激光冲击成型2
长方形角筒的加工工艺及模具设计
目录1绪论 (1)1.1引言 (1)1.2冲压模地位及我国冲压技术 (1)1.2.1冲压模相关介绍 (1)1.2.2冲模在现代工业生产中的地位 (1)1.2.3我国冲压模具市场情况 (2)1.2.4冲压模具水平状况 (3)1.2.5我国冲模今后发展趋势 (5)1.3模具设计过程与要点 (5)1.3.1冲压模具设计要点 (5)1.3.2冲压模具设计要点 (6)1.3.3.冲压设备的选择 (7)2工件工艺性分析及方案确定 (9)2.1冲裁工艺性分析 (9)2.1.1零件材料分析 (9)2.1.2零件形状 (10)2.1.3尺寸精度分析 (10)2.1.4要求 (10)2.1.5结论 (10)2.2拉深工艺性分析 (10)2.3冲孔工艺性分析 (10)2.4翻孔工艺性分析 (10)2.5冲压件冲压工艺方案确定 (10)2.5.1方案种类 (10)2.5.2方案分析 (11)3排样及计算材料利用率 (12)3.1确定排样方式 (12)3.2计算材料利用率 (12)3.2.1.计算制件的面积A (12)3.2.2.确定搭边a与a1的值 (13)3.2.3.材料利用率计算 (13)4冲裁模冲裁压力及压力中心计算 (14)4.1落料力F落 (14)4.2卸料力F卸 (14)4.3拉深力F拉 (14)4.4冲孔力F冲 (14)4.5顶件力F顶 (15)4.7冲裁总冲压力F总 (15)4.8压力中心的确定 (15)5冲裁模主要工作部分尺寸计算 (16)5.1凸、凹模刃口尺寸计算的依据和计算原则 (16)5.2凸、凹模刃口尺寸的计算方法 (16)5.3料刃口尺寸 (17)5.4冲孔翻孔刃口尺寸 (18)6冲裁模的结构设计及校核 (19)6.1冲裁模工作零件的设计 (19)6.1.1凹模 (19)6.1.2凸模 (21)6.2卸料、顶件和推料装置 (22)6.3定位元件 (23)6.4导向元件 (23)6.5模架和模柄选择 (24)6.5.1模架选择 (24)6.5.2模柄选择 (25)6.6压力机选择 (25)6.7模具寿命 (26)7拉深模具设计 (27)7.1拉深部分设计 (27)7.1.1工艺计算 (27)7.2.2拉深力计算 (28)7.3压力机的选择 (28)8.结论 (30)8.1总结 (30)8.2展望 (30)1绪论1.1引言日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。
【江苏省自然科学基金】_成形过程_期刊发文热词逐年推荐_20140815
推荐指数 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2010年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
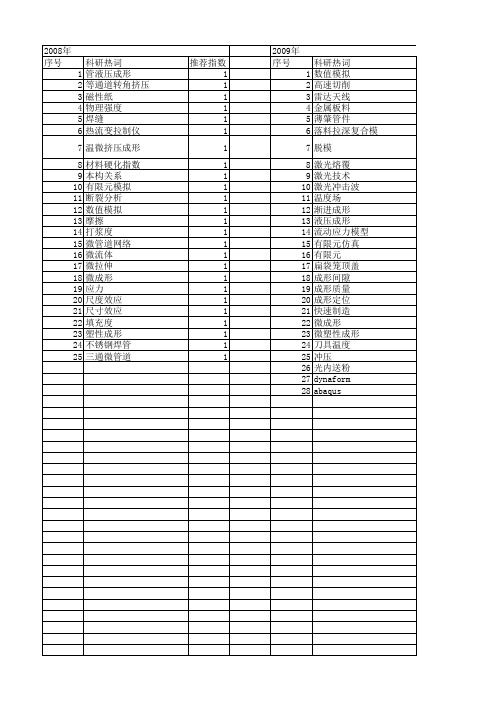
2009年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
科研热词 数值模拟 高速切削 雷达天线 金属板料 薄肇管件 落料拉深复合模 脱模 激光熔覆 激光技术 激光冲击波 温度场 渐进成形 液压成形 流动应力模型 有限元仿真 有限元 扁袋笼顶盖 成形间隙 成形质量 成形定位 快速制造 微成形 微塑性成形 刀具温度 冲压 光内送粉 dynaform abaqus
推荐指数 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2013年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
科研热词 电解加工 电场 静力试验 群孔 精密成形 管电极电解加工 稳定性 破坏形态 渐进成形 活动阴极模板 极限承载力 有限元 方盒件 整体稳定 数值模拟 成形规律 成形精度 成形工具系统刚度 成形 微小群孔 外凸台内齿圈件 回弹 变截面板 加工精度 分流腔 分块压边圈 内凹式索拱 位移误差法 优化
基于Solidworks的紫铜垫片倒装复合模具设计
目录摘要IABSTRACT II第一章绪论11.1模具在现代工业中的重要性11.2冲压模具相关介绍21.3冲压模具在现代工业生产中的地位21.4冲压模具水平状况31.5我国冲压模具今后开展趋势6第二章零件的工艺性分析62.1冲压件的工艺性分析72.2冲裁工艺方案确实定7第三章主要数据的计算93.1排样方案确实定与计算93.2冲压力的计算133.2.1 落料力133.2.2 冲孔力143.2.3 冲裁时的推料力和卸料力顶料力的计算143.2.4 最大冲压力的计算与压力机的选择163.3模具压力中心确实定173.4冲模刃口尺寸与公差的计算183.4.1 冲孔局部203.4.2 落料局部223.4.3 孔心距22第四章模具结构与模具零件的设计23 4.1模具类型的选择234.2定位方式的选择244.3卸料装置与推件装置的选取254.3.1卸料装置的选取254.3.2 推件装置的选取274.4导向方式的选择274.5工作零件的设计274.5.1 凹模外形尺寸确实定274.5.2 凹模结构形式的选择284.5.3 凹模刃口形式选用294.5.4 凸模固定形式的选择304.5.5 凸模结构尺寸304.5.6 凸凹模的选取314.5.7 模架与其他零件的设计33第五章闭模高度的计算35第六章模具材料的选用36第七章模具的装配与检测377.1模具的装配37 7.2模具检测38完毕语41致谢41参考文献42基于SOLIDWORKS的紫铜垫片倒装复合模具设计摘要随着计算机技术和制造技术的迅速开展、工业产品质量的不断提高,冲压模具设计与制造技术正在由手工设计、依靠人工经验和常规机械加工技术向以计算机辅助设计〔CAD〕、数控切削加工、数控电加工为核心的计算机辅助设计与制造〔CAD/CAM〕技术转变。
本次毕业设计以紫铜垫片为研究对象,基于Solidworks设计了倒装复合冲裁模具,绘制了模具主要工作零件和模具的总装配图。
落料冲孔翻遍复合模设计讲解

模具设计课程设计说明书班级: 05010903姓名:常剑学号: 2009301233指导老师:蒋建军康永刚时间: 2012年10月1目录第一章概论 (3)第二章工件工艺性分析及方案确定 (8)第三章排样计算等 (11)第四章冲裁力及压力中心计算 (14)第五章主要工作部分尺寸计算 (16)第六章凸模、凹模及凸凹模的结构设计及校核 (19)第七章主要零部件设计 (24)2第一章概论1.1引言日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。
模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。
因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具。
随着科学技术的进步和工业生产的迅速发展,冲压加工技术的应用愈来愈广泛,模具成形已成为当代工业生产的重要手段。
1.2冲压模地位及我国冲压技术1.2.1冲压模相关介绍冷冲压:是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件的加工方法。
冲压可分为五个基本工序:冲裁、弯曲、拉深、成形和立体压制。
冲压模具:在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
冲压模按照工序组合分为三类:单工序模、复合模和级进模。
复合模与单工序模相比减少了冲压工艺,其结构紧凑,面积较小;冲出的制件精度高,工件表面较平直,特别是孔与制件的外形同步精度容易保证;适于冲薄料,可充分利用短料和边角余料;适合大批量生产,生产率高,所以得到广泛应用,但模具结构复杂,制造困难。
冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
第4章 激光切割与打孔
的锐角,而脉冲频率和切割速度决定 切割的波纹和割缝粗糙度。
脉冲激光的正确、合理使用!
脉冲激光切割铝合金的最大厚度 比同样激光功率水平的连续激光 高出一倍,切割速度高出20%
激光束的偏振状态 对切割速度与质量的影响
激光切割质量的评价标准
(1)割缝宽度:
影响激光切割质量的几大要素(1)喷嘴
激光切割割面的构成: 采用惰性气体作为工作气体时
(1)激光束的直接穿透面,割面非常细; (2)主切割区?主要能量吸收区域; (3)熔化快速失稳区;
切割工艺之(4)——激光诱导应力断裂
对于脆性材料而言,由于激光细光斑的热 作用,使脆性材料本身诱导热裂纹,并发 生断裂的过程。 受控切割过程中,激光束不熔化也不损伤 材料表面,因此所需要的激光功率很低。
激光束光束特性
光斑直径越小,光束模式越好(高斯模或 者低阶模),切割质量越好; 高亮度激光束能够穿透厚板,并且获得窄 割缝。割缝宽度一般在0.05-1.0mm的范 围内。割缝的宽度与板材厚度密切相关。
激光功率对切割速度的影响
提高峰值功率对于切割高反射率、 激光输出方式(连续 / 脉冲)的影响 高导热率的材料具有显著优势。
激光切割工艺(1)——熔化切割
ŋP=wtVρ[CpΔT+Lf+m’Lv]
将上述公式重新组合,
(P/tV)=(wρ/ŋ) [CpΔT+Lf+m’Lv]=f(材料) 对于给定的激光束来讲,上式右边是个常数。 如何利用激光功率进行切割,非常重要。
激光熔化切割时的液滴输运过程
激光切割工艺(2)——反应熔化切割
低温退火对激光粉末床熔融成形René104Sc镍基高温合金显微组织和残余应力的影响

低温退火对激光粉末床熔融成形René104Sc镍基高温合金显微组织和残余应力的影响周欢;刘祖铭;李建;张亚洲;江道言【期刊名称】《粉末冶金材料科学与工程》【年(卷),期】2024(29)1【摘要】增材制造残余应力会导致成形件发生变形甚至开裂,严重降低力学性能。
本文系统观察和分析激光粉末床熔融成形René104Sc镍基高温合金在低温退火过程中显微组织的演变及其对残余应力的影响。
结果表明:成形态合金经过退火处理后,胞状组织消失,织构强度降低,显微组织更加均匀,残余应力得到释放。
其中,500和600℃退火后,显微组织未发生明显变化,残余应力略微降低;800℃退火后,合金样品中心的残余应力由63 MPa下降至21 MPa,析出大量γ′相,合金发生脆断,伸长率从(25.2±2.6)%下降至(4.7±1.6)%;700℃退火后,合金发生部分再结晶,样品中心的残余压应力由成形态的63 MPa下降至29MPa,综合力学性能最优,硬度(HV_(0.3))和抗拉强度分别为499±4和(1 461±7) MPa,比成形态(423±9,(935±25) MPa)分别提高18%和56%。
这一研究结果为消除增材制造镍基高温合金部件的残余应力,防止在存放或后续热处理过程中开裂提供了一条有效途径。
【总页数】15页(P20-34)【作者】周欢;刘祖铭;李建;张亚洲;江道言【作者单位】中南大学粉末冶金国家重点实验室【正文语种】中文【中图分类】TG146.1【相关文献】1.氩气雾化René104镍基高温合金粉末的r显微组织和凝固缺陷2.热处理对激光熔融沉积镍基超合金Rene41的显微组织和力学性能的影响3.氩气雾化Sc、Y微合金化René104镍基高温合金粉末的组织与性能4.Ni含量对激光粉末床熔融成形NiTi形状记忆合金显微组织和力学性能的影响5.固溶处理对激光粉末床熔融AZ91D镁合金显微组织和力学性能的影响因版权原因,仅展示原文概要,查看原文内容请购买。
激光加工研究生课程讲义
快速成形技术的介绍
1. 液体光敏树脂固化 (Stereolithography Apparatus):SLA技术于1987年获美国专
利,美国3D System公司在1988年推出第一台商用机器 SLA-I。 SLA的成形原理是利 用光敏树脂受(UV)激光辐照后,由液体变为固体的性质。UV激光束在计算机的控制 下,沿零件数字模型各分层的轮廓线和内部网格线,在光敏树脂表面进行扫描,受到 紫外激光束扫描的一层液体树脂就会变成固体塑料,层层扫描固化而变为一个三维实 体。SLA技术在制造薄壁零件方面具有独特的优越性。从目前的状态来看,SLA的制 造精度最高。缺点是液体材料价格昂贵,并且对人体有一定的毒害作用。
RP/M技术概述
前言
21世纪是知识经济和信息社会为特征的时代,制造业面临信息社会中瞬息 万变的市场对小批量多品种产品要求的严峻挑战。在制造业日趋国际化 的状况下,缩短产品开发周期和减少开发新产品投资风险,成为企业赖以生 存的关键。我国政府在“九·五”的第一年就将该技术列入“九·五”攻 关项目,同时,“九·五”国家科技攻关中,把先进制造技术列为重点资 助的领域之一,而先进制造技术中的几项重要内容,如:精密成型、CAD 推广应用、并行设计和并行工程、敏捷制造、虚拟制造等技术方面都与 RP/RM有关,甚至主要以RP/RM技术为支撑。从3D公司与克莱斯勒公司 的第一次合作开始,RP技术已经在许多领域里得到了应用, 其应用范围主 要在设计检验、市场预测、工程测试(应力分析,风道等)、装配测试、模具 制造、医学、美学等领域。近年来,该技术迅速在工业造型、制造、建筑、 艺术、医学、航空、航天、考古和影视等领域得到良好应用,并且还在 向新的领域发展。RP/RM技术经过十几年的发展,设备与材料两方面都有 了长足的进步。这种直接从概念设计迅速转为产品的设计-生产模式,必然 是21世纪中制造技术的主流。随着技术的进步, RP/RM技术还会大踏步地 向前发展,并将成为许多设计公司、制造公司、研究机构和教育机构等的 基本技术和装备。
H13模具钢双激光冲击锻打组织与性能研究
H13模具钢双激光冲击锻打组织与性能研究
谢地辉;张驰;杨青天;张永康;林宇
【期刊名称】《热加工工艺》
【年(卷),期】2024(53)6
【摘要】为改善激光熔覆涂层存在气孔、裂纹等缺陷,在H13模具钢表面进行双激光冲击锻打制备H13钢粉涂层试验。
研究了不同激光冲击锻打频率对涂层表面显微组织、物相分析、残余应力和显微硬度的影响。
结果表明,相比于激光熔覆,双激光冲击锻打后的显微组织更加均匀且晶粒细小,双激光冲击锻打并未改变试样件涂层的物相结构。
双激光冲击锻打给试样件表面引入了残余压应力,随着激光冲击锻打频率的增大,涂层表面的残余拉应力逐渐减小,且逐渐转变为残余压应力,表面显微硬度也逐渐增大。
【总页数】4页(P85-87)
【作者】谢地辉;张驰;杨青天;张永康;林宇
【作者单位】广东工业大学机电工程学院;肇庆高新区鸿胜模具制造有限公司【正文语种】中文
【中图分类】TG174.4
【相关文献】
1.改锻对H13模具钢轧材显微组织和冲击性能的影响
2.H13—RE热作模具钢激光淬火处理组织和性能的研究
3.H13模具钢表面激光熔覆Co基合金涂层的组织和
性能4.热处理对选区激光熔化H13模具钢组织与力学性能的影响5.H13热作模具钢表面激光熔覆原位合成Cu/TiB_2复合涂层组织与性能研究
因版权原因,仅展示原文概要,查看原文内容请购买。
激光弯曲成形1Cr17Ni2不锈钢板料应力-应变场有限元模拟
激光弯曲成形1Cr17Ni2不锈钢板料应力-应变场有限元模拟朱晓勇
【期刊名称】《热处理》
【年(卷),期】2009(024)004
【摘要】在综合分析材料热物理性能和力学性能的基础上,建立了板料激光弯曲成形的三维热力耦合模型.利用有限元分析软件对1Cr17Ni2不锈钢板的激光单次扫描弯曲过程进行了数值模拟,得到了应力-应变场模拟结果.模拟结果表明,当高能激光束沿板料表面扫描,在板厚方向会产生强烈的温度梯度,致使加热区材料的塑性应变沿板厚方向差别很大,从而导致板料的弯曲变形.
【总页数】4页(P45-48)
【作者】朱晓勇
【作者单位】合肥工业大学材料科学与工程学院,安徽,合肥,230009
【正文语种】中文
【中图分类】TG665
【相关文献】
1.TA2板料激光热应力弯曲成形及其力学性能研究 [J], 周益军;张永康;游文明;尹晨;张承阳
2.激光弯曲成形温度场与应力场的有限元模拟 [J], 王野平;朱成明
3.金属板材激光弯曲成形应力应变场的数值模拟 [J], 刘顺洪;万鹏腾;方雄
4.基于水冷却的不锈钢板料激光热应力成形试验 [J], 周益军;张永康;孔德军;史建
国
5.板料激光弯曲成形动力显式有限元模拟 [J], 季忠;焦学健;吴诗淳
因版权原因,仅展示原文概要,查看原文内容请购买。
特种加工(二)
料瞬时熔化、气化直到蒸发去除。
随着孔不断变深,电子束照射点
亦越深入。由于孔的内侧壁对电子束
产生“壁聚焦”,所以加工点可能到
达很深的深度,从而可打出很细很深
的微孔。
电子束加工具有以下的特点: 1)能量密度高 电子束聚焦点范围小,能量
密度高,适合于加工精微深孔和窄缝等。且
加工速度快,效率高。
2)工件变形小 电子束加工是一种热加工,
在激光出现前,单色性最好的光源 是氪灯,激光出现后单色性比氪灯提 高了上万倍。
(3)方向性好
光束的方向性是用光束的发散角来表征
的。普通光源由于各个发光中心是独立地
发光,而且各具有不同的方向,所以发射 的光束是很发散的;而激光的发光中心集
中为定向发射,所以可以把激光束压缩在
很小的立体角内。设想把激光射到月球上
在半导体方面,离子注入应用很普遍,用 硼、磷等杂质离子注入半导体,用以改变导电 形式和制造P-N结由于离子注入的数量、 P-N 结的浓度、离子注入的区域都可精确控制,所 以成为制作半导体器件和大面积集成电路的重 要手段。
利用离子注入可改变金属表面的物理化学性 能,可以制得新的合金,从而改善金属表面 的抗蚀性能、耐磨性能、硬度和润滑性能等。
达到比表面温度更高的温度,使材料内
部气化压力加大,促使材料外喷,把熔
融状的材料也一起喷了出来。
激光加工装臵由激光器、聚焦光
学系统、电源、光学系统监视器等组
成,见图8-18。
光阑
反射镜
激光器
聚焦镜 电源
工件
工作台
图7-18
激光加工原理图
激光加工的特点:
(1)功率密度高达108------1010W/cm2,几乎可