技术丨调整回转窑托轮的口诀
回转窑托轮轴瓦异响、过热的原因及处理
回转窑托轮轴瓦异响、过热的原因及处理
一、回转窑托轮轴瓦异响的原因及处理
(1)故障分析
①托轮径向受力过大,致使轴与轴瓦摩擦力增加,油膜破坏。
②托轮轴向力过大,使推力盘与轴承端面挡圈压得太紧,产生强力摩擦。
③选油不当,油粘度不够。
④窑体局部高温辐射轴承,使润滑油粘度变低,油膜变薄。
⑤轴承内冷却水长时间中断,使其温度升高,破坏油粘度。
⑥冬季低温时轴承内润滑油粘度偏高,流动性差,呈缺油状态。
⑦慢速转窑时间过长,使油勺带油量过少,不能满足轴与瓦之间的润滑要求。
⑧轴承内润滑装置发生故障或分油槽堵塞油面过低。
⑨轴与轴瓦接触角和接触点的密合程度不符合检修质量标准。
(2)故障处理
①调整托轮受力情况,更换轴承内润滑油,调大轴承冷却水量及采用其他冷却措施。
②调整托轮,减轻压力,保持托轮推力均匀。
③更换粘度较高的润滑油,增加隔热措施。
④临时换入粘度较高的润滑油,增加隔热措施。
⑤恢复冷却水,保持通畅,更换新润滑油。
⑥及时更换冬季润滑油,拆去轴承上隔热板。
⑦临时人工加油,提高窑速。
⑧及时修复、清理、补充新油。
⑨换入新油,重新修刮轴瓦并配准。
二、回转窑托轮轴瓦过热的原因及处理
(1)主要原因
①窑体中心线不直,使托轮受力过大,局部超负荷;
②托轮歪斜过大,轴承推力过大;
③轴承内冷却水管不通或漏水;
④润滑油变质或弄脏,润滑装置失灵。
(2)处理方法
①定期校正筒体中心线;
②调整托轮;
③检修水管;
④清洗、检修润滑装置及轴瓦,更换润滑油。
回转窑轴线的变化与托轮调整

产 生变化 以轮带 的理 想 回转 中心 为坐标原点 , 水平方 向为
磨 损 、 轮 开 档 距 d 厦 基 础 不 均 匀 沉 陷 对 目 转 托 窑 轴 践 的 影 响 , 导 了 各 档 轴 线 偏 差 厦 托 轮 调 推
△Dr- 轮带 外径的热膨 胀量 s  ̄ △ 广 简体 外径的热膨 胀量 △D 轮带 理想内径 的热 膨胀量 △D 一 r 简体理 想外径 的热膨胀量 d 一钢 材的线 膨胀系 数
根据 图 1有 : , O 一 s 一 -l 2(a1 h }) , 2 O . h h) 3( 一 - 3 h ( + )o (0 ) = d cs3  ̄
渣 、 块 . 重时甚 至会 发生 掉窑 、 掉 严 轮带顶坏 或顶掉 挡块 、 窑
体发生剧烈 振动等 重大设备 事故 。回转窑轴线 的调整 主要 是通过 调整托 轮 实现 的 . 因此 , 通过 调 整托轮 , 维持 简体 轴
线“ ” 直 就成 了 回转窑长期稳 定运转 的关键 。 1 热 态时轴线变 化的几何 关系殛托轮调整
XJ X
了使筒 体 中心归 回到理 想 回转 中. 轮 带实际 回转 中心 应 C
比理想 回转 中心高 Ah
Ah ( 8)D+ D A 目 一 △ r D) (
( 3 )
根据 图 2 有 ,
当 x< o时 , 筒体 实际 回转 中心 0 向托 轮 1侧 , x . 偏 当
中 图 分 类 号 :Q1 26 53 文 献 标 识 码 : T 7 .2 A
文 章 编 号 :0 1 6 7 (0 20 — 0 0 0 1 0 — 1 12 0 )2 0 3 - 3
回转窑筒体不正常窜动调整方法实践

回转窑筒体不正常窜动调整方法实践摘要:生产中回转窑筒体正常的窜动是有益的,但不正常窜动必须加以重视并控制。
根据现场安装调试的实际经验并结合理论分析,详细介绍了回转窑筒体不正常窜动的影响后果;并对不正常窜动的判别方法、不正常窜动调整方法及注意事项等内容,进行了归类总结和分析介绍。
•0 前言回转窑是水泥厂生产工艺中最关键的设备。
强大的热工负荷及连续生产的工作制度,对设备质量、操作方法要求十分严格,其运行工况直接关系到全厂生产工艺线能否正常运行。
理论上回转窑筒体以3%~ 4%的斜度安置在托轮上,托轮的中心线都平行于筒体的中心线。
筒体转动时,会因其自身重量产生的下滑力而缓慢下行,通过液压挡轮的作用,回转窑会在一定时间间隔内上下“浮动”,保持相对稳定,这样可以防止轮带与托轮的局部磨损。
实际上回转窑可能会因为许多原因产生不正常的窜动,如基础沉陷不均,筒体弯曲变形使轮带与托轮接触不均匀,设备磨损,设备外型尺寸制造误差等,特别是由于轮带与托轮接触面之间摩擦系数的变化,以及托轮中心线不平行于筒体中心线,都会引起筒体的不正常上下窜动。
1 回转窑筒体不正常窜动的影响回转窑如果只在一个方向上较长时间窜动,属于不正常现象,此现象会造成多种不良后果:(1)当托轮轴向力超过一定范围时,托轮的止推盘就会向轴瓦的端面施加推力,造成端面不正常摩擦引起温升,温度上升到一定程度就会破坏止推盘附近油膜,使轴瓦润滑状况不良,最终引起整个轴瓦温度升高,甚至发生烧瓦停窑事故。
(2)受轴向力严重的托轮与轮带接触面不均匀,造成轮带与托轮局部磨损。
有时会在运转中出现托轮振动并在其表面及轮带表面出现轴向亮线,托轮也有时会出现转动变慢的现象,出现这种现象也是因托轮轴向受力过大,托轮轴轴瓦端面与托轮轴止推盘产生剧烈摩擦,从而造成运转中托轮的短暂停转,使轮带与托轮之间相互滑动而不是正常情况下的滚动,并相互擦伤。
(3)如果下窜力过大会使液压挡轮过载,缩短液压挡轮的使用寿命;如果上窜过快,在限位开关失灵的情况下,可能会造成窑尾密封损坏等其它重大事故。
回转窑系统托轮调整方案
二、托轮瓦出现高温的主原因:
培训教案
3、托轮座球面瓦、冷却水管堵塞或漏水,造成 托轮瓦冷却效果不良及润滑油变质。
4、润滑油变质或弄脏,淋油盘、油勺变形或损 坏。
三、托轮调整的主要原理:
培训教案
组织托轮调整工作,首先要充分理解窑运行 中上窜下滑原理;其次,通过结合现场手工测温 与中控显温趋势相结合,逐步将各档托轮受力状 态调整至均衡、稳定。
三、托轮调整的主要原理:
培训教案
歪斜托轮调整法原理图示 (a)歪斜前托轮位置 (b)歪斜后托轮位置
三、托轮调整的主要原理:
培训教案
(2)、托轮调整方法 判断托轮的推力:
判断托轮是否推筒体向上有两种方法。一种 是观察托轮轴上止推盘与托轮瓦端部的间隙:当 止推盘设于中间时,则缝隙应保持在上端(窑尾 侧),下端(窑头侧)应接触无缝隙。推力的大 小可根据止推盘与托轮瓦端部接触处的油膜厚度 判断,油膜少而薄说明推力大,油膜厚说明推力 小。
一、托轮调整的主要目的:
培训教案
在试生产运行期间,通过调整可进一步纠正 设备安装质量缺陷,均衡Ⅰ、Ⅱ、Ⅲ档每组托轮 及托轮瓦径向受力状态,避免托轮瓦高温及损坏 事故的发生;另外,合理控制窑体运行的上窜下 滑现象,既保证托轮瓦推力均匀,又改善液压挡 轮受力状态,确保回转窑系统设备安全、稳定运 行。
二、托轮瓦出现高温的主要原因:
三、托轮调整的主要原理:
培训教案
(2)、托轮调整方法
1)、判断托轮的推力
根据油膜厚度判定推力的大小,其依据是: 当窑体运转时,托轮给轮带作用力,阻止窑体下 滑,轮带给托轮一个反作用力,这个作用力由托 轮瓦端部和托轮轴上的止推盘所承受。由于该力 的作用,下端(窑头侧)托轮轴端部的止推盘将 与托轮瓦端部相接触。
回转窑托轮装置的修复与调整方法

1 托轮磨损问题提 出
回转 窑 托 轮 装 置 ( 支承装置 ) 的托轮在生产运行过程 中 , 由 于受 到 筒 体 装 置 自身 重 量 、 简 体 装 置 内 耐 火 砖 及 喷涂 材 料 重 量、 球团矿重 量及整个简体旋 转引起 的离心力作用 , 托 轮 装 置
法, 可 以 作 为 一般 回转 窑 托 轮 装 置 磨 损 修 复 借 鉴 。 关键词 : 回转 窑 托 轮 ; 修复 ; 调 整
0 引 言
回 转 窑是 氧 化 还 原 法 生产 球 团矿 的关 键 设 备 。回转 窑 主 要 由简 体 装 置 、 托轮装置 ( 支承装置 ) 、 挡轮装置 、 传 动装置 、 鳞 片 密封装置 、 窑头罩 、 窑尾罩 、 挡轮 装 置 液 压 系 统 等 组 成 。托 轮 、 滚 圈、 齿 圈 构 成 回转 窑 主 要 受 力 部 件 。 托轮又是托轮装置 ( 支 承 装
近 最 大 磨 损 位 置 ,然 后 再 精 车 , 故 实 际 托 轮 需 加 工 至 尺 寸
如果 出 现上 述情 况托 轮 继续 使 用 生产 , 会 影 响 回转 窑使 用 寿
命, 会使 回转窑 损 坏 , 会 给安 全生 产 造 成 隐患 , 必须 对 托 轮进 行 修 复 与调 整 , 修复 一般 有 堆 焊焊 接 、 加 工外 圆 、 镶套 等 方法 。
行人工用煤油清理干净 . 清 理 干 净后 先对 托 轮 的直 径 大 小 进 行
要小些 , 但 其 维 修 尺 寸 按 照 第 一 个 实 际 尺 寸 +1 9 5 5  ̄ o . 0 5 m m 作 最 后 精 加 工 尺 寸
( 8 ) 托 轮 修 复后 先 检 查 滚 圈 的硬 度 , 由于 托 轮 外 圆 表 面是 经 过精加工 , 单 边加 工 掉 2 2 . 5 m m, 材 质 硬 度 不 是加 工 前 的硬 度 , 检 查 托 轮 材 质 的硬 度 是 否达 到 设 计要 求 .经 检 查 托 轮 材 质 硬度 有 所下降 , 一般 是 托 轮 的 硬度 小 于滚 圈 的 硬度 , 若 托 轮 硬度 达不 到 设 计要 求 , 必 须 对托 轮 进行 调 质处 理 。 其 硬 度为 HB = 2 2 0 -  ̄ 2 6 0 。
球团回转窑托轮的调整
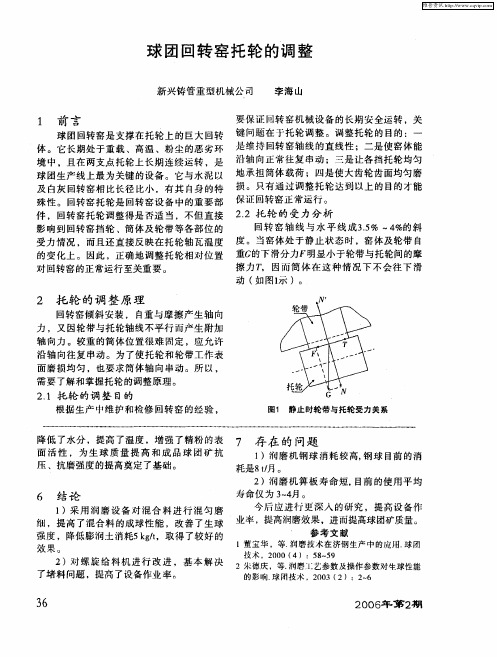
2 托 轮 的调 整 原 理
回转窑倾 斜安装 , 自重与 摩擦 产生 轴 向 力 ,又 因轮带与托轮轴线 不平行 而产生 附加
轴 向力 。较重的筒体位 置很难 固定 ,应 允许 沿 轴 向往 复串动 。为了使托轮 和轮带 工作表 面磨损均匀 ,也要求筒 体轴 向串动 。所 以 , 需 要 了解和掌握 托轮的调整原 理 。
维普资讯
球 团 回转 窑 托 轮 的调 整
新兴铸管重 型机械公司 李海 山
1 前 言
要保证 回转 窑机 械设 备 的长期 安全运转 ,关
球 团 回转窑是支撑 在托轮 上的 巨大 回转 键 问题 在于托 轮调整 。调整 托轮 的 目的 :一 体 。它 长期处于重载 、高温 、粉 尘 的恶 劣环 是维持 回转 窑轴 线 的直线性 ;二是使窑 体能 境 中 ,且 在两支点托轮 上长期 连续运转 ,是 沿轴 向正常往 复串动 ;三是 让各 挡托轮 均匀
2o 年 第 2 O6 期
维普资讯
但 当窑转动时 ,简体 就会缓慢 向下滑动 动 。原 因是 当窑运转时 ,轮带与托 轮的接触 处 受 力 情 况 发 生 了变 化 。 以 轮 带 为 对 象 ,其 低端 上 除 了受 平行 于 窑体 轴线 下滑 力F、法 向反
23 托 轮 的调 整 原 理 .
3)先 从 窑 尾 的 各 对 托 轮 开 始 调 整 , 以
如果把 托轮轴线 相对 于窑 轴线 在垂直面 顶丝 的旋转 角度控制 托轮 的移动量 ,每 次调 上的投影 不平行称为倾斜 ,在水平 面 的投影 整要在顶丝端部做 好标记 , 每次调整只允许 3 ~ 0 的微 量旋 动 ,在综合 观察 回转 窑运 0 6。 不平行称 为偏斜 ,那么托 轮 的调整 就是通过 8 调整托轮 相对位置 ,使得 托轮轴线 与 回转窑 行4 小时后才可进行下 次微 调 。 4)在 回 转 窑 慢 转 或 是 静 止 情 况 下 ,托 轴线在水 平面 的投影产生 偏斜 ,从 而产生使 窑体上 串的力 ;当它大 于窑体 白重 的下滑分 轮顶丝难 以旋动 ,因此调 整托轮一 般只能在 回转窑正常运行 时进行 。 力 时 ,窑体能上串 ,反 之使 窑体下 滑。 5)在 调 整 时 ,严 禁 利 用 受 力 最 大 的 托 控制 回转窑下 串就是通过将托 轮调斜 的 轮调整 ,否则容易使 窑体 迅速 向下或 向上 串 办法来 达到控 串的 目的 ,即根据窑 的 回转方 向,把托 轮轴线调斜一点 ,使其 与窑轴线呈 而 造成事 故 ,还 容 易使 托 轮 及轮 带 受 到损伤 。 6 )如果 挡 轮轴 承温 度 较 高 ,说 明 窑体 微小偏角 ,这就是控制 回转窑下 滑的基本 原 对 上 挡 轮 或 下 挡 轮 压 力 过 大 ,应榆 查 挡 轮 与 理 。根据 回转窑转 向调 整托轮 的正确方 向如 轮带 的接 触和托轮 轴承 止推盘受 力情况 。一 罔 3 示 所 般轮带 靠 上侧捎环 ,托 轮上侧止 推盘与轴 瓦 端间隙为零视为正常 。 3 托 轮 的 调 整 方 法 7 )调 整托 轮 几 种方 法 :两个 顶 丝 同量 回转窑在调整 时要根 据 回转 窑运转情 况 顶 进 同 量 退 出 ;一 个 顶 丝 进 ,一 个 顶 丝 退 ; 进行 全面的检查 ,然后制定调整方案 。调整 只进 退 其 中一 个 顶 丝 。
回转窑窜位调整
回转窑是水泥厂生产工艺中最关键的设备。
强大的热工负荷及连续生产的工作制度,对设备质量、操作工法的要求十分严格,其运行工况直接关系到全厂生产工艺线能否正常运行。
理论上讲回转窑筒体以3~4的斜度安置在托轮上。
托轮的中心线都平行于筒体的中心线,筒体转动时,会因其自身重量产生的下滑力而缓慢下行。
再加上压液挡轮的作用,窑会在一定时间间隔内处在上下“浮动”状态保持相对稳定,这样可以防止轮带与托轮的局部磨损。
而实际上窑会因为许多原因不正常窜动,如基础沉陷不同,筒体弯曲使轮带与托轮接触不均匀,设备磨损,设备外型尺寸制造误差,特别是由于轮带与托轮接触面之间摩擦因数的变化,及托轮中心线不平行于筒体中心线,都会引起筒体的不正常上下窜动。
如果只在一个方向上较长时间窜动,则属于不正常现象,此现象会造成多种不良后果。
不良后果当托轮轴向力超过一定范围时,托轮的止推盘就会向轴瓦的端面施加力,造成端面不正常摩擦引起温升,温度上升到一定程度就会破坏止推盘附近油膜,使轴瓦润滑状况不良,最终引起整个轴瓦温度升高。
受轴向力严重的托轮与轮带接触面不均匀,造成轮带与托轮局部磨损。
有时会在运转中出现托轮振动并在其表面及轮带表面出现轴向亮线,托轮也有时会出现转动变慢的现象,出现这种现象也是因托轮轴向受力过大,托轮轴轴瓦端面与托轮轴止推盘产生剧烈干摩擦,从而造成运转中托轮的短暂停转,使轮带与托轮之间相互滑动而不是正常情况下的滚动并相互擦伤。
如果下窜力量过大会使液压挡轮过载,减少液压挡轮的使用寿命;如果上窜过快,在限位开关失灵的情况下,可能会造成窑尾密封损坏等其它重大事故。
解决方法回转窑不正常窜动如忽视不管,窑工况就会不稳定,托轮也会经常异常发热,造成减产或停产,带来重大经济损失。
有些厂因无法控制窑的正常上下窜动,直接将液压挡轮固定油泵停掉,这样因磨损会严重影响回转窑的寿命。
因此窑不正常上下窜一定要高度重视,查找原因,加以调整。
现就如何快速准确的、在不影响生产的情况下使窑恢复正常“上下浮动”状态总结以下操作工法首先要通过全面检查、正确判断轴向推力最大的托轮。
回转窑托轮的调整与维护
2 1 年 第5 01 期
N . 2 1 o5 01
马浪超 ,等 :回转窑托轮的调整与维护
算错 误 。
劈之诖
距 离 ,以及托 轮外 表面 的平 整性 和 圆度 。
2 托轮 的位 置
3 对托 轮轴 承 高温 的处理
2 1 年 第5 01 期
No. 5 2 1 01
新 世 纪水 泥导 报
Ce e t u d orNe Ep h m n i ef w oc G 量 之谈 叁
中图分类号 :T 7 . 2 6 Q1 2 2 . 6 2
文献标识码 :B
文章编号 :10 —4 32 1)40 6 —3 0 80 7 (0 0 —0 20 1
4 自承式技 术 的效益 分析 . 4
整 个 组 装 I 只需 要 少 量 的 辅 助构 件 ,它们 _ . 作 是斜拉 索 ,拉索 架 ,其重 量小 ,费用低
4 自承 式技 术特 点 . 3
作最彳 艮
小 ,安装 拉索 架也 不需 吊车配 合 ,人T 即 町安装 。 ( )网架 基奉 圈 的组 装 f 环境 极 大 改善 , 1 作 有 质 _
托 轮要 正 常 工 作 ,需 要 两 个 托 轮 纵 向 中心 线 与轮 带纵 向 中心线 平行 ,且都 垂直 于 回转 窑 的纵 向 中 心 线 , 同时 在 垂 直 于 回转 窑 的 纵 向 中心 线 的垂 直 面 内两 个 托 轮 中心 点 与轮 带 中心 点 构 成 正 三 角 形 ,相 互 夹 角 为6 。 ,其误 差 一 般 不 超过 2 ( 0 。 见 图1 )。各 档 托 轮 和 轮带 的上 述 三角 形 都 要 达 到上 述 要 求 。只有保证夹角6。左右 ,驱 动回转窑 的动力 0
回转窑同心度的找正方法
回转窑同心度的找正方法我呀,在这回转窑的世界里摸爬滚打了好些年。
回转窑,那可是个大家伙,就像一个沉默的巨人,默默地在工业生产里发挥着巨大的作用。
而这回转窑的同心度找正,就好比给这个巨人调整身姿,可重要着呢!先来说说什么是回转窑的同心度吧。
你可以把回转窑想象成一个巨大的圆筒,这个圆筒在转动的时候,如果它的中心轴不是在一条直线上,那就麻烦大了。
就好像一个人走路,两条腿如果不在一条直线上,那走起来肯定是歪歪扭扭的,回转窑也是这样。
如果同心度不好,那它在运转的时候就会各种不顺畅,磨损会加剧,效率也会大大降低,这可都是白花花的银子在流失啊!那怎么来找正这个同心度呢?这可就有不少门道了。
我有个朋友叫老张,他可是这方面的老手。
老张跟我说过,这第一步啊,就得先把基础工作做好。
这就像盖房子打地基一样,地基不牢,房子肯定不稳。
对于回转窑来说,基础的平整度和水平度得严格把关。
要是基础不平,就好比在斜坡上盖房子,那回转窑这个“房子”怎么能立得正呢?测量的时候,那可得小心翼翼,用水平仪一点点地测,一点小偏差都不能放过。
我就问老张:“老张啊,这测量的时候是不是得像绣花一样精细啊?”老张一拍大腿说:“那可不,比绣花还得精细呢!”基础弄好了,接下来就是找正筒体本身了。
这时候啊,我们得用一些专门的工具。
比如说激光对中仪,这东西可神奇了。
就像一个有魔法的眼睛,能精准地看出筒体的偏差。
我曾经跟着师傅去做这个找正工作,师傅拿着激光对中仪,就像一个手持宝剑的大侠,在回转窑周围来回穿梭。
我在旁边看着,眼睛都不敢眨一下。
师傅一边操作一边说:“小子,你看这激光线,就像一条准绳,筒体要是偏离了这条准绳,那可不行。
”我心里就想,这小小的激光线,竟然有这么大的威力呢。
还有一个很重要的点就是托轮的调整。
托轮就像是回转窑的脚,要是托轮没调整好,那回转窑这个“巨人”就站不稳。
这托轮的调整可不容易,得根据测量的数据一点一点来。
我见过另外一个同行小李,他在调整托轮的时候,那眉头皱得紧紧的。
回转窑托轮技术要求
回转窑托轮技术要求回转窑是一种用于生产水泥的重要设备,它具有托轮技术要求。
下面将详细介绍回转窑托轮技术要求的相关内容。
回转窑是水泥生产过程中的核心设备之一,其主要功能是对原料进行煅烧,使其转变为熟料。
在回转窑的运行过程中,托轮作为支撑和带动窑体旋转的重要组成部分,承受着巨大的压力和摩擦力。
回转窑托轮的材质要求高强度、高耐磨性和高耐温性。
因为在窑内高温环境下,托轮需要承受高温煅烧过程中产生的强烈冲击和磨损。
因此,常用的托轮材料有高铬铸铁、耐火材料和高温合金等。
回转窑托轮的设计要求合理,以确保其稳定运行和长寿命。
托轮的结构应具备较高的刚度和强度,以承受窑体的重量和转动力矩。
同时,托轮还应具备良好的自润滑性能,以减少摩擦损失和能耗。
第三,回转窑托轮的安装要求精确。
托轮的安装位置和间隙应符合设计要求,以保证托轮与窑体之间的协调运行。
合理的安装可以减少托轮的振动和摩擦,延长其使用寿命。
回转窑托轮还需要定期保养和维修。
在长期运行中,托轮会受到高温和重负荷的影响,容易出现磨损和故障。
因此,定期检查托轮的磨损情况,及时更换磨损严重的托轮,以确保设备的正常运行。
在使用回转窑托轮时,还需要注意以下几点。
首先,要保持托轮的润滑状态,以减少摩擦和磨损。
其次,要注意托轮的冷却和防尘措施,以防止因高温和灰尘对设备造成损害。
此外,还要定期检查托轮的轴承和密封件,确保其正常工作。
回转窑托轮技术要求的合理实施对于水泥生产的稳定运行和高效生产起着重要作用。
通过合理的材料选择、设计安装和定期维护,可以确保托轮在高温和重负荷环境下的稳定运行,延长设备使用寿命,提高生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术丨调整回转窑托轮的口诀
调整托轮的口诀
站在窑台向窑看,窑对人体向下转;
左顶顶丝窑右跑,右顶顶丝窑左窜;
换站窑体另一边,情形与前正相反;
左顶顶丝窑左跑;右顶顶丝窑右窜;
调整托轮时应遵照的原则:
(1)全面检查,正确判断。
托轮调整时,应经常地全面地仔细地进行检查,包括对每个拖轮承受的压力、推动窑体的力以及托轮调斜的方向和大小等情况的检查,做出正确的判断。
判断的具体方法是;以轮带与托轮接触面上的痕迹的光泽程度来判断托轮所受压力的大小;接触面光亮,表示受力大,接触面发暗,就表示受力小;用低端托轮轴肩的推力盘上的油膜情况来判断托轮推窑向上的力之大小;推力盘上油膜少而薄,说明推窑向上的力大,油膜多且厚,说明推窑向上的力小。
托轮调错,可这样判断;托轮推窑向下,高端托轮轴肩推力盘上的油膜少而薄。
(2)筒体下滑时,上推力小的托轮先调。
回转窑运转中筒体下滑需要调整时,应先撤正压力大,上推力小的托轮或顶正压力和上推力小的托轮。
当第一个托轮的撤、顶量超过2毫米而筒体的下滑任未得到控制时,要改调另一个受力情况与之相同的托轮,而不能只调一个托轮,或是一次调整(撤、顶)量太大,那样虽然控窜效果好,但是却会引起不良后果,如托轮表面拉伤、顶丝
折断、轴承发热、轴承座被顶斜以及因筒体快速上窜又要改调更多的托轮等。
(3)筒体上窜时,上推力大的托轮先调。
当窑体上窜需调整时,应先撤正压力和上推力都大的托轮或顶正压力小、上推力大的托轮。
当第一个托轮的撤、顶量超过2毫米而筒体任不能控制时,要改调受力情况相同的另一个托轮。
要防止只调一个托轮或是一次调整量太大,避免把同档的两个托轮调成小“八”字形或把两档托轮调成大“八”字形,这样就会出现托轮给筒体的推力是一个向上,一个向下,从而造成能耗增大,托轮与轮带磨损严重等情况。
(4)筒体弯曲过大时,要逐步调直。
当筒体因受热不均而发生弯曲过大现象时,就会使得同一档两个托轮受力很不均匀,每旋转一周就会出现一个托轮受力过大而另一个托空的现象。
这时,须将受力过大的托轮平行外移,托空的托轮要平行里顶,并注意观察托轮受力情况,逐步地把托轮调回原位,把筒体调正。
(5)支承件有损伤时,应将其调整得与窑体轴线平行。
当窑体运转中出现托轮表面有较大裂纹、托轮轮辐断裂、托轮轴推力装置零件磨损严重或损坏时,应将这个托轮调整得与筒体中心线平行,使其不受轴向推力和降低正压力,防止损伤情况继续扩大,维持到检修期。
(6)靠近传动装置的托轮不调整。
(7)窑转速变化时不作调整。
出处:百度文库。