干膜前处理
前处理简介

锈蚀机理
假如铁已在工厂中提炼过… S H2O CO S Fe H2O CO2
稳定存在的条件 =使它生锈的条件
产生锈蚀的因素
- 水 - 盐类
水和金属长时间的接触 盐类吸收水分和破坏氧化层,以及对 Fe(OH)2起絮凝的作用. 溶解氧化层、激活金属表层(酸性气体或酸 雨) 通常 Fe(OH)2 在碱性条件下不会产生,因 此碱性溶液不会产生锈蚀。如果金属表面 附着一滴碱液,碱液边缘会产生锈蚀,因为 碱液边缘的浓度会越来越低。 加速化学反应的速度。每升高10摄氏度, 化学反应速度提高1.5倍。(尤其是水雾环境)
抛丸打砂后的两个检验定义
粗糙度
抛丸后钢表面的粗糙度指抛丸时钢砂打击在钢板上残留痕迹的深度,粗糙度过小,钢板表面平滑,涂层附着力 差,粗糙度大,油漆不能覆盖住粗糙度的波峰,易形成点蚀,而且会增加油漆消耗量
关于灰尘的评估
钢材表面的灰尘首先会产生附着力问题。其次,灰尘的存在会使涂层浸水后发生起泡问题。 工具和标准: 1.ISO 8502-3 涂漆钢板表面的灰尘评估—压敏胶带法 2.无色透明压敏胶带,宽25mm,剪切强度至少190N(LEC 454-2 测定) 3.白纸或玻璃等 4.10X 放大镜
溶剂清洗
溶剂法除油脂一般是采用非易燃的卤代烃蒸汽法或乳化法。
低碱性清洗剂清洗
低碱性清洗剂包括弱碱性和中碱性清洗剂,是当前应用最为广泛的一类除油脂剂。它的碱性低,pH值为 9~11.5,对设备腐蚀较小,对工件表面状态破坏小,可在低温和中温下使用. 低碱性清洗剂主要由无机低碱性助剂、表面活性剂、消泡剂等组成。 无机助剂主要是硅酸钠、三聚磷酸钠、磷酸钠、碳酸钠等。其作用是提供一定的碱度,有分散悬浮作用,可 防止脱下来的油脂重新吸附在工件表面。 表面活性剂主要采用非离子型与阴离子型,即聚氯乙烯类和磺酸盐型,它们在除油脂过程中起主要作用。在 有特殊要求时还需要加入一些其它添加物,如喷淋需要加入消泡剂,有时还加入表面调整剂,起到脱脂、表 调双重功能。
线路板超粗化与中粗化的应用与改进

线路板超粗化和中粗化的使用和改进为粗化铜面而设计的一种铜面处理工艺;可以使用于HDI板干/湿膜前处理、防焊绿油前处理等。
可增大铜箔比表面积,提高干/湿膜及绿油和铜面的附着力,对HDI板精细线路制作及防止化学沉锡、化学沉镍金制程防焊油的脱落提供强有力的支持。
简单介绍:超粗化工艺是一种独特及全新的流程,使用于印刷电路板的生产过程,可改进干膜/油墨和铜层之结合能力。
因印刷电路板的复杂性提高包括超细的线宽/线距和微通孔或盲孔技术,加上新选择性表面处理工艺的使用,适当的干膜/油墨附着已成为一个关键要求。
传统的前处理工艺如机械性的磨板、火山灰打磨、化学微蚀,已到达他们本身之极限,尤其面对新技术时,以上前处理往往不能满足新技术的要求。
超粗化是一个简单的工艺,透过微蚀作用产生一个平均及微细的有机金属粗糙表面。
此外,经过超粗化处理后,铜表面颜色也十分适合进行自动光学检查及定位工序之使用。
总括而言,使用超粗化工艺能改进生产良品率,从而降低生产成本。
超粗化是为了满足HDI板前处理要求开发的铜面处理工艺,属于硫酸-双氧水微蚀体系,特别适合超细线路图形转移前处理。
可以使用于内、外层干膜前处理、绿油前处理等前处理。
产品特点:粗化铜面的粗糙度大于0.3um,槽液对氯离子容忍度达15PPMλ提供均匀一致的粗糙度和表面状态λ提高绿油、干膜等和铜面的粘结力λ微蚀速率随温度和双氧水的不同而可λ中粗化:含双氧水的超粗化,市场上习惯叫中粗化双氧水超粗化微蚀剂。
微蚀后能得到均匀的微粗糙铜面,且无氧化点,并能增强防焊绿油、内层湿墨、外层干膜和板的结合力,使得良率得以提高,广泛被使用于内层前处理、PTH微蚀、防焊、喷锡、OSP、化银前处理等。
得到均匀的蜂窝微观粗糙面Ra值达到0.35-0.45um。
1、微蚀后能得到均匀的微粗糙铜面;2、对环境没有污染,废水处理简单;3、硫酸双氧水稳定剂铜盐溶解度比过硫酸盐(SPS)更显突出,可到45g/L;4、具有良好、稳定的微蚀速率,而且对细线路没有损伤;5、现场操作简单,槽液易于分析管控;6、微蚀之后板面不会氧化,可长时间存放。
干膜蚀刻不良特征图片f
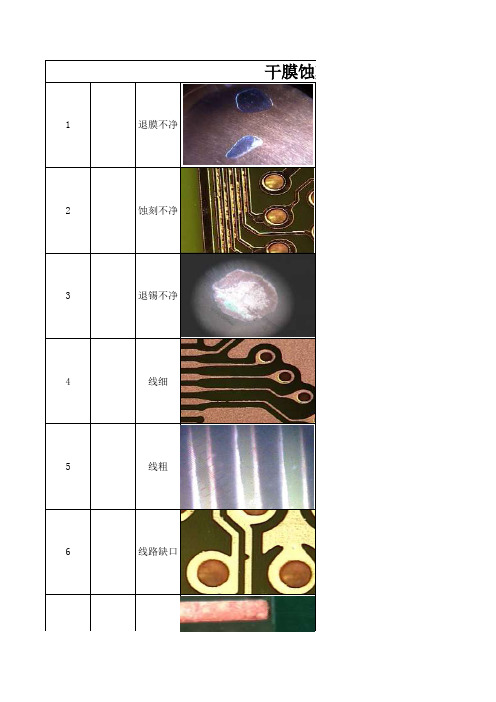
干膜蚀刻不1退膜不净2蚀刻不净退锡不净34线细5线粗6线路缺口7针孔78铜面污染针孔9线路锯齿1011干膜划伤短路线路划伤13焊前刮伤12膜碎返粘14干膜孔破15间距不足16蚀刻过度17焊盘残缺18线路残铜蚀刻不良特征分布1、喷嘴堵塞2、压力小3、药水浓度低4、速度快5、温度低1、清理喷嘴 2、检查调整压力 3、化验调整药水浓度 4、做退膜点确定调整速度 5、检测温度调整1、喷嘴堵塞2、压力小3、药水要求不在范围(比重)4、速度快5、温度低1、清理喷嘴 2、检查调整压力 3、化验调整药水比重 4、做退锡点(或首件)确定调整速度 5、检测温度调整1、喷嘴堵塞2、压力小3、药水要求不在范围(比重铜含量、氯离子、PH值)4、速度快5、温度低1、清理喷嘴 2、检查调整压力 3、化验调整药水浓度(比重铜含量、氯离子、PH值) 4、做蚀刻点(或首件)确定调整速度 5、检测温度调整1、压力大2、药水要求不在范围(比重铜含量、氯离子、PH值)3、速度慢4、温度高5、曝光不良1、、检查调整压力 2、化验调整药水浓度(比重铜含量、氯离子、PH 值) 3、做蚀刻点(或首件)确定调整速度 4、检测温度调整 5、制作曝光尺调整曝光能量1、喷嘴堵塞2、压力小3、药水要求不在范围(比重铜含量、氯离子、PH值)4、速度快5、温度低6、曝光不良1、清理喷嘴 2、检查调整压力 3、化验调整药水浓度(比重铜含量、氯离子、PH值) 4、做蚀刻点(或首件)确定调整速度 5、检测温度调整6、制作曝光尺调整曝光能量1、板面粘附异物显影不净2、显影膜碎反粘1、前处理、压膜按时保养清洁2、显影机按时保养清洁、使用合适匹配干膜压膜1、板面粘附异物显影不净2、显影膜碎反粘3、电镀不良1、前处理、压膜按时保养清洁2、显影机按时保养清洁、使用合适匹配干膜压膜3、检查电镀各项参数1、板面粘附异物显影不净2、显影膜碎反粘3、电镀不良1、前处理、压膜按时保养清洁2、显影机按时保养清洁、使用合适匹配干膜压膜3、检查电镀各项参数1、板面粘附异物显影不净2、显影后清洗不净1、前处理、压膜按时保养清洁2、显影机按时保养清洁3、转运放板工具按时清洁1、人员操作取拿搬运划伤线路2、工具不良造成划伤线路1、要求轻拿轻放,搬运不可拖拉、丢摔板 2、及时处理工具1、退膜温度高、速度慢2、退膜浓度高3、蚀刻温度高4、药水要求不在范围(比重铜含量、氯离子、PH 值)5、显影过度1、检测温度、调整速度 2、化验分析药水调整药水 3、检测温度调整4、化验调整药水浓度(比重铜含量、氯离子、PH值) 5、制作显影点调整速度1、人员操作取拿搬运划伤线路2、工具不良造成划伤线路1、要求轻拿轻放,搬运不可拖拉、丢摔板 2、及时处理工具1、喷嘴堵塞2、压力小3、药水浓度低4、速度快5、温度低6、水洗不净1、清理喷嘴 2、检查调整压力 3、化验调整药水浓度 4、做退膜点确定调整速度 5、检测温度调整 6、清洗更换水洗1、人员操作取拿搬运划伤线路2、工具不良造成划伤线路1、要求轻拿轻放,搬运不可拖拉、丢摔板 2、及时处理工具对位偏温湿度、更改底片 3、使用放大镜检查1、钻孔偏2、底片涨缩3、人员对位偏1、测量校正钻孔精度 2、管控调整温湿度、更改底片 3、使用放大镜检查1、喷嘴堵塞2、压力小3、药水要求不在范围(比重铜含量、氯离子、PH值)4、速度快5、温度低6、曝光不良1、清理喷嘴 2、检查调整压力 3、化验调整药水浓度(比重铜含量、氯离子、PH值) 4、做蚀刻点(或首件)确定调整速度 5、检测温度调整6、制作曝光尺调整曝光能量1、喷嘴堵塞2、压力小3、药水浓度低4、速度快5、温度低6、水洗不净1、清理喷嘴2、检查调整压力3、化验调整药水浓度4、做退膜点确定调整速度5、检测温度调整6、清洗更换水洗1、清理喷嘴2、检查调整压力3、化验调整药水浓度(比重铜含量、氯离子、PH值)4、做蚀刻点(或首件)确定调整速度5、检测温度调整6、制作曝光尺调整曝光能量7、调整退膜各项参数1、压力大2、药水要求不在范围(比重铜含量、氯离子、PH值)3、速度慢4、温度高5、曝光不良1、喷嘴堵塞 2、压力小 3、药水要求不在范围(比重铜含量、氯离子、PH值) 4、速度快 5、温度低6、曝光不良7、退膜不净1、、检查调整压力2、化验调整药水浓度(比重铜含量、氯离子、PH 值)3、做蚀刻点(或首件)确定调整速度4、检测温度调整5、制作曝光尺调整曝光能量。
BGA线路制程简介

二.线路各站简介及相关知识
5.AOI 原理&作用: AOI是 Automated Optics Inspection 的缩写,简言之就是自动光学检查.以光学方式, 由镜头读取基板的反射光,再以计算机计算,来 检出缺点,可以减轻人员的负担.目的在于确保 产品电性功能、确保产品可靠度.筛选产品是否 往下制程走(首片/量产板),作为良率计算使用, 制程改善用指标,制程能力监控、制程异常监控。
12
二.线路各站简介及相关知识
蚀刻均匀性的计算公式如下: (最大值-最小值)
均匀性= 1 - ------------------------因子:衡量蚀刻质量的另外一个重要的标准, 蚀刻因子的出现:药水咬蚀铜面的时候,其喷洒方向并不是垂直 向下的,它在向下的同时对铜面的侧壁也有攻击,这就会造成侧 蚀,如下图所示:
设计规则检查(DRC): 以板子的设计规格加上检查规则做缺点检查,比如线宽、 线距。
最小线宽 规格
PASS
缺口-NG 线细-NG
22
三.结束语
23
10
二.线路各站简介及相关知识
然而,随着Fe3+的消耗,蚀刻液中的CU2+不断增加,当 溶铜量达到每升60克时,蚀刻时间增长,当溶铜量达到 82.40克/升时,蚀刻时间急剧增长,表明此时的蚀刻液再不 能继续使用,需要进行再生或更换。 △.再生反应
2 CuCL+ 2 HCL + ½ O2 2 CuCL2 + H2O 2 FeCL2 + 2 HCL + ½ O2 2 FeCL3 + H2O
此法易导致过多的假点出现。
多出的影
像为缺点
影像
XOR
参考影像
20
IDF工序培训教材
三、涂布(Roller Coating)
1.概述:
将树脂油墨和溶剂的混合物均匀的涂在经过洁净、粗化的覆铜箔板上, 溶剂经过烘箱挥发,使油墨与板牢牢结合。
2.涂布流程:
清洁→进板→涂膜→烘干→冷却→清洁→出板→收板
3.参数控制:
油墨温度:20-26℃ 油墨粘度:35-45 sec 涂布速度:2.5-3.5m/min(视板厚而定) 油墨厚度:9-11um 烘板温度:根据板厚选择对应的温度曲线程序,一般140℃左右。
3.干膜结构:
❖ 聚乙烯垫层:支撑抗蚀层的载体,曝 光后显影前人工除去
❖ 抗蚀层:感光主体
❖ 聚脂盖层:保护膜,避免在卷膜时每 层抗蚀层与垫层之间相互粘连,贴膜 于铜箔前贴膜机将其自动剥离。
4.贴膜三要素:
v 压力:压力过小易导致气泡、贴膜不牢 v 温度:贴膜温度过高,干膜可能变脆、起皱,可能造成挥发成分急剧
v 涂膜面积达到60万平方英尺需更换涂膜轮
四、曝光
1.概述:
在紫外光照射下,药膜进行交联聚 合反应,在板面上初步形成图象。 曝光机都是使用点光源。
2.流程
清洁曝光机→装菲林→放板→抽真空 →自动曝光→收板
3.装菲林:
菲林打孔后装上曝光机自动对位,对 位完成后曝光盘会将菲林吸附其上, 在菲林四周贴上红胶带固定,并在菲 林四周加上厚度合适的垫条。
干膜显影点控制在40-60%,湿膜显影点控制在30-50%。
3.蚀刻
❖ 酸性氯化铜蚀刻液 主要成分为氯化铜、盐酸、氯化钠,通过 添加盐酸和氯酸钠再生
❖ 蚀刻均匀性:平放的板在蚀刻时中间会聚 集药液,中间聚集的药液老化使中间的蚀 刻速度变慢,出现中间蚀刻慢,板边蚀刻 快的现象,要通过喷嘴方向和喷淋压力来 调整蚀刻均匀性。
干膜缺陷原因分析与预防措施
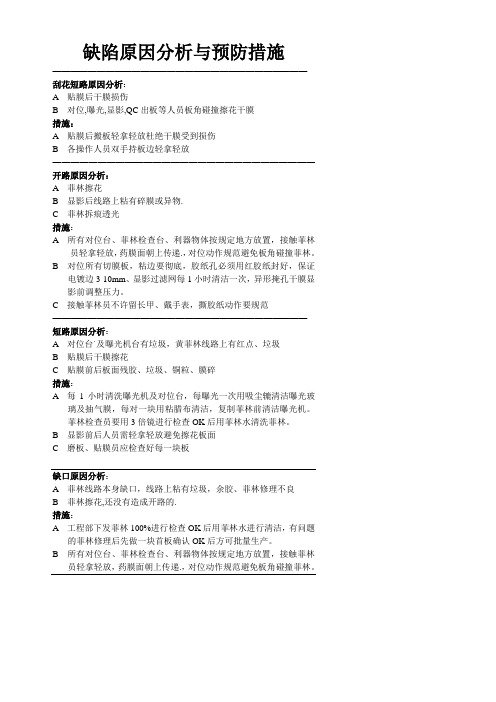
缺陷原因分析与预防措施—————————————————————————————刮花短路原因分析:A 贴膜后干膜损伤B 对位,曝光,显影,QC出板等人员板角碰撞擦花干膜措施:A 贴膜后搬板轻拿轻放杜绝干膜受到损伤B 各操作人员双手持板边轻拿轻放—————————————————————————————开路原因分析:A 菲林擦花B 显影后线路上粘有碎膜或异物.C 菲林拆痕透光措施:A 所有对位台、菲林检查台、利器物体按规定地方放置,接触菲林员轻拿轻放,药膜面朝上传递.,对位动作规范避免板角碰撞菲林。
B 对位所有切膜板,粘边要彻底,胶纸孔必须用红胶纸封好,保证电镀边3-10mm、显影过滤网每1小时清洁一次,异形掩孔干膜显影前调整压力。
C 接触菲林员不许留长甲、戴手表,撕胶纸动作要规范—————————————————————————————短路原因分析:A 对位台`及曝光机台有垃圾,黄菲林线路上有红点、垃圾B 贴膜后干膜擦花C 贴膜前后板面残胶、垃圾、铜粒、膜碎措施:A 每1小时清洗曝光机及对位台,每曝光一次用吸尘辘清洁曝光玻璃及抽气膜,每对一块用粘腊布清洁,复制菲林前清洁曝光机。
菲林检查员要用3倍镜进行检查OK后用菲林水清洗菲林。
B 显影前后人员需轻拿轻放避免擦花板面C 磨板、贴膜员应检查好每一块板缺口原因分析:A 菲林线路本身缺口,线路上粘有垃圾,余胶、菲林修理不良B 菲林擦花,还没有造成开路的.措施:A 工程部下发菲林100%进行检查OK后用菲林水进行清洁,有问题的菲林修理后先做一块首板确认OK后方可批量生产。
B 所有对位台、菲林检查台、利器物体按规定地方放置,接触菲林员轻拿轻放,药膜面朝上传递.,对位动作规范避免板角碰撞菲林。
残铜超标原因分析:A 板面凹坑、干膜与板面结合不紧、显影后分离、被镀上金属B 曝光机上及菲林透光处有垃圾,已曝光部位干膜区域露铜被镀上金属C 图形电镀之前干膜擦花被镀上金属,原非铜区域残留下铜皮措施:A 磨板前及贴膜前认真检查板面质量,重点检查凹坑及凸起铜粒及时处理打磨或标识。
外层干膜培训教材
③ 感光性
感光性包括感光速度、曝光时间宽容度和深度曝光性等。 感光速度 感光速度是指光致抗蚀剂在紫外光照射下,光聚合单体产生聚合反应 形成具有一定抗蚀、能力的聚合物所需光能量的多少。
曝光时间宽容度
通常干膜的最佳曝光时间选择在最小曝光时间与最大曝光时间之间。 最大曝光时间与最小曝光时间之比称为曝光时间宽容度。
采用厚聚酯片基的银盐片和重氮片,它们的利弊比较如下:
项目
遮光率 对位 弹性 厚度
重氮片
较好 易 较好 较厚,散射较多,影响分辨 率 稍好 吸收约50%
银盐片
好 难 较难 较薄,较少散射
曝光中发热 曝光中吸收部分UV 能量
易,故粘底片可能性大 吸收约25%
5.3 主要品质问题
问题 原 因 解决办法
2.3 主要组成成分
粘结剂:作为光致抗蚀剂的成膜剂,使感光胶各组份粘结成膜,
起抗蚀剂的骨架作用,它在光聚合过程中不参与反应。 光聚合单体:它是光致抗蚀剂干膜的主要成份,在光引发剂的 存在下,在曝光过程中经紫外光照射,会与自由基发生反应, 然而再开始一连串传播式的感光聚合反应,或称为交联反应而 生成体型聚合物,感光部分不溶于显影液,而未感光部分可通 过显影除去,形成抗蚀图形。 光引发剂:在320-400nm波长的紫外光照射下,光引发及吸收 紫外光的能量产生自由基,而自由基进一步引发光聚合单体发 生交联反应。 增塑剂 热阻聚剂 染料 溶剂
6.3 显影点的控制
显 影 段 入 口
传送方向
显影缸
X
Y
显影点=X/Y
X—板面出现残胶的点到显影段入口的距离
Y—显影段总长度
6.4 主要品质监控点
问题 原因 显影温度太低 解决方法 调整显影温度至标准 范围内。 调整显影时间至标准 范围内。 调整喷淋压力至标准 范围内/检查喷嘴是否 堵塞,并进行清洗。 加入适量的消泡剂 备注 显影后板面残胶的检查方 法: 1)显影后板面是否有余胶 ,肉眼很难看出,可用1% 甲基紫酒精水溶液或l一2 %的硫化钠 或硫化钾溶液 检查,染十甲基紫颜色和 浸入硫化物后没有颜色改 变说明有余胶。 2)显影后板面经过清洁、 微蚀粗化及稀硫酸处理后 ,放入5%重量比氯化铜溶 液内处理30秒,板面会与 氯化铜溶液很快形成一层 灰黑色氧化层;若铜面有 余胶,则仍会保持光亮铜 的颜色。
生产设备耗能设备清单(线路板厂)
7.5KW/1台 7.5KW/1台 7.5KW/1台 68.7KW/1台 68.7KW/1台 68.7KW/1台 71KW/1台
/ 75KW/1台
电机功率/数量 电机功率/数量 电机功率/数量 电机功率/数量 电机功率/数量
0.25KW/4台
0.75/5台
2.2KW/10台 0.75KW/4台
5.5 KW/3台 0.75KW/1台 0.75KW/7台
总功率 25KW 85KW 85KW
50KW 150KW 30KW
37kw 22kw 11kw 37kw 11kw 85KW 80KW 120KW 227KVA 115KVA 37kw 80KW 160KW 22kw 80kw 75KW 35KW 15KW 60p 85KW 60kw
700KW 41KW 207KW
135KW 100P 100P 100P 100P 50P 160KW
电机功率/数量
1.5KW/2台 1.5KW/6台 2.2KW/26台 2.2KW/31台 1.5KW/9台 0.2KW/9台 1.5KW/4台 0.2KW/1台 37KW/1台 22KW/1台 11KW/1台 37KW/1台 11KW/1台 5.5KW/2台 5.5KW/2台 1.5KW/9台 1.5KW/22台 1.5KW/9台 37KW/1台 5.5KW/2台 7.5KW/2台 22KW/1台 2.2KW/1台 2.2KW/1台 0.75KW/4台 0.75KW/4台 37KW/1台 2.2KW/3台 7.5KW/6台 7.5KW/4台 10KW/2台 4KW/3个 4KW/10个 5.5KW/1个 1.5KW/7个 75KW/台 75KW/台 75KW/台 75KW/台
0.25KW/7台 2.2KW/6台 2.2KW/11台
多层盲埋孔板制作流程
在PCB制作中我们会提到图形转移这个概念,因为导电图形的制 作是PCB制作的根本。所以图形转移过程对PCB制作来说,有非常重要 的意义。 内层干膜包括内层贴膜、曝光显影、内层蚀刻等多道工序。内层 贴膜就是在铜板表面贴上一层特殊的感光膜。这种膜遇光会固化,在 板子上形成一道保护膜。曝光显影是将贴好膜的板将进行曝光,透光 的部分被固化,没透光的部分还是干膜。然后经过显影,褪掉没固化 的干膜,将贴有固化保护膜的板进行蚀刻。再经过退膜处理,这时内 层的线路图形就被转移到板子上了。 对于设计人员来说,我们最主要考虑的是布线的最小线宽、间距 的控制及布线的均匀性。因为间距过小会造成夹膜,膜无法褪尽造成 短路。线宽太小,膜的附着力不足,造成线路开路。所以电路设计时 的安全间距(包括线与线、线与焊盘、焊盘与焊盘、线与铜面等), 都必须考虑生产时的安全间距。
内层线路做好的板子必须要经过黑化或棕化后才能进行层压。它是 对内层板子的线路铜表面进行氧化处理。一般生成的Cu2O为红色、 CuO为黑色,所以氧化层中Cu2O为主称为棕化、CuO为主的称为黑化。
流程
17
東莞生益電子有限公司
3. 黑化和棕化:
棕
流程
化
线
18
黑
化
线
東莞生益電子有限公司
4.层压:(PRESSING)
東莞生益電子有限公司
多层板盲埋孔板的制作 流程
Feb.26,2006
1
東莞生益電子有限公司
前言
由于高科技的发展迅速,大部分的电子产品都开始向多 层化的方向发展。传统的单、双面板已经不能满足设计和使 用的要求。多层板的制作在整个PCB制作中已经占主导地位。 为了适应市场的要求,大多数PCB厂家都在提升自己的内层 技术能力。 本文主要介绍了多层板的材料分类、基本的制作能力、 多层盲埋孔板的制作流程以及根据制作工艺对多层埋盲PCB 设计的建议。
湿制程问题原因与对策
调整至设定值
溶铜量过高
若达极限需当槽
蚀铜率过低
微蚀液浓度过低
分析浓度并调整
温度过低
调整至设定值
氯离子污染
当槽
铜离子过低,未达启始电位
加入部分旧槽液或加入少许铜粉
内层压合前处理问题分析与原因
问题点(Problems)
发生原因(Roots Cause)
对策(Solution)
棕化处理呈淡棕或淡红色
1.需将温度及时间调整至设定值
2.做Sweller及去胶渣槽DOE实验,求最佳参数
镀通孔问题原因与对策
问题点(Problems)
发生原因(Roots Cause)
对策(Solution)
清洁整孔剂
水纹或指纹无法去除
1.槽液配置错误或添加不足
2.槽液温度不足
1.重新配槽或添加
2.检查温度控制器及调整
微蚀槽
铜面上有干膜或湿膜之残留物未剥除干净
检查剥膜制程的负荷量及水洗情形,如负荷量太大,请检查剥膜药液浓度、滤网或当槽换新
预浸槽遭酸液污染
分析预浸槽的浓度,如酸的浓度太高(PH<2)会导致此类露铜情形,如有需要则稀释或当槽。
预浸槽或棕化槽遭氯离子污染
1.分析纯水之氯离子是否超过正常规范?
2.检查纯水制造机之离子交换树脂是否失效?
2.检查棕化槽温度控制系统
1.抗撕强度不足
2.成品板爆板分层
3.粉红圈
棕化槽药液浓度异常及偏离
检查及调整棕化槽各项药水浓度
棕化槽液过于老旧活性不足
1.提高Feed&Bleed药液添加速率
2.如停机时间超过一周以上未操作,则建议更新槽液
棕化后板面吸湿严重
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[最大]
ii) 200 mm×200 mm
[最小]
iii)0.3~3.2 mm
[厚度]
0.6~5米/分钟(可调)
[工作速度预设为: 3.0米/分钟]
975 ± 25mm
700mm
[有效工作面阔度:630mm]
∅40mm
55mm
3相 380VAC 50Hz 56kW[额定](电机功率48kw,发热管功率7.2kw)
<28度/时(每平方米做板耗电量:0.35度/㎡)
12~24 L /min (4.50L/㎡)
[自来水]
1.4 m3/min
[非干板段]
第 2 页,共 12 页
12) 控制电箱: 13) 出入板方向: 14) 排水管数量: 15) 排水方向: 16)备注:
永 天 机 械 设 备 制 造 (深 圳 )有 限 公 司
溢流水洗 2
清水入
滤筒 材质
—
UPVC
UPVC
UPVC —
过滤系统 滤筒 滤芯 滤芯 数量 精度 数量
—— —
1 60 目 1
1 60 目 1
1 60 目 1 —— —
过滤器
—
网板式 辅缸过滤网
网板式 辅缸过滤网
网板式 辅缸过滤网
—
3 磨板1 4 磨板2
—
——
—
铜粉过滤器
—
——
—
客户名称:新兴
机组型号:12DFP307055060
网板式 辅缸过滤网
网板式 辅缸过滤网
网板式 辅缸过滤网
网板式 辅缸过滤网
—
空气过滤器
粗效过滤网
客户名称:新兴
机组型号:12DFP307055060
温控系统
加热器 冷却管
材质
排气 温控器 管径 数量
备注
—
—
—
——
—
—
—
—
——
—
Φ19×6m SUS316 —
——
—
—
—
—
——
—
—
—
—
——
—
—
—
——
— 2.4KW×3 支
1个
OD18*3 ID25*4 YT-231 YT-229
10 件 10 件 5件 5件
EPDM EPDM PP HDPE
25
交流接触器
26
中间继电器
27
中间继电器
28
保险管
SC-E05
1个
14P MY4NJ DC24V
1个
8P MY2NJ AC220V
1个
2A φ6x30L
5个
YT-124 10 件
喷淋压力 压水辘
喷管/(磨辘▲)/(风刀*)
喷咀
(kg/cm2) 数量(对) 材质
上
下
材质 类型 数量
加压水洗2
95
3
1 2.0~3.0 2
PP
3
5
2707
UPVC
清水洗
—
—
—
—
1
PP
1
3
UPVC 扇形 48
1
UPVC 扇形 10
7.5*
3
—
干板组合
—
6
2544
SUS 0.95KW* 1
—
2
PP
3*
地址:深圳市宝安区石岩镇水田村
ADDR:SHUITIAN VILLAGE,SHIYAN TOWN,BAOAN,SHENZHEN,CHINA
TEL:(0755)29839374 Certificate NO.:71967 FAX:(0755)29839345 日 期 : 2011-05-19
规格 YT-154 YT-217 YT-372 YT-371 YT-317
1
PP
5*
3*
SUS 风刀 —
5*
SUS 风刀 —
出板
—
—
—
—
—
—
—
—
—
—
—
第 5 页,共 12 页
永 天 机 械 设 备 制 造 (深 圳 )有 限 公 司
YONGTIAN MACHINERY EQUIPMENT MANUFACTURE (SHENZHEN)CO.,LTD
地址:深圳市宝安区石岩镇水田村
TEL:(0755)29839374 Certificate NO.:71967 FAX:(0755)29839345 日 期 : 2011-05-19
段落名称
长度 (有效长度)
(mm)
容量 (公升)
机体 材质
液泵/(风机*) 功率(HP) 数量
客户名称:新兴 喷淋系统
机组型号:12DFP307055060
YONGTIAN MACHINERY EQUIPMENT MANUFACTURE (SHENZHEN)CO.,LTD
地址:深圳市宝安区石岩镇水田村
ADDR:SHUITIAN VILLAGE,SHIYAN TOWN,BAOAN,SHENZHEN,CHINA
TEL:(0755)29839374 Certificate NO.:71967 FAX:(0755)29839345 日 期 : 2011-05-19
喷淋系统
喷淋压力 压水辘
喷管/(磨辘▲)/(风刀*)
(kg/cm2) 数量(对) 材质
上
下
材质
喷咀 类型 数量
1
入板
525
— UPVC
—
—
—
—
—
—
—
—
—
—
酸洗
120
3
1 1.5~1.8 6
PP
4
பைடு நூலகம்
4
UPVC 扇形 64
溢流水洗 1
95
2
1 1.5~1.8 3
PP
3
2
1778
UPVC
溢流水洗 2
95
2
1 1.5~1.8 2
(乙) 基本规格 1) 外尺寸: 2) 工件尺寸:
3) 输送速度: 4) 输送面高度: 5) 输送面阔度: 6) 行辘直径: 7) 行辘轴距离: 8) 电源要求: 9) 耗电量: 10) 耗水量: 11) 排气量:
10069 mm(L)×1891 mm(W)×2465±25 mm(H)
i) 610 mm×610 mm
PP
3
3
UPVC 扇形 48
3
UPVC 扇形 48
清水入
—
—
—
—
3
磨板 1
3
4
—
1515
—
SUS
—
—
—
—
—
—
—
—
—
—
—
—
Φ5”#320 Φ5”#320 Φ5”#500 Φ5”#500
针辘
—
—
—
—
2
2
UPVC 扇形 28
4
磨板 2
3
2
—
1000
—
SUS
—
—
—
—
— Φ5”#500 Φ5”#500 针辘 —
3
3
UPVC 扇形 90
第 4 页,共 12 页
永 天 机 械 设 备 制 造 (深 圳 )有 限 公 司
YONGTIAN MACHINERY EQUIPMENT MANUFACTURE (SHENZHEN)CO.,LTD
地址:深圳市宝安区石岩镇水田村
ADDR:SHUITIAN VILLAGE,SHIYAN TOWN,BAOAN,SHENZHEN,CHINA
TEL:(0755)29839374 Certificate NO.:71967 FAX:(0755)29839345 日 期 : 2011-05-19
(丁) 系统规格:
段落名称
长度 (有效长度)
(mm)
容量 (公升)
机体 材质
液泵/(风机*) 功率(HP) 数量
客户名称:新兴
机组型号:12DFP307055060
2)放板距离:
每块线路板之间的距离为50mm.
3)工作速度:
3.0 m/min.
4)产量(件/小时)
3000 ÷(400 + 50)mm×60分钟
约400件/小时
5)产量(件/日)
400×20小时
共8000件/日
6)产量(件/月)
8000×26日
共208000件/月
7)产量(平方尺/月) 208000×2.2平方尺×80%
名称 隔套 锁紧套
主动齿轮 被动齿轮 直齿轮
插件 喷咀芯 喷咀盖 喷咀座 喷咀胶圈 喷管胶圈 活动行辘片 活动隔套 滚轮片 M16 螺钉
永 天 机 械 设 备 制 造 (深 圳 )有 限 公 司
YONGTIAN MACHINERY EQUIPMENT MANUFACTURE (SHENZHEN)CO.,LTD
ADDR:SHUITIAN VILLAGE,SHIYAN TOWN,BAOAN,SHENZHEN,CHINA
TEL:(0755)29839374 Certificate NO.:71967 FAX:(0755)29839345 日 期 : 2011-05-19
续表﹕
段落名称
1
入板
酸洗
溢流水洗 1 2
ADDR:SHUITIAN VILLAGE,SHIYAN TOWN,BAOAN,SHENZHEN,CHINA
TEL:(0755)29839374 Certificate NO.:71967 FAX:(0755)29839345 日 期 : 2011-05-19