超高压水射流切割及其应用.
高压水射流加工技术及其应用研究
高压水射流加工技术及其应用研究随着现代制造业的飞速发展,各种加工技术也在不断发展和提升。
而高压水射流加工技术则是近年来备受关注的一种新型加工方法。
高压水射流加工技术是指利用高压水指向性喷射而在工件表面上进行加工的一种技术。
这种技术由于具有全方位的高效加工优势,因此在石化、航空航天、汽车制造等众多领域得到了广泛应用。
高压水射流加工技术的原理高压水射流加工技术的基本原理是采用高能量密度的水射流,对工件表面进行加工,导致其物理和化学变化,最终实现加工的目的。
高压水射流加工技术的主要特点是高速、高温和高压,这种特性的加工方式可以快速解决加工中最困难的问题,同时不会造成过多的粉尘和削屑,确保加工过程的环保。
高压水射流加工技术的优势高压水射流加工技术具有很多优势,比如:1.灵活性强:高压水射流加工技术可以进行多种形状和大小的工件加工,满足不同需求。
2.准确性高:高压水射流加工技术能够制造出各种形状、大小和高度的零部件,并且可以实现对零部件的精确度。
3.可靠性好:高压水射流加工技术所使用的水是可再生的,可以节省成本,同时也非常安全,不易燃。
4.绿色环保:高压水射流加工技术所产生的废料很少,并且不会产生二次污染,符合现代制造业的绿色环保要求。
高压水射流加工技术的应用高压水射流加工技术的应用十分广泛。
比如:1.冶金行业:高压水射流加工技术可以用于加工不易切割的大型模具、零件和薄壁管,大大提高了冶金行业的工作效率。
2. 食品行业:高压水射流加工技术也可以应用到食品行业,例如对生鱼进行去鳞处理时就可以使用水射流加工技术。
3. 航空航天行业:高压水射流加工技术可以用于制造航空航天零部件,比如飞机表面的防腐保护以及飞机发动机的冷却。
4. 医药行业:高压水射流加工技术可以用于医药行业中的微型零件制造和生物实验中的基质制备。
总结高压水射流加工技术作为一种新型的加工方法,具有很多优势,并且应用范围广泛。
这种技术的发展对于现代制造业的发展起到了积极的作用。
《专业型文档》水切割原理及应用.doc

水射流切割的原理与特点1、水射流加工技术起源“水滴石穿”体现了在人们眼中秉性柔弱的水本身潜在的威力,然而,作为一项独立而完整的加工技术,高压水射流(wj)、磨料水射流(awj)的产生却是最近三十年的事,利用高压水为人们的生产服务始于十九世纪七十年代左右,用来开采金矿,剥落树皮,直到二战期间,飞机运行中“雨蚀”使雷达舱破坏这一现象启发了人们思维。
直到本世纪五十年代,高压水射流切割的可能性才源于苏联,但第一项切割技术专利却在美国产生,即1968年由美国密苏里大学林学教授诺曼·弗兰兹博士获得。
在最近十多年里,水射流(wj、awj)切割技术和设备有了长足进步,其应用遍及工业生产和人们生活各个方面。
许多大学、公司和工厂竞相研究开发,新思维、新理论、新技术不断涌现,形成了一种你追我赶的势头。
目前已有3000多套水射流切割设备在数十个国家几十个行业应用,尤其是在航空航天、舰船、军工、核能等高、尖、难技术上更显优势。
已可切割500余种材料,其设备年增长率超过20%。
2.高压水射流加工系统构成与增压原理高压水射流基本原理归之为:运用液体增压原理,通过特定的装置(增压口或高压泵),将动力源(电动机)的机械能转换成压力能,具有巨大压力能的水在通过小孔喷嘴(又一换能装置),再将压力能转变成动能,从而形成高速射流(wj)。
因而又常叫高速水射流。
高压水射流系统见图1,主要由增压系统、供水系统、增压恒压系统、喷嘴管路系统、数控工作台系统、集水系统及水循环处理系统等构成。
油压系统低压油(10~30mpa)推动大活塞往复来回移动,其方向由换向阀自动控制。
供水系统先对水进行净化处理,并加入防锈添加剂等,然后由供水泵打出低压水从单向阀进入高压缸。
增压恒压系统包括增压器和蓄能器两部分,增压器获得高压原理如图2所示,即利用大活塞与小活塞面积之差来实现,理论上:a大·p油=a小·p水, p出水=a大/a小·p油, 增压比即大活塞与小活塞面积之比,通常为10:1~25:1,由此,增压器输出高压水压力可达100mpa~750mpa。
连金刚石都能轻易切开的刀刃——超高压水刀

连金刚石都能轻易切开的刀刃——超高压水刀“绳锯木断,水滴石穿” ,古人很早就发现了柔弱的水也能变得刚强。
我们都知道水滴之所以能穿透石头,是因为水滴具有较高的速度;那么,如果我们把水滴换成极细的水流,并给它极高的速度,不就变成非常锋利的刀子了吗?科学家们根据这个原理,发明出了界上最锋利的刀刃——超高压水刀。
超高压水刀,顾名思义,利用一系列加压泵把水加压到300MPa ~ 500MPa压力,然后再通过内孔直径约0.05毫米的喷嘴喷射出来,形成速度约为800 ~ 1000米/秒的高速射流,射流具有很高的能量,能切割任意柔软的物体,如果再加入磨料,就能切割高硬度的钢材,甚至金刚石也能轻易切开!超高压水刀与其它切割设备如传统铣床车床、激光刀、钼丝切割有明显不同,它是冷切割,切割时产生的热量会立马被水流带走;而不像这些热切割,高温会产有害物质。
目前超高压水刀最高的切割压力可达到600MPa,国内的商业水切割设备一般运行压力在200MPa ~ 400MPa左右,最高达到了420MPa。
超高压水刀设计难点超高压水刀工作的基本原理可以说非常简单,就是把水加压从喷头喷出;但是,想要实现这个目的,过程极为复杂。
制造超高压水刀需要特殊的材料,和复杂的工程设计。
首先,因为水压极大,那么对于管道等密封设备而言,无论密封性能多么好,纯水总会使它们磨损而渗漏。
为了解决这个问题,水刀用水就要加入5%的可溶性乳化油,提高密封效果。
对于高压泵,也要加入一些油液提高其密封性能。
有些水还加入了一些长链聚合物,如聚乙烯氧化物,增加水的“黏度”,使喷出的水流具有更高的聚集度。
水刀的喷嘴是用硬质合金、蓝宝石等材料做成的,喷口直径仅0.05毫米,而且孔内壁光滑平整,能承受1700兆帕的压力。
为了增加切割能力,超高压水刀的水还会加入磨料。
但是,磨料不能在高压水管路中添加,因为这样很容易将管路磨穿,因此磨料是在喷嘴处与水混合的。
超高压水刀制造难点远不止这些,笔者也就不一一举例了。
高压水射流切割技术综述
‘_ l■ 口
高压 水 射 流切 割技 术综 述
达 明艳
( 南京师范大学电 自学院 江苏 南京 2 0 9 ) 1 0 7
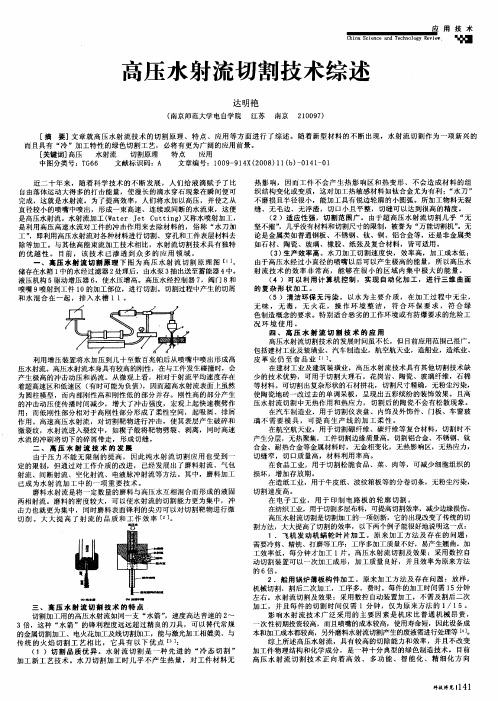
[ 摘 要] 章就 高压 水射 流技术 的切割 原理 、特 点 、应用 等方 面进 行 了综述 。 随着 新 型材 料的 不断 出现 ,水射 流切 割作为 一项 新兴 的 文 而 且具有 “ ”加工特性 的绿色切割 工艺 ,必将有 更为广 阔的应用前 景 冷 [ 关键 词] 高压 水射 流 切割原理 特点 应用 中图分类 号:T 6 G6 文献标 识码:A 文 章编 号:1 0 — 1 X( 0 8 ( ) 01 卜 0 0 9 9 4 2 0 )1 b 一 4 l l
一
、
利用 增压装置将水加压 到几十至数 百兆帕后从喷 嘴中喷 出形成 高 压水射流。高压水射流本身具有较高的刚性 ,在与工件发生碰撞时,会 产生极高的冲击动压 和涡流 。从 微观上看 ,相 对于射流平均速 度存在 着超高速 区和低速区 ( 时可 能为 负值 ) 有 ,因而超高水射流表面上虽然 为圆柱模型 ,而 内部刚性高和刚性低 的部分并存 。刚性 高的部分产 生 的冲 击动压使传播时 间减少,增 大 了冲击 强度 ,宏观上起 快速楔劈作 用 ;而低刚性部分相对 于高刚性部分形 成 了柔性 空间,起 吸屑、排屑 作用 。高速高压水射流 ,对切割靶物进 行冲击 ,使其表层产 生破 碎和 微裂纹 ,水射流进入裂 纹中,如楔 子般 将靶物劈 裂、剥离 ,同时高速 水流 的冲刷将切 下的碎屑带走 ,形成 切缝 。 二 、 高 压 水 射 流 技 术 的 发 展 由于 压力 不能无 限制 的提 高 ,因此 纯水 射流 切割 应用 也受 到一 定 的限制 ,但 通过对工 作介 质的改进 , 已经发展 出了磨料射流 、气包 射流 、间断射 流 、空化射流 、 电液脉冲射 流等方法 。其 中,磨料 加工 已成 为水 射流 加工 中 的一项 重要 技术 磨料水射流 是将 一定数量 的磨 料与高压水互 相混合而形成 的液 固 两相射流 。磨 料的密度较大 ,可 以使水射 流的切割 能力更为集 中,冲 击力也就更 为集 中, 同时磨料表面锋利 的尖刃可 以对切 割靶物进行微 切 削 。大 大 提 高 了射 流 的 品质 和 工 作 效率 [ ] 2。
高压水射流切割技术

高压水射流切割技术一、高压水射流加工简介近二十年来,随着科学技术的不断发展,人们不断的发掘着自然界中有益的现象并加以改造为人类服务。
为了提高效率,【1】人们将水加以高压,并使之从直径较小的喷嘴中喷出,形成一束高速、连续或间断的水流束,这便是高压水射流。
水射流加工(water Jet Cutting)又称水喷射加工,是利用高压高速水流对工件的冲击作用来去除材料的,俗称“水刀加工”,即利用高压水射流对各种材料进行切割、穿孔和工件表层材料去除等加工【1】。
与其他高能束流加工技术相比,水射流切割技术具有独特的优越性。
高压水射流切割法是一种新型的切割方法,可以切割用其他切割方法无法加工的材料,应用范围涵盖各种金属及非金属材料。
在切割过程中不会使被切割材料产生热影响区,切口边缘的材质不发生变化,这种切割方法的精度较高,适用于加工尺寸精度要求高的零部件。
高压水射流切割因其独特的优点而在切割领域占有重要地位,在矿业、土木工程、建筑业以及航空航天业中的应用日益广泛,应用前景良好。
二、高压水射流切割原理①高压水射流切割示意图1-水箱 2-过滤器 3-水泵 4-蓄能器 5-液压系统6-增压器 7-控制器 8-阀门 9-喷嘴 10-工件 11-水槽【2】高压水射流切割是利用水或水中加添加剂的液体,经水泵至增压器,再经贮液蓄能器使高压液体流动平稳,最后由人造蓝宝石喷嘴形成300-900m/s(约为音速的1-3倍)的高速液体束流,喷射到工件表面,从而达到去除材料的加工目的。
高速液体束流的能量密度可达102W/mm2,流量为7.5L/min【2】。
储存在水箱中的水经过滤器处理后,由水泵抽出送至蓄能器中。
液压系统驱动增压器,使水压增高。
高压水经控制器、阀门和喷嘴喷射到工件的加工部位进行切割。
切割过程中产生的切屑和水混合在一起,排入水槽。
【3】利用增压装置将水加压到几十至数百兆帕后从喷嘴中喷出形成高压水射流。
高压水射流本身具有较高的刚性,在与工件发生碰撞时,会产生极高的冲击动压和涡流。
水射流切割
水切割最初发现并应用在采矿业。由于高 速喷出的水流受阻于煤层,速度骤然下降, 瞬间会产生足够大的冲击力,使煤层出现 脆性断裂,完成采煤作业。。受此启发, 前苏联科学家开发出高压水喷流切割技术, 而美国公司取得了此项技术的专利权,使 之商品化。
如今将普通的水经过超高压发生器多级增 压后所产生的高能量(水压高达几十甚至几 百MPa)水流,再通过一个极细的硬喷嘴(如 红宝石喷嘴),以高速度喷射切割,这种切 割方式称为超高压水切割。由于纯水切割 的局限性(主要是切割穿透力弱),工程 师们将砂料与高压水混流以增强其切割能 力,此种高速度的加砂水切割几乎可切割 任何材质。因此称磨料水切割。
二是切割可燃性材料如钢板塑料布料聚氨酯木材皮革橡胶等以往的热切割也可以加工这些材料但容易产生燃烧区和毛刺但水切割加工不会产生燃烧区和毛刺被切割材料的物理机械性能不发生改变
水射流切割
水射流切割介绍
水射流切割又称水刀、水射流,是将超高压水 射流发生器与二维数控加工平台组合而成的一 种平面切割机床。它将水流的压力提升到足够 高(200MPa以上),使水流具有极大的动能, 可以穿透化纤、木材、皮革、橡胶等,在高速 水流中混合一定比例的磨料,则可以穿透几乎 所有坚硬材料如陶瓷、石材、玻璃、金属、合 金等。在二维数控加工平台的引导下,在材料 的任意位置开始加工或结束加工,按设定的轨 迹以适当的速度移动,实现任意图形的平面切 割加工。
水切割的形式和水切割机床的构成:
水切割的形式从水质上分,有纯水切割和 加磨料切割;从加压方式上分,有液压加 压和机械加压;从机床结构上分,有龙门 式结构和悬臂式结构。 一套完整的水切割设备由超高压系统、水 刀切割头装置、水刀切割平台、CNC控制器 及CAD/CAM切割软件等组成
高压水射流在煤炭开采中的作用
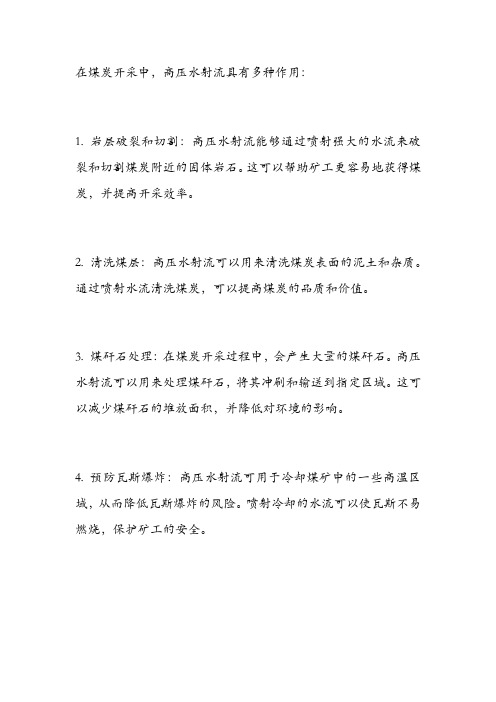
在煤炭开采中,高压水射流具有多种作用:
1. 岩层破裂和切割:高压水射流能够通过喷射强大的水流来破裂和切割煤炭附近的固体岩石。
这可以帮助矿工更容易地获得煤炭,并提高开采效率。
2. 清洗煤层:高压水射流可以用来清洗煤炭表面的泥土和杂质。
通过喷射水流清洗煤炭,可以提高煤炭的品质和价值。
3. 煤矸石处理:在煤炭开采过程中,会产生大量的煤矸石。
高压水射流可以用来处理煤矸石,将其冲刷和输送到指定区域。
这可以减少煤矸石的堆放面积,并降低对环境的影响。
4. 预防瓦斯爆炸:高压水射流可用于冷却煤矿中的一些高温区域,从而降低瓦斯爆炸的风险。
喷射冷却的水流可以使瓦斯不易燃烧,保护矿工的安全。
总的来说,高压水射流在煤炭开采中起到了破岩、清洗、处理煤矸石和保护安全等多种作用。
这种技术的应用可以提高开采效率、改善煤炭品质,并减少对环境和人员的影响。
水射流切割

水射流切割
平面切割机床
01 简介
03 优点 05 设备比较
目录
02 特点 04 形式和构成 06 金属加工比较
07 冷热技术比较
目录
08 原理
09 特性和优点
010 精度
011 最大厚度
水射流切割是将超高压水射流发生器与二维数控加工平台组合而成的一种平面切割机床。它将水流的压力提 升到足够高(200MPa以上),使水流具有极大的动能,可以穿透化纤、木材、皮革、橡胶等,在高速水流中混合 一定比例的磨料,则可以穿透几乎所有坚硬材料如陶瓷、石材、玻璃、金属、合金等。在二维数控加工平台的引 导下,在材料的任意位置开始加工或结束加工,按设定的轨迹以适当的速度移动,实现任意图形的平面切割加工。
金属加工比较
对金属的加工,线切割有更高的精度,但速度很慢,有时需要用其它方法另外穿孔、穿丝才能进行切割,而 且切割尺寸受到很大局限,水切割可以对任何材料打孔、切割,切割速度快,加工尺寸灵活。
冷热技术比较
等离子切割有明显的热效应,精度低,切割表面不容易再进行二次加工。水切割属于冷态切割,无热变形,切 割面质量好,无须二次加工,如需要也很容易进行二次加工。
精度
严格来讲,数控水刀虽然比火焰、等离子切割机床可以更精确的切割,但还不是精密加工机床,应该不能标 注精度。在切割10mm以下的板料时,把切割速度和补偿控制得恰到好处,误差可以做到+-0.1mm。