PLC程序控制流程图范例
PLC交通灯工作流程图

东西直行绿灯闪东西左转绿灯闪
3s 3s
东西直行黄灯亮东西左转黄灯亮
结束
启动开关
东南
西东西向人行道绿灯亮北南北向人行道红灯亮
向向
人25s 90s人60s 5s
行东西向人行道绿灯闪行南北向人行道绿灯亮
道道
5s 25s
东西向人行道红灯亮南北向人行道绿灯闪
结束
交通灯模拟控制系统流程图
流程图
根据交通灯的实际控制情况,可得出其流程图如下
启动开关
南
北南北直行绿灯亮南北左转红灯亮
主
干25s 30s
道南北直行绿灯闪90s南北左转绿灯亮2s
3s 25s
南北直行黄灯亮南北左转绿灯闪
2s 3s
南北直行红灯亮南北左转黄灯亮
结束
启动开关
东
西东西直行红灯亮东西西左转绿灯亮2s
PLC入门:5个PLC梯形图实例,老电工一步步教你怎么编写梯形图!

PLC入门:5个PLC梯形图实例,老电工一步步教你怎么编写
梯形图!
PLC技术人员都知道,梯形图在PLC编程中占有很重要的作用,梯形图可以用来设计电气电路,能够有效的将电气原理图转化为梯形图,进而对PLC进行编程,输入指定的程序来控制现场的自动化设备,关于PLC梯形图,相信很多的PLC老师傅都很熟悉,但是对于刚入门学习PLC的师傅而言就不免得有些吃力了,特别是梯形图转化设计这方面?今天我们就重点来看看PLC梯形图的5个应用实例和具体的经验设计方法:。
Omron PLC顺序控制
S7-200系列机型指令系统
背景知识
关于:边沿触发指令
EU(Edge Up) :上升沿触发指令,在检测信号的上升沿,产生一个扫 描周期宽度的脉冲。 ED (Edge Down) :下降沿触发指令,在检测信号的下降沿,产生一 个扫描周期宽度的脉冲。
ED指令使检测状态的变化(信号出现或消失)。
S7-200系列机型指令系统
参考方案
参考方案1(FP系列机型实现)
1、顺序功能图
参考方案
2、I/O分配表
输入:X0---SB1_1 X1---SB2_1 输出:Y0---LED1 Y1---LED2 Y2---LED3 Y3---LED4 Y4---LED5 Y5---LED6
启动按钮 停止按钮 南北方向红灯 南北方向绿灯 南北方向黄灯 东西方向绿灯 东西方向黄灯 东西方向红灯
S7-200系列机型指令系统
背景知识
关于: SCR指令
(1)段开始指令LSCR(Load Sequence Control Relay) 段开始指令的功能是标记一个SCR段(或一个步)的开始,其操作数是状态继 电器Sx.y (如S0.O),Sx.y是当前SCR 段的标志位,当Sx.y为1时,允许 该SCR段工作。 (2)段转移指令SCRT(Sequence Control Relay Transition) 段转移指令的功能是将当前的SCR段切换到下一个SCR段,其操作数是下 一个SCR段的标志位Sx.y (如S0.1)。当允许输入有效时,进行切换,即停 止当前SCR段工作,启动下一个SCR段工作。 (3)段结束指令SCRE(Sequece Control Relay End) ※段结束指令的功能是标记一个SCR段(或一个步)的结束。每个SCR段必须 使用段结束指令来表示该SCR段的结束。 ※在梯形图中,段开始指令以功能框的形式编程,指令名称:SCR,段转移 和段结束指令以线圈形式编程。 ※在语句表中,SCR的指令格式为: LSCR Sx.y SCRT Sx.Y SCRE S7-200系列机型指令系统
PLC十字路口红绿灯课程设计(带梯形图)

电气与电子信息工程学院《电气控制与PLC课程设计》设计报告名称:十字路口红绿灯的设计专业名称:电气工程及其自动化班级:学号:姓名:指导教师:设计时间:2013年6月3日—2013年6月14日设计地点: K3-218 PLC实验室摘要PLC可编程序控制器是以微处理器为基础,综合了计算机技术、自动控制技术和通讯技术发展而来的一种新型工业控制装置。
它具有结构简单、编程方便、可靠性高等优点,已广泛用于工业过程和位置的自动控制中。
据统计,可编程控制器是工业自动化装置中应用最多的一种设备。
专家认为,可编程控制器将成为今后工业控制的主要手段和重要的基础设备之一,PLC、机器人、CAD/CAM将成为工业生产的三大支柱。
由于PLC具有对使用环境适应性强的特性,同时其内部定时器资源十分丰富,可对目前普遍使用的“渐进式”信号灯进行精确控制,特别对多岔路口的控制可方便地实现。
因此现在越来越多地将PLC应用于交通灯系统中。
可缩短车辆通行等候时间,实现科学化管理。
在该设计中,还引入EDA模拟十字路口红绿灯闪亮及车辆通行,十分形象地显示出了PLC在交通灯系统中的实际应用。
【关键词】:十字路口交通灯 PLCAbstractThe PLC programmable logic controller is a new industrial control devices, which is based on microprocessor, synthesizes computer technology, automatic control technology and communication technologies. It has the simple structure, the convenient programming, the reliable higher merit, and has widely used in the commercial run and position automatic control. Statistics have indicated, the programmable controller is most one kind of equipment in the industrial automation installment applies. The expert believed that the programmable controller will become the main method and one of important foundation equipment in further, PLC, the robot, CAD/CAM will become the industrial production three big props. Because PLC adapts to environment strong, simultaneously its internal timer resources are extremely rich, which carry on the accuracy control to the present universal use many “the evolution type” the signal light, special to the multi-road fork control. Therefore the present PLC is used in the traffic light system, which may reduce the vehicles general waiting time and realize scientific style management. In this design, also introduces the EDA simulation intersection traffic light to glisten and the vehicles to passes through, which visual demonstrates PLC in the traffic light system practical application.【Key words】crossroads traffic light PLC交通信号灯的作用和意义随着社会经济的发展,城市交通问题越来越引起人们的关注。
PLC顺序控制及状态流程图(1)

三 明 市 高 级 技 工 学 校
教
教
案
用
纸
附
页
附 记
学 内 容、方 法 和 过 程
与控制过程的初始状态相对应的步称为初始步,用双线框表示。可 以分别用 S0.0,S0.1,S0.2 表示上述的三个状态步,程序执行到某 步时, 该步状态位置 1, 其余为 0。 如执行第一步时, S0.0=1, 而 S0.1, S0.2 全为 0。状态步之间用有向连线连接,表示状态步转移的方向, 有向连线上没有箭头标注时,方向为自上而下,自左而右。有向连 线上的短线表示状态步的转换条件。
总结:1. 功能流程图简介 2. 顺序控制指令
三 明 市 高 级 技 工 学 校
教
教 学
案
用
纸
附
页
附 记
内 容、方
法 和 过 程
SCRT n
SCRE
在使用顺序控制指令时应注意: (1) 步进控制指令 SCR 只对状态元件 S 有效。 为了保证程序的可靠运行, 驱动状态元件 S 的信号应采用短脉冲。 (2)当输出需要保持时,可使用 S/R 指令。 (3)不能把同一编号的状态元件用在不同的程序中,例如,如果在主程 序中使用 S0.1,则不能在子程序中再使用。 (4) 在 SCR 段中不能使用 JMP 和 LBL 指令。 即不允许跳入或跳出 SCR 段, 也不允 许在 SCR 段内跳转。可以使用跳转和标号指令在 SCR 段周围跳转。 (5)不能在 SCR 段中使用 FOR、NEXT 和 END 指令。
三 明 市 高 级 技 工 学 校
教
教 学
案
用
纸
附
页
附 记
内 容、方
法 和 过 程
表 1 顺序控制指令格式 LAD STL LSCR n 说明 步开始指令,为步开始的标志该步的状态元件 的位置 1 时,执行该步。 步转移指令,使能有效时,关断本步, 进入下一步。该指令由转换条件的接点 起动,n 为下一步的顺序控制状态元件。 步结束指令,为步结束的标志。
PLC程序详解(图文并貌)
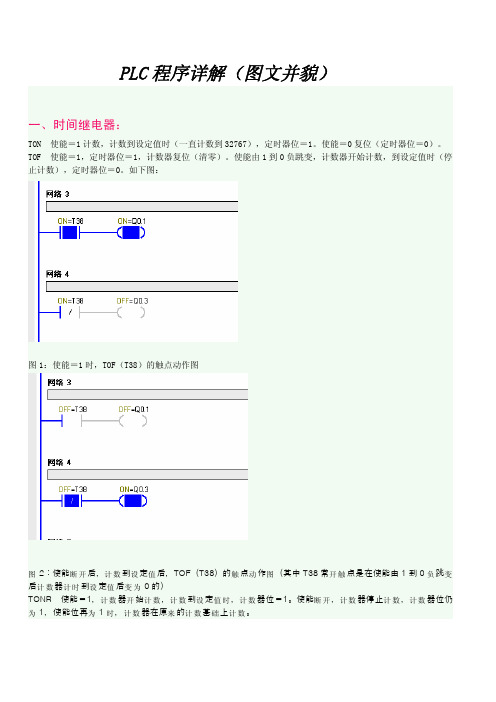
PLC 程序详解(图文并貌)一、时间继电器:TON 使能=1计数,计数到设定值时(一直计数到32767),定时器位=1。
使能=0复位(定时器位=0)。
TOF 使能=1,定时器位=1,计数器复位(清零)。
使能由1到0负跳变,计数器开始计数,到设定值时(停止计数),定时器位=0。
如下图:图1:使能=1时,TOF(T38)的触点动作图图2断开计数设值:使能后,到定后,TOF (T38触动图)的点作(其中T38开触常点是在使能由1到0负变跳计数计时设值变为后器到定后0的)TONR 使能=1计数开计数计数设值时计数,器始,到定,器位=1断开计数计数计数。
使能,器停止,器位仍为1为,使能位再1时计数来计数础计数,器在原的基上。
种计数过以上三器可以通复位复指令位。
计数正交器 A 相超前B 相90计数度,增B 相超前A 相90减计数度,当变计数时计数减计数要改方向(增或),只要A 相和B 线换相的接交一下就可以了。
二、译码指令和编码指令:译码指令和编码指令执行结果如图所示:DECO 是将VW2000的第十位置零(为十进制的1024),ENCO 输入IN 最低位为1的是第3位,把3写入VB10(二进制11)。
三、填表指令(ATT)S7-200填表指令(ATT)的使能端(EN)必须使用一个上升沿或下降沿指令(即在下图的I0.1后加一个上升沿或下降沿),若单纯使用一个常开触点,就会出现以下错误:这一点在编程手册中也没有说明,需要注意。
其他的表格指令也同样。
四、数据转换指令使用数据转换指令时,一定要注意数据的范围,数据范围大的转换为数据范围小的发注意不要超过范围。
如下图所示为数据的大小及其范围。
(1)BCD码转化为整数(BCD_I)关于什么是BCD码,请参看《关于BCD码》。
BCD码转化为整数,我是这样理解的:把BCD码的数值看成为十进制数,然后把BCD到整数的转化看成是十进制数到十六进制数的转化。
如下图所示,BCD码为54,转化为整数后为36。
PLC实例讲解及程序分析(台车往返、交通灯、机械手)_OK
RST Y2 RST Y1 OUT Y3 LD X7 …… STL S27 OUT Y5 LD X4 OUT S0 RET END 27
9.3.2 编制SFC图的注意事项和规则
例:搬运机械手的控制
具有多种工作方式的系统的编程方式
28
例 : 搬 控运 制机 械 手 的
9.3.2 编制SFC图的注意事项和规则
●
例:十字路口交通灯控制
●
●
T6 T7
●
●
●
●
●●
● ●
●
● ●●
●
●
● ●
●
●● ●
●
● ● ●●
●
●
●
S20 S21 S23 S24
●
T0 T1 T3 T4
●
S0
S22
S25
●
T2
T5
O ① ②③ ④ ⑤ ⑥
状态转移图
时序图
20
9.3.2 编制SFC图的注意事项和规则
●
例:十字路口交通灯控制
●
状态转移图
③1上 升
③2上 升
④1右行到 小球箱
④2右行到 大球箱
⑤下降
⑥放球
⑦上升
⑧左行
38
例
:
大
控 制
小 球 分
检
装
置
9.3.3 多流程步进顺序选控择制
LD M8002
SET S0
状态转移图
STL S0 LD X1
AND X3
ANI Y0
OUT Y7
LD X0
AND Y7
SET S20
STL S20
PLC 的 I/O
配置图
(完整word版)PLC编程实例PLC经典案例
PLC 编程实例PLC 经典练习第二章一 第2章 基本逻辑控制图2-1 交通信号灯控制PLC 配置示意图C P U输出单元停止I0.2启动I0.1 东西人行道红Q1.3东西人行道绿Q1.2 南北人行道红Q1.1 南北人行道绿Q1.0 东西主车道红Q0.7 东西主车道黄Q0.6 东西主车道直行绿Q0.5 东西主车道左转绿Q0.4 南北主车道红Q0.3 南北主车道黄Q0.2 南北主车道直行绿Q0.1 南北主车道左转绿Q0.00 10 13 40 4345 55 58 85 8890 (秒)I0.1Q0.0Q0.1Q0.2Q0.3Q1.3Q1.2Q0.4Q0.5Q0.6Q0.7Q1.1Q1.0图2-2 交通信号灯系统正常工作时序图I0.1M0.2Q0.1 Q0.2 T1T1 T3T8T9(3S )T8(30S )T7 T5 T4T6(2S )T7(10S )M0.2M0.1T1T5(3S )T4(30S )T3(10S )T1(45S )T2(45S )I0.2M0.1M0.1启停控制Q0.4 Q0.5M0.2严重故障M0.1T2红灯工作延时东西左转绿灯工作延时东西直行绿灯工作延时东西绿灯闪烁延时东西黄灯工作延时南北左转绿灯工作延时周期循环控制南北直行绿灯工作延时南北绿灯闪烁延时...T12(0.5S )T11M0.1T12T9T10(2S )南北黄灯工作延时T11闪烁频率设定T5T6T5T4T3T4Q0.5Q0.3T3Q0.4T9T10 T8T9T11T7T8Q0.1Q0.7T1Q0.3Q0.7M0.2M0.1T1东西主干道红灯南北主干道红灯T7Q0.0南北主干道左转绿灯南北主干道直行绿灯南北主干道绿闪Q0.2南北主干道黄灯东西主干道左转绿灯T11Q0.6东西主干道直行绿灯东西主干道绿闪东西主干道黄灯图2-3 实现主干道信号灯控制的梯形图T4T3Q0.1 T14(3S )T4T3M0.3T8T7T9T8 T14 M0.4东西人行道非红灯T8T7M0.4 Q1.3东西人行道红灯T9T11T8T14 Q1.2东西人行道绿灯东西人行道绿灯闪Q1.1南北人行道红灯M0.3南北人行道非红灯T5T4T13Q0.5T13(3S )南北人行道绿灯延时东西人行道绿灯延时T5T4Q1.0T11T13 南北人行道绿灯南北人行道绿灯闪图2-4 五层电梯控制PLC 配置图1上I1.6 4上I2.15下I1.5 2下I1.2 五层I1.1 一层I0.5 C P U输入单元输出单元五层I0.4 一层I0.0 慢速Q0.3快速Q0.2 电机反转Q0.1电机正转Q0.0 楼层监测 楼层选择2-5层下1-4层上...M0.7 M0.5 M0.4 M0.3 M0.2 M0.6M1.2I0.6M0.2M0.7 到2层指令M1.2M0.6M1.1M0.5M0.4M0.3M0.2I0.0I0.1M0.1M0.1电梯到1层I0.1 I0.2 电梯到2层I0.0I0.2 I0.3 电梯到3层I0.1I0.3 I0.4 电梯到4层I0.2I0.4 I0.3电梯到5层I0.5M0.1到1层指令M1.1...M0.2 M0.7 M2.2M0.6 M2.1I1.2M0.22层向下指令M2.1M0.7 M2.0I1.6M0.11层向上指令M2.0M0.6 M1.5I1.1 M0.5M0.7到5层指令M1.5M0.6 M1.4I1.0 M0.4M0.7到4层指令M1.4M0.6 M1.3I0.7 M0.3M0.7到3层指令M1.3I1.72层向上指令M2.2M0.6M2.7I1.5 M0.5 5层向下指令M2.7M2.6I2.1 4层向上指令M2.6M0.4 M0.7M0.6M2.5I1.4 M0.4 4层向下指令M2.5M2.4I2.0 3层向上指令M2.4M0.3 M0.7M0.6M2.3I1.3M0.33层向下指令M2.3M1.1 M2.0M1.2 M2.2M2.1M2.4M1.3 M2.3M2.6M1.4 M2.5M1.5 M2.7M0.3 M0.4 M0.5向上到3层M3.3M0.4 M0.5向上到4层M3.4M0.5向上到5层M3.5M0.2 M0.3 M0.4 M0.5向上到2层M3.2M0.1 M0.2 M0.3 M0.4 M0.5M3.1向上到1层...M0.1向下到1层M1.1 M2.0M4.1M2.2M0.1 M0.2向下到2层M1.2 M2.1M4.2M2.4M0.1 M0.2 M0.3向下到3层M1.3 M2.3M4.3M2.6M1.4 M2.5M0.1 M1.5 M2.7M0.2 M0.3 M0.4 M0.5M1.6电梯离开楼层M0.1 向下到4层M4.4M0.2 M0.3 M0.4M0.1 M0.2 M0.3 M0.4 M0.5 M4.5向下到5层...M4.5M4.4M4.3M4.2M3.2 M3.3 M3.4 M0.6M3.5M1.7M4.1M1.7M1.6M3.2M3.1M3.3M3.4M3.5M0.7电梯向上指令M0.6M3.1换速指令M0.2M0.3M0.4M0.7...图2-5 实现五层电梯换向和换速控制的梯形图M4.3M4.2M4.1M4.5M0.6电梯向下指令M4.4M0.7Q0.3 Q0.1M3.0Q0.1Q0.0 电梯向下M0.7 M3.0Q0.3 Q0.0Q0.1 电梯向上M0.6 Q0.0Q0.1Q0.0Q0.2电梯慢速Q0.3M3.0 Q0.3电梯快速Q0.2M0.7M0.6M1.7 电梯快速指令M3.0...图2-6 星—角降压启动电机控制原理图图2-7 电机控制PLC 配置图电动机星形接触器过热保护主接触器A B CF RM电源开关角形接触器1号过热动作2号主开关合1号主开关合2号停止I0.4 2号启动I0.3 1号反转I0.2 C P U输入单元输出单元1号正转I0.1 1号停止I0.0 2号星形合Q0.3 2号主接触器合Q0.21号电机反转Q0.1 1号电机正转Q0.0 2号过热动作2号角形合Q0.4...图2-8 实现电机控制的I1.2Q0.0正转控制I0.2 Q0.0T1I0.0 M0.0Q0.1反转控制I0.1 Q0.1T2I0.0 M0.0反转延时T2(1.5S )I0.2正转延时T1(1.5S )I0.1M0.0允许操作I1.1I1.01号电机控制程序2号电机控制程序M0.1允许操作I1.3T4(1.5S )Q0.4Q0.2转换延时Q0.3 角形接触器合T3(8S )Q0.3I0.3Q0.2Q0.2主接触器合I0.4 M0.1Q0.2星形延时Q0.4 T3 Q0.4 星形接触器合Q0.4 Q0.4T4 Q0.3...梯形图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目前,可编程序控制器〔简称PLC〕由于具有功能强、可编程、智能化等特点,已成为工业控制领域中最主要的自动化装置之一,它是当前电气程控技术的主要实现手段。
用PLC 控制系统取代传统的继电器控制方式,可简化接线,方便调试,提高系统可靠性。
触摸屏是专为PLC 应用而设计的一种高科技人机界面产品,由于操作简便、界面美观、节省控制面板空间、性价比高和人机交互性好等优点,近年来已越来越多地被应用于工业控制等领域。
本文利用PLC 和触摸屏技术研制了水位传感器测试系统,该系统主要用于进行洗衣机用水位传感器的质量检测,整个系统实现简单、稳定性好、自动化程度高,代替了以前的纯手动操作,较好地满足实际生产的要求,提高了生产效率。
洗衣机用水位传感器的工作原理是将水位高度的变化转换成传感器内部膜片上压力的变化,从而导致传感器输出电感L 的变化,将水位传感器输出电感与外部电路组成LC 振荡电路,就可将电感的变化转换成振荡频率的变化,不同的水位高度通过水位传感器可以产生不同的振荡频率,最后通过检测振荡频率与水位高度的对应关系,就可实现水位传感器的质量检测。
图 1 控制系统原理框图
图 1 为控制系统原理框图。
测试系统要求能在不同的水位高度时,准确测量出由水位传感器组成的振荡电路的振荡频率,水位高度和振荡频率的测量精度要求较高,因此,对测试系统的要求较高。
作为主电机的直流电动机由PLC 进行控制,电机实现PID 调速,电机的输出通过减速机构与执行机构相连,最后带动细钢管在水箱中上下移动来按检测要求控制管内水位高度的准确变化,通过编码器实现水位高度变化的实时检测,频率的实时检测由PLC 的高速计数器来完成。
控制命令的输入接PLC 的输入端,PLC 的输出端接执行继电器和工作状态指示灯等。
系统中采用触摸屏作为人机界面,显示操作画面,进行参数修改和指令输入。
通过触摸屏可实现水位上升、下降高度等参数的设定和修改,实现实际水位高度变化、输出振荡频率和总产量等的实时显示等,并可对工作进程进行实时监控。
根据水位传感器测试系统的工艺特点和控制要求,本系统选用三菱公司的FX1N-24MR 根本型PLC,共有24 点输入输出,其中14 个输入点,10 个继电器输出点,其环境温度、抗冲击、抗噪声等性能指标均能满足要求。
图 2 为PLC 控制系统硬件接线图。
输入X0~X1 为编码器的A、B 相输出脉冲信号,X3 为振荡频率信号,X4~X14 为按钮、选择开关、限位开关和计数开始等信号,输出Y0~Y7 分别控制继电器、信号指示灯等。
图2 控制系统硬件接线图
水位高度的测量主要是通过编码器来完成,编码器的A、B 相可向可编程序控制器的高速计数端发出脉冲,并通过高速计数器C251 获得该脉冲的计数值。
当电动机转动时,高速计数器的计数值就会不断累加。
通过传动机构的合理设置,每个脉冲对应0.25mm 的水位高度变化,通过编程计算,可以算出实际水位高度的变化。
振荡信号频率的测量可利用PLC 的高速计数器C253 完成,通过编程,可以利用高速计数器C253 在规定的时间内〔如3s〕对振荡信号的脉冲数进行计数,并将计数值取出并放在数据存储器D0 中,那么将D0 中的值除以 3 所得的值就是所要测量的振荡频率的大小。
触摸屏选用台湾生产的性价比拟高的PWS6600S,配备有 5.7 英寸高清晰度液晶显示屏,分辨率为320×240,通过一个RS232 串口与PLC 实现串行通讯。
支持静态文字控件,支持on/off 按钮、数值输入、画面按钮、数值显示、状态指示灯控件等动态对象,支持中文显示。
当在静态文字控件中指定变量时,触摸屏能够在屏幕上实时显示与之相连的PLC 中的变量值,这给工作人员实现系统监控和状态检测提供了较大的方便。
当操作人员触摸数值输入控件时,PWS6600S 自动弹出虚拟数字键盘,包括0~9 等数字和清空、取消、删除和确定等。
输入数字后按取消键取消可输入值,按确定键确定输入,虚拟数字键盘消失后,控件中的数字也就成为输入值,相应的PLC 中对应变量也随之改变。
当操作人员触摸on/off 按钮、画面按钮、状态指示灯和数值显示等控件时,PWS6600S 可以触发按钮按下、按钮弹起、画面切换、状态显示和数值显示等事件,操作人员可以进行去除数据、改变工作模式、选择屏幕画面等工作。
4、系统软件设计
系统软件包括PLC 控制软件和触摸屏软件两局部。
PLC 具有丰富的编程指令,软件设计环境良好,可采用梯形图〔LD〕、顺序功能图〔SFC〕和指令表〔IL〕等根本的编程语言。
本系统采用梯形图编程,编程软件为FXGP,先利用计算机〔PC〕进行编程和调试,调试成功后通过接口电缆将控制程序下载到PLC 中。
PLC 程序主要包括主程序和分段上升、分段下降子程序等,其中分段上升、分段下降子程序主要是使细钢管按测试要求分七段进行上升和下降,以便测试不同水位高度时传感器输出的频率大小,从而判断水位传感器的质量好坏。
图 3 为PLC 程序控制流程图。
图3 PLC 程序控制流程图
PWS6600S 触摸屏画面由专用支持软件ADP6.0 进行设计组态,先在个人计算机上用该软件设计窗口、菜单、按钮等界面,设计完成后通过RS232 串行口将程序下载至PWS6600S 触摸屏内存中,由PLC 对触摸屏状态控制区和通知区进行读写到达两者之间的信息交互。
PLC 读触摸屏状态通知区中的数据,得到当前画面号,而通过写触摸屏状态控制区的数据,强制切换画面。
触摸屏加电后就进入设计画面,通过触摸屏按钮可显示和修改PLC 数据存储器的数据,实现与PLC 的通讯。
整个画面由两局部组成:一局部为显示画面,主要包括系统画面、测试系统的运行状态、水位高度显示、振荡频率输出、显示每天的总产量等画面,如图 4 所示;另一局部为参数设定画面,主要用来设定工作模式、水位分段上升、下降的数值等,如图 5 所示。
由于PWS6600S 触摸屏具有较强的人机交互功能,以及简便的操作特性,简洁的界面和高可靠性,因此得到了较好的使用效果。
5、结束语
将PLC 和触摸屏技术应用于水位传感器检测系统,使操作更加简便,速度、水位高度可按测试要求进行控制,极大地提高了系统的可靠性和工作效率,控制精度高,操作性强,并可通过触摸屏观察PLC 内部的工作情况和现场工况,核定相关参数,操作灵活、方便。
本系统成功开发以来,已先后在多家为洗衣机生产厂家配套的水位传感器生产厂家投入使用,系统稳定可靠,经济效益十清楚显,同时,因其操作简单、实用性强,数据可实时监控等特点,受到用户的普遍好评。