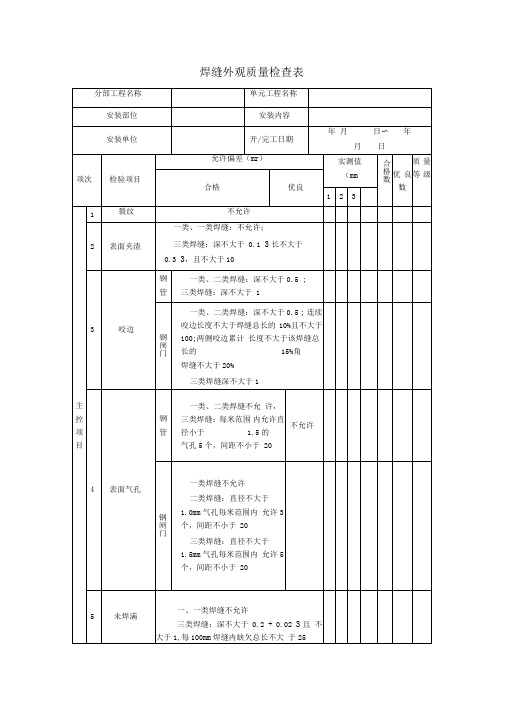
焊缝外观质量检查表
焊缝外观质量检查表
分部工程名称
单元工程名称
安装部位
安装内容
安装单位
开/完工日期
年 月日〜年
月日
项次
检验项目
允许偏差(mr)
实测值
(mm
合格数
优 良 数
质 量 等 级
合格
优良
1
2
3
主 控 项 目
1
裂纹
不允许
2
表面夹渣
一类、一类焊缝:不允许;
三类焊缝:深不大于0.13长不大于
0.33,且不大于10
3
咬边
实测值
(mm
合
格
数
优 良 数
质 量 等 级
合格
优良
1
2
3
般 项 目
2
对接 焊缝 宽度
△b
手工 焊
盖过每边坡口宽度1〜2.5,且平缓 过渡
自动 焊
盖过每边坡口宽度2〜乙且平缓过 渡
3
飞溅
不允许(高强钢、不锈钢此项作为 主控项目)
4
电弧擦伤
不允许(高强钢、不锈钢此项作为 主控项目)
5
焊瘤
不允许
6
角焊
缝焊
手工 焊
KV12,△K=A2;K>12,△K=0〜
3
脚高
K
自动 焊
KV12,△K=A 2;K>12, △K=0〜
3
7
端部转角
连续绕角施焊
检查意见:
主控项目共项,其中合格项,优良项,合格率,优良率%
一般项目共项,其中合格项,优良项,合格率,优良率%
测量人
年 月
日
安装单位 评定人
年 月
日
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
焊接工程外观质量观感检查表
焊接工程外观质量观感检查表(实用版)目录1.焊接工程外观质量观感检查表的概述2.检查表的内容和要求3.焊接工程外观质量观感检查表的填写方法4.注意事项和常见问题正文一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于评估焊接工程外观质量的一种检查工具,通过对焊接接头的观感质量进行检查,以确保焊接质量达到标准要求。
外观质量观感检查表通常包括焊接接头的形状、表面粗糙度、焊缝成形、焊缝宽度、焊缝高度、焊缝凹陷、焊缝错边、焊缝磨痕等方面的检查。
二、检查表的内容和要求焊接工程外观质量观感检查表通常包括以下内容和要求:1.焊接接头形状:检查焊接接头是否呈圆滑、对称的形状,无明显凹凸、翘曲、变形等缺陷。
2.表面粗糙度:检查焊接表面是否平整、光滑,无明显砂粒、气孔、焊瘤等缺陷。
3.焊缝成形:检查焊缝是否整齐、均匀,无明显宽窄不一、高低不平的现象。
4.焊缝宽度:检查焊缝宽度是否符合设计要求,无明显宽窄不一的现象。
5.焊缝高度:检查焊缝高度是否符合设计要求,无明显高低不一的现象。
6.焊缝凹陷:检查焊缝凹陷是否符合设计要求,无明显凹陷、塌陷的现象。
7.焊缝错边:检查焊缝错边是否符合设计要求,无明显错边、歪斜的现象。
8.焊缝磨痕:检查焊缝磨痕是否平整、光滑,无明显砂粒、气孔等缺陷。
三、焊接工程外观质量观感检查表的填写方法在填写焊接工程外观质量观感检查表时,应按照以下步骤进行:1.首先,根据焊接工程的具体情况,确定检查表的填写内容和要求。
2.其次,按照检查表的要求,对焊接接头的外观质量进行观感检查,记录检查结果。
3.最后,根据检查结果,填写检查表,并签署检查结论。
四、注意事项和常见问题在填写焊接工程外观质量观感检查表时,应注意以下事项:1.检查表的填写应由具备相关资质的人员进行。
2.检查表的填写应按照实际情况进行,不得随意捏造数据。
3.检查表的填写应完整、清晰,便于查阅和理解。
4.对于检查中发现的问题,应及时进行整改,并重新进行检查。
焊接工程外观质量观感检查表
焊接工程外观质量观感检查表【原创版】目录1.焊接工程外观质量观感检查表的作用和重要性2.检查表的内容和填写要求3.如何正确填写焊接工程外观质量观感检查表4.注意事项和常见问题正文焊接工程外观质量观感检查表是保证钢结构焊接质量的重要手段,用于对钢结构焊接外观质量进行全面检查和评估。
正确的填写焊接工程外观质量观感检查表,对于确保工程质量、提高工程效率具有重要作用。
一、焊接工程外观质量观感检查表的作用和重要性焊接工程外观质量观感检查表主要用于检查钢结构焊接的外观质量,包括焊缝成形、表面缺陷、焊渣清理等方面。
通过检查表的填写,可以及时发现和改正焊接质量问题,确保钢结构焊接质量达到相关标准和要求。
二、检查表的内容和填写要求焊接工程外观质量观感检查表通常包括以下内容:1.工程名称、验收编号、检查日期等基本信息;2.焊接方法、焊接材料、焊接电流等焊接参数;3.焊缝名称、焊缝长度、焊缝数量等焊缝信息;4.焊缝成形、表面缺陷、焊渣清理等方面的检查内容和要求;5.检查结果和检查人员签名等。
在填写焊接工程外观质量观感检查表时,应按照以下要求进行:1.准确填写基本信息,确保信息完整、无误;2.详细记录焊接参数,以便后续质量追溯;3.按照焊缝信息填写焊缝成形、表面缺陷、焊渣清理等方面的检查结果;4.对检查结果进行客观评价,如实反映焊接质量;5.检查人员应签名,对检查结果负责。
三、如何正确填写焊接工程外观质量观感检查表在填写焊接工程外观质量观感检查表时,应注意以下几点:1.仔细阅读验收规范和检查标准,了解焊缝成形、表面缺陷、焊渣清理等方面的要求;2.逐项检查焊缝,记录检查结果,对不符合要求的地方进行整改;3.在检查表中详细记录检查结果,确保数据准确、完整;4.对检查结果进行汇总,评估焊接质量是否达到验收标准;5.如遇疑难问题,应请教专业人员,确保问题得到及时、正确解决。
四、注意事项和常见问题在填写焊接工程外观质量观感检查表过程中,应注意以下几点:1.保持检查表的整洁、无损,避免污渍、破损等情况;2.确保检查表的填写内容准确、完整,避免错填、漏填等情况;3.对检查结果进行客观评价,避免人为干扰;4.及时整理检查表,确保数据不丢失、不混乱。
264-265焊缝外观质量检查记录表

允许偏差(注:t为连续处较薄的板厚)mm
□二级
≤0.2+0.02t, 且≤1.0
□三级
≤0.2+0.04t, 且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
咬边 弧坑裂纹 电弧擦伤 接头不良
≤0.2+0.02t,
≤0.2+0.04t,
且≤1.0
且≤2.0
长度不限
≤0.05t,且≤ 0.5;连续长度≤ 100.0,且焊缝两 侧咬边总长度≤
焊缝外观质量检查记录表
单位(子单位)工程名称
GD2301074□□
分部(子分部)工程名称 相关验收部位
(层、区、段、房、屋) 总承包施工单位
专业承包施工单位
项目负责人 项目负责人
施工执行的技术标准(含企业的工艺 规定工法等)名称及编号
施工技量验收规范的规定
施工单位检查评定记录
项目 缺陷类型
未焊满(指不足 设计要求)
≥6倍孔径
专业工长(施工员)
(签名)
专业承包施工单
位检查评定结果
施工班组长(签名)
项目专业质量检查员(签名):
年月
监理(建 设)单位 验收记录
日
监理(建设)单 位验收结论
专业监理工程师(签名):
监理(建设)单
位验收结论
(建设单位项目专 业技术负责人签 名):
年 月 日
10%焊缝总长
≤0.1t,且≤ 1.0,长度不限
一
允许存在个别长度 ≤5.0的弧坑裂纹
一
允许存在个别电弧 擦伤
缺口深度0.05t, 缺口深度0.1t,
且≤0.5
且≤1.0
每1000.0焊缝不应超过1处
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的作用2.焊接工程外观质量观感检查表的内容二、焊接工程外观质量观感检查的具体内容1.焊缝的尺寸和形状2.焊缝的表面质量3.焊接接头的几何形状和尺寸4.焊接变形和残余应力三、焊接工程外观质量观感检查表的应用1.焊接工程质量控制2.焊接工艺优化3.焊接质量问题分析与处理四、焊接工程外观质量观感检查表的注意事项1.检查表的使用者需具备相关知识和技能2.检查表的制定需符合相关标准和规范3.检查表的更新和维护正文:焊接工程外观质量观感检查表是评价焊接工程质量的重要工具,通过对焊缝外观质量的检查,可以有效评估焊接工程的质量水平。
焊接工程外观质量观感检查表的内容主要包括焊缝的尺寸和形状、焊缝的表面质量、焊接接头的几何形状和尺寸、焊接变形和残余应力等方面。
焊缝的尺寸和形状是焊接工程外观质量观感检查的重点,包括焊缝的宽度、高度、长度等尺寸,以及焊缝的形状是否符合要求。
焊缝的表面质量直接影响焊接接头的强度和耐腐蚀性能,因此检查焊缝的表面是否光滑、无裂纹、气孔等缺陷至关重要。
焊接接头的几何形状和尺寸也是焊接工程外观质量观感检查的重要内容。
焊接接头的几何形状和尺寸应符合设计要求,以保证焊接接头的强度和稳定性。
焊接变形和残余应力会影响焊接接头的使用性能,因此需要对焊接变形和残余应力进行检查。
焊接工程外观质量观感检查表在焊接工程质量控制、焊接工艺优化和焊接质量问题分析与处理等方面具有广泛的应用。
使用检查表可以有效地评估焊接工程的质量,为焊接工艺的优化提供依据,以及及时发现和处理焊接质量问题。
钢梁焊缝外观质量检查记录表
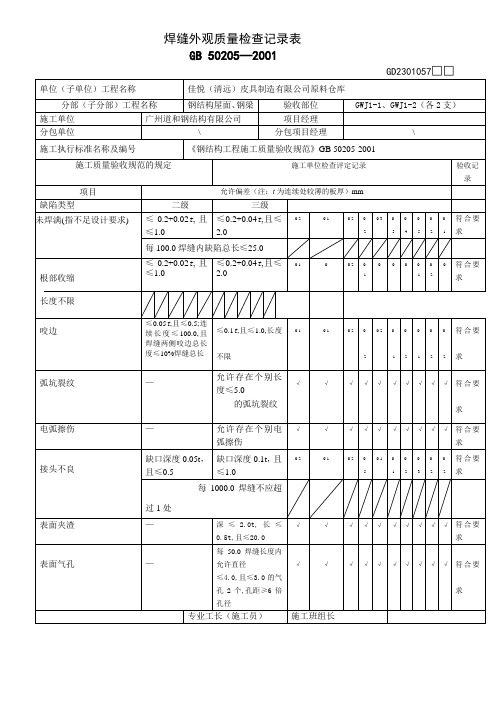
GD2301057□□
单位(子单位)工程名称
佳悦(清远)皮具制造有限公司原料仓库
分部(子分部)工程名称
钢结构屋面、钢梁
施工单位
广州道和钢结构有限公司
分包单位
\
验收部位 项目经理 分包项目经理
GWJ1-1、GWJ1-2(各 2 支) \
施工执行标准名称及编号
《钢结构工程施工质量验收规范》GB 50205-2001
施工质量验收规范的规定
施工单位检查评定记录
验收记
录
项目
允许偏差(注:t 为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求)
≤ 0.2+0.02t, 且 ≤0.2+0.04t,且≤ 0.2
≤1.0
2.0
0.1
0.2 0. 0.3 0. 0. 0. 0. 0. 符 合 要
2ቤተ መጻሕፍቲ ባይዱ
5 4 5 2 1求
根部收缩
每 100.0 焊缝内缺陷总长≤25.0
≤ 0.2+0.02t, 且 ≤0.2+0.04t,且≤ 0.1
≤1.0
2.0
0
0.2 0. 0 0 0 0. 0. 0 符 合 要
1
12
求
长度不限
咬边 弧坑裂纹 电弧擦伤 接头不良
表面夹渣 表面气孔
≤0.05t,且≤0.5;连 续 长 度 ≤ 100.0, 且 ≤0.1t,且≤1.0,长度 0.1 焊缝两侧咬边总长 度≤10%焊缝总长 不限
0.1
0.2 0. 0.2 0. 0. 0. 0. 0. 符 合 要
2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
盖过每边坡口宽度1~2.5,且平缓过渡
自动焊
盖过每边坡口宽度2~7,且平缓过渡
3
飞溅
不允许出现(高强钢、不锈钢此项作为主控项目)
4
电弧
擦伤
不允许出现(高强钢、不锈钢此项作为主控项目)
5
焊瘤
不允许出现
6
角焊缝焊脚高K/mm
手工焊
K<12,△K=0~2;K≥12,
△K=0~3
自动焊
K<12, △K=0~2;K≥12,
焊缝外观质量检查表
分部工程名称
单元工程名称
安装部位
安装内容
安装单位
开/完工日期
项次
检验
项目
质量要求
实测值
合格数Байду номын сангаас
优良数
质量等级
合格
主控项目
1
裂纹
不允许出现
2
表面夹渣(δ为钢板厚度mm
一类、二类焊缝:不允许;
三类焊缝:深不大于0.1δ,长不大于0.3δ,且不大于10
3
咬边/mm
钢管
一类、二类焊缝:深不大于0.5;
一类焊缝不允许;
二类焊缝:直径不大于1.0mm气孔每米范围内允许3个,间距不小于20;
三类焊缝:直径不大于1. 5mm气孔每米范围内允许5个,间距不小于20
5
未焊满/mm
一类、二类焊缝不允许;
三类焊缝:深不大于0.2+0.02δ且不大于1,每100mm焊缝内缺欠总长不大于25
项次
检验
项目
质量要求
实测值
△K=0~3
7
端部转角
连续绕角施焊
检查意见:
主控项目共项,其中合格项,优良项,合格率%,优良率%。
一般项目共项,其中合格项,优良项,合格率%,优良率%。
检验人:(签字)
年月日
评定人:(签字)
年月日
监理工程师:(签字)
年月日
注:手工焊是指焊条电弧焊、CO2半自动气保焊、自保护药芯半自动焊以及手工TIG焊等。而自动焊是指埋弧自动焊、MAG自动焊、MIG自动焊等。
三类焊缝:深不大于1
钢闸门
一类、二类焊缝:深不大于0.5;连续咬边长度不大于焊缝总长的10%,且不大于100;两侧咬边累计长度不大于该焊缝总长的15%;角焊缝不大于20%;
三类焊缝深不大于1
4
表面气孔/mm
钢管
一类、二类焊缝不允许;
三类焊缝:每米范围内允许直径小于1.5的气孔5个,间距不小于20
钢闸门
合格数
优良数
质量等级
合格
一般
项目
1
焊缝
余高
△h
/mm
手工焊
一类、二类/三类(仅钢闸门)焊缝:δ≤12 △h=(0~1.5)/(0~2)
12<δ≤25 △h=(0~2.5)/(0~3)
25<δ≤50 △h=(0~3)/(0~4)
δ>50 △h=(0~4)/(0~5)
自动焊
(0~4)/(0~5)
2
对接焊缝宽度△b/mm