25.ISO 2553-2013(EN)焊接符号翻译
常用焊接方法代号

114 cored arc welding Submerged arc 12 埋弧焊 12 welding 熔化极气体保护电弧 Gas metal arc 13 13 焊 welding MIG焊(熔化极惰性 131 131 MIG welding 气体保护焊 135 141 MAG焊(熔化极非 惰性气体保护焊 TIG(钨极惰性气体 保护) 135 MAG welding 141 TIG welding
常用焊接方法代号(摘录)
GB/T 5185-1985
数字 代号 焊接方法名称 数字 代号 111
GB/T 5185-1985与ISO 4063:1998对照 ISO 4063:1998 GB/T 5185-1985
焊接方法名称 Manual metal arc welding
Self-shielded tubular
Resistance butt welding HF resistance 291 welding 25
注: 1.焊接方法数字代号标注在GB/T 324-1988所规定的焊缝符号的尾部。
2.单一焊接方法代号的表示,如角焊缝采用MAG焊其标注见图a。 3.一个焊接接头采用两种焊接方法的组合焊接方法,如用TIG焊打底,后用MIG焊盖面,其标注如图b。 4.为简化标注,也可在图样的技术要求中用文字叙述,如:“焊缝全部采用xxxx焊(或用数字代号)”
15 等离子弧焊 152 微束等离子弧焊 155 等离子MIG焊 2 电阻焊
15 Plasma arc welding
81 火焰切割 821 空气电弧切割
151 Plasma MIG welding 2 Resistance welding
83 等离子弧切割 871 碳弧气刨 88 等离子弧气刨
焊接符号
焊接符号焊接符号提供了表述图纸上完整的焊接信息。
它们能迅速提供给设计者,绘图员,工长,焊接人员,包括焊接检验员每个接头须用何种焊接方法才能达到满意的材料强度和满足使用条件。
对于焊接生产人员,焊接符号经常能转达影响所要生产件的最终尺寸的信息。
例如,根部间隙的变化会实际改变工件尺寸导致与图纸上提供的设计尺寸不符。
检验师必须知道这些要求及改变的指定参数。
焊接生产人员必须了解装配焊的尺寸及位置。
超尺寸的定位焊,及不在指定焊接区域布置定位焊会导致过多步骤完成一项工作。
典型的例子有在指定的交错角焊缝区域外布置定位焊。
另外一个例子是焊工将过量的定位焊熔在所需焊缝处得到的焊缝外观。
这些例子通常是在检验师的检验职责的要求下,因此焊接检验员必须要熟悉焊接符号的含义,以便完成其职责。
在这一段中,焊接检验员须基本了解在焊接符号信息的含义,基本焊缝符号的标识,辅助符号的使用,及对关联于基本焊接符号的术语的理解。
焊缝及焊接符号的相关细节和对应术语在AWS A2.4“焊接,钎焊和无损检测标准术语”现行版本中。
这一标准见图 4.36,由美国焊接学会出版。
焊缝符号及焊接符号AWS给出了焊缝符号及焊接符号区别,焊缝符号(见图4.38)标识了焊缝的指定类型,它仅是焊接符号的一部分,焊缝符号标注在焊接符号参考线的上部或下部。
焊接符号(见图4.39) 表示出了全部符号,包括标识焊缝所需的全部信息。
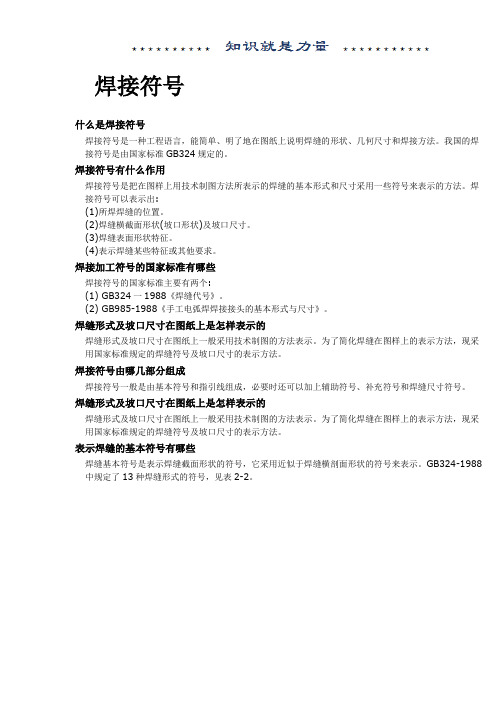
所有焊接符号须有参考线和箭头,见图4.37。
焊接符号要素除非有特殊说明,否则除了参考线和箭头外,其它的要素并不是都要使用的。
一个焊接符号可以包含下列要素:∙参考线(必要要素)∙箭头(必要要素)∙尾巴∙基本焊缝符号∙尺寸和其它数据∙辅助符号∙外形符号∙技术要求,工艺,其它参考线总是划成水平线。
它用来表示焊缝符号和其它数据,对在其上标识的任何要素都有其具体的含义。
参考线以下被称为箭头端,参考线以上称为另一端。
在图4.40表示了这一惯例。
箭头方向不改变参考线的含义。
焊接符号标注及详细表示方法
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载焊接符号标注及详细表示方法地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载 HYPERLINK "/zt-hanjiefuhao/%E7%84%8A%E6%8E%A5%E7%AC%A6%E5%8F%B7%E8%AF%B4%E6%98%8E%E5 %A4%A7%E5%85%A8.xls" 焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) HYPERLINK"/biaozhun/showbz_915.html" \t "_blank" GB324一2008《焊缝代号》。
焊接符号含义
焊接符号什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一1988《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号代码

焊接符号代码1 电弧焊11 无气体保护电弧焊111 手弧焊112 重力焊113 光焊丝电弧焊114 药芯焊丝电弧焊115 涂层焊丝电弧焊116 熔化极电弧点焊118 躺焊12 埋弧焊121 丝极埋弧焊122 带极埋弧焊13 熔化极气体保护电弧焊131 MIG 焊:熔化极惰性气体保护焊(含熔化极Ar 弧焊) 135 MAG 焊:熔化极非惰性气体保护焊(含CO2 保护焊) 136 非惰性气体保护药芯焊丝电弧焊注:FCAW137 非惰性气体保护熔化极电弧点焊14 非熔化极气体保护电弧焊141 TIG 焊:钨极惰性气体保护焊(含钨极Ar 弧焊)142 TIG 点焊149 原子氢焊15 等离子弧焊151 大电流等离子弧焊152 微束等离子弧焊153 等离子弧粉末堆焊(喷焊) 154 等离子弧填丝堆焊(冷、热丝)155 等离子弧MIG 焊156 等离子弧点焊18 其它电弧焊方法181 碳弧焊185 旋弧焊2 电阻焊21 点焊22 缝焊221 搭接缝焊223 加带缝焊23 凸焊24 闪光焊25 电阻对焊29 其它电阻焊方法291 高频电阻焊3 气焊31 氧-燃气焊311 氧-乙炔焊312 氧-丙烷焊313 氢-氧焊32 空气-燃气焊321 空气-乙炔焊322 空气-丙烷焊33 氧-乙炔喷焊(堆焊) 4 压焊41 超声波焊42 摩擦焊43 锻焊44 高机械能焊441 爆炸焊45 扩散焊47 气压焊48 冷压焊7 其它焊接方法71 铝热焊72 电渣焊73 气电立焊74 感应焊75 光束焊751 激光焊752 弧光光束焊753 红外线焊76 电子束焊77 储能焊78 螺柱焊781 螺柱电弧焊782 螺柱电阻焊9 硬钎焊、软钎焊、钎接焊91 硬钎焊911 红外线硬钎焊912 火焰硬钎焊913 炉中硬钎焊914 浸沾硬钎焊915 盐浴硬钎焊916 感应硬钎焊917 超声波硬钎焊918 电阻硬钎焊919 扩散硬钎焊923 摩擦硬钎焊924 真空硬钎焊93 其它硬钎焊方法94 软钎焊941 红外线软钎焊942 火焰软钎焊943 炉中软钎焊944 浸沾软钎焊945 盐浴软钎焊946 感应软钎焊947 超声波软钎焊948 电阻软钎焊949 扩散软钎焊951 波峰浇注软钎焊952 烙铁软钎焊953 摩擦软钎焊954 真空软钎焊96 其它软钎焊方法97 钎接焊971 气体钎接焊972 电弧钎接焊2014-10-22。
常用的焊接符号图解【太全了】
常用的焊接符号图解内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.焊缝符号是工程语言的一种,用于在图样上标注焊缝形式、焊缝尺寸和焊接方法等。
焊缝符号是进行焊接施工的主要依据。
从事焊接工作的人,要熟悉常用焊缝符号的标注方法及其含义。
焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
当然,在表示焊缝时,也可以采用机械制图的方法来详细表示。
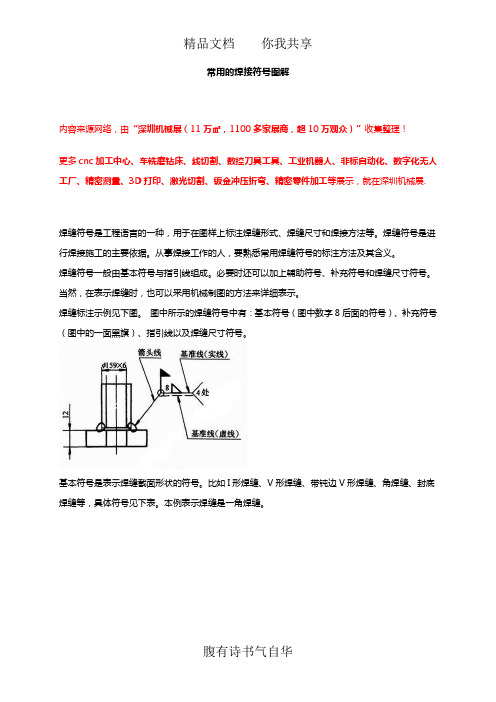
焊缝标注示例见下图。
图中所示的焊缝符号中有:基本符号(图中数字8后面的符号)、补充符号(图中的一面黑旗)、指引线以及焊缝尺寸符号。
基本符号是表示焊缝截面形状的符号。
比如I形焊缝、V形焊缝、带钝边V形焊缝、角焊缝、封底焊缝等,具体符号见下表。
本例表示焊缝是一角焊缝。
辅助符号是表示焊缝表面形状特征的符号。
辅助符号有三种,分别表示焊缝表面平齐、焊缝表面凹陷、焊缝表面凸起。
一般情况下,不需要确切地说明焊缝的表面形状,所以辅助符号经常不标。
有时为了补充说明焊缝的某些特征,需要其它符号来表示。
比如要表示焊缝环绕工件周围,用一圆圈表示;要表示焊接时焊缝底部带有垫板,可以用一矩形来表示等,这些都属于补充符号。
本例中的黑旗称为现场符号,表示此处焊缝在现场或工地上进行焊接。
补充符号应用示例见下表。
但是为了完整地表示焊缝,除了以上符号以外,还应包括指引线、一些尺寸符号及数据。
指引线一般由带有箭头的指引线和两条基准线(一条为实线,另一条为虚线)两部分组成,如上图a所示。
如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧,如图b所示;如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧,如图c所示;标注对称焊缝及双面焊缝时,可不加虚线,如图d所示。
焊接符号、补充焊接符号类型和图纸(大全)
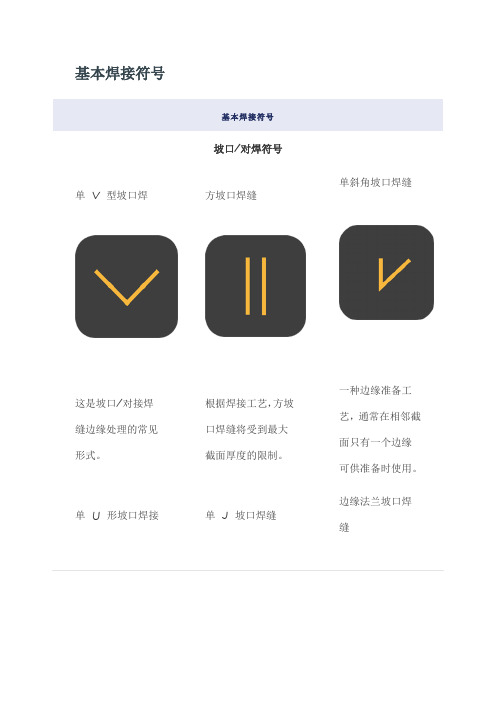
基本焊接符号单V 型坡口焊这是坡口/对接焊缝边缘处理的常见形式。
方坡口焊缝根据焊接工艺,方坡口焊缝将受到最大截面厚度的限制。
单斜角坡口焊缝一种边缘准备工艺,通常在相邻截面只有一个边缘可供准备时使用。
基本焊接符号如果截面厚度大于12 毫米,则使用这种类型的焊接来限制所需焊接金属的数量。
如果型材的厚度大于16mm,并且只有相邻型材的一个边缘可供准备,则使用这种类型的焊缝来限制所需焊接金属的数量。
根据ISO 标准,它说明了具有凸起边缘的板之间的坡口焊缝。
根据AWS 标准,它展示了法兰凹槽接头上的边缘焊缝。
角部法兰坡口焊缝带宽根面的单V型坡口焊缝带宽宽根面单坡口焊缝宽基本焊接符号它展示了带有一个凸起边缘的坡口焊缝板。
根面的单V 型坡口焊缝的ISO 标准符号。
根面单坡口焊缝的ISO 标准符号。
尽管ISO 2553中提到了这两种情况,但最好还是避免使用。
扩口V 型坡口焊缝AWS 标准符号,用于说明由两个曲扩口斜角坡口焊缝一种AWS 标准符号,用于说明由一陡峭侧面V 型坡口焊缝陡峭侧面V 型坡口焊缝的ISO 标陡峭侧面斜角坡口焊缝陡峭侧面斜角坡口焊缝的ISO 标准符号,坡口角度为15 – 30⁰,用于边缘准备。
基本焊接符号角焊缝的符号,是最常用的焊接类型。
如果没有指定,则腿长相等。
说明边缘焊缝,通常仅沉积在一侧。
一种使用完全充满焊接金属的圆形或细长孔形成重叠接头的焊接类型。
电弧点焊电阻点焊电阻缝焊缝基本焊接符号点焊是在单个点使用高热量输入进行的。
符号说明了从接头一侧进行的电弧点焊。
符号用于说明电阻点焊,需要从两侧进行操作。
点焊通常是指电阻点焊。
焊与点焊类似,但它不是单点焊接,而是以线性形式进行。
该符号表示电阻缝焊,需要从接头两侧进行操作。
弧形缝焊符号用于说明弧形缝焊,仅从接头的一侧进行焊接。
缝焊通常采用电阻缝焊,而很少使用电堆焊顾名思义,该符号的箭头线指向要涂敷焊缝金属的整个表面。
补充焊接符号补充焊接符号用于提供有关焊接接头的附加信息。
焊接符号说明及标注
焊接符号说明接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。
焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。
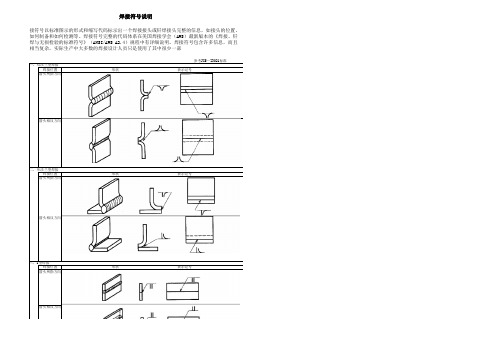
焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm 板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°该部位机加磨平处理闪光焊接闪光焊接闪光焊接闪光焊接摩擦压接五,X型焊接焊接位置形状表示记号两面箭头对面方向9mm 坡口开口角度 箭头方向60° 箭头对面方向90°板材间距3mm 闪光焊接坡口深度3mm坡口开口角度90° 板材间距为0摩擦压接坡口深度3mm坡口开口角度90° 板材间距为0六,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45° 板材间距6.4mm 使用垫板角连接板厚25mm 坡口角度45°闪光焊接 闪光焊接 摩擦压接七,K型焊接焊接位置形状表示记号箭头所指方向坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向摩擦压接闪光焊接闪光焊接坡口深度28mm坡口角度35°板材根部半径12mm 板材间距2mm九,双J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U型焊接焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十一,H型焊接焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭 型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面十四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm十六,角焊接(间断)焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十七,塞型,槽型焊接焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦点焊发散型焊接 发散熔接 发散熔接 发散熔接发散熔接对接焊,角焊表面凸起角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接该部位进行削平处理 该部位进行打磨处理 该部位进行机加磨平处理二十五,记号组合焊接位置形状表示记号 型焊接与拍子型焊接K型焊接与角焊接型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十六---3,磁粉探伤,渗透探伤焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.范围本国际标准规定了技术图纸上焊接坡口符号采用规则,这可能包括几何形状、制造、质量和焊缝测试方面的信息,本标准的原则可能也用于钎焊。
目前市场上有两种方法得到认同用于在图纸上,在本国际标准中,规定、表格和数据带有后缀A 仅仅适用于根据双基准线的符号标识系统规定表格和数据带有后缀B仅仅用于基于单基准线的符号标识系统规定、表格和数据没有后缀A或B的适用于上面两种符号标识系统本标准中规定的符号可以结合技术图纸中其他符号使用,例如wield 显示表面光洁度要求另外一种标识方法是用于代表焊接坡口,方法是规定关键涉及信息如焊缝尺寸、质量级别等,坡口制备和焊接工艺然后由生产单位确定来满足规定的要求。
注:本标准中的例子,含尺寸仅仅是说明作用,是为了演示适当的标准的应用,不是代表了实际的标准良好的涉及或替代标准或规范要求。
2.参考标准3.1 焊接符号焊接符号包括一个箭头和一个基准线,可能也包括基本符号和增补符号,尺寸和或尾巴来指示焊接坡口类型和位置以及坡口的制备3.2 基本焊接符号符号包括箭头参考线以及当坡口没有规定出时,仅仅是为了表示做了坡口3.3 箭头主要的焊接符号线指示出坡口一般相对于基准线135℃3.4 参考线焊接符号的一部分,一般与图纸的底部边缘平行3.5 尾巴V形状的基本符号3.6 箭头侧坡口侧面箭头指向的位置3.7 其他侧坡口朝着箭头侧面的对立面3.8 基本符号形成焊接符号的符号,在基准线上画出指示焊接坡口类型3.9 增补符号结合基本符号使用来表示对坡口其他信息的说明3.10 补充信息非符号信息,与焊缝相对,可能包含在焊接符号尾巴中3.11 间断焊缝沿着坡口按一定间隔的一系列焊缝单元3.11.1 并列焊缝坡口每边间断焊缝排列的方式使得焊缝沿着坡口彼此相对3.11.2 交错间断焊缝坡口每边的间断焊缝排列的方式使得一边的焊缝与另一边焊缝间隙相对3.12 偏移间断焊缝一边焊接起始端间隙?3.13 背衬熔敷焊根部最后熔敷焊道3.14 背衬焊缝以焊缝形式的背衬3.15 名义焊缝长度焊缝的设计长度3.15.1 名义焊缝元素长度间断焊缝中焊缝元素设计的长度3.16 名义喉道厚度角焊缝截面能截取的最大角度的高度值3.17 脚长度熔敷面和角焊缝焊趾的实际或凸起界面,测量整个熔敷面3.18 渗透深度对接焊缝金属厚度不包括焊缝余高3.19深度穿透喉道厚度角焊缝名义或有效的喉道厚度,一定量的熔敷穿透加在这个厚度上3.20 斜面焊缝对接焊缝坡口组成部分之间有一个曲面和一个平面3.21V 焊缝对接焊缝坡口元素之间有一个曲面3.22 现场焊缝在车间以外的进行的焊接焊缝,一般是在装配地点4 焊接符号4.1 总则参考线和箭头线是基本要求,可能有额外的要求来表达更具体的信息最好焊接符号显示在要焊接的坡口的同一边箭头线、参考线、基本符号和字母的厚度按照ISO 128 和ISO 3098-2为避免图纸上内容过分多,应在图纸或其他设计相关的文件中做注释4.2 基本焊接符号如果没有规定出坡口详情,且唯一的要求是指示出要焊接的坡口,基本符号显示在图1中,这样的情况下,双参考线不要求,因为没有就要焊接的焊缝有什么相关的详细情况说明。
基本的焊接符号应包括箭头线参考线和尾巴关键点1.箭头线2.参考线3.尾巴注:这个符号一般用于表示预焊的位置图1 基本焊缝符号(坡口和焊缝类型没有规定出)4.3 焊接符号系统国际白哦在规定两种不同的方法,A和B,来表示箭头线和其他侧符号标识是根据双参考线含实线和虚线4.4 基本符号4.4.1 按照表1,基本符号可以加到参考线中按照A方法或B方法来说明要焊接的焊缝基本符号形成焊接符号的一部分,应担连接参考线基本符号应通过补充符号(参见4.5和表3)尺寸增补信息(参见第5条)基本符号的方向不应当改变附录B规定了公差和过渡位置如果不可能通过符号的方法作图说明,可以绘制焊缝截面图并标注尺寸序号说明图注虚线表明焊接之前的坡口制备符号1 方对接焊2 单V对接焊3 带阔根面的单V对接焊4 单斜面对接焊5 带阔根面的单斜面对接焊6 单U对接焊7 单J对接焊10 角焊11 塞焊(凹槽后环形孔)17 陡侧面单V对接焊18 陡侧面单斜面对接焊19 边缘焊接4.4.2 基本符号结合使用可能结合基本符号使用来表示特殊的焊缝轮廓4.4.3 双面对接焊缝基本符号应当被安排在参考线上彼此相对,包括所有要求的信息来用于表示对称焊缝如果对称的双面焊缝带有同样的符号和尺寸,虚线参考线应担删除。
(A方法下符号表示法)表A.3中显给出了非堆成双面焊缝的例子表2 结合基本符号来表示双面焊缝序号焊缝类型焊缝图示符号1 双面V型对接焊2 双面斜面对接焊3 双面U型对接焊4 带阔根的双面斜面对接焊4.5 增补符号4.5.1 总则和要求的坡口有关的还有使用增补符号,参照表3,增补符号可以提供关于焊缝形状或坡口如何焊的信息序名称符号应用案例焊缝插号图说明1 平的2 凸的3 凹进无案列4 焊趾平滑过渡6 规定的根部焊后余高7a 背衬(未规定)7b 永久性背衬7c 可去除性背衬8 衬垫9 消耗性插件10 圆周11 两个坡口之间的焊缝没有例子12 现场焊缝13 间歇焊缝4.5.2 沿周边焊接符号沿周边焊接符号,加在箭头线和参考线过渡区域,可能用来指示连续焊缝,单面或双面焊缝,这些焊缝沿一系列结点延伸,见表3一系列坡口可能涉及不同方向,且可能位于不只是一个平面但是焊缝总是同样的类型和尺寸。
沿周边焊接符号在下列情况下不能使用:1.焊缝不是从同一位置开始和结束,也就是会所不是连续焊缝2.焊缝类型变化了,如从角焊缝到对接焊缝3.尺寸变化了,如角焊缝名义喉道厚度,这样的情况下,每个韩菲菲应用单独的焊接符号标识出来注:沿周边焊缝符号不用来指示焊缝是在随处焊接的沿圆周环形焊缝不要求使用沿周边焊缝符号来规定出连续焊缝4.5.3 从一个位置到另一个位置焊接的同类型焊缝两个位置焊接符号之间的焊缝用来指示同一类型,在两个位置之间延伸的连续焊缝,这种情况下焊缝不是从同样位置开始和结束,沿圆周焊缝符号不应当使用,这样的焊缝的终点应清楚的指示出,焊接符号应清楚的显示要焊接的坡口。
图2给出了例子来显示一个连续焊缝怎么沿着一系列结点延伸但是焊缝不是开始和结束在同一位置,是如何用一个焊接符号表示的。
关键的1.焊接符号2.目视反应(按照焊接符号焊的)A B焊接结束位置从B点到A点么有焊缝可以使用任何识别来识别焊缝之间的点图2 例子4.5.4 角焊缝现场焊缝的规定是通过在箭头线和参考线过渡区域添加现场焊接符号(表3),符号应在参考线之上且与参考线垂直,该符号适用于整个焊接符号。
4.5.5 根部焊缝余高--从一边焊接的对接焊缝根部焊缝余高符号仅仅当坡口制备完成以及规定的最小根部余高尺寸在要焊接的对接焊缝上有要求情况下使用根部余高符号应位于基本符号相反的位置以及位于参考线的另外一边图3--带有规定的根部焊缝余高的焊缝例子4.5.6 法兰对接焊和法兰角焊缝这样的焊缝应用表4规定的符号来表示4.6 箭头线4.6.1 总则箭头线用于指示要焊接的坡口箭头线应当:指向且与实现接触包含图纸上坡口有角度且与参考线接触并以封闭的实心箭头结束参考线两头中任何一头都可以连接箭头线4.6.2 多箭头线两个或两个以上箭头线结合单铬参考线使用来说明相同焊缝的位置(见图4)图4--多箭头线使用例子表4 法兰对接焊缝和法兰角焊缝序号焊接类型A体系下焊接符号焊缝插图说明B体系下焊接符号法兰对接焊坡口1 边缘焊缝2 法兰对接焊缝法兰角焊缝3 边缘焊缝4 法兰角焊缝4.6.2图4 多个箭头线焊缝符号例子a A 方法焊接符号b B方法焊接符号c 用A B两种方法焊的焊缝4.6.3 箭头线缺损4.7 参考线和焊缝位置4.7.1 参考线参考线结合基本符号使用,用于说明焊缝坡口侧面4.7.1 参考线--方法A有两个平行线,长度一致,实线和虚线虚线在实线上方或下方虚线当是缝隙焊缝或点焊缝时可以省略4.7.1B B方法参考线全部为实线4.7.2 焊缝位置4.7.2.1 箭头侧或其他侧箭头侧是坡口一侧箭头指向这侧其他侧是坡口对面侧,箭头侧和其他侧总是形成了同一坡口的一部分其他侧不能与不同坡口的隐藏式焊缝构成部分混淆4.7.2.2 堵头、凹槽、点、缝隙和凸起焊缝箭头线应指向冰雨坡口一边接触如果焊缝是在坡口的两个组成部分交接界面基本符号应位于参考线总监,没有箭头线。
可以省略虚线4.7.2.2A 凸起焊缝--方法A箭头线应指向有凸起的一面,基本符号应位于参考线中部,如奇迹韩服工艺应明确标识4.7.2.2.B 凸起焊缝--方法B箭头线应指向焊缝面且基本符号应位于参考线上方或下方来说明凸起的面4.7.3 多条参考线两个或两个以上参考线用来说明一系列操作,第一步操作应规定在最接近箭头头的参考线上,后面的操作应规定在后续一条条顺序参考线上,参图6注:如坡口要求多中类型焊缝应结合使用焊接符号a A 方法---箭头侧(参考线实心零件符号)b A方法---其他侧(参考线虚线零件符号)c B方法--箭头侧(参考线以下的符号)d B方法--其他侧(参考线上方的符号)e 用上述四个方法焊接的同一位置焊缝关键1.第一道操作2.第二道操作3.第三道操作图6 多条参考线示意图4.8符号尾巴符号尾巴是选择性符号,可能用在连续的参考线后面来增补额外的信息,成为焊接符号的一部分,例如:按照ISO 5817,ISO10042,ISO 13919等的质量级别焊接工艺参考代码按照ISO 4063或者缩写焊材按照ISO 14171,ISO14341等焊接位置按照ISO6947制作坡口时要求的增补信息应当列出信息并用/符号隔开密封的焊接符号尾巴应当只能用于说摩纳哥参考的说明如参考的WPS,WPQR或其他文件附加信息在符号上的重复应尽量避免,应用一个单独的注释在图纸上图7 焊缝符号上尾巴使用的例子5.焊缝尺寸5.1 总则焊缝尺寸应和相应元素符号一样规定在参考线的同一边参见表5和图A.1图纸上应清楚的指示测量单位、双单位测量应避免,如果想表示一个单位到另一个单位的换算,应有一个换算表格显示在图纸上5.2 截面尺寸截面尺寸应位于元素符号的左边,字母只能结合角焊缝截面尺寸使用5.3 长度尺寸5.3.1 总则公称焊缝长度尺寸应位于符号的右边如果没有长度尺寸,焊缝应沿着整个坡口长度方向连续性的,如果焊缝只是在识别的位置之间延伸用符号则除外5.3.2.2 链式非连续5.5 角焊缝5.5.1 焊缝尺寸字母、名义喉道尺寸应位于基本符号的左边5.5.2 深度渗透角焊缝字母,a,名义喉道厚度或z,焊脚长度应位于尺寸前面基本符号左边如果焊角长度不一样的角焊缝,每条焊角长度应包括在内,前面加字母z,如z14,z28.如果要求的焊角长度不能用焊接符号清楚的标识出来,需要额外的图或指示来规定出来。