内衣生产工艺文胸生产工艺设计
绝世好内衣工艺介绍和六大功能

绝世好内衣工艺介绍和六大功能1、无痕工艺:无痕内衣相对于传统缝制内衣而言是一种突破和创新。
无痕内衣分为半无痕和全无痕。
文胸的无痕工艺主要有碗口无痕、碗侧无痕、钢圈无痕、后比无痕和小怑无痕等。
以上几种方式组合而成的内衣属于半无痕内衣。
无痕内衣采用了最新型的制作工艺,使用弹性面料,通过最新型的电子加工技术,例如热压融合、超声波等技术将衣片进行熔接,部分或全部地免去了缝纫针、缝纫线的使用。
无痕内衣的各部位都应用了无痕工艺:(1)后比:是文胸主要的受拉伸部位之一,此部位的弹性及回弹性就非常重要。
(2)鸡心位:鸡心又称中位、心位,是连接两个罩杯的小梯形,一般采用面料和定型纱与胶膜粘合制成,边缘可以用超声波花边机做成个钟花型。
(3)罩杯:两个罩杯内置定型纱与杯型上下融合不需使用针线缝制。
无痕工艺的优点:(1)以粘合代替缝纫,避免缝纫针线的使用,使面料的性能得以更好的体现,避免了缝份与皮肤的额外摩擦造成的不适,着装感觉更加舒适。
(2)贴身无缝,穿着舒适无痕,没有因缝纫带来的痕迹,呵护肌肤,也便于更好地搭配服装。
(3)以粘带缝,简化了服装加工工艺,使加工更加合理、省力。
(4)面料粘合形成优美的外形,结构稳定、造型持久,且环保安全。
2、超声波工艺:使用超声波内衣机融合技术对内衣罩杯进行切边、容边、切边,速度快、定位准确(配红外线定位装置),切边效果柔软、不脱边、不破口,不损伤内衣材料原有的特性,操作时不断波,操作稳定,省人工、效率高。
熔切边效果柔软、不脱丝、不破口、不损伤、不毛边等,对皮肤无刺激,符合环保及人体健康,无压迫感的效果,使其周边平滑有弹性。
3、模杯工艺:按罩杯生产工艺可将文胸分为模杯文胸、夹棉文胸、单层文胸。
绝世好内衣是属于模杯文胸,是将模杯材料和面料经过高温、高压定型而成,罩杯外面覆盖一层热压定型纱,不需要车缝,因而罩杯为一体成型,无分割,其造型更具光滑、圆润的特点,避免了拼接,也避免破缝结构对杯体产生的压力与同类的缝制产品相比,模杯文胸更集中和超强的撑托功能和舒适性。
女性内衣简介介绍

04
女性内衣的穿着与搭 配
内衣的穿着技巧
选择合适的尺码
选择合适尺码的内衣,避 免过紧或过松,确保穿着 舒适且支撑效果良好。
正确穿内衣的方法
将内衣放在正确的位置, 确保肩带和后扣扣在正确 的位置,避免压迫胸部和 背部。
内衣的穿着时机
避免在剧烈运动或睡觉时 穿着内衣,以免对胸部造 成压迫或不适。
内衣与外衣的搭配
内衣的制作工艺
ቤተ መጻሕፍቲ ባይዱ
1 2
裁剪
内衣的裁剪要求非常精细,根据不同款式和尺寸 进行精确的计算和切割,确保每一件内衣都能够 贴合女性的身体线条。
缝制
内衣的缝制要求严谨细致,采用高质量的线材和 缝纫机进行缝制,确保每一处缝线都均匀平直。
3
装饰
内衣的装饰也是制作工艺的一部分,通过添加蕾 丝、刺绣、珠子等装饰元素来提升内衣的美观性 和价值感。
将内衣放在干燥通风的地方晾干,避免阳光直射和潮湿环境,以免引起霉变和变 形。
05
女性内衣的市场与品 牌
内衣的市场现状
内衣市场发展迅速,规模不断扩 大,消费者对内衣的需求日益增
长。
内衣市场产品种类繁多,包括文 胸、内裤、塑身衣、睡衣等,满
足了不同女性的多样化需求。
内衣市场品牌众多,国内外品牌 竞争激烈,市场格局变化快。
女性内衣的设计与制 作
内衣的设计理念
舒适性
女性内衣的设计首要考虑的就是舒适性,确保内衣的贴身穿着不 会给女性带来任何束缚感,有利于女性的日常活动。
美观性
女性内衣的设计也要考虑到美观性,不仅要体现出女性的身体线条 ,还要能提升女性的气质和形象。
功能性
女性内衣的设计还需要考虑到功能性,比如胸垫可以防止胸部下垂 ,腰垫可以收腰塑形等。
内衣工艺流程

内衣工艺流程内衣是人们日常生活中必不可少的衣物之一,其工艺流程的精湛程度直接关系到内衣的舒适度和质量。
下面将介绍内衣的工艺流程,希望能对您有所帮助。
首先,内衣的设计是内衣工艺流程中至关重要的一环。
设计师需要根据时尚潮流和人体工程学原理,结合面料的特性和功能需求,设计出合体、舒适、美观的内衣款式。
设计师要考虑到内衣的功能性,如提供合适的支撑、塑造身体曲线、舒适透气等,同时还要考虑到内衣的美观性,吸引消费者的眼球。
其次,选择合适的面料也是内衣工艺流程中不可或缺的一部分。
面料的选择直接关系到内衣的舒适度和品质。
优质的内衣面料应该具有舒适透气、吸湿排汗、柔软亲肤等特性,同时要有一定的弹性和支撑力,能够塑造出完美的身体曲线。
因此,在内衣工艺流程中,面料的选择至关重要,需要经过精心的筛选和测试。
接下来是裁剪和缝制。
内衣的裁剪和缝制需要经过专业的裁剪师和缝纫工的精湛技艺。
裁剪师需要根据设计图纸,精准地裁剪出各个面料的零部件,确保尺寸合适,不走样。
而缝纫工则需要熟练掌握各种缝纫技巧,确保每一根线、每一处接缝都牢固耐用,不易变形。
这一环节的精细程度直接关系到内衣的品质和使用寿命。
最后是整烫和包装。
整烫是内衣工艺流程中最后一个环节,也是最后一个环节。
整烫工人需要对内衣进行整烫和成型,确保内衣的外观整洁美观。
而包装则需要按照统一的标准,将内衣进行包装,保护好内衣的品质,方便运输和销售。
综上所述,内衣的工艺流程包括设计、面料选择、裁剪缝制、整烫和包装等多个环节,每个环节都需要经过精心的设计和严格的操作,才能保证内衣的品质和舒适度。
希望本文对您有所帮助,谢谢阅读!。
内衣文胸生产工艺流程管理规范

内衣文胸生产工艺流程管理规范英文回答:The management of the production process for lingerie bras involves several key steps to ensure quality and efficiency. Here is a standardized guideline for managing the production process:1. Design and Development:Designing the bra: This involves creating aprototype or sample design based on market research and customer preferences.Material selection: Choosing the right fabric, trims, and accessories that meet quality standards and customer requirements.Pattern making: Developing patterns based on the design, ensuring proper fit and comfort.2. Sourcing and Procurement:Material sourcing: Identifying reliable suppliers for fabrics, trims, and accessories.Negotiating contracts: Establishing agreements with suppliers regarding pricing, delivery schedules, and quality standards.Quality control: Conducting inspections to ensure the received materials meet the specified requirements.3. Production:Cutting: Accurately cutting the fabric based on the approved patterns.Sewing: Assembling the cut fabric pieces using specialized sewing machines and techniques.Finishing: Adding trims, closures, and otherfinishing touches to the completed bras.Quality assurance: Conducting regular inspections during the production process to identify and rectify any defects.4. Packaging and Distribution:Packaging: Properly packaging the finished bras to protect them during transportation and storage.Inventory management: Keeping track of the produced bras and managing stock levels.Distribution: Ensuring timely delivery of the finished products to retailers or customers.5. Quality Control:Inspections: Conducting thorough quality inspections at different stages of production to identify and address any defects or deviations from the specifications.Testing: Performing tests on the finished bras to ensure they meet the required standards for comfort, durability, and safety.6. Continuous Improvement:Feedback analysis: Collecting feedback from customers, retailers, and quality control teams to identify areas for improvement.Process optimization: Implementing changes to streamline the production process, reduce waste, and improve efficiency.Training and development: Providing regular training to employees to enhance their skills and knowledge.中文回答:内衣文胸生产工艺流程管理规范包括以下几个关键步骤,以确保质量和效率。
曼妮芬工艺工序表、文胸工序表、文胸工艺表
曼妮芬⼯艺⼯序表、⽂胸⼯序表、⽂胸⼯艺表⼯序位置图:0001拼⼼/⽐棉三针车623/5⽛120002轧⼼/⽐⾥袋布边三线轧⾻31512/020003折⼼/⽐⾥袋布边5电脑单针18120004下托⾥⾛线电脑单针35120901拼上/下托棉⼈字车 3.512/5⽛120005落棉碗⾻捆条三针车623/5⽛120006收夹盖棉布省*25电脑单针21120007禁盖棉布省*2电脑单针21120008笠盖棉布电脑单针25120009轧棉前幅边三线轧⾻31512/020010前⽿仔⾯/⾥⾛线电脑单针35120011折捆前⽿仔5双针车 3.221120012踏前⽿仔7⼈字车 2.513/5⽛120013点位*4⼿⼯0014碗⾯缩皱双针车 3.218120015笠碗电脑单针21120016禁前幅边⽿位电脑单针21120017钉前幅边4度钉花车 3.5半圈120018鸡⼼⾯/中⾛纱电脑单针35120019夹⼼中5电脑单针18120020开⼼中双针车 3.221120021鸡⼼⾥⾛线电脑单针35120022折捆⼼顶5双针车3.22112周边对齐,距边3mm内⾛线.折⽌⼝,底落纱捆,稍带车缝,前⽿位翻针.⼼顶留4mm 不夹,⾸尾翻针.底落纱捆,花波位翻针且⽌⼝外露的需修剪.针距mm⼯序名称花波位不车,其余边对齐距边3mm内⾛线.下捆位纱与纱对齐边不车,其余边对齐距边3mm内⾛线.省位顺势收尖跟尺⼨要求,不可起窝.⽌⼝拨向⼼位禁线,⾸尾翻针.对顶,前幅及上碗位齐边、夹弯位留⾯⽌⼝8mm,碗中⾻缝对准,上碗位⼼位边盖棉布均容4mm,松紧适宜,距棉边1mm车缝.夹弯位留⽿仔⽌⼝8mm,于棉轧⾻线中车缝,⼼位边翻针.顺碗⾯花波边车缝,交接位翻针.⽌⼝mm ⾐车种系列名:魅影⼈⽣存货名称:10840271线号针数mm/10针缝制要求编号备注: 1.上下丈根、肩带、⽿仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.抚顺碗⾯对顶,距⼼位第⼆个及第四个低波位钉度,钉于棉轧⾻线中.轧贴边,保持原形.碗⾯跟纸样点缩皱位.点位间距边2mm缩皱均匀⾄尺⼨要求,⾸尾翻针.对顶,上碗位齐边、夹弯位留⾯⽌⼝7mm,松紧适宜,距棉边1mm车缝,缩皱位⾸尾对棉碗扼,⼼位边前幅边⾄缩皱边⾯布均容5mm.V底垂直打剪⼝深4mm;后折⽌⼝,底落纱捆,转⾓对中,完成后成V 形.距折边3mm车缝,⾸尾翻针,线迹拉开不滑动.⼊杯垫⼝⼼踏⽐1cm,相踏位散⼝边对齐且翻针(相踏位中对扼).捆碗位有加裁缩量,如裁⽚不裁缩的需放出修掉底⾯落捆条,不可偏边及车缩.保持原形.相并⽆间隙,不可偏边及车缩.底⾯落捆条,不可偏边及车缩.缝制要求⼯序位置图:针距mm⼯序名称⽌⼝mm ⾐车种系列名:魅影⼈⽣存货名称:10840271线号针数mm/10针缝制要求编号备注: 1.上下丈根、肩带、⽿仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.缝制要求⼯序位置图:针距mm⼯序名称⽌⼝mm ⾐车种系列名:魅影⼈⽣存货名称:10840271线号针数mm/10针缝制要求编号备注: 1.上下丈根、肩带、⽿仔、0/8扣、勾圈有跳码,具体见<设计产品规格书>跳码表.缝制要求。
文胸生产流程工序图解
文胸生产流程工序图解75abc内衣批发网为您介绍:1、文胸造型设计(1)文胸造型文胸的造型设计,主要包括罩杯形式、模杯设计及破缝设计。
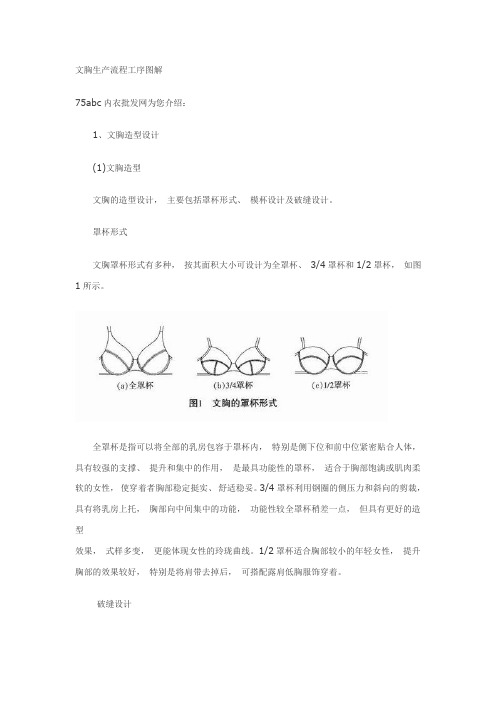
罩杯形式文胸罩杯形式有多种,按其面积大小可设计为全罩杯、3/4罩杯和1/2罩杯,如图1所示。
全罩杯是指可以将全部的乳房包容于罩杯内,特别是侧下位和前中位紧密贴合人体,具有较强的支撑、提升和集中的作用,是最具功能性的罩杯,适合于胸部饱满或肌肉柔软的女性,使穿着者胸部稳定挺实、舒适稳妥。
3/4罩杯利用钢圈的侧压力和斜向的剪裁,具有将乳房上托,胸部向中间集中的功能,功能性较全罩杯稍差一点,但具有更好的造型效果,式样多变,更能体现女性的玲珑曲线。
1/2罩杯适合胸部较小的年轻女性,提升胸部的效果较好,特别是将肩带去掉后,可搭配露肩低胸服饰穿着。
破缝设计文胸罩杯部分是整件文胸最有可能重新设计、变化万千的部分。
按破缝的形式主要有以下几种结构类型: 水平的上下杯、左右杯、T 字破骨( 破缝) ;斜型的上下杯、左右杯、T字破骨;以及单褶杯等,如图2所示。
罩杯破缝的重新设计仅仅是简单的省道转移——画出新的破缝(经过胸点)叠合上下的胸省。
虽然文胸原型的罩杯部分采用的是垂直破缝,但文胸的成品中很少真正用到这种结构,水平或斜型的罩杯破缝更适合文胸的设计,它们能提供更好的支撑和托起作用,并在外衣之下塑造更加赏心悦目的外观。
模杯设计文胸模杯分无缝模杯、夹棉围文胸及单层文胸。
无缝模杯的成型采用特殊的热定形设备,用适当的纤维如聚酰胺纤维和合成弹性纤维制成各种海绵罩杯。
若透明的或是肉色的轻薄织物与无缝模杯一起经过热压定形能形成相当于“隐形文胸” 的产品。
更具无痕效果的文胸是高科技全硅胶材质的文胸,该文胸的功能向胸贴的变形改进,不仅为胸部塑型增量,而且触感与胸部自然肌理的质感神似,行动时有自然晃动的神韵,克服了传统胸衣的生硬感,尤其适合于露背、露胸礼服打底穿着。
夹棉围文胸先要将蓬松棉热压成一定厚度,黏压在两层针织面料之间,通过罩杯裁剪上的变化和下缘钢圈的固定将棉罩杯缝制成型,再与其他部件连接。
无缝内衣织造工艺设计
无缝内衣织造工艺设计孙玉芳;孙莉【摘要】The weaving technological process of seamless underwear was analyzed based on the selection of weaving equipment and yarn. The specification design, fabric pattern design, the weaving technology sheet design and analysis of constructional function were elaborated. It provides a useful reference for seamless underwear production technology.%从无缝内衣的织造设备和纱线选择出发,分析了无缝内衣的织造工艺流程,详述了无缝内衣的规格设计、织物组织纹样设计、织造工艺单设计和组织结构功能分析,以供实际生产参考。
【期刊名称】《纺织科技进展》【年(卷),期】2012(000)004【总页数】4页(P43-46)【关键词】无缝内衣;织造工艺;组织结构;织造程序【作者】孙玉芳;孙莉【作者单位】安徽工程大学纺织服装学院,安徽芜湖241000;安徽工程大学纺织服装学院,安徽芜湖241000【正文语种】中文【中图分类】TS184.5无缝内衣是采用专用的无缝内衣针织机生产的一次成型内衣,它运用无缝加工技术,从纱线到内衣,使颈、腰、臀等部位无需接缝,集舒适、体贴、时尚、变化于一身,其生产技术是二十一世纪针织行业的一项重大突破。
从无缝内衣针织机上直接编织下来的圆筒形产品已经具有许多成品的特征,诸如尺寸已到位、已装有弹性腰带、有裁剪标记线、扎口等[1]。
无缝内衣的服装款式、花型设计简单,上机操作方便,可以直接将纱线织造成成衣,不仅节省了劳动成本,缩短了产品的加工工艺流程,同时也能较好控制纱线和布匹的库存量,减少机台数。
内衣企业的文胸设计操作方式及其存在问题
现象 , 本文通过对南方 内衣企业 的
实地调 研 、 习 , 绍 了 目前 中小 学 介 型 内衣企业 的设计 、 生产 方面的操
从 文胸风格来看 , 内衣产 南方 品讲 究样 式开放 、 型立 体 、 造 色彩 繁 多 、 工细腻 ; 做 面料 的选取 多为 丝绸 、 丝花边 、 缎 等上乘 考究 蕾 锦
发挥 的空 间也 比成衣少 得 多 。因
东、 上海最突 出。 相对而言 , 北方 内
衣企业较 少 , 北方市场 内衣 品种 多
来 自南 方 。
文胸 ,作 为女性的贴体服装 ,
不仅要 满足 女性胸 部 独特造 型的 需求 ,在设 计 时还要 具有 普通 服 装应有 的时尚感 ,它集 人体美 学 、 人 体工 程 学 、 构 力 学 、 料 学 、 结 材 心理 学 、人体解 剖学 等诸 多学 科
抄袭型
紧带 缝制 、下胸围松紧带缝制 、 钉
缝 肩带 、上后 背 钩扣 、钉 装饰 花
这种 做法不光彩 , 但在 中小 型 内衣企业 中用得还不少 , 尤其是那 些生产中低档品牌 的内衣企业 。 设
b 对设计师 的要求 .
作 为内衣设计 师 , 必须 了解并
掌握人 体躯 干各 部位 的详 细 尺寸
材料 。 1 文胸消费观念 . 2
大 的差异 ,但是 内衣 作为 人体 的 第 二皮肤 ,在设 计上 会更 加侧 重 产 品 良好 的合体 性 ,在功 能方 面
也 有更 多 的关 注 。要 求设 计师 必
作流 程 , 出其 存在 的 问题 , 指 并针
对这些问题提出 了整改意见。
丝 、 罩 杯 与 中 心 连 接 、 制 左 两 缝 右 护 翼( 俗称 大 、 比 )上 胸 围松 小 、
TOP2无缝内衣机工作原理
中间片三角的进出
选针三角12、13
当退圈三角、集圈三 角、及中间片三角11 均退出工作时,选针 三角可实现三功位选 针。
降针三角的进出
• 导纱器 8个导纱器根据需要进入工作。 通常导纱器1、2穿地纱; 导纱器3穿橡筋纱; 导纱器4-8穿主纱和花色纱。
剪线的剪刀
开针钩和针舌探针
针舌探针
线夹
例:单面无缝三角短裤的编织 (1)裤腰:
采用与平针双层袜口或衬垫双层袜口类似的编织方法,加入 橡筋线进行编织。 (2)裤身: • 裤身一般采用两根纱线编织,地纱为锦纶弹力丝或锦纶/氨 纶包覆纱。 裤身的结构:织物结构可以是添纱、集圈、浮 线,提花等组织。 (3)裤档: 所用原料与结构与裤身相同(阴影部分地纱编织平针)。 (4)结束段
二、TOP2无缝内衣针织圆机工作原理
(一)编织机件 1、织针:图⑴ 织针针踵——长踵、短踵 2.中间片:如图⑷所示。 起传递运动的作用 3、提花片:如图⑸所示。 提花片排列:呈“/”(步步高)排列。 每片留一齿,与16级选针刀相对应。 配置:针筒的针槽中,自上而下插有织
针、中间片和提花片。
选针片” 排列
中间片三角、降针三角在 位置,集圈三角、 退圈三角不工作
(二)浮线组织 分类:平针浮线组织、添纱浮线组织
原理:第一及第二选针系统均未选中--浮线 第一及第二选针系统均选中--平针或添纱线圈
• 常用的假罗纹有 + 、 + 、 + 等结构, 前面一个数字代表在一个循环中参加编织的针 数,后面一个数字代表不编织的织针数。
送纱器
送纱器
三、无缝内衣织物组织的编织
(一)浮线添纱组织(架空添纱)
--第一选 针器选中 --第二选 针器选中
集圈三角、退圈三角、中间片三角、降 针三角都在 位置
内衣贴胶工艺
内衣贴胶工艺
内衣贴胶工艺是一种将内衣的各个部位用胶水粘合的技术。
这种工艺的好处在于可以让内衣更加紧密地贴合身体,不易走位,同时也可以增加内衣的透气性和舒适性。
内衣贴胶工艺主要分为两种:一种是采用热熔胶,另一种是采用水溶胶。
热熔胶是一种热塑性胶,通过加热后变成液态,涂在内衣上后冷却凝固,形成牢固的粘合效果。
水溶胶则是一种无毒、环保的胶水,可以在水中溶解,使用起来更加方便。
内衣贴胶工艺的应用范围非常广泛,除了常见的文胸、内裤等内衣外,还可以用于泳衣、运动衫等各种服装。
但需要注意的是,内衣贴胶工艺并不是万能的,对于某些场合或体型较大的人来说,仍需要选择传统的内衣设计。
总的来说,内衣贴胶工艺是内衣设计的一种新趋势,它可以让内衣更加舒适、紧密地贴合身体,提高穿着者的舒适感和自信心。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(一)生产制单
1.尺寸表(表3-4)
表3-4
(二)产品结构组成分析
这一款式为单褶杯基本款式的变化图,罩杯前片与侧片纸样按照款式结构再
次分割,下扒分割位置与前杯纸样的分割处对齐。本款式纸样总共为7片(图
3-23),每片纸样运用的面料参照物料单(表3-5)。
图3-23
表3-5
(三)生产流程分析
本款内裤的结构组成分析,以倒叙的方式展示这一款式的基本生产次序。根
据这一流程分析可以得出,完成这一款式成品所需的工序,并根据款式效果,针
对每道工序选用相应的工艺做法、机械设备,并制订出完整的生产工艺流程以及
质量标准(图3-24)。
图3-24
(四)生产制作步骤
1.裁剪
将工业用毛样按照纸样说明,选择好面料、布纹线按照所需份数,将其裁切
下来,准备缝纫。注意剪口的位置及深度,深度通常为缝份的一半,文胸类不需
要剪口。一般来说,需要剪口的位置是钉唛头的位置、特殊工艺缝制的位置,以
及面与里发对位点的位置。
2.拼缝罩杯棉(图3-25)
图3-25
将罩杯海绵里面朝上,用四点曲折缝线迹拼合,拼缝处上下各有一0.8cm
宽的纱捆(目的是使拼合处圆滑平整、不呲牙)。先拼合前杯、侧杯,再拼合中
缝,完成整个罩杯的拼缝。线迹要求宽窄一致、平整顺畅、无落针、跳针、无断
线、线路拉长不断线(线迹要求参考表3-6)。
表3-6
3.拼缝面罩杯(图3-26)
本文来自国际内衣网 cn.ne365.com
地址:http://cn.ne365.com/news/college/content-14168-2.aspx
本文来自国际内衣网 cn.ne365.com
地址:http://cn.ne365.com/news/college/content-14168-2.aspx
图3-26
(1)拼合前罩杯。将前片罩杯的两片正面相对,大片在下,小片在上,用
平车沿分割处距离边缘0.5cm平缝。
(2)拼合侧罩杯。将侧片罩杯的两片正面相对,大片在下,小片在上,用
平车沿分割处距离边缘0.5cm平缝。
(3)拼合面罩杯。将拼合好的罩杯前片与侧片正面相对,大片在下,小片
在上,用平车沿分割处距离边缘0.5cm平缝。
平车线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线(线迹要求参考
上表3-6)。
4.面杯缉装饰线(图3-27)
图3-27
将面罩杯的三条拼缝的缝份做分缝处理,然后用四点曲折缝平缝,作出面杯
的装饰线。线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线、线路拉长不
断线(线迹要求参考上表3-6)。
5.缝合面杯与里杯(图3-28)
图3-28
将罩杯里杯在上,面杯在下,里杯的正面与面杯的里面相对。沿边缘对齐,
用平车距离里杯(海绵)边缘0.1cm,按照杯边一肩夹一杯底的顺序依次平缝。
完成罩杯面与里的缝合。平车线迹要求宽窄一致、平整顺畅、无落针、跳针、无
断线。面杯罩于里杯之上,要求面杯平服,不紧不松,无拧褶(线迹要求参考上
表3-6)。
6.绱杯边橡筋并修整罩杯(图3-29)
图3-29
(1)将罩杯杯边与花边橡筋重合0.4cm,用三针五线绷缝机搭缝。注意绷
缝线迹要刚好盖住杯边边缘。线迹要求宽窄一致、平整顺畅、无断线、无缩皱、
线路拉长不断线(线迹要求参考上表3-6)。
(2)用四线包缝机将罩杯杯底、肩夹包缝,每10cm中可以缩0.3cm,并将
面杯多余的面料切除。线迹要求宽窄一致、平整顺畅、无断线、线路拉长不断线
(线迹要求参考上表3-6)。
至此,罩杯的制作完成。罩杯可以放在一边,等待绱罩杯时再用。
1234 7.缝合脊心与侧片(图3-30)
图3-30
分别将面布的脊心和侧片,面与面相对。用平车于下扒分割处距离边缘
0.4cm平缝,并将其分缝;下扒定型纱亦是如此操作。线迹要求宽窄一致、平整
顺畅(线迹要求参考表3-6)。
表3-6
8.固定定型纱
将做好的下扒面布与定型纱,里与里相对,用平车距边缘0.1cm处用平车平
缝,将定型纱固定与面布上。面布于里定型纱之上,要求面平服、无拧褶。线迹
要求宽窄一致、平整顺畅、无断线、线路拉长不断线(线迹要求参考上表3-6)。
9.拼接下扒与后片(图3-32)
图3-32
(1)将下扒与后片面与面相对,于侧缝处对齐,用平车距离边缘0.6cm处
平缝,展开后缝份倒向罩杯方向。线迹要求宽窄一致、平整顺畅、无断线、无缩
皱、线路拉长不断线(线迹要求参考上表3-6)。
(2)面布在上,捆条在下,将侧缝处在里面用双针平车固定捆条。双针距
0.6cm。捆条宽0.8cm。线迹要求宽窄一致、平整顺畅、无断线、无缩皱(线迹
要求参考上表3-6)。
10.绱下围橡筋(图3-33)
图3-33
(1)搭缝。橡筋在上,面料在下,将橡筋光面与衣片下围的面相对重叠0.5cm。
用两点曲折缝搭缝,线迹要求宽窄一致、平整顺畅、无断线,按照每10.5cm中
缩0.5cm的比率缩皱,线路拉长不断线(线迹要求参考上表3-6)。
(2)固定。将搭缝好的橡筋折转,衣片在上,橡筋在下。用两点曲折缝距
离边缘0.5cm平缝固定橡筋。线迹要求宽窄一致、平整顺畅、无落针、跳针、无
断线、线路拉长不断线(线迹要求参考上表3-6)。
11.绱罩杯(图3-34)
图3-34
(1)绱罩杯。将罩杯面与下扒面相对,罩杯在上,下扒在下面。杯底与下
扒杯圈对齐,距离边缘0.6cm,用平车平缝。线迹要求宽窄一致、平整顺畅、无
断线、无缩皱(线迹要求参考表3-6)。
表3-6
(2)绱杯底捆条。罩杯在上,捆条在下,将缝份倒向下扒,沿罩杯与下扒
拼接处用双针车将捆条固定。线迹要求宽窄一致、平整顺畅、不拖长、无断线、
无缩皱(线迹要求参考表3-6)。
12.绱上围橡筋、固定后肩带(图3-35)
图3-35
(1)搭缝。橡筋在上,面料在下,将橡筋光面与衣片上围连肩夹的面相对
重叠0.5cm。用两点曲折缝搭缝。注意在后片放肩带的位置,将肩带置于面料与
橡筋之间,肩带正面与面料正面相对。线迹要求宽窄一致、平整顺畅、无断线,
按照每10.5cm中缩0.5cm的比率缩皱,线路拉长不断线(线迹要求参考上表
3-6)。
(2)固定。将搭缝好的橡筋折转,衣片在上,橡筋在下。用两点曲折缝
距离边缘0.5cm平缝固定橡筋。线迹要求宽窄一致、平整顺畅、无断线、线路拉
长不断线(线迹要求参考上表3-6)。
13.定肩带、穿钢圈(图3-36)
图3-36
将做好的肩带固定在罩杯上,将钢圈穿入捆条中间。注意区分钢圈的脊心位
与侧比位。
14.套结(图3-37)
图3-37
杯底捆碗两端套结各2个,罩杯肩带固定各1个,侧缝底部各1个(线迹要
求参考上表3-6)。
15.绱钩扣、钉唛头(图3-37)
用两点曲折缝将后钩扣上到衣片的后中。注意钩扣的子母扣的位置不要绱
反。另外,右侧上母钩扣时,将唛头夹面料里与钩扣中间,唛头置于钩扣中间的
位置。
16.剪线头、后整理
将多余线头剪掉,按照要求折叠打包。一般文胸类成品无需整烫