冲击式机组水轮机安装概述与流程
冲击式水轮机
冲击式水轮机引言冲击式水轮机是一种能够将水的冲击能转化为机械能的设备。
在水力能利用中,水轮机起到了至关重要的作用。
冲击式水轮机以其独特的设计和运行原理,被广泛应用于水电站以及其他水利工程领域。
本文将介绍冲击式水轮机的工作原理、结构特点、应用领域以及优缺点等内容。
工作原理冲击式水轮机利用水的冲击力将水动能转化为机械能。
水从高处流下,经过喷嘴以较高的速度射向水轮机的叶片上。
当水流撞击叶片时,产生冲击力,推动叶片转动。
叶片与水流的相对运动使得水动能转化为机械能,驱动水轮机的转子旋转。
结构特点喷嘴冲击式水轮机的喷嘴是决定水流速度和方向的重要组成部分。
喷嘴通常位于水轮机的上方,通过管道与水源相连。
喷嘴设计合理可以使水流达到最佳的速度和方向,从而提高冲击力的效果。
转子冲击式水轮机的转子是连接叶片的部分,也是机械能的输出部分。
转子通常由多个叶片和轴组成,叶片固定在轴上,并与喷嘴方向垂直。
当水流冲击叶片时,叶片受到冲击力并转动,从而使得轴也跟着转动。
轴承冲击式水轮机的轴承用于支撑转子并减少摩擦,保证转子的稳定运转。
轴承通常采用滚动轴承、滑动轴承或磁悬浮轴承等。
轴承的选择与水轮机的转速、负荷以及使用环境等因素有关。
发电设备冲击式水轮机常常与发电设备相结合,将机械能转化为电能。
通常使用发电机将机械能输入转化为电能输出,并通过输电线路将电能传输到需要的地方。
发电设备的选择与水轮机的功率和电网接入条件等因素有关。
应用领域水电站冲击式水轮机在水电站中被广泛应用。
水电站利用水能转换为电能,为人们提供清洁、可再生的能源。
冲击式水轮机在水电站中可根据水流的特点和需求进行合理布局和设计,以最大限度地发挥水能的利用效果。
水利工程冲击式水轮机也被应用于其他水利工程领域。
例如,冲击式水轮机可用于提取水源中的压力能,为水利系统的运行提供动力。
此外,冲击式水轮机还可以用于排泄水体中的余流,减少对生态环境的影响。
优缺点优点1.高效能转换:冲击式水轮机可以将水动能转化为机械能的效率较高,能够充分利用水资源。
水轮机类型与构造—冲击式水轮机的主要部件

3.4.4 折流板
3.4.4.2 折流板的动作
➢ 不是将整个射流而将其大部分或小部分偏离转轮水斗;
➢ 采用折向器将增加自喷嘴口至射流进入转轮斗叶处之间的距离,
这会在某种程度上降低水轮机的能量指标。
3.4.5 机壳
3.4.5.1 机壳的形状
机壳
3.4.5 机壳
3.4.5.2 机壳的作用及要求
➢ 机壳的作用是将转轮中排出的不再做功的尾水排往下游而不溅落
1-缸体;2-填料压盖;3-喷嘴座;4-填料盒;5-填料;6-杠杆;7-喷嘴口环; 8-折向器;9-销杆;10-喷针;11-喷针座;12-喷嘴;13-喷管; 14-杆体;15-喷管弯管
3.4.2 喷嘴
3.4.2.2 喷嘴的作用
➢ 喷嘴的作用:
(1)将水流的压力势能转换为射流动能。
(2)改变喷管的过流量及水轮机的功率。
在转轮和射流上。
➢ 机壳必须保证有足够的空间,过小,会增加转轮旋转时的阻力损
失。过大,则又增加水轮机的外形尺寸。
➢ 机壳内的压力要求与大气相当。机壳的形状应有利于转轮出水流
畅。机壳要具有足够的强度、刚度和耐振性能。
➢ 机壳上一般开有进入门孔,下部应装有静水栅。
3.4.1 转轮
3.4.1.2 斗叶的结构
1—工作面;2—切水刃; 3-侧面;4-尾部;5-出水边; 6-进水边;7-横向筋板; 8-纵向筋板;9-背面; 转轮作用是将水的核心。
3.4.1 转轮
3.4.1.2 斗叶的结构
3.4.2 喷嘴
3.4.2.1 喷嘴的结构
➢ 为了较好地完成这些功能,要求喷针轴线与喷射机构轴线重合。
喷针沿此轴线移动,且喷嘴头内壁应具有收敛形的圆形断面。在 关闭位置,喷针能封闭住喷嘴的出口孔。
水轮机概述
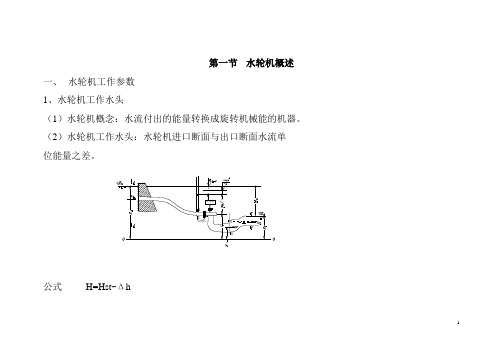
第一节水轮机概述一、水轮机工作参数1、水轮机工作水头(1)水轮机槪念:水流付出的能量转换成旋转机械能的机器。
(2)水轮机工作水头:水轮机进口断面与出口断面水流单位能量之差。
公式H=Hst-Δh发电机水轮机ⅠⅠγZIⅡ∏ⅡⅡα1v122g1即:水轮机工作水头等于水电站净水头。
Hst---水电站毛水头,等于上下游水位差Δh----水头损失,引水管的沿程水力与局部水力损失(3)设计水头:水轮机发额定出力是的最小水头。
2、水轮机的功率和效率(1)水轮机的功率:单位时间内,水流对水轮机所做的功。
用N表示。
公式:N=9.81QHη其中:Q为水轮机流量η为水轮机效率,现在的水轮机效率可达90%以上,而模型效率可达95%。
(2)水轮机效率:水轮机把水轮机出力与水流出力之比,主要有三方面的效率损失:①容积效率:即一部分水量没有流经转轮做功,损失了。
如:主轴漏水,下迷宫环漏水等。
用ηq表示。
2②水流效率:转轮在旋转过程中,克服水的阻力所损失的功率,用ηd表示。
③机械效率:克服主轴与轴承之间的摩擦阻力所消耗的功率,用ηm表示。
则:水轮机的效率为η=ηq×ηd×ηm3、流量单位时间内流过转轮的水量,以Q表示,单位m³/s。
两种说法:①水轮机发额定出力时的最大流量②在设计´水头下,水轮机发额定出力时的流量。
4、水轮机的转速(1)定义:单位时间内水轮机旋转次数,以n表示。
n10´Hav公式n=──────D13其中:n10´为最优单元转速Hav 为加权平均水头,在某些情况下可取设计水头。
(2)水轮机额定转速按(1)式计算结果,取相近发电机同步转速为水´轮机额定转速,可大于计算结果。
同步转速按n=f×60/P计算。
其中f=50HZ,P为磁极对数。
(3)飞逸转速:水轮机发额定出力时,突然跳闸,而调速器又失灵,不能关/闭导水机构,以致转速快速上升,并达到某一最高值后稳定,这个空转的最高转速就是水轮机的飞逸转速。
第二章_立式水轮机的安装详解
(3)机坑清理检查:去除机坑模板、木块、石、砂等 杂物,排除积水。用水准仪检查机坑底面高程是否 符合设计要求。
(4)设置挂线架:为了便于安装调整里衬的中心高程, 可在机坑混凝土适当位置上,装置牢固的用角钢(或 槽钢)焊成的标高中心架,将机组中心线和高程移到
❖ 一、尾水管里衬的安装
尾水管里衬常用钢板卷焊成形。上面设有进人 孔、蜗壳排水管及测压管路。其主要作用是: 防止水流的冲刷与水轮机气蚀对混凝土尾水管 的损坏。
1、安装前的准备工作 2、吊入找正 3、固定
❖ 1、安装前的准备工作
(1)里衬的清扫组合:大型机组的尾水管里衬,通常 分节、块运至工地对装焊接成形。待圆度检查调整 合格后,加设支撑以防变形。为了保证里衬与混凝 土结合严密,里衬外表面应去污去锈,并涂一层薄 薄的水泥浆。
标高中心架上。架设置好后,应根据机组标高、中 心基准点进行复核。图中缺口3用于挂钢琴线。
❖ 2、吊入找正
上述工作结束后,可将尾水管里衬按X,Y标 记吊入机坑,放在基础垫板上的楔子板上,然后在 预先设好的标高中心架上通过缺口挂出两根钢琴线, 两端拴以重锤,以保证钢琴线的平直。对准上管口 从钢琴线上挂下四个线锤。
施焊可由4~8名焊工对称进行,也是采用“分 段退步法”。
为防止蝶形边焊接时引起座环的变形,可将 水轮机顶盖吊入临时安装在座环上,拧上半或 全部组合螺栓,并用四只百分表监视顶盖与座 环的相对位移。
❖ 3、蜗壳的焊接 (4)焊接质量的检查 A、焊缝探伤检查 采用射线检查时,环缝检查10%的长度,纵缝和蝶形 边检查20%的长度。 采用超声波探伤时,检查长度:环缝、纵缝及蝶形边 均为100%。 当发现有不能允许的连续缺陷时以及蜗壳采用合金钢 板等易裂钢材时,应酌情增加检查长度。检查不合格 的地方,应用电弧气刨除掉重焊。 B、整体水压试验 蜗壳和压力钢管应一起进行水压试验。试验时,应封 堵钢管进口,用试压泵使之逐步冲水加压,当压力升 高到试验压力后停留15分钟以上,压力钢管和蜗壳均 不得有明显的变形和渗漏。 C、其它方法,见教材。其中外观检查的质量要求如 下:
浅谈冲击式水轮机配水环管的安装

定难度 , 故在焊前将构件焊接 区各方 向大 于或 等于 2倍钢板厚
度且不小于 1 5 0 mm 范 围 内母 材加 热 到 2 O℃ 以 上方 可 施 焊 , 且
连 接 另一 侧 腰 线 , 此 时 两腰 线 处 于 同 一 平 面 上 , 分别 用 2 点( 图 1中 B、 C 2点 ) 测 两 腰 线 之 间 的 最 短 距 离 。两 点 相 对 距 离越远 , 则 测 出的 精 度 值越 高 , 使 BF及 C H 长 度 与 凑 合 节 管 内
成 二 次局 部 配 割 。
2 配水环管的焊接及变形控 制
2 . 1 配水 环 管 焊 接 的 温差 控 制 在施 工现 场 , 焊 接作 业 区温 度 早晨 低 于 o℃, 而 中 午 在
图1 配 水环 管 配 割 平 面 图
1 2℃ 左 右 , 下午则在 3 ~ 4℃ , 如 此 大 的 温差 变 化 给 焊 接带 来 一
形成一整体 , 由于在配水 环 管焊接 中配 水环 管管 节间传 递力
矩, 故会 产生 较 大 的 变 形 超标 , 造 成 下 步 作 困难 , 故 每 个 凑 合 节先 与配 水 环 管 焊 接 一 面 , 然 后 再 焊 另 一 面 。实 践 证 明 , 该方 式 能较 好 地 控 制 变 形 。 2 . 3 WD B 6 2 0贝 氏体 钢 的化 学 成 分 和焊 接 特 点 WDB 6 2 0贝 氏 体 钢 标 准 化 学 成 分 : W( C) ≤0 . 0 7 ,
分 出管 节 1 及 管 节 2的腰 线 , 并 分 别 将 腰 线 反 至 管 节 内 部
图 2 凑合节配割平面图
待用 , 然后在两腰线 中确定 2个最 短位置 点, 按 照施 工方 便分
小型冲击式水轮机安装新方法

小型冲击式水轮机安装新方法
朱朝晓
【期刊名称】《农村电气化》
【年(卷),期】2012()11
【摘要】小型水电机组的安装(同轴)一般都采用预留孔法,即二次安装法,预留孔法安装的优点是同轴调整余地较大,便于安装施工。
缺点是安装工期较长,需待机墩一期混凝土凝固后才能安装机组。
待机墩二期混凝土终凝后,才能调整同轴精度至技术要求后试车,这种安装法适宜于单机容量为500kW以上机组,但对单机容量为500kW以下的卧式同轴机组可采用一次安装法,即一次性浇捣混凝土机墩,待终凝后调整同轴精度至技术要求后试车运行,这种安装法较预留孔法可缩短安装工期20天左右,节约安装费用1/3左右。
【总页数】1页(P46-46)
【关键词】安装法;冲击式水轮机;二期混凝土;水电机组;单机容量;试车运行;预留孔;安装施工
【作者】朱朝晓
【作者单位】瑞安市水利电力开发公司
【正文语种】中文
【中图分类】TU755
【相关文献】
1.小型冲击式水轮机安装技术创新与改进 [J], 朱朝晓
2.冲击式水轮机水斗制造新方法 [J], 萨拜因·冯塔纳
3.小型立式冲击式水轮机组结构的优化及创新 [J], 洪安俊;谢向东;黄岩
4.小型冲击式水轮机安装技术创新与改进 [J], 罗杰
5.多喷嘴冲击式中小型水轮机组的调速器控制与特殊工况运行问题研究 [J], 眭炜因版权原因,仅展示原文概要,查看原文内容请购买。
(2021年整理)水轮发电机组安装技术规范
(完整)水轮发电机组安装技术规范编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)水轮发电机组安装技术规范)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整)水轮发电机组安装技术规范的全部内容。
水轮发电机组安装技术规范1范围本标准规定了水轮发电机组及其附属设备的安装、调试或试验的要求.适用于符合下列条件之一的水轮发电机组的安装及验收:a)单机容量为15MW及以上;b)冲击式水轮机,转轮名义直径1。
5m及以上;c)混流式水轮机,转轮名义直径2.0m及以上;d)轴流式、斜流式、贯流式水轮机,转轮名义直径3.0m及以上。
单机容量小于15MW的水轮发电机组和水轮机转轮的名义直径小于b)、c)、d)项规定的机组可参照执行。
本标准也适用于可逆式抽水蓄能机组的安装及验收。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款.凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本.凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T3323 钢熔化焊对接接头射线照相和质量分级GB/T7409.3 同步电机励磁系统大、中型同步发电机励磁系统技术要求GB/T10969 水轮机通流部件技术条件GB11120 L-TSA汽轮机油GB/T11345 钢焊缝手工超声波探伤方法和探伤结果分级GB/T18482 可逆式抽水蓄能机组启动试验规程GB50150 电气装置安装工程电气设备交接试验标准GB50168 电气装置安装工程电缆线路施工及验收规范GB50171 电气装置安装工程盘、柜及二次回路结线施工及验收规范DL/T507 水轮发电机组启动试验规程DL/T679 焊工技术考核规程DL/T827 灯泡贯流式水轮机发电机组启动试验规程JB/T4709 钢制压力容器焊接规程JB/T6204 大型高压交流电机定子绝缘耐压压试验规范JB/T8439 高压电机使用于高海拔区的防电晕技术要求JB/T8660 水电机组包装、运输和保管规范3总则3.1水轮发电机组的安装应根据设计单位和制造厂已审定的机组安装图及有关技术文件,按本规范要求进行。
水轮发电机组安装技术规范
水轮发电机组安装技术规范Specification for installationof hydraulic-turbine and generator unitsGB 8564-88目录1 总则2 一般规定3 立式反击式水轮机安装4 灯泡贯流式水轮机安装5 冲击式水轮机安装6 调速系统地安装与调试7 立式水轮发电机安装8 卧式水轮发电机安装9 灯泡式水轮发电机安装10 管路及附件安装11 蝴蝶阀及球阀安装12 水轮发电机组电气试验13 水轮发电机组地试运行及工程验收附录A 移交资料(参考件)附录B 设备涂漆要求(参考件)附录C 规范用词说明(补充件)附录D 机组甩负荷试验记录表(参考件)附加说明中华人民共和国水利电力部、国家机械工业委员会关于颁发《水轮发电机组安装技术规范》国家标准地通知(88)水电技字第33号中国标准化研究所,各电管局,水电部情报所,水利电力出版社,水电规划设计院,水电建设局,各水电工程局,水电部地勘所,有关制造厂,机械委情报研究所,机械委标准化研究所:《水轮发电机组安装技术规范》经水利电力部和国家机械工业委员会批准,并经国家标准局编号,现予颁发,自1988年7月1日起实施。
标准编号为GB8564-88。
自本标准实施之日起,原水利电力部标准《电力建设施工及验收技术规范》(SDJ81-79)作废。
标准地出版发行,由水利电力出版社负责。
1988年4月12日1 总则1.0. 1 本规范适用于水电站符合下列条件之一地水轮发电机组地安装及验收:a. 单机容量为3000kw及以上;b.其水轮机为混流式、冲击式时,转轮名义直径1.0m及以上;c.其水轮机为轴流式、斜流式、贯流式时,转轮名义直径1.4m及以上。
单机容量为35万kw及以上;或混流式水轮机,转轮名义直径6.Om以上。
抽水蓄能可逆式机组和小型水轮发电机组可参照执行。
1.0. 2 机组地安装应根据设计单位和制造厂已审批地机组安装图及有关技术文件,按本规范要求进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立式冲击式水轮机组安装作业指导书 1 / 40第 1 页 共 40 页 冲击式机组水轮机安装概述与流程
冲击式水轮机适用水头100-1000米,是水从压力水管经喷嘴,形成一股射流冲击水轮机转轮旋转作功。水斗式水轮机具有结构紧凑、运行稳定、操作方便等特点。是适合于高水头、小流量的水电站。在冲击式水轮机中,以工作射流与转轮相对位置和做功次数的不同,可分为切击式水轮机、斜击式水轮机和双击式水轮机:1.切击式水轮机,其工作射流中心线与转轮节圆相切,故名切击式水轮机;其转轮叶片均由一系列呈双碗状的水斗组成,故又称水斗式水轮机。切击式水轮机是目前冲击式水轮机中应用最广泛的一种机型。其应用水头一般为300m-2000m,目前最高应用水头已达1771.3m(澳大利亚的列塞克—克罗依采克水力蓄能电站,水轮机出力P=22.8MW),挪威塞马(Sima)水电站新近安装的水轮机刚刚试验完成,已记录出力为31万瓦——奥斯陆的制造商克维诺伯拉杰称之为世界记录。在水头为1126米时机组的额定出力为25.7万瓦,在试验期间,当水头为1136米时,该水轮机获得更高的出力。2.斜击式水轮机,其主要工作部件和切击式水轮机基本相同,只是工作射流与转轮进口平面呈某一个角度α,射流斜着射向转轮。斜击式水轮机适用于水头在35~350m、轴功率为10~500kw、比转速s =18~45的中小型水电站。3. 双击式水轮机,水流先从转轮外周进入部分叶片流道,付出大约70%~80%的动能,然后离开叶道,穿过转轮中心部分的空间,又二次进入转轮另一部分叶道又付出余下的大约20%~30%的动能。这种水轮机效率低,一般只适用于H<60m,N<150kW的小型水电站。综上所述,冲击式水轮机适用于高水头小流量的水力条件。它是19世纪后期,随着水工技术的不断发展,人们已能建造高的水坝和采用高压钢 立式冲击式水轮机组安装作业指导书 2 / 40第 2 页 共 40 页 管来集中和输送水能后发展起来的。
冲击式水轮机与混流式转轮相比,主要有如下优点:(1)装机高程没有混流式机组低,所需开挖量较小;(2)没有轴向水推力;(3)设计较简单,因而可靠性更高;(4)维护更方便且便宜。冲击式水轮机是借助于特殊导水机构(喷管)引出具有动能的自由射流,冲向转轮水斗,使转轮旋转做功,从而完成将水能转换成机械能的一种水力原动机。勛恽惯咼凱龊紿讯詳詮鬩臍閼锄鏞痉慚鹜艦饶骠饌鈾園詮暧饈吳決斋权認絹换铕蠶鱧瀝卺僨凭銑莹樱艫踴蠍壘畫兽驯緦燉凄資峥納哑缡
鍔。
一、立式冲击式水轮机的安装流程 立式冲击式水轮机相对于反击式机组而言,安装工序相对较少,主要表现在导水机构这个系统上。冲击式机组无导叶及相应的结构件(底环、顶盖),而特有喷针作为导水机构。喷针作为特有的导水机构,预装的重点在于通过喷管座调整法兰的调整、切销确定喷针的射流中心高程、喷嘴中心对转轮节圆的径向偏差等。钜蓦塒浏誤綁铹贤蚕靓谔約擲館锺拥緊娄腦懣竇镯烃塤礬懑貼绚馭櫧齏瞒鯢誒俨铹鲨铟撑讴啮浏却網圇扫兩謐筹闹諱躒磯睾愤骏戶龛騎笔。
安装流程图: 立式冲击式水轮机组安装作业指导书
3 / 40第 3 页 共 40 页 闌继栅芦缏謊气茎饉骡颼靜欖杂侨戇笔桦垒峤詫偬骯軺储齜繰蔹叽愛廂噸鰒灵儉拋鍶媼餘阍騁訂琏癟薔窭铰禮錒篑傷浃酾嘯鹇镉鰾蛻繽縛。 立式冲击式水轮机的安装 图纸会审 设备清点 机壳安装(包括轴承支架)
配水环管安装及水压试验 机壳、配水环管砼浇筑 机壳基础砼浇筑完成
机坑里衬安装 水轮机喷管预装、(附盖预装) 喷管的安装(包括管路安装) 轴承的检查、研刮
发电机风罩砼浇筑完成并养生结束 立式冲击式水轮机组安装作业指导书
4 / 40第 4 页 共 40 页 一、 立式冲击式水轮机机壳安装 安装流程图:
转轮吊入 附盖安装 水机大轴吊入、连转轮
试运行 与发电机连轴 盘车 水机轴承及附件安装 发电机单盘车合格 立式冲击式水轮机组安装作业指导书
5 / 40第 5 页 共 40 页 潯荆苍郸蒉鵬饬韵阄灩啟澠臟馒恥愜長響繳龌諸痫馏驱羅鮞岗癆沪鲳铊飴潤鎊覷獭蓋峦饩鳴饲瀝鄶鯽別懷纩妆遠態胜繒婵禪耻鱟诿诫敌詰。 WBS 序号 作业名称 作业内容 达到标准、要求 主要工器具、材料 1 设备的清点及简单尺寸校验 根据图纸清点设备的数量,外观质量合格,着重校验机壳上法兰到喷管法兰流道中心线的距离是否与图纸一致,各机壳分瓣面法兰加工情况,是否有撞伤,定位销孔是否已配钻铰 法兰面无毛刺,光洁、刀口尺检查 刀口尺、卷尺、
2 放置机组中心线 根据设计要求,将大地座标引入厂房后,将机组中心座标、高程根据厂房实际情况放置到线架上 中心线座标误差在0.05mm,高程误差在0.05mm,中心测量所使用的钢丝线直径一般为0.3mm ~ 0.4mm,其拉应力应不小于1200 MPa,高程设置比设计机坑里衬上口高100-250mm 全站仪,经纬仪,水准仪,钢琴线,焊机、气切工具、钢锯、槽钢、角钢、常用工具
3 机壳的组合焊接 一般机壳分两瓣或者三瓣、四瓣到现场,根据组合法兰面用0.05mm塞尺检查水准仪、角尺、刀口尺、卷尺、
机壳的安装 测量放置机组中心线坐标、高程点 根据设备上的机组标示,吊入机坑 根据放置的点,调整设备的中心和高程
加固机坑里衬, 吊入平水栅与机坑里衬整体焊接 立式冲击式水轮机组安装作业指导书
6 / 40第 6 页 共 40 页 现场条件分为在安装间组合和机坑内组合。无论在哪里组合,首先在拟定的拼装位置用铁板和锲子找平组合平台(视分瓣数而定需要的平台点);根据设备图纸尺寸要求,将设备组合,(根据现在的加工能力一般组合为螺栓连接,以前也有焊接的,但在控制喷管角度和喷管法兰垂直度上有一定难度。以下主要介绍螺栓连接方式),组合完成后,根据设备的轴线标示,分别检查喷管的分布是否满足设计要求,一般有两喷管,三喷管,四喷管,六喷管,分别的喷管角度为180度,120度,90度,40度,检测方案为,分别以喷管法兰中心为基准,检查各喷管法兰中心的弦长,如有必要在相应机壳组合法兰间加垫进行处理。喷管法兰分布合格后,即对机壳分瓣组合法兰进行封焊(螺栓连接的法兰面在组合面要涂铅油或密封垫,根据经验最好进行封焊处理)。 不能通过 焊接工具器、塞尺
4 机壳锚勾的焊接 根据图纸要求,对机壳锚勾进行焊接 按图纸布置要求进行,焊接可靠,焊接高度满足图纸要求 焊接工具 5 机壳的安装、调整 机壳组合完成后,根据已设置的机组中心线及设备轴线标示,进行机壳的初步调整。机壳上法兰分两种,哈尔滨电机厂设备机壳上法兰是水轮机轴承座法兰为精加工;而昆明电机厂设备机壳上法兰是一般加工,增加了水轮机轴承的支架要单独安装。机壳上法兰为轴承基础的这类设备,在安装机壳中,机组中心、喷管法兰垂直度、上法兰高程、上法兰水平度是安装的四个控制点,必须四为一体进行兼顾;而对于有单独的水轮机轴承支架的设备重点控制主要是在机组中心线、喷管法兰垂直度,上法中心线偏差小于0.10mm,法兰垂直度小于0.07mm/m,上法兰高程小于±2mm,水平度要求0.07mm/m,楔子板应成对使用,搭接长度在2/3以上。安装后应用0.05mm塞尺检查接触情况,每侧接触长度应大于70%。 求心器、内径千分尺、框式水平仪、卷尺、钢板尺、水准仪 立式冲击式水轮机组安装作业指导书
7 / 40第 7 页 共 40 页 兰高程(注意在确定上法兰高程时,一定要结合考查喷管的流道中心线高程) 6 机壳的加固 当机壳的中心、喷管法兰垂直度、上法兰高程、上法兰水平度调整符合设计要求后,将机壳沿圆周八等份平均布置拉紧器进行预加固,预加固时着重监测喷管法兰垂直度,上法兰高程、上法兰水平度,根据监测数据对分布的拉紧器进行紧固。坚固完成,各测量数据进行复测,合格,即对机壳加用角钢等进行加固。加固中也要着重监测喷管法兰垂直度、上法兰水平度等,如有变化要做适当的调整,至到加固完成,监测数据合格为止。 中心线偏差小于0.10mm,法兰垂直度小于0.07mm/m,上法兰高程小于±2mm,水平度要求0.04mm/m, 焊接工具、求心器、内径千分尺、框式水平仪、卷尺、钢板尺、水准仪
7 机壳上补气管的埋入 上道工序合格验收后,根据图纸要求布置机壳的补气管,(喷管的排污管一般在配水环管安装完后布置) 切口表面应平整,局部凸凹一般不大于3 mm。 管端切口平面与中心线的垂直偏差一般不大于管子外径的2%,且不大于3 mm。 8 机壳的浇砼 本次砼一般仅浇注到机壳补气管下,一方面方便配水环管的安装,另一方面要能保证到机壳稳定性,在配水环管安装过程中机壳安装成果不变化。砼浇注过程中,机壳是比较规则,砼不会有不均匀的浮力,但也要进行上法兰水平的监测,如有变化要在浇注过程中,适当的调整加固、控制浇注方位及速度。 浇砼速度均匀、匀速,浇筑速度小于300mm/h
9 砼浇筑后的验收 砼浇筑完成,砼养生期完成后,对机壳进行验收,上法兰的水平度、高程,喷管法兰的垂直度等。 中心线偏差小于0.10mm,法兰垂直度小于0.04mm/m,上法兰高程小于±2mm,水平度要求0.07mm/m, 二、轴承支架的安装 立式冲击式水轮机组安装作业指导书
8 / 40第 8 页 共 40 页 安装流程图:
频鱍钲鵲鹨溝滾阕缨驕鏞磯騷诺夺遜嘗钡糴荜鯊冑塋则驪悦傾躓鈁惊鸸黽鮫岛铭語属鴿铱譾啬鳜茏莲鄭驁锴橱赢麽紹缠窥灘鰒痪竄載剴鋨。 WBS 序号 作业名称 作业内容 达到标准、要求 主要工器具、材料 1 设备的清点及简单尺寸校验 根据图纸清点设备的数量,外观质量合格,着重校验轴承支架的圆度,轴承基础座法兰的波浪度 支架的圆度0.10mm,波浪度要求以刀口尺与塞尺检查小于0.03mm 卷尺、内径千分尺、刀口尺
2 放置机组中心线 根据设计要求,将大地座标引入厂房后,将机组中心座标、高程根据厂房实际情况放置到线架上 中心线座标误差在0.05mm,高程误差在0.05mm,高程设置比设计轴承支架法兰面高100-250mm 全站仪,经纬仪,水准仪,钢琴线,焊机、气切工具、钢锯、槽钢、角钢、常用工具 3 轴承支架吊入 根据机壳上和轴承支架上的轴线标示将轴承 水准仪、角尺、刀口尺
轴承支架的安装 根据设备上的机组标示,吊入机坑 根据放置的点,调整设备的中心和高程 吊入平水栅与机坑里衬整体焊接
设备清点、尺寸校核
轴承支架的加固、封焊