2/1000,,且不大于10.0mm
9
扭 曲
不大于b2/250,,且不大于5.0mm
焊接施工检查记录
焊接施工检查记录一、施工概况本次焊接施工检查记录针对某工程项目的焊接施工进行,该项目是一个钢结构建筑工程。
焊接施工是该项目的重要工序之一,对于保证工程质量和安全性至关重要。
本次检查目的在于确保焊接施工符合相关标准和规范要求,及时发现和纠正施工中的问题,确保施工质量。
二、检查内容本次焊接施工检查内容包括但不限于以下方面:1. 焊接材料的合格证明和焊工的合格证书;2. 焊接设备和工具的合规性和合理性;3. 焊接工艺和参数的合理性和正确性;4. 焊接接头的准确位置和连接质量;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施是否到位;7. 焊接施工记录的完整性和准确性。
三、检查过程1. 检查焊接材料及焊工资质检查焊接材料的合格证明,确保焊接材料符合相关标准和规范要求。
其次,检查焊工的合格证书,确保焊工具备相应的技术和操作能力。
2. 检查焊接设备和工具检查焊接设备和工具是否符合安全要求,是否经过检测和维护,确保设备和工具的合规性和正常运行。
3. 检查焊接工艺和参数检查焊接工艺和参数是否符合设计要求,包括焊接方法、电流、电压、预热温度等参数是否正确设置。
4. 检查焊接接头和焊缝检查焊接接头的准确位置和连接质量,确保接头的位置符合设计要求,连接质量符合焊接标准。
同时,检查焊缝的外观质量和尺寸,确保焊缝的形状、宽度、高度等符合要求。
5. 检查焊接安全措施检查焊接过程中是否采取了必要的安全措施,如焊接区域的围挡、防护用品的佩戴、灭火器的配备等,确保焊接施工的安全性。
6. 检查焊接施工记录检查焊接施工记录的完整性和准确性,确保记录的内容包括焊接材料、焊工资质、焊接设备、工艺参数、焊接接头、焊缝质量等信息,并确保记录的真实性和可追溯性。
四、检查结果根据以上检查内容,本次焊接施工检查结果如下:1. 焊接材料和焊工的资质证明齐全,符合要求;2. 焊接设备和工具经过检测和维护,符合安全要求;3. 焊接工艺和参数正确设置,符合设计要求;4. 焊接接头的位置准确,连接质量良好;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施到位,保障焊接施工的安全性;7. 焊接施工记录完整准确,记录内容真实可追溯。
钢结构焊缝外观检查记录

工程名称
成都市“两快两射两环”项目二环路西段工程项目EPC3合同段
施工单位
中国航空港建设第九
工程总
JTG/TF50-2011、JTGF80/1-2004
产品名称
22联B段
构件名称/编号
22-B
检查日期
2012年12月01日
序号
检查部位
角焊缝
1级
无
无
合格
/
合格
/
合格
检查结论
合格
施工员:2012年12月01日
合格
检验员:2012年12月01日
检查合格,申请进入下道工序。
质量部:2012年12月01日
合格,同意进行下道工序施工。
监理工程师:2012年12月01日
焊缝
类型
质量
等级
外观检查记录
结论
咬边
气孔
焊波
焊缝
余高
焊脚
尺寸
余高磨后
1
顶板
对接
1级
无
无
合格
合格
/
合格
合格
2
底板
对接
1级
无
无
合格
合格
/
合格
合格
3
腹板
对接
1级
无
无
合格
合格
/
合格
合格
4
肋板
对接
1级
无
无
合格
合格
/
合格
合格
5
U肋
对接
1级
无
无
合格
合格
/
合格
合格
6
腹板与顶板
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安装焊缝外观质量检查记录
一、前言
焊接作为一种常用的连接工艺,在工业生产过程中起着重要作用。
焊接质量的好坏直接关系到焊接结构的强度、密封性和耐久性等,因此焊缝外观质量检查是非常重要的环节。
本文将就焊缝外观质量检查的内容和记录方式进行详细介绍。
二、焊缝外观质量检查的内容
焊缝外观质量可以通过以下几个方面进行检查:
1.焊缝的几何尺寸:检查焊缝的高度、宽度、深度和形状等几何尺寸是否符合设计要求。
2.焊缝的表面质量:检查焊缝的表面是否平整,是否有裂纹、气孔、夹渣等缺陷。
3.焊缝的外观形态:检查焊缝的形态是否符合要求,如焊缝的形状是否匀称、是否有变形等。
4.焊缝的焊接变色:检查焊缝的焊接变色情况,如是否有较大的焊接变色、是否有明显的变色极限线等。
5.焊缝的外观清洁度:检查焊缝的外观是否存在漏焊、飞溅、高温氧化等问题,焊缝周围是否干净。
三、焊缝外观质量检查的记录方式
焊缝外观质量检查可以采用记录表格的方式进行,以下是一种常用的记录表格示例:
焊缝编号,焊缝位置,检查日期,检查人员,外观缺陷,备注
----------,----------,----------,----------,----------,
----------
1,焊缝1,2024/01/01,张三,无缺陷
2,焊缝2,2024/01/01,李四,夹渣,重新清理焊缝
3,焊缝3,2024/01/02,王五,裂纹,焊接补强
在记录表格中,每一行代表了一次焊缝外观质量检查的结果。
表格中
的列依次包括焊缝编号、焊缝位置、检查日期、检查人员、外观缺陷和备注。
在填写记录表格时,需要准确记录每一次检查的具体情况。
对于有外
观缺陷的焊缝,需要在备注栏中说明缺陷的具体情况,并提出相应的处理
措施。
四、总结
焊缝外观质量检查是保证焊接质量的重要环节,在焊接过程中要严格
按照相关标准和要求进行检查,并将检查结果准确记录下来。
通过焊缝外
观质量检查记录表格的形式,不仅可以使检查工作更加规范和有序,还可
以为后续的修复和改进提供依据。
因此,焊缝外观质量检查记录非常重要,需要加以重视。