激光快速成型技术研究现状与发展
金属零件选区激光熔化快速成型技术的现状及发展
第35卷,增刊V bl-35SuppI em e nt红外与激光工程I n丹ar ed a nd I,as er E n gi n eer i ng2006年l O月O ct.2006金属零件选区激光熔化快速成型技术的现状及发展吴峥强,来克娴(广东轻工职业技术学院机械与电子工程系,广东广州510300)摘要:选区激光熔化(s L M)是为了直接获得致密的金属零件而发展起来的一种新型快速成型工艺。
该方法利用直径30~50L I m的聚焦激光束,把金属或合金粉末逐层选区熔化,堆积成一个冶金结合、组织致密的实体。
其外形不需进一步加工,经抛光或简单表面处理就可直接作模具或工具使用。
阐述了目前SL M设备、工艺、软件等方面的现状、发展及应用。
关键词:金属零件直接制造;快速成型:选区激光熔化中图分类号:T N249文献标识码:A文章编号:1007—2276(2006)增C.0399.06St at us a nd deV el opm e nt of r api d pr ot o姆pi ng t echnol ogy ofm et a l par t s by se l ect i V e l as er m el t i ng、肌J Zhe ng-qi a ng,L A I K e-x i an(M cch扑ical卸d E l ect ri ca l En gi nee—n g D epanm ent,G u锄gdong L唔ht In d u st f y Tcc h nj c al coll ege,G啪gzI lou510300,C hi na)A bst r ac t:Se l ec t i V e l as er m e l t i ng(SLM)i s a new deV el oped r a pi d prot ot ypi n g t echnol og y,w hi ch is dri V e n by t he need t o obt ai n hi曲-dens i t y m et al par t s di re ct l y.A m et al bod y w i t h m e t a l l ur gi ca l j oi nt and hi gh dens i t y is pr odu ced by SL M,w i t h a pr o cedu r e of se}ec t i V e m el t j ng l a yer-by-l a ye r f or m et al o r a110y pow der,by usi ng a f ocus ed l aser beam w i t h di a m e t er of30~50“m.T he produc t s c an be us ed as m oul ds o r t oo l s aR er pol i s hi ng o r s i m pIe s urf.ace t re a t m e nt w i t hout ot he r m ach i ni ng.The pre s ent s t a t us,deV e l opm e nt and a ppl i cat i ons of SL M t echnol o gy haV e been expou nded i n t he a spec t s of SL M eq ui pm ent,t ech ni q ue and soR w ar e.K ey w or ds:D i r ec t m anu f act uri ng of m et al par t s;R api d pr ot ot ypi ng;S e l e ct i V e l as er m eI t i ng0引言快速成型(R api d Pr ot ot ype,RP)技术是通过材料添加法直接制造实体模型的技术总称,已经被广泛地用于缩短产品生产周期。
激光快速成形技术
间较长,因此制作成本相对较高。
2021/3/2
8
激光快速成型技术
2.选择性激光烧结技术(SLS)
原理:选择性激光烧结技术(SLS技术)与立体光造型技术(SLA技术) 很相似,也是用激光束来扫描各原材料,但用粉末物质代替了液态光聚 合物,并以一定的扫描速度和能量作用于粉末材料 。选择性激光烧结 技术的基本原理如图所示。
新 旧 流 程 图 如 右 图
图7-22 立体光造型技术的原理示意图
主要优点
• 快速性:生产制品的周期较传统加工工艺短。RP对设计的敏感性很低, 制造时几乎不用考虑制品的外形问题,由此可节约大量时间。
• 适合成型复杂零件:不论零件多复杂,都由计算机分解为二维数据进行 成型制作,无简单复杂之分,因此他特别适合成型形状复杂,传统方法 难以制造甚至无法制造的零件。
体离散
面离散
线离散
后处理
有序面 面叠加
有序线
点
有序点
叠
加
线叠加
3、激光快速成型与传统工艺比较
由于快速成型技术(包括激光快速成型技术)仅在需要增加材料的地方加上 材料,所以从设计到制造自动化,从知识获取到计算机处理,从计划到 接口、通讯等方面来看,非常适合于CIM、CAD及CAM,同传统的制造 方法相比较,显示出诸多优点。
选 择 性 激 光 烧 结 技 术 基 本 原 理
优点:
1、与其他工艺相比,能生产很硬的模具。有直接金属型的 概念。 2、可以采用多种原料,例如绝大多数工程用塑料、蜡、金属、陶瓷等。 3、 零件的构建时间短,可达到1in/h高度。 4、 无需对零件进行后矫正。
快速成形技术的现状及其发展趋势
蠢孽Ⅵ裂裂盼快速成形技术的现状及其发展趋势王英(青海大学机械系青海西宁810016)[摘要]简述快速成形技术的概念、原理及其特点,介绍该加工技术当前的几种主要的成型工艺并展望该技术在未来的发展趋势。
[关键词]快速成形发展模具研究动向中图分类号:T P2文献标识码:A文章编号:1671--7597(2008)1010190—01快速成形(Rapi d P r ot ot ypi ng简称RP)技术是采用逐点或逐层成型方法制造物理模型、模具和零件的一种先进制造技术。
它是计算机辅助设计及制造技术、逆向工程技术、分层制造技术(SFF)、材料去除成形(M PR)、材料增加成形(M A P)技术以及它们的集成。
通俗地说,快速成形技术就是利用三维C A D的数据,通过快速成型机,将一层层的材料堆积成实体原型。
一、快速成形技术的原理夏特点快速成型的过程是首先生成一个产品的三维CA D实体模型或曲面模型文件,将其转换成S T L文件格式,再用软件从S TL文件“切”出设定厚度的一系列的片层,或者直接从CA D文件切出一系列的片层,这些片层按次序累积起来仍是所设计零件的形状。
然后,将上述每一片层的资料传到快速自动成型机中去,类似于计算机向打印机传递打印信息,用材料添加法依次将每一层做出来并同时连结各层,直到完成整个零件。
因此快速自动成型可定义为一种将计算机中储存的任意三维型体信息通过材料逐层添加法直接制造出来,而不需要特殊的模具、工具或人工干涉的新型制造技术。
快速成型技术彻底摆脱了传统的“去除”加工法,部分去除大于工件的毛坯上的材料来得到工件。
而采用全新的“增长”加工法“用一层层的小毛坯逐步叠加成大工件,将复杂的三维加工分解成简单的二维加工合成,因此,它不必采用传统的加工机床和工模具,只需传统加工方法的10%’30%的工时和20%’35%的成本,就能直接制造出产品样品或模具。
由于快速成型具有上述突出的优势,所以近年来发展迅速,以成为现代先进制造技术中的一项支柱技术,实现并行工程的必不可少的手段。
快速成型技术的现状及发展趋势
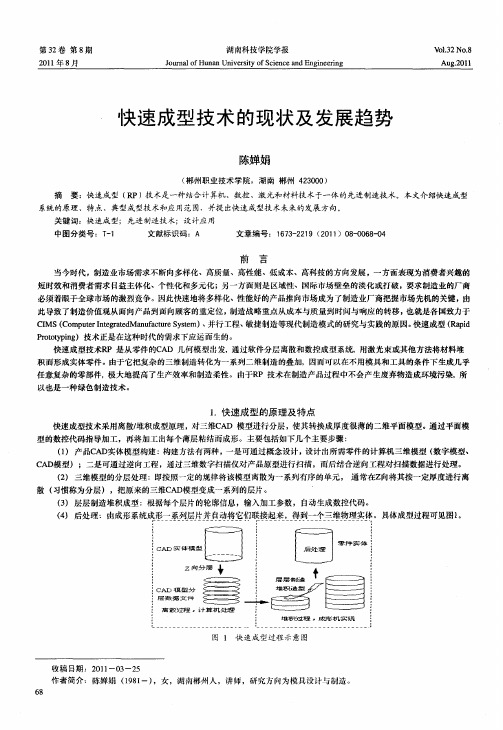
图4 D F M的 工 艺原 理 图
() 5z维打印 (D ):先铺粉 ,利用喷嘴按指定路径将液态粘结剂喷在粉层上 的特定区域,粘结后去除多余 的材料便得 3P
到 所 需 的原 形 或 零件 。这 种 方 法适 合 成 型 结 构复 杂 的零件 。 下表 1 如上 几 种 典 型R I 艺 的 比较 : 是 P 表 1几 种 典型 成 型 方 法 的 比较 原型 表面 复杂 零件 j 材 、 精度 质量 程度 栉 } 率 粝惆 常 辫 用书 ’ 十 常 生 生产 K成本 效率 市 场 擀 设备
型的数控代码指导加工 ,再将加工出每个薄层粘结而成形。主要包括如下几个主要步骤 : ( ) 产品C 实体模型构建 : 1 D A 构建 方法有两种 , 一是可通过概念设计 , 设计出所需零件 的计算机 三维模型 ( 数字模型、
C 模型 );二是可通过逆向工程 ,通过三维数字扫描仪对产品原 型进行扫描 ,而后结合逆向工程对扫描数据进行处理。 D A
69
瓷粉 进 行 粘 结 或烧 结 的工 艺 还 正在 实验 阶 段 。 ()熔 融 沉 积造 型(D 4 F M) : 用 热 熔 喷头 , 半 流 动 状态 的材 料 流 体按 模 型 分 层 数 据 控制 的路 径挤 压 出来 , 在 指定 的 采 使 并
位置沉积、凝固成型 ,这样逐 层沉积、凝固后形成整个原型 ,具体工艺原理如图5 所示。这种方法的能量传输和材料传输均 不同于前面三种方法,系统成本较低; 由于喷头的运动是机械运动,速度有一定 限制 , 以加工时间较长, 但 所 且其材料使 用范
步 ( 并行 )工程 的实施 ; ( )具有高柔性 ,采 用非接触加 工的方式 ,无需任何工夹具 ,即可快速成型 出具有一定精度和强度并满足 一定功能的 7
SLA成型材料的研究概况

SLA成型材料的研究概况SLA(激光快速成型)是一种三维打印技术,通过使用激光光束扫描光敏树脂,逐层堆积并逐渐硬化,最终形成一个完整的实体模型。
SLA成型材料是确定最终产品质量和性能的关键因素之一、本文将概述当前SLA成型材料的研究概况,包括材料种类、性能以及未来研究方向等。
1.SLA成型材料的种类:目前市场上常见的SLA成型材料主要分为两大类:光敏树脂和复合材料。
其中,光敏树脂是最常用的SLA成型材料。
它具有高度精细的打印分辨率、良好的细节表现能力和较好的机械性能,并且可用于制造高质量的模型和产品。
复合材料是光敏树脂与其他添加剂的混合物,旨在提高材料的机械性能、热稳定性和耐腐蚀性。
2.SLA成型材料的性能:SLA成型材料的性能包括打印精度、机械性能、耐热性、耐腐蚀性等。
打印精度是衡量SLA技术的关键指标之一,它取决于材料的流变性能和硬化速度。
机械性能是指材料的强度和刚度等力学性能,它取决于材料的硬化程度和分子结构。
耐热性和耐腐蚀性是指材料在高温和腐蚀环境下的性能表现。
当前的SLA成型材料在这些性能方面已经有了很大的进展,但仍然存在改进的空间。
3.SLA成型材料的研究进展:近年来,研究人员对SLA成型材料进行了广泛的研究,以改善其性能和提高生产效率。
研究的方向包括材料的合成改性、打印参数的优化、后处理方法的改进等。
例如,通过改变光敏树脂的成分和配比,可以实现不同的打印性能和机械性能。
另外,优化打印参数如激光功率、扫描速度和层厚等,可以提高打印质量和效率。
此外,采用后处理方法如光照固化、温度热处理等,可以进一步提高材料的性能。
4.SLA成型材料的未来研究方向:未来,SLA成型材料的研究方向主要集中在以下几个方面:一是开发新型材料,如高温耐热材料、生物可降解材料等,以满足不同应用领域的需求;二是优化打印参数和工艺方法,以提高打印速度和质量稳定性;三是改进后处理方法,以提高材料的性能和表面质量;四是研究多材料打印和多功能材料的开发,以实现更广泛的应用。
快速成型与制造技术发展现状与趋势

形的要求。
另外,快速成型技术在⽛科⽅⾯也有⼴泛的应⽤。
制造领域如前所述,快速成型技术在制造领域应⽤最多,达到了67%,⼀⽅⾯显⽰出了RP技术在⽣产制造业独特的优势,另⼀⽅⾯也显⽰出了制造⾏业对新技术、新⼯艺的需求。
严格来说,⽬前RP 技术应⽤在制造领域中的⽅式并不是前⽂所定义的快速制造(RM),即并不是利⽤RP设备直接制造不经过再加⼯即可使⽤的制品。
通常RP技术在制造业的应⽤主要在产品试制和试验阶段(57%),⽐如功能检测和装配检测等。
同时,也有利⽤RP技术直接制造的例⼦。
波⾳公司建⽴了⼀整套的“定制⽣产(Production On Demand-POD)”⽣产流程,可以在很短时间内制造传统加⼯⽅法很难加⼯的航空航天⼯业中的导风管道。
RP技术的发展就⽬前RP技术的发展来说,其⽣产的制品在表⾯粗糙度、精度、可重复性和制品质量⽅⾯与传统制造⽅法均存在差距。
这也是现在RP技术发展的⼀个重要的⽅⾯。
现存的RP⼯艺以及⼯艺链条都必须经历⼀段发展以实现⼀个可靠、安全的技术,来达到⼯艺所要求的精度和质量。
上⽂提到的RP⼯艺都有⼏乎相同的精度(0.1-0.2mm/100mm)和粗糙度(Ra 5-20µm)和较低的可重复性。
进⼀步的改进应该从机械设计⽅⾯开始⼿,可以通过技术回馈系统来实现。
为了提⾼制品的质量,将出现RP⼯艺和传统⼯艺相结合的复合⼯艺设备。
在设备本⾝和材料⽅⾯,⽬前研究的主要⽅向⼤多集中于加⼯⽅法、加⼯设备、激光发⽣器和材料等⽅⾯,⽬的在于提⾼制品的强度、耐久性和精度,同时也⼒于提⾼⽣产制品的周期⽅⾯。
这些研究,终究会为快速成型到快速制造的过渡提供强⼤的动⼒。
快速成型技术经过20余年的发展⽬前已经在加⼯⽅法、材料等⽅⾯取得了研究⽅⾯的突破。
在市场推⼴⽅⾯,也取得了⼀定成绩。
但是就从快速成型(RP)到快速制造(RM)的过程来看,进展仍不理想。
在市场⽅⾯,2001年快速成型技术已经⽣产了近350万套模具和产品原型,并在此后以每年20%的速度稳定增长。
激光快速成型技术
在可持续发展理念的推动下,激光快速成型技术 将更加注重环保和资源循环利用,降低能耗和减 少废弃物排放。
创新与发展
未来,激光快速成型技术将继续创新和发展,与 其他先进制造技术相结合,推动制造业的转型升 级和高质量发展。
05
激光快速成型技术的实 际应用案例
产品原型制作
快速原型制作
01
通过激光快速成型技术,可以在短时间内制作出产品原型,缩
快速性
与传统加工方法相比,激光快速 成型技术能够大大缩短制造周期, 提高生产效率。
灵活性
激光快速成型技术能够制造出各 种形状和结构的零件,适用于复 杂零件的制造。
定义
激光快速成型技术是一种基于数 字模型文件和激光束的高效、高 精度制造技术,能够快速制造出 复杂的三维实体。
材料广泛性
激光快速成型技术可以应用于各 种材料,包括塑料、金属、陶瓷 等。
短了产品开发周期,降低了开发成本。
优化设计流程
02
通过制作原型,设计师可以在早期阶段发现设计中的问题并进
行改进,提高了设计效率。
降低生产风险
03
在产品正式生产前制作原型,可以减少因设计错误导致的生产
风险和成本损失。
定制化产品生产
01
02
03
个性化定制
激光快速成型技术可以根 据客户需求定制个性化产 品,满足消费者对个性化 的需求。
小批量生产
对于一些小批量、高附加 值的产品,激光快速成型 技术可以快速实现生产, 降低生产成本。
定制化服务
在服务行业,激光快速成 型技术可以用于定制化服 务,例如为客户定制饰品、 模型等。
生物医学领域应用
生物材料研究
激光快速成型技术可用于生物材料的 研究,例如用于制作生物组织的模型, 以便更好地了解其结构和功能。
快速成型技术的发展与应用
快速成型技术的发展与应用作者:邢云香来源:《中国机械》2013年第02期摘要:快速成型技术是一项多学科交叉多技术集成的先进制造技术,本文简要介绍该技术的原理、特点,并重点研究阐述该技术在国内外应用和发展状况,并结合实际指出了该技术开发方向。
关键词:快速成型;原理;应用;开发中图分类号:TH39 文献标志码:B一引言最近英国经济学人指出:快速成型技术(简称RP技术)市场潜力巨大,必将引领未来制造业,它将使工厂彻底告别车床、钻床等传统工具,改由更加灵巧的电脑软件主宰,这便是第三次工业革命到来的标志。
虽然究竟谁能够引领第三次工业革命?目前我们要下这个结论,显得时机过早。
但重视这被西方媒体誉为将带来“第三次工业革命” 的“RP技术”是非常必要的。
本文就这一技术的原理及发展应用情况予以介绍。
二快速成型技术原理及特点RP技术是20世纪90年代发展起来的一项高新技术。
笼统地讲,RP技术属于堆积成形;严格地讲,它是基于离散和堆积原理,将零件的CAD模型按一定方式离散,成为可加工的离散面、离散线、离散点,而后采用物理或化学手段,将这些离散的面、线段和点堆积而形成零件的整体形状。
RP技术工艺流程如图1所示。
其主要工艺方法有:SLA、SLS、FDM、TDP,具体见下表:用粉末材料为原料,按照分层信息铺好一层粉末材料计算机控制喷头有选择性地喷射粘接剂,使部分粉末粘接形成截面层。
一层完成后,工作台下降一个层厚,如此循环形成三维产品。
三快速成型技术的发展现状3.1国外的快速成型技术的发展现状这种为现代社会带来强大冲击和震撼的新技术起源于1988年,美国3D System 公司推出的SLA-250液态光敏树脂选择性固化成形机,标志着RP技术的诞生。
目前,RP技术被广泛应用于各个领域,如航天航空、医疗、军工、艺术设计等领域,应用最为广泛的是航空零部件的快速制造,包括快速精铸技术、金属直接制造零部件、风洞模型的制造。
国外主要的航空企业都在应用RP技术研制新型航空器。
激光成形技术研究
激光成形技术研究
激光成形技术是指通过激光加热和熔化材料,从而实现对材料进行精确加工的
一种现代制造技术。
它可以适用于多种材料,包括金属、陶瓷、塑料等,同时也能够实现多种复杂形状的制造。
随着技术的不断发展,激光成形技术也被广泛应用于各个领域,并且成为了当今世界制造业中的一个重要环节。
在激光成形技术中,激光束对被加工物体进行扫描,使其表面部分被加热至熔
点以上,随后通过材料上的表面张力或施加的外力使熔化区域形成凹槽,并且随着激光束不断扫描,凹槽不断地被填充、熔化、压实,从而达到形成制定设计的目标。
此外,在激光成形过程中,由于激光束具有高能量密度和高准直度等优点,因此能够实现高精度、高速度、高质量、高度自动化等特点。
激光成形技术的应用非常广泛,首先,在军事领域,激光成形技术有助于实现
军事装备的制造以及修理维护。
其次,在工业领域,它可以应用于航空航天、机械、汽车制造、电子电器、医疗器械等的制造,达到更高质量、更高效率、更节能的目的。
此外,在生活领域,激光成形技术也应用于首饰设计、艺术制品制造等方面。
然而,激光成形技术也有其技术难点和限制。
其中一个重要的问题就是熔化的
材料会发生收缩问题,使得制造出来的产品与设计要求的尺寸有差异。
因此,需要针对不同材料制定相应的加工参数和加工方法,同时也需要结合传统制造技术,选用适当的工艺进行辅助制造,以达到更好的效果。
总的来说,激光成形技术是一种前沿的现代制造技术,它具有高精度、高质量、高效率等多种优势,在各个领域都有着广泛的应用。
而随着技术的继续推进,激光成形技术也将不断完善和发展,为各个行业提供更加优质的制造服务。
快速成型技术现状与行业发展趋势
快速成型技术行业现状与产业开展趋势杭州先临三维科技股份2021.5.28目录1.快速成型技术开展历史及现状 (1)1.1快速成型技术发轫的背景 (1)1.2快速成型技术的优点、原理和工艺 (2)快速成型技术的优点 (2)快速成型的根本原理 (2)快速成型的工艺方法 (4)1.3 快速成型技术的开展 (10)快速成型技术的开展历史 (10)快速成型技术的开展方向 (11)2 快速成型技术行业及产业 (12)2.1 快速成型技术的行业应用现状 (12)医学应用 (12)制造领域 (12)2.2 快速成型技术的行业市场主体分析 (13)2.3 快速成型技术的产业开展现状及趋势 (14)快速成型技术产业开展状况 (14)全球市场 (15)2.3.3亚太市场 (16)3 国内快速成型技术产业开展的机遇及挑战 (19)3.1国内快速成型技术产业开展现状 (19)国内快速成型技术的研发和推广情况 (19)国内的快速成型技术的应用情况 (20)国内快速成型技术企业的典型企业列举 (20)3.2 国内快速成型技术产业的开展机遇 (27)国内外的市场环境利于快速成型技术产业开展 (27)国内的政策环境利于快速成型技术产业开展 (27)3.3 国内快速成型技术产业面临的挑战 (28)快速成型技术在向产品生产化开展中所存在的主要问题 (28)快速成型技术产业面临的应用化挑战 (28)快速成型技术行业现状与产业开展趋势1黄贤清何文浩1.快速成型技术开展历史及现状1.1快速成型技术发轫的背景在新产品的开发过程中,总是需要在投入大量资金组织加工或装配之前对所设计的零件或整个系统加工一个简单的例子或原型。
这样做主要是因为生产本钱昂贵,而且模具的生产需要花费大量的时间准备,因此,在准备制造和销售一个复杂的产品系统之前,工作原型可以对产品设计进行评价、修改和功能验证。
一个产品的典型开发过程是从前一代的原型中发现错误,或从进一步研究中发现更有效和更好的设计方案,而一件原型的生产极其费时,模具的准备需要几个月,因此一个复杂的零件用传统方法加工非常困难。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光快速成型技术研究现状与发展摘要:快速成型技术是近年来制造技术领域的一次重大突破和革命性的发展,激光快速成型技术是其重要组成部分。
本文介绍了激光快速成型技术的基本原理和特点,分析了有关工艺方法,讨论了LRP 技术的研究现状和应用,并展望其未来发展趋势。
关键词:激光快速成型;研究现状;发展趋势1 激光快速成型技术原理和特点80 年代后期发展起来的快速成型技术(RapidPrototyping ,RP) 是基于分层技术、堆积成型, 直接根据CAD 模型快速生产样件或零件的先进制造成组技术总称。
RP 技术不同于传统的去除成型、拼合成型及受迫成型等加工方法,它是利用材料累加法直接制造塑料、陶瓷、金属及各种复合材料零件[1 ] 。
以激光作为加工能源的激光快速成型是快速成型技术的重要组成部分,它集成了CAD 技术、数控技术、激光技术和材料科学等现代科技成果。
激光快速成型(Laser Rapid Prototyping ,LRP) 原理是用CAD 生成的三维实体模型,通过分层软件分层,每个薄层断面的二维数据用于驱动控制激光光束,扫射液体,粉末或薄片材料,加工出要求形状的薄层,逐层累积形成实体模型。
快速制造出的模型或样件可直接用于新产品设计验证、功能验证、工程分析、市场订货及企业决策等,缩短新产品开发周期,降低研发成本,提高企业竞争力。
以此为基础进一步发展的快速模具工装制造(Quick Tooling) 技术,快速精铸技术(Quick Casting) ,快速金属粉末结技术(Quick Powder Sintering) 等,可实现零件的快速成品。
激光快速成型技术主要特点:(1) 制造速度快、成本低, 节省时间和节约成本,为传统制造方法注入新的活力,而且可实现自由制造(Free Form Fabrication) ,产品制造过程以及产品造价几乎与产品的批量和复杂性无关。
[2 ](2) 采用非接触加工的方式,没有传统加工的残余应力问题,没有工具更换和磨损之类的问题,无切割、噪音和振动等,有利于环保。
(3) 可实现快速铸造、快速模具制造,特别适合于新品开发和单件零件生产。
2 LRP 工艺方法LRP 技术包括很多种工艺方法,其中相对成熟的有立体光固化(SLA) 、选择性激光烧结(SLS) 、分层实体制造(LOM) 、激光熔覆成形(LCF) 、激光近形制造(LENS) 。
(1) 光固化立体造型(SL —Stereolithography ,orSLA)将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态光敏树脂逐点扫描,被扫描的树脂薄层产生光聚合反应固化形成零件的一个截面, 再敷上一层新的液态树脂进行扫描加工,如此重复直到整个原型制造完毕。
这种方法的特点是精度高、表面质量好,能制造形状复杂、特别精细的零件,不足是设备和材料昂贵,制造过程中需要设计支撑。
(2) 分层实体制造(LOM—Laminated ObjectManufacturing)LOM工艺是根据零件分层得到的轮廓信息用激光切割薄材,将所获得的层片通过热压装置和下面已切割层粘合,然后新的一层纸再叠加在上面,依次粘结成三维实体。
LOM主要特点是设备和材料价格较低,制件强度较好、精度较高。
Helisys 公司研制出多种LOM工艺用的成型材料,可制造用金属薄板制作的成型件,该公司还开发基于陶瓷复合材料的LOM工艺。
(3) 选择性激光烧结(SLS —Se1ected LaserSintering)SLS 的原理是根据CAD 生成的三维实体模型,通过分层软件分层获得二维数据驱动控制激光束,有选择性地对铺好的各种粉末材料进行烧结,加工出要求形状的薄层,逐层累积形成实体模型,最后去掉未烧结的松散的粉未,获得原型制件。
SLS的特点是可以采用多种材料适应不同的应用要求,而具有更广阔的发展前景。
但能量消耗非常高,成型精度有待进一步提高。
DTM公司推出了系列Sinterstation 成型及多种成型材料, 其中SOMOS材料具有橡胶特性,耐热、抗化学腐蚀,用该材料制造出了汽车上的蛇形管、密封垫等柔性零件。
EOS 公司研制了PA3200GF 尼龙粉末材料,用其制作的零件具有较高的精度和表面光洁度。
(4) 激光熔覆成形(LCF - Laser CladdingForming) [3 ]LCF 技术的工作原理与SLS 技术基本相同,通过对工作台数控,实现激光束对粉末的扫描、熔覆,最终成形出所需形状的零件。
研究结果表明: 零件切片方式、激光熔覆层厚度、激光器输出功率、光斑大小、光强分布、扫描速度、扫描间隔、扫描方式、送粉装置、送粉量及粉末颗粒的大小等因素均对成形零件的精度和强度有影响。
激光熔覆成形能制成非常致密的金属零件,因而具有良好的应用前景。
美国Michigan 的POM 公司正在研制直接金属成型(Direct Metal Deposition ,DMD) 技术,用激光融化金属粉末,能一次制作出质地均匀、强度高的金属零件。
(5) 激光近形制造(LENS - Laser EngineeringNet Shaping) [3 ]LENS技术是将SLS技术和LCF技术相结合,并保持了这两种技术的优点。
选用的金属粉末有三种形式:单一金属;金属加低熔点金属粘结剂;金属加有机粘结剂。
由于采用的是铺粉方式,所以不管使用哪种形式的粉末, 激光烧结后的金属的密度较低、多孔隙、强度较低。
要提高烧结零件强度,必须进行后处理,如浸渗树脂、低熔点金属,或进行热等静压处理。
但这些后处理会改变金属零件的精度。
另外,由于要进行直接金属材料烧结,LENS 中所用的激光器必须是大功率的。
3 研究现状美国3DSystems 公司1988 年生产出世界上第一台SLA250 型光固化快速造型机,开创了LRP 技术迅速发展和推广应用的新纪元。
美国在设备研制、生产销售方面占全球主导地位,其发展水平及趋势基本代表了世界的发展水平及趋势。
欧洲和日本也不甘落后,纷纷进行相关技术研究和设备研发。
香港和台湾比内地起步早,台湾大学拥有LOM 设备,台湾各单位及军方安装多台进口SL 系列设备。
香港生产力促进局和香港科技大学、香港理工大学、香港城市大学等都拥有RP 设备,其重点是有关技术的应用与推广。
国内自20 世纪90 年代初开始进行研究,现有西安交通大学、华中科技大学、清华大学、北京隆源公司多所研究单位自主开发了成型设备并实现产业化。
其中,西安交大生产的紫外光CPS 系列光固化成型系统快速成型机等新技术,引起了国内外的高度重视;华中科技大学研究LOM、SLS 工艺,推出了系列成型机和成型材料; 清华大学主要研究RP方面的现代成型学理论,并开展了基于SL 工艺的金属模具的研究;北京隆源公司主要研究SLS 系列成型设备和配套材料并承接相关制造工程项目。
4 LRP 的应用激光快速造型技术已在汽车、家电、通讯、航空、工业造型、医疗、考古等行业得到日益广泛的应用,前景广阔。
主要的应用领域: [4 ](1) 概念模型制造和功能测试将设计构想转换成实体模型,具有更好的直观性和启示性,可充当交流沟通中介物和更有利于产品设计评估。
产品零件原型具有足够的强度,可用于产品受载应力应变实验分析。
(2) 快速模具制造和快速工具制造现代模具制造中缩短周期的关键之一是利用快速成型技术生成模型,结合精铸、电极研磨等技术快速制造出所需的功能模具,其制造周期较之传统的数控切削方法可缩短而成本下降。
但是,LRP技术存在一些目前尚未很好解决的关键问题,主要是成型机理尚未完全清楚,成型能量消耗非常高成型精度有待进一步提高等,从而制约了其进一步产业应用。
5 未来发展趋势LRP 技术正在发生巨大的变化,主要体现在新技术、新工艺及信息网络化等方面,其未来发展方向包括:(1) 研究新的成型工艺方法,在现有的基础上,拓宽激光快速成型技术的应用,开展新的成型工艺的探索。
(2) 开发新设备和开发新材料。
LRP 设备研制向两个方向发展: 自动化的桌面小型系统,主要用于原型制造;工业化大型系统,用于制造高精度、高性能零件。
成型材料的研发及应用是目前LRP 技术的研究重点之一。
发展全新材料,特别是复合材料,如纳米材料、非均质材料、功能材料是当前的研究热点。
激光快速成型技术是多学科交叉融合一体化的技术系统,正在不断研究开发和推广应用中,与生物科学交叉的生物制造、与信息科学交叉的远程制造、与纳米科学交叉的微机电系统等为它集成制造提供了广阔的发展空间。
随着科学技术和现代工业的发展,它对制造业的作用日益重要并趋向更高的综合。
参考文献:[1 ] 朱林泉. 快速成型与快速制造技术[M] . 国防工业出版社,2003. 172[2 ] 刘东华. 激光快速造型技术及其应用[J ] . 广西工学院学报,2000 ,11 (2) :26 - 29[3 ] 荣烈润. 面向21 世纪的激光快速成形技术[J ] . 机电一体化,2001 , (4) :9 - 12[4 ] 张剑峰. 激光快速成形制造技术的应用研究进展[J ] . 航空制造技术,2002 , (7) :34 - 37[5 ] 张坚. 选择性激光烧结在快速制模中的应用[J ] . 模具工业,2004 , (6) :45 - 48[6 ]B.S. Shin.A new rapid manufacturing process for multi - face high - speed machining. Theintermational journal of advanced manufacturing technology ,2003 ,22 :68 - 74[7 ] 北京隆源. 一种柔性快捷的铸造工艺方案[J ] . 航天制造技术,2002 , (6) :45 - 47[8 ] 史玉升. 常用快速成型系统及其选择原则[J ] . 锻压机械,2001 ,36 (2) :1 - 6。