下料公式
箍筋下料长度计算公式
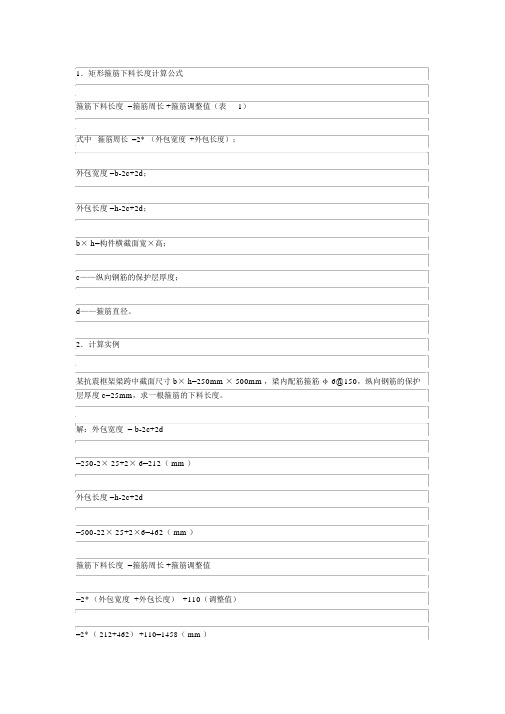
1.矩形箍筋下料长度计算公式箍筋下料长度 =箍筋周长 +箍筋调整值(表1)式中箍筋周长=2*(外包宽度+外包长度);外包宽度 =b-2c+2d;外包长度 =h-2c+2d;b× h=构件横截面宽×高;c——纵向钢筋的保护层厚度;d——箍筋直径。
2.计算实例某抗震框架梁跨中截面尺寸 b× h=250mm × 500mm ,梁内配筋箍筋φ 6@150,纵向钢筋的保护层厚度 c=25mm,求一根箍筋的下料长度。
解:外包宽度 = b-2c+2d=250-2× 25+2× 6=212( mm )外包长度 =h-2c+2d=500-22× 25+2×6=462( mm )箍筋下料长度 =箍筋周长 +箍筋调整值=2* (外包宽度 +外包长度) +110(调整值)=2* ( 212+462) +110=1458( mm )≈1460 ( mm )(抗震箍)箍筋形式使用构造箍筋弯钩不直段长度 Lp 箍筋直径HPB235 级 HRB335 级 CRB550级90° /90 °一般构造Lp≥5d 5d 6d30 40 50 60 50 60 70 30 30 40 40135°/135 °抗震构造Lp≥ 10 18d 20d110 140 180 220 160 200 240 90 110 130 15一,对于箍筋长度的计算 &id=18552)对于箍筋长度的计算一、曲折调整值的观点对于单根估算长度和下料长度是不同的,估算长度是依据钢筋的外皮计算,下料长度是依据钢筋的中轴线计算。
比如一根估算长度为 1 米长的钢筋,其下料长度不需要 1 米,是小于1米的,因为钢筋在曲折的过程中会变长,假如依据 1 米下料,一定会长出一些。
估算长度和下料长度的差值也就是钢筋的曲折调整值,也称为量度差值。
它实质上由双方面造成的,一是因为量度的不同,比以下边这根钢筋,估算的长度是100+300=400mm ,而实质上在下料时只要要截取100-d/2+300-d/2长的一段钢筋即可弯制成下边的形式。
钢筋下料长度计算公式
钢筋下料长度计算公式
这是一篇关于钢筋下料长度计算公式的文章。
钢筋下料的长度计算方法是用来确定在施工中,钢筋可以合理使用的最短长度。
根据工程施工特征,钢筋下料长度按照一定规则来计算,钢筋的下料长度是按照当前施工的要求来计算的。
具体的计算方法如下:
(1)钢筋下料长度的计算公式有:Q=A*S+0.15L,其中:Q 为钢筋下料长度;A 为钢筋规格中指定的冲孔开口尺寸(mm);S 为混凝土块体中的砼抗拉强度(Mpa);L 为钢筋的拉伸长度(m)。
(2)当钢筋与砼抗拉强度相同时,只需要考虑拉伸长度,即
Q=0.15L;
(3)当开口尺寸为0时,只需要考虑混凝土砼抗拉强度,即Q=AS;
(4)如果都有值,则Q=A*S+0.15L。
本文介绍了钢筋下料的长度计算公式,主要是根据当前工程施工特征,根据钢筋规格和砼抗拉强度,以及钢筋拉伸长度,按照计算公式来计算出钢筋合理下料的长度。
- 1 -。
漏斗下料计算公式

漏斗下料计算公式
漏斗下料计算公式是指在进行物料生产或加工时,通过漏斗下料的方式计算物料的产量、加工量或消耗量的公式。
在不同的生产领域和行业中,漏斗下料计算公式可能会有所不同。
一般来说,漏斗下料计算公式需要考虑下料速度、漏斗口径、物料种类和处理方式等因素。
对于不同的物料种类,可能需要采用不同的公式,以确保计算结果的准确性。
下面是一些常用的漏斗下料计算公式:
1. 对于粉状物料,计算公式为:产量=下料速度×时间×容积,其中容积为漏斗的容积。
2. 对于液体物料,计算公式为:消耗量=下料速度×时间×流量系数,其中流量系数是指液体在下料过程中的损耗系数,一般为0.95左右。
3. 对于固体物料,计算公式为:加工量=下料速度×时间×单件重量,其中单件重量为固体物料的平均重量。
4. 对于颗粒状物料,计算公式为:产量=下料速度×时间×颗粒密度×漏斗口面积,其中颗粒密度为颗粒的平均密度。
以上是常用的漏斗下料计算公式,不同的行业和领域中可能还有其他的计算公式,需要根据具体情况进行选择和应用。
在使用漏斗下料计算公式时,需要注意各个参数的单位和精度,以确保计算结果的准确性。
- 1 -。
大小头下料计算公式
大小头下料计算公式在管道、机械、石油、化工等许多领域,大小头是一种常见的管件,用于连接不同直径的管道或管件。
大小头的下料计算是制作和加工过程中的一个重要环节,它直接影响到最终产品的质量和经济效益。
本文将介绍大小头下料计算的基本原理和方法,并通过实例进行演示。
一、大小头下料计算的基本原理大小头下料计算的主要目的是确定管坯的长度和角度,以便在加工过程中获得所需直径和长度的管件。
管坯长度和角度的计算需要考虑以下几个因素:管坯的直径和壁厚:管坯的直径和壁厚决定了管坯的抗弯能力和加工过程中的变形量。
加工方法:不同的加工方法对管坯的变形量和尺寸精度有不同的要求。
所需管件长度和直径:根据所需管件长度和直径,可以计算出管坯的长度和角度。
二、大小头下料计算的方法大小头下料计算主要包括以下几个步骤:确定管件所需长度和直径:根据设计要求和实际需求,确定管件所需长度和直径。
计算管坯长度:根据管件所需长度和直径,结合管坯的直径和壁厚,计算出管坯的长度。
计算公式如下:管坯长度=(π/4)×(D2+d2+D×d)×(L+n×ΔL)+ΔL×(a1×b1+a2×b2)其中,D为外径,d为内径,L为管件长度,n为弯头个数,ΔL为弯曲增值,a1、b1为弯曲部分截面面积和,a2、b2为管件截面面积和。
计算管坯角度:根据所需管件角度和弯曲半径,计算出管坯的角度。
计算公式如下:角度=(π/180)×(弯曲半径×弯曲半径-r×r)其中,弯曲半径为r,角度为θ。
考虑加工补偿:在计算过程中,需要考虑加工补偿,以获得更高精度的管件。
加工补偿包括加热补偿、机械补偿等。
进行下料:根据计算结果,对管坯进行切割、加热、弯曲等操作,最终得到所需大小头的管件。
三、大小头下料计算的实例演示以某规格弯头为例,外径为60毫米,内径为40毫米,长度为800毫米,弯曲半径为50毫米。
防护罩下料计算公式

防护罩下料计算公式在工程设计中,防护罩是一种常见的设备,用于保护机械设备或工作区域,以防止人员或物品受到伤害。
在制造防护罩时,需要进行下料计算,以确定所需的材料尺寸和形状。
下面将介绍防护罩下料计算的公式和方法。
1. 防护罩下料计算公式。
在进行防护罩下料计算时,需要考虑到罩体的形状和尺寸,以及所选用的材料。
一般来说,防护罩的形状可以分为矩形、圆形、椭圆形等。
下面将分别介绍这几种形状的下料计算公式。
1.1 矩形防护罩。
对于矩形防护罩,其下料计算公式如下:长度L = 罩体长度 + 2折边宽度。
宽度W = 罩体宽度 + 2折边宽度。
面积A = LW。
其中,折边宽度是指在罩体边缘处需要进行折边的宽度。
1.2 圆形防护罩。
对于圆形防护罩,其下料计算公式如下:直径D = 罩体直径 + 2折边宽度。
面积A = π(D/2)^2。
其中,折边宽度是指在罩体边缘处需要进行折边的宽度,π为圆周率。
1.3 椭圆形防护罩。
对于椭圆形防护罩,其下料计算公式如下:长轴a = 罩体长轴 + 2折边宽度。
短轴b = 罩体短轴 + 2折边宽度。
面积A = πab。
其中,折边宽度是指在罩体边缘处需要进行折边的宽度,π为圆周率。
2. 防护罩下料计算方法。
在进行防护罩下料计算时,首先需要确定罩体的形状和尺寸,然后根据上述公式计算出所需的材料尺寸和面积。
接下来,需要考虑到材料的利用率和加工方式,以确定最终的下料尺寸。
2.1 材料利用率。
在进行下料计算时,需要考虑到材料的利用率,以尽量减少材料的浪费。
一般来说,可以通过合理布局罩体的形状和尺寸,使得所需的材料尺寸尽量接近标准尺寸,从而提高材料利用率。
2.2 加工方式。
在确定下料尺寸后,还需要考虑到材料的加工方式。
一般来说,可以选择切割、折弯、焊接等方式进行加工。
根据不同的加工方式,还需要考虑到边缘的余量和连接方式,以确保罩体的稳固和安全。
3. 防护罩下料计算实例。
下面将通过一个实例来演示防护罩下料计算的具体步骤。
罐头厂下料量计算公式
罐头厂下料量计算公式在罐头厂生产过程中,下料量的计算是非常重要的一环。
下料量的准确计算能够保证原材料的充分利用,避免浪费,同时也能够保证生产线的正常运转。
下料量的计算涉及到多个因素,包括原材料的种类、规格、数量等。
下面我们将介绍罐头厂下料量的计算公式,希望能够对罐头厂的生产管理工作有所帮助。
首先,我们需要了解下料量的计算公式。
通常情况下,下料量的计算公式如下:下料量 = 原材料规格下料数量。
其中,原材料规格指的是原材料的规格参数,可以是长度、宽度、厚度等;下料数量指的是需要下料的数量。
通过这个简单的公式,我们就能够计算出需要下料的量。
在实际应用中,下料量的计算还需要考虑到原材料的利用率、浪费率等因素。
通常情况下,我们会将原材料的利用率和浪费率考虑在内,得到最终的下料量。
下面我们将详细介绍一下这些因素。
首先是原材料的利用率。
原材料的利用率指的是在下料过程中,实际能够利用的原材料的比例。
通常情况下,原材料的利用率是一个固定的数值,可以根据实际情况进行调整。
在计算下料量时,我们需要将原材料的利用率考虑在内,得到实际需要下料的量。
其次是原材料的浪费率。
原材料的浪费率指的是在下料过程中,由于加工、运输等原因导致的原材料浪费的比例。
通常情况下,原材料的浪费率也是一个固定的数值,可以根据实际情况进行调整。
在计算下料量时,我们也需要将原材料的浪费率考虑在内,得到实际需要下料的量。
除了原材料的利用率和浪费率,下料量的计算还需要考虑到生产线的效率、原材料的供应周期等因素。
在实际应用中,我们通常会根据这些因素对下料量进行调整,以确保生产线的正常运转。
在实际应用中,下料量的计算还需要考虑到原材料的库存量、订单量等因素。
通常情况下,我们会根据这些因素对下料量进行调整,以确保原材料的供应能够满足生产的需求。
总之,罐头厂下料量的计算是一个复杂的过程,涉及到多个因素。
通过合理的计算和调整,我们能够保证原材料的充分利用,避免浪费,同时也能够保证生产线的正常运转。
保温弯头下料计算公式
保温弯头下料计算公式
保温弯头是管道系统中常见的管件之一,在冷却液或加热液流经管道时能够减少热量的散失。
保温弯头的下料计算公式通常包括以下内容:
1.弯头的长度计算:弯头的长度是指弯曲部分的长度,直通部分的长度不计算在内。
弯头的长度可以通过以下公式计算:
长度=弧长+弯曲部分两侧直通部分长度之和
弧长可以通过以下公式计算:
弧长=弓高×弓角/180×π×弯曲半径
弯曲部分两侧直通部分长度之和可以通过测量获得。
2.弯头的宽度计算:弯头的宽度是指两侧直通部分的距离。
可以通过以下公式计算:
宽度 = 弯曲半径× (1 - cos(弓角 / 2))
弯曲半径可以通过测量获得。
3.弯头的高度计算:弯头的高度是指弓高,可以通过以下公式计算:
弓高=弯曲半径-平直长度/2
平直长度是指两侧直通部分的长度。
以上是保温弯头下料计算公式的基本内容,需要根据实际情况进行具体计算。
计算公式可以通过计算软件或者工程手册中获取,也可以根据几何关系进行推导。
在进行计算时需要考虑到管道系统的实际工作条件和要求,以确保下料的准确性和管道系统的稳定性。
断桥铝合金下料公式
断桥铝合金下料公式断桥铝合金门窗在现代建筑中越来越常见啦,要想把这断桥铝合金给下好料,那可得掌握好专门的公式。
先来说说断桥铝合金下料的长度公式。
一般来讲,窗框的下料长度等于窗框的成品尺寸加上窗框的搭接量。
这里面的窗框成品尺寸就是咱们实际需要的窗框大小,而搭接量呢,就是为了让窗框拼接得更牢固、更严实预留出来的那一小段长度。
比如说,咱要做一个宽 1 米的窗框,搭接量是 5 厘米,那下料长度就是 1 米加上 0.05 米,等于 1.05 米。
再说说窗框的宽度下料公式。
窗框的下料宽度等于窗框的成品宽度加上窗框的重合量。
这重合量就好比是给窗框多留了点“余地”,让它在安装的时候更贴合、更稳定。
假设成品窗框宽 80 厘米,重合量是 3厘米,那下料宽度就是 80 厘米加上 3 厘米,也就是 83 厘米。
我之前在给一个朋友帮忙做断桥铝合金门窗的时候,就因为下料公式没搞清楚,闹了个笑话。
朋友家新装修,知道我懂点这方面的知识,就拜托我帮忙弄弄门窗。
我当时信心满满地答应了,觉得这能有多难。
结果一开始下料,就出了岔子。
我按照自己大概估摸的尺寸就下了料,等到安装的时候才发现,窗框短了一截,宽度也不够,根本没法用。
朋友在旁边看着,虽然没说啥,但我那个尴尬呀,脸一下子就红了。
没办法,只能重新下料,这一来一回,浪费了不少材料不说,还耽误了不少时间。
说完窗框,咱再聊聊窗扇的下料公式。
窗扇的下料长度等于窗扇的成品长度减去窗扇的搭接量再加上封盖的厚度。
窗扇的下料宽度等于窗扇的成品宽度减去窗扇的重合量再加上封盖的厚度。
这里的封盖厚度也不能忽略,要不然做出来的窗扇尺寸可就不对啦。
还有中梃的下料公式。
中梃的下料长度等于窗框成品的高度减去两个框料的高度再加上两个焊接量。
中梃的下料宽度等于窗框成品的宽度减去两个框料的宽度再加上两个焊接量。
这焊接量是为了保证中梃和窗框连接牢固的。
总之,断桥铝合金下料公式虽然看起来有点复杂,但只要咱们多琢磨琢磨,多实践几次,就能熟练掌握啦。
锥体下料的计算公式
锥体下料的计算公式锥体是指由一个圆锥和一个底面与圆锥底面同心的圆台组成的几何图形,常用于建筑、机械制造、工艺加工等领域。
对于锥体下料,其计算公式可以帮助我们快速、准确地确定需要切割的材料大小和角度,实现精准加工。
一、锥台的基本概念锥台又称为圆锥台,是由一个底面半径为 R,顶部半径为 r,高度为 H 的圆锥和一个底面半径为 R,顶部半径为 r,高度为 h 的圆台组成的几何图形。
其中,R > r,H > h。
二、锥台的体积计算公式锥台的体积 V 可以用以下公式计算:V = 1/3 * πH(R^2 + Rr + r^2)其中,π 为圆周率,H 为圆锥的高度。
三、锥台的侧面积计算公式锥台的侧面积 S 可以用以下公式计算:S = πL(R + r)其中,L 为斜面长度,可以根据勾股定理计算得到:L = √(H^2 + (R-r)^2)四、锥台的下料计算公式在实际应用中,我们可能需要将一个锥台按照一定的尺寸和角度进行下料加工。
此时,我们可以使用以下公式计算出需要切割的材料尺寸和角度:1. 切割母线长度 L1:L1 = √(H^2 + (R-r)^2)2. 切割母线到底面的距离 L2:L2 = R - r3. 切割母线与底面的夹角α:α = arctan[(R-r)/H]切割母线的长度 L1,可以使锥台的表面展开成一个平面图形,方便进行下料加工;切割母线到底面的距离 L2,则是判断切割后材料尺寸的重要参数;切割母线与底面的夹角α,则可以帮助我们确定锥台的斜面角度和切割时的夹角。
总之,锥台下料的计算公式可以为我们提供重要的参考和指导,使加工过程更加精准、高效。
楼梯扶手下料计算公式
楼梯扶手下料计算公式楼梯扶手作为大多数建筑物内部建筑装饰的重要组成部分,在施工前必须确定合适的计算公式,以便下料前对数量进行合理的计算。
楼梯扶手下料计算公式是施工工作中重要的一项计算,其计算方法有所不同。
下面给出的就是常见的楼梯扶手下料计算公式。
1.支楼梯扶手长度的计算公式:长度=(楼梯的实际高度)*(楼梯的实际宽度)*(楼梯的实际运行高度)/1000。
2.支楼梯扶手长度的计算公式:长度=(楼梯的实际高度)*(楼梯的实际宽度)*(楼梯的实际运行高度)*(楼梯的支柱间隔)/1000。
3.闭式楼梯扶手长度的计算公式:长度=(楼梯的实际高度)*(楼梯的实际宽度)*(楼梯的实际运行高度)*(楼梯扶手上、下护栏两侧封闭长度)/1000。
4.梯扶手全长的计算公式:长度=(楼梯的实际高度)*(楼梯的实际宽度)*(楼梯的实际运行高度)*(楼梯弧线两侧封闭长度)/1000。
上述是目前楼梯扶手下料计算中通常使用的公式,其中,楼梯的实际高度、宽度和实际运行高度是计算楼梯扶手长度所必需的三个参数,以上各公式所计算出的长度单位均为米。
该楼梯扶手下料计算公式基本上都是按照楼梯的尺寸大小来计算的,而楼梯的尺寸大小的确定需要依据楼梯的分类,不同的楼梯分类对应的尺寸也会有所不同。
按照楼梯的种类不同,楼梯可以分为直线楼梯、不等距楼梯、台阶楼梯、螺旋楼梯和楼梯圆台。
其中,直线楼梯是楼梯的最基本形式,该楼梯的楼梯台面和楼梯梯级均为直线,其宽度为100130cm,运行高度为1725cm,楼梯台面长度为200300cm为宜;不等距楼梯一般由单支、双支或双支重叠支撑栏构成,其楼梯台面的运行距离通常比运行高度的1.52.0倍。
台阶楼梯是一种规则的楼梯,其楼梯台面形状呈矩形,台面宽度100200cm,台高为1725cm;螺旋楼梯呈三维状,楼梯的支撑栏为斜向支撑,其中楼梯的楼梯台面宽度一般为100150cm,运行高度为1520cm;而楼梯圆台又分为单圆形、双圆形和多圆形,其楼梯台面宽度分别为180220cm、160200cm和3090cm,运行高度分别为1725cm、1520cm和1520cm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 弯头(虾米腰)(WT.)
2 三通(正三通)(ST.)
3 斜三通(XST.)已知:弯头弯曲半径R
弯头管内半径r
根据弯头形式计算出夹角∝
将弯头管等分成N等份
X=360/N*(I-1) (I为序号)
下料长度:(圆周长的等分自算)
L=(R - r*CosX)*tg∝
已知:大管外半径R
小管内半径r
将小管圆等分成N等份
X=360/N*(I-1)(I为序号))下料长度:(圆周长的等分自算)L=R - R2-r2*Cos2X
已知:大管外半径R 小管内半径r 小管与大管轴线倾斜∝角将小管圆等分成N等份X=360/N*(I-1)(I为序号)下料长度:(圆周长的等分自算)
r *(1+CosX)R - R2 - r2*Sin2X
L= +
tg∝Sin∝
4 平底三通(PDST.)
5 大小头(DXT.)
6 耳轴(RZ.)已知:大管外半径R
小管内半径r及壁厚b
将小管圆等分为N等份
X=360/N*(I-1) (I为序号)下料长度:(圆周长的等分自算)当2r+b>R 时
L=R- R2-(R-r-b+r*CosX)2
当2r+b≤R 时
L= R2-(R-b-2r)2 - R2-(R-r-b+r*CosX)2
已知:大圆半径R 小圆半径r 两圆偏心距OO’=J 高度为h
将两圆同时等分为N等份X1=360/N*(I-1)X=360/N*(I)(I为序号)下料长度:(圆周长的等分自算)
L1= h2+J2+R2+r2-2Rr+2JR*CoS(X1)-2Jr*Cos(X1)
L2= h2+J2+R2+r2+2Jr*(X2)-2Jr*Cos(X1)-2Rr*Sin(X1)Sin(X2)-2Rr*Cos(X1)Cos(X2)
已知:弯头的弯曲半径为D 弯头管外半径为R 耳轴管内半径为r
将耳轴管圆等分N等份X=360/N*(I-1)(I为序号)
下料长度:(圆周长的等分自算)
L= R2-r2+2DR+2Dr - R2-r2+2D* R2-r2*Sin2X - 2Dr*CosX。