胶订包本机装置的设计【文献综述】
基于PLC的点胶机设计毕业设计(论文)

图书分类号:密级:毕业设计(论文)基于PLC的点胶机设计DISPRNSING MACHAINE DESIGN BASED ONPLC学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:年月日学位论文版权协议书本人完全了解关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归所拥有。
有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:年月日日期:年月日摘要点胶机一种可将胶液自动涂覆于封装的电子元器件的机器,同时也广泛应用于固定零件的表面以及玻璃密封等行业,进入21世纪以来,我国逐发展为为世界的制造工厂,对高自动化,高精度点胶机的依赖也日益增长。
本文的点胶机控制系统通过PLC-GOT-PC连接,并且将程序通过PC下载到PLC以及在GOT 上实行仿真。
PLC通过控制步进电机的转动在滚珠丝杠的转变后,工作台在相对应的X-Y-Z 方向上的直线移动。
通过PLC编程实现的直线移动具有稳定性和匀速性,GOT的应用使点胶机在硬件上具有较高的集成度,无需外接开关或按钮,通过触摸屏的触控操作可完成对应操作,X-Y方向的运动可实现在工作台平面内的多路径运动,X-Y-Z的三轴联动可实现在空间内的多维曲线和直线运动。
系统整体稳定性高,运动精准,且具有较高的性价比。
由于数控技术、机电行业以及数码产品的制造工艺的不断提升,因此对点胶机的性能提出了更高要求,基于PLC的自动点胶机一定会有着更广泛的应用前景。
平面高速研磨机设计【文献综述】
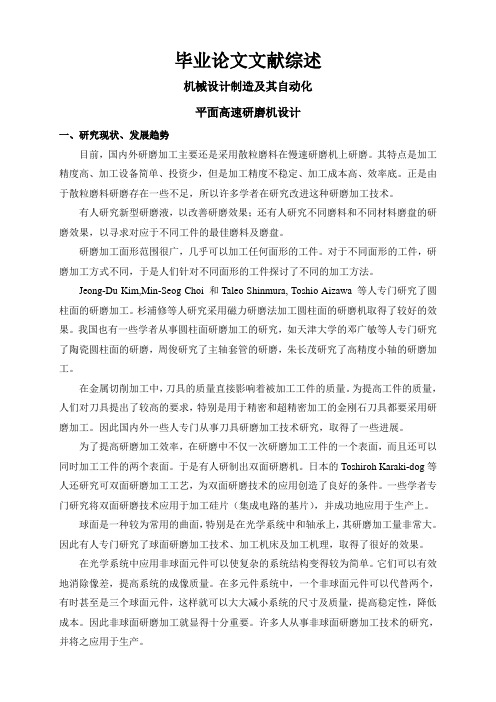
毕业论文文献综述机械设计制造及其自动化平面高速研磨机设计一、研究现状、发展趋势目前,国内外研磨加工主要还是采用散粒磨料在慢速研磨机上研磨。
其特点是加工精度高、加工设备简单、投资少,但是加工精度不稳定、加工成本高、效率底。
正是由于散粒磨料研磨存在一些不足,所以许多学者在研究改进这种研磨加工技术。
有人研究新型研磨液,以改善研磨效果;还有人研究不同磨料和不同材料磨盘的研磨效果,以寻求对应于不同工件的最佳磨料及磨盘。
研磨加工面形范围很广,几乎可以加工任何面形的工件。
对于不同面形的工件,研磨加工方式不同,于是人们针对不同面形的工件探讨了不同的加工方法。
Jeong-Du Kim,Min-Seog Choi 和Taleo Shinmura, Toshio Aizawa 等人专门研究了圆柱面的研磨加工。
杉浦修等人研究采用磁力研磨法加工圆柱面的研磨机取得了较好的效果。
我国也有一些学者从事圆柱面研磨加工的研究,如天津大学的邓广敏等人专门研究了陶瓷圆柱面的研磨,周俊研究了主轴套管的研磨,朱长茂研究了高精度小轴的研磨加工。
在金属切削加工中,刀具的质量直接影响着被加工工件的质量。
为提高工件的质量,人们对刀具提出了较高的要求,特别是用于精密和超精密加工的金刚石刀具都要采用研磨加工。
因此国内外一些人专门从事刀具研磨加工技术研究,取得了一些进展。
为了提高研磨加工效率,在研磨中不仅一次研磨加工工件的一个表面,而且还可以同时加工工件的两个表面。
于是有人研制出双面研磨机。
日本的Toshiroh Karaki-dog等人还研究可双面研磨加工工艺,为双面研磨技术的应用创造了良好的条件。
一些学者专门研究将双面研磨技术应用于加工硅片(集成电路的基片),并成功地应用于生产上。
球面是一种较为常用的曲面,特别是在光学系统中和轴承上,其研磨加工量非常大。
因此有人专门研究了球面研磨加工技术、加工机床及加工机理,取得了很好的效果。
在光学系统中应用非球面元件可以使复杂的系统结构变得较为简单。
胶订包本机及联动线

对 于少批 量 多规 格 的产 品尤为适
用 。该机 还 留有联 动线 的接 口 ,为 今后 组成 无线胶订 联 动线做 好准 备 。
平 湖英厚 JB0 5 圆胶 订包本 机 B 5- 椭
P sP e sDe ie 印后展 厅 o t r s vc s
胶 订包 本机 及 联 动线
精 密达 S P R D R 6 0 高 速 胶订 U E BI E - 0 0 N 包本 机
S P R ID R 0 0 U E BN E -6 0 高速胶 订包 本机 具有
型 印 刷 厂 在 装 订 工序 中 的 无 线 胶 订 包 本 和 锁 线 后 的 有 线 胶 订 包 本 。该 包 本 机 包 本 速
ZXJ 3 0 0 装 胶订 自动 线 使 用 加 工 D 2 /1 平 中心 与数 控机 床 生 产制 造 机器 的主要 零 件 .
书帖 全 线型 带有 三 面切 书机 ,可从 配 页 ,
P C 制 系统 .传 动装 置 完全 密 闭 ,订 书装 L控
置 内装有过 载 离合 器 能在 高速 生产 作业 中
保 护设备 和人 员的 安全 。 北人 J B 0 椭 圆式胶订 包本机 B 5 -1 0 J B 0 0 圆式 胶订 包 本 机 是 中小 型 B 5 -1 椭 印 刷 厂 理 想 的选 择 。该 机 采 用 了 变 频 调 速
解 决 书 本 拖 丝 问题 落 书 时 有 独特 皮 带 链 条 自 动输 出 确 保 落 书 时 书 背不 变 型 。 该 包 本机 包 本速 度 最 高可 达 2 5 册/4 时 .包 00 ' 本厚 度范 围为 3 0 ~5 mm,最 大装订 幅 面可达
订书机 - 产品设计

人群心理
单击添加
对于自己喜欢的东西 会想方设法迅速做出 购买决策。
消费者|心理
老年人消费
1,富于理性很少情感
4
男性消费者
1,动机形成迅速,果断,
人群心理
女性消费者
1,追求时髦 2,追求美观 3,情感强烈,喜欢从
冲动 2,精打细算 3,坚持主见,不受外 界影响 4,品牌忠诚度较高
具有较强的自信性 2,购买动机具有别动性 3,购买动机感情性比较单 薄
订书机|市场调查
李文婷
调查|目录
1产品历史 2装订方法 3现有产品 4人群心理
调查|目录
5 市场环境 6 提出问题 7 解决问题 8 提出创新
订书机|历史
1
•
1
产品历史
订书机是一种文书工具,它利用幼小的金属(即订书针)把多张纸 张或其它物件结合在一起,订书针的两只针脚穿过物件,并在物件 的背面折曲,造成固定位置的效果。订书机经常被用在办公室或其 它地方,用以整理大量松散的纸张文件。
订书机|市场
使用环境分析
5
市场环境
单击添加
办公室人员需要大小合适,方便携带,不占据办公室空
间的订书机。 家庭使用订书机只需要功能完善,价格合理或者低廉。 学生对于这个使用人群,订书机的设计需要情趣化设计路 线,外形要美观,有个性能吸引学生的眼球。 打印室以及图文装订室需要功能多,丰富,能够满足对 于不同书,不同纸张厚度的装订需求。
• •
订书机|装订
1
2
装订方法
永久牢固型
这是最常采用的订装方法,原理是利用订书针穿过 物件并把针脚向 内折曲,从而达到永久牢固效果。 标准的折曲弯位通常是较圆,而较扁的弯位较紧贴 文件,牢固效果更佳。一般的订书机的尾部都附有 拔起订书针的简单工具,另专用的起针器利用一对 脚瓜形的钳滑入已折曲的针脚,把针脚移直及拔出。
书本打包机机构设计
机械原理课程设计设计题目:书本打包机机构设计学院:机电工程学院专业:机械设计制造及其自动化专业姓名:学号:指导老师:目录一:设计题目—书本打包机设计及说二:工作流程及工艺动作过三.原始数据与设计要求四机构设计方案初选(一)横向送书机构(二)纵向送书机构(三)送纸机构(四)裁纸机构(五)折边、折角机构(六)涂胶、贴封签、烘干机构五、电动机的选择六.整体方案图七.课程总结一:设计题目—书本打包机设计及说设计书本打包机中的推书机构,送纸机构及裁纸机构1书本打包机是用牛皮纸将一摞书(5本一摞)包成一包,并在两端涂浆糊和贴好标签,如下图所示:二:工作流程及工艺动作过(3)送包装纸。
包装纸原为整卷筒纸,由上向下送够长度后进行裁切。
(4)继续推书前进到工位b,在工位b处书摞上下方设置有挡板,以挡住书摞上下方的包装纸,所以书摞被推到工位b时实现三面包,这一工序共推动a~g的七摞书。
(5)推书机构回程,折纸机构动作,先折侧边将纸包成筒状,再折两端上、下边。
(6)继续折前角。
将包装纸折成如图三实线所示位置的形状。
(7)再次推书前进折后角。
推书机构又进到下一循环的工序(4),此时将工位b上的书推到工位c。
在此过程中,利用工位c两端设置的挡板实现折后角。
(8)在实现上一步工序的同时,工位c的书被推至工位d。
(9)在工位d处向两端涂浆糊。
(10)在工位e贴封签。
(11)在工位f、g,用电热器把浆糊烘干。
(12)在工位h,人工将包封好的书摞取下三.原始数据与设计要求:打包机各部分的相对位置及有关尺寸和范围1.机构的尺寸范围A= 2000 mm,B= 1600 mm。
工作台面位置:= 400 mm主轴位置:x = 1000~1100 mm,y = 300~400 mm;纸卷位置:= 300 mm,= 300 mm。
为了保证工作安全、台面整洁,推书机构最好放在工作台面以下。
2.工艺要求的数据书摞尺寸:宽度a= 130~140 mm;长度b= 180~220 mm;高度c= 180~220 mm。
胶订机课件

•
(1)调定挡规及装贮书帖。配页机每一帖页码均有一个贮帖斗,贮帖斗 内有四个挡规:即一个前挡规(固定式)、两个侧接规(左右两个,可 移动),另一个是前口顶规,也称后顶规。配页前可根据书册幅面大小 进行调定。 操作和定位要求: ①两侧规位置应以下面吸嘴为中心,依书帖的长度进行调定,不可 过紧或过松,过紧书帖无法吸下,过松书帖不稳易出双张。其程度要依 书帖长度留3mm左右的缝隙。 ②后顶规要依书帖宽度、厚度、平整度及吸帖情况做适当的松紧调 整,以能使吸帖正常。 贮帖挡规调字正确后,依页码顺序排列贮上所配的书帖。贮帖要根 据机器的叼帖形式进行。如果是钳式配页机,因是上下往复运动,书帖 不做翻身,位置不变,可将第一帖最小页码向上,装在离机头最近的第 一贮帖斗内;如果是辊式配页机,因叼帖后要经过180°旋转,书帖自动 翻身,所以要将第一帖最小码朝下(也可反面装帖)摆放在第一贮帖斗 内,这样当旋转放帖后,则正是顺序排列的位置。所以书帖装放的位置 也应随配页机的叼帖形式做相应调整,在摆放书帖时要注意左右开本和 天头地脚规矩位置,避免装反书帖。
2.夹紧书芯。书芯经进本震齐定位后被夹书板夹紧以待进行 铣背或粘背等的加工。无线胶订联动线的主机的各种加工均 用夹书板夹紧后进行。常用胶订机夹书板数大致有20至30副, 夹书厚度一肌最大为30mm,可用幅面最大16开,双联32开, 最小64开本。 操作时要求: ①书芯进入夹书板时,夹书板张开的距离一般要比书芯 厚度大13mm左右。 ②夹书板与定位台的高度距离应依铣背的深度、效果及 书芯纸质和薄厚情况而定,一般情况应为10-12mm。 ③夹书板夹紧书芯后的距离应根据书芯的薄厚、纸质的 好坏与松暄、压实程度而定,一般情况夹书板夹紧书芯后的 距离应比书芯实际厚度小1-2mm,书芯较厚、纸张松暄可适 当夹紧些,反之可稍松些,但要以能夹住书芯不使其有移 (错)动为宜。 ④夹紧后的书芯书背要平直,不得有歪斜或马蹄状等现 象,以保证铣背等加工的顺利进行(图)。
本科毕业设计论文--香烟盒包装机机构设计
湖南工业大学课程设计资料袋机械工程学院(系、部)第二学年第二学期课程名称机械原理课程设计指导教师职称教授学生姓名 ... 专业班级 .... 学号...........题目香烟盒包装机设计成绩起止日期 2012 年 6 月 11 日~ 2012 年 6 月 15 日目录清单序号材料名称资料数量备注1 课程设计任务书 12 课程设计说明书 13 课程设计图纸若干张456- 1 -机械原理课程设计设计说明书香烟盒包装机设计起止日期: 2012 年 6 月 11 日至 2012 年 6 月 15 日学生姓名....班级.....学号......成绩指导教师(签字)机械工程学院(部)2012年 6月11 日目录0.设计任务书 (2)1.工作原理和工艺动作分解 (3)2根据工艺动作和协调要求拟定运动循环图 (6)3.执行机构选型与比较 (7)4.机械运动方案的选择和评定 (9)5.机械传动系统的速比和变速机构 (13)6.包装机的机构运动简图 (14)7.运动机构的尺度设计 (15)8包装机机构的三维建模 (18)9,运动机构的速度与加速度分析 (19)10.参考资料 (22)11.设计总结 (23)湖南工业大学课程设计任务书2011 —2012 学年第2 学期机械工程学院(系、部)机械类专业...... 班级课程名称:机械原理课程设计设计题目:香烟盒包装机设计完成期限:自2012 年 6 月11日至2012 年 6 月15 日共 1 周内容及任务一、设计的任务与主要技术参数将10包烟装成一条并封口。
主要运动包括:将10包烟送到包装工位进行包装、封口。
其余设计参数是:1)包含成品烟送料、包装纸送料动作。
2)每小时完成包装3600条。
3)包好的烟条送入烟箱包装工序。
二、设计工作量要求:1)根据工艺动作顺序和协调要求拟定运动循环图;2)构思能实现上述动作要求的成品烟送料机构,包装纸送料机构,包装机构;3)结合设计要求,比较各方案的优缺点,选定合理的机械运动方案;4)根据选定的电动机和执行机构的运动参数拟定机械传动方案;5)画出机械运动方案简图;6)对传动机构和执行机构进行尺度设计;7)完成设计计算说明书。
Muller Martini(马天尼)平装胶订联动机(胶装龙) 原产地:瑞士 主要
Muller Martini(马天尼)平装胶订联动机(胶装龙)原产地:瑞士主要型号:NB35 NB25 RB5 3005 3001主要机型:老虎型Tigra、精工型Acoro、潮流型Trend、皇冠型Corona部份机型详细介绍:Muller Martini(马天尼)大型平装胶订联动机是全自动胶订包本装订设备。
装订幅面从16开到64开,适用于小说、杂志、课本、书籍等印刷品的平装胶订装订加工。
联动机从配页机的配页开始,到自动剔除错帖自动振动闯齐,铣背打磨精铣打槽毛刷,经孖胶轮热熔书背胶装置上背胶,再经电噴式热熔侧边胶装置上侧胶,纱布装置上纱布,托实夹紧,包封面压痕成型,经出书传送装置出书,全部过程连续自动完成。
整机采用PLC控制系统;变频调速控制系统;自动入书系统;多帖和缺帖自动检测系统;数据记录系统;薄书功能装置;自动停车装置,机器运行出现连续三次多帖或缺帖,配页机将自动停车,胶装机把余下书芯完成上胶后将自动停车。
配页机可按需要随时进行扩充,配置多站配页机,并可在出书处通过几十米胶订冷却输送带联接三面切书机裁切,直至成品。
传动装置完全密闭,每台单机上都设置了停止按钮,订书装置内装有过载离合器,是高速生产作业中保护设备和人员的重要安全措施。
基本配置:配页机组装置,按需要可联接多站式配页机;自动剔除装置,每站配页机都配备光电检测装置,可自动检测多帖和缺帖;配页独立出书装置,配页机组尾部配有独立出书台,胶订包本装置与配页装置可联动使用,也可按需单独使用;进本传送振动闯齐装置;书夹装置;铣背打磨精铣打槽毛刷装置,并可上下升降,按需进行无线或有线胶订;热熔书背胶装置,带有上背胶长度和胶斗温度控制功能;电噴式或普通热熔侧边胶装置;上纱布装置;自动封面台;风泵;收书输送机;电气控制箱;胶订冷却输送带;全自动三面切书机。
Muller Martini(马天尼)大型平装胶订联动机最大包本尺寸:450mm~510mmx305mm,最小包本尺寸:140mmx100mm;包本厚度:3mm~70mm;机械速度:18000本/小时。
胶订包本机加工锁线装毛书
胶订包本机加工锁线装毛书画册和地图册的接版、通版设计很多,单纯地使用胶订的加工方法,经铣背后接版、通版的画面损失较大,翻阅比较困难。
而单纯地使用锁线订的加工方法,接版、通版的画面均无损失,翻阅效果也不错,但之后的粘卡和手工包本,既费时费力又不能确保外形的美观、一致。
所以,我们想到了使用胶订包本机给锁线加工后的毛书上封面,而且实际效果也非常好,现将具体做法和应注意的环节介绍如下。
1.将锁线压平后的毛书浆背后码放,应注意锁线加工时线必须拉紧,否则成册后内页容易往外窜。
2.将胶订包本机上的铣背、开槽台下降,使其接触不到书背。
3.胶订包本机的胶锅温度定在略低于正常胶订时的使用温度(约为20℃左右),目的是使热熔胶黏稠一些,以增加胶层厚度。
热熔胶的特性是温度高则胶液稀、胶层薄,温度低则胶液稠、胶层厚。
4.将定量为70g/m2左右的胶版纸裁切成长度与毛书相等,宽度略宽于毛书厚度的长条备用。
过版纸也可以。
5.毛书上胶订包本机,但不经过铣背、开槽直接到胶轮上胶,在包本位置将事先裁切好的胶版纸手工续入,并黏结到毛书的书背上。
此加工要求书背平整,胶层厚实、均匀,书帖间的沟隙填实、填平,否则最后裁切后的成品会出现黑洞。
6.将干燥成型后的毛书撕去未黏结部分的胶版纸余边,准备上封面。
7.将胶锅温度调到略高于正常胶订时的使用温度,约高出10℃左右,以使胶液稀些,胶层薄些,并将裁切好的封面上机待用。
8.按照正常的胶订包本操作规程,上过一次胶的毛书经过胶轮后包上封面。
9.三面裁切后包装出厂。
至此,锁线装订的毛书用胶订包本机上封面的加工作业完毕。
但需要注意的一点,如果是先包白卡纸后上活套封面,第一次上胶的方式不变,白卡纸必须压痕线,第二次上胶时胶层应稍厚些。
总的原则是封面材料越厚,胶层也应越厚。
另外,第一次上胶后剔除的有空洞(空胶)的毛书,必须在上封面前修复,具体方法是升高平订烫背机的烫板温度,将适量的空胶毛书推进去压孔,从毛书书背的齐边面观察热熔胶的熔化情况,看到胶化开后及时取出,干燥成型后即可。
机械原理课程设计任务书(书本打包机)
兰州理工大学技术工程学院COLLEGE OF TECHNOLOGY AND ENGINEERING . LUT课程设计任务书归属课程:机械原理姓名学号专业班级指导教师工学一部机械教研室二零一一年六月一、课程设计题目书本打包机二、工作原理设计书本打包机,在连续生产线上实现自动送书,用牛皮纸将一摞(5本)书包成一包,并在两端贴好标签,如图1所示。
图1 书本打包机的功用三、设计数据及要求书摞的包、封过程的工艺顺序及各工位布置分别如图2、图3所示。
图2 包、封工艺顺序图3 包、封工位布置(俯视图)(1)送书,横向送一摞书进入流水线。
(2)推书,纵向推一摞书前进到工位a,使它与工位b~g上的六摞书贴紧在一起。
(3)送纸,包装牛皮纸使用整卷筒纸,由上向下送够长度后裁切。
(4)继续推书前进到工位b。
在工位b书摞上下方设置有挡板,以挡住书摞上、下方的包装纸,所以书摞被推到工位b时实现三面包装,这一工序共推动a~g的七摞书。
(5)推书机构回程,折纸机构动作,先折侧边将纸包成筒状,再折两端上、下边。
(6)继续折前角,将包装纸折成如图2实线所示位置的形状。
(7)再次推书前进折后角,推书机构又进到下一循环的工序4,此时将工位b上的书推到工位c。
在此过程中,利用工位c两端设置的挡板实现折后角。
(8)在实现上一步工序的同时,工位c的书被推至工位d。
(9)在工位d向两端涂浆糊。
(10)在工位e贴封签。
(11)在工位f、g用电热器把浆糊烘干。
(12)在工位h,人工将包封好的书摞取下。
图4所示为由总体设计规定的各部分的相对位置和有关尺寸。
其中,,O为机器主轴的位置,A为机器中机构的最大允许长度,B为最大允许高度, y0为工作台面距主轴的高度,(x,y)为主轴的位置坐标,(x1,y1 )为纸卷的位置坐标。
书本打包机具体技术要求为: 1、机构的尺寸范围总机尺寸:A=2000mm ,B=1600mm 。
工作台面位置: y 0=400mm 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
文献综述
电气工程及自动化
胶订包本机装置的设计
摘要:在改革开放以来,印刷业发展迅速,并且随着市场经济的发展,印刷业还将继续保持
增长的趋势,我国印刷与印后装订市场更加细化,在印后加工领域,胶订包本机的市场扩大,
中国市场的持续稳定发展是毋庸置疑的。
关键词:胶订包本机;PLC;可控制方案;现状;发展
1 前言
在改革开放以来,印刷业发展迅速,并且随着市场经济的发展,印刷业还将继续保持增
长的趋势。与此同时,包本机的需求量也将伴随印刷业的发展保持较快的增长。这就需要我
们提高包本机的自动化程度,具有先进的微机及屏幕直接显示的自动控制系统,适合储存极
复杂的程序,并具有简单的编程方法,多层次的人机对话系统,还可配备完善的附加设备。
从而来适应包本机的发展,行业的需求。
2 实现方案的讨论、以及胶订包本机的现状、发展
2.1胶订包本机的现状及发展
改革开放三十多年后的今天,书刊装订业已摆脱了笨重落后的手工操作基上实现了机械
化、自动化操作。目前, 我国是世界上装订方式最多的国家(共有13种装法),是世界上装订
从业人数最多的国家(占我国印刷从业人数1/3 左右),是世界上装订标准最完善的国家(共
有5项国家级标准),是世界上装订书刊数量最多的国家(每年书刊装订70多亿册,本册80亿
册左右,不含特殊装法和部分海外加工数量)[1]。
今天,随着胶订机械市场的日新月异,以及本册的种类纷杂繁多,印刷企业对胶订包本
机的要求也随之不断提高。就国内的市场而言,从市场经济的角度考虑,客户对所购包本机
的工作效率要求也有所改变。市场要求厂商可以尽快的交货而导致绝大多数中小型印刷企业
重视交货期大于包本机的价格。因为一个有远见的企业是不会做出因为成本因数而丢失新客
户甚至是老客户的决策。时间就是金钱已经刻到每个经营者的脑海里,所以现在的胶订设备
厂商的焦点是在于能不能制造出适合于新的市场需求且有竞争力的包本机。
从这几年的调查数据来看,国产设备的市场占有率呈现逐年递增的态势,于2009年调查
2
国产设备市场占有率上升到了65.8%,而国产设备的新增装机量的占比也逐年提高。2009年的
调查达到了87.3%的份额,在新增的158条装机量中,有138条来自于国产设备,进口设备仅占
20条,进口设备主要以中高端设备为主,引进成本较高,中小型印刷企业只能望而却步。此
外,国产设备在成本低、投资回报率高的同时,还有服务周到的优势,随着其质量的不断提
高,逐渐受到印刷企业的青睐[2]。
随着我国进入WTO,国内包本机市场将逐步开放,国产包本机将无可避免地面临激烈竞争。
过去国外先进包本机虽然功能先进,但价格高。所以,只走进了资金雄厚的大型印刷厂,用
户主要是国有大中型企业,总体数量也不是很多。但近几年,随着国有市场的改制,私有印
刷企业的崛起,印刷与印后装订市场更加细化,在印后加工领域,胶订包本机的市场扩大,
中国市场的持续稳定发展是毋庸置疑的[3]。
2.2 胶订包本机的装置的可控制实现方案
对于包本机的控制方法有三种。即单片机控制[4]、工控机控制、PLC控制方式[5]。
单片机控制方式的优点是大量工作由计算机完成,节省劳动力,减少劳动强度。缺点是
编程复杂,维护、校正程序无法在现场完成[6]。
工控机控制的优点是可靠性高、可维护性、抗干扰能力强。缺点是稳定性不非常理想、
对操作者、维护维修人员有较高的技术要求、相对整体成本高。
PLC控制方式优点是电气控制设备制造简单、运行可靠、维修方便、编程简单、可现场修
改程序[7]。
2.3 实现方案的选择
由于可编程控制器控制技术电气结构简单、功能完备、可靠性好,所以本设计的电气控
制系统采用PLC控制技术。
PLC是以微处理器为核心[8],综合了计算机技术、自动化控制技术和通信技术发展起来的
一种工业自动控制装置,它具有可靠性高、体积小、功能强、程序设计简单、灵活运用、维
护方便等一系列的优点[9],因而在冶金、能源、化工、交通、电力等领域中有着广泛的应用,
成为现代工业控制的三大支柱(PLC、机器人和CAD/CAM)之一[10]。
PLC的硬件主要有中央处理器(CPU)、存储器、输入单元、输出单元、通信接口、扩展单
元接口、电源、和其他接口电路等部分组成[11]。下图1为PLC基本结构框图。
3
用户程序存储器
系统程序存储器
中央处理单元
输出单元输入
单元
电源
编程器
按钮
行程开关
接触器电圈
指示灯
PLC
图1 PLC基本结构框图
其中CPU是PLC的核心,输入单元与输出单元是连接现场输入、输出设备与CPU之间接
口电路,通信接口用于与编程器,上位计算机等外设连接。
3总结
胶订一本高质量的书看似简单,其实并非如此,无论投芯、铣背、划槽、刷背侧胶及匀
胶、上封皮、压痕、包书成型、收书、各光电监控系统、电气控制系统、各机械诸多的部件、
热熔胶的各项技术指标、使用温度、工作环境等等,无论哪个环节都得调整到最佳状态,只
有这些环节都满足校订工艺要求了,那么胶订一本高质量的书才会变成现实。
参考文献
[1]王淮珠.书刊装订技术30年的变迁[J].印刷技术.2008.7:29~31
[2]郑爱玲.2008平装胶订联动线装机量调查[J].世界纪实.2008.11:34~40
[3]郑爱玲.2009 平装胶订联动线装机量调查[J].世界纪实.2009.12:16~22
[4]孙焕铭,赵会成,王金.51单片机C程序应用实例详解[M].北京:北京航空航天大学出版
社.2011.3:1-26
[5]秦长海,董昭.可编程控制器原理与应用技术[M].北京:北京邮电大学出版社.2009.6
[6]李萍.51单片机C语言及汇编语言实用程序设计[M].北京:中国电力出版社2010.6.3-20
[7]张鹤鸣,刘耀元,张辉先.等可编程控制器原理及其应用教程.北京:北京大学出版社
[M].2011.3
[8]Jiri Kocian,Stepan Ozana,and Jiri Koziorek.Fuzzy Knowledge Adaptation Mechanism for PID
4
Controllers Implemented in PLC S7-300/400[J].Heidelberg: Verlag Berlin
Heidelberg.2012.133:481–489.
[9]Mehdi Yahyaei & J. E. Jam & R. Hosnavi.Controlling the navigation of automatic guided vehicle
(AGV) using integrated fuzzy logic controller with programmable logic controller
(IFLPLC)—stage 1[J]Int J Adv Manuf Technol .2010. 47:795–807
[10]郁汉琪等,电气控制与可编程序控制器[M].南京:东南大学出版社.2010.7.
[11]王辉,张亚妮,徐江伟等.欧姆龙系列PLC原理及应用.北京:人民邮电出版社[M.2009.6