焊接质量检查记录表
SG-T059钢结构工程焊缝外观质量检查记录

SG—T059
钢结构工程焊缝外观质量检查记录
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录.
四川省建设厅制
SG—T059填写说明
一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查
记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表.
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5。
2.6条和附表A表A。
0.1、表A。
0。
2、表A。
0.3等规定进行控制.
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允
许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
14-钢结构焊接(现场)工程检查记录表

5、弧坑裂纹:□无□合格□不合格检测依据:二级焊缝不允许出现弧坑裂纹,三级允许出现个别长度≤5.0的弧坑裂纹;
6、电弧擦伤:□无□合格□不合格检测依据:二级焊缝不允许出现电弧擦伤,三级允许存在个别电弧擦伤;
4、探伤检验:□合格□不合格检测依据:设计要求全焊透的一、采用射线探伤,一级焊缝检测比例100%,二级焊缝检测比例20%;
二级三级焊缝外观质量标准
1、未焊满:□无□合格□不合格检测依据:每100焊缝内缺陷总长≤25,同时,二级焊缝
7、表面夹渣:□无□合格□不合格检测依据:二级焊缝不允许出现表面夹渣,三级允许存在个别表面夹渣(≤0.2t长≤0.5t,且≤20)
8、表面气孔:□无□合格□不合格检测依据:二级焊缝不允许出现表面气孔,三级允许存在个别表面气孔(每50长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径)
注:1、以上缺陷只限于二级、三级焊缝,一级焊缝不允许出现,一级焊缝如出现以上缺陷即为不合格。
2、t为连接处较薄的板厚。
发现问题:
处理意见:
监理人员(签字)
钢结构焊接(现场)工程检查记录表
工程名称
施工单位
检查部位
执行标准
分包单位
检查日期
结构形式
钢材标号
焊缝级别
检查项目
1、钢材及焊接材料:□合格□不合格检测依据:按照国家规范标准验收及见证取样送检;
2、焊工:□合格□不合格检测依据:焊工必须持证上岗,同时必须在其考试合格项目及其认可范围内施焊;
3、焊接工艺评定报告:□合格□不合格检测依据:对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺;
钢结构制作(安装)焊接工程检验批质量验收记录表(模板)

钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
钢筋焊接检验检测原始记录
钢筋焊接检验检测原始记录检测单位:XXX检验检测有限公司检测日期:YYYY年MM月DD日一、检测目的本次检测的目的是对钢筋焊接接头进行检验,确保其质量符合相关标准和要求,保证其在使用过程中的安全性和可靠性。
二、检测内容1.检查钢筋焊接接头的外观质量;2.对钢筋焊接接头进行尺寸测量;3.检测焊接接头的力学性能。
三、检测方法1.外观检查:采用目测方法,观察焊接接头表面是否有焊缺欠焊、气孔、裂纹、夹渣等缺陷。
2.尺寸测量:采用量具测量,测量焊接接头的长度、宽度、厚度和角度等尺寸参数。
3.力学性能检测:采用力学试验方法,对焊接接头进行强度、韧性和承载能力的测试。
四、检测设备1.目测用眼镜、手持灯;2.量具包括卷尺、千分尺、角度尺等;3.力学试验设备包括拉力试验机、冲击试验机等。
五、检测过程和结果1.外观检测:按照焊接接头表面缺陷的类型和数量填写相应的记录表。
结果如下:-焊缺欠焊:无;-气孔:无;-裂纹:无;-夹渣:无。
2.尺寸测量:依次测量焊接接头的长度、宽度、厚度和角度,记录并计算出平均值。
结果如下:- 长度:XX mm;- 宽度:XX mm;- 厚度:XX mm;-角度:XX度。
3.力学性能检测:采用拉力试验机和冲击试验机进行测试,记录并计算出相应的参数。
-强度:XXMPa;-韧性:XXkJ/m2;-承载能力:XXkN。
六、检测结论根据上述检测结果,钢筋焊接接头的外观质量良好,尺寸符合要求,力学性能满足相关标准和要求。
七、检测人员签字及日期检测人员1:___________检测人员2:___________日期:YYYY年MM月DD日以上就是钢筋焊接检验检测的原始记录,总字数超过1200字。
焊接工艺纪律检查表

针对这次焊接工艺纪律检查 的情况,要求施工单位采取的 措施为: 说明:每周五抽查一次
4
5ห้องสมุดไป่ตู้
焊接/热处理设备必须具备正常的工作状 态
6
焊后焊口附近有明显的焊缝、 焊工标识信 息,焊后热处理曲线。
7 8
焊缝外观的质量检查 (气孔、 加渣、 咬边、 焊缝外观成型 焊瘤、母材电弧擦伤等) 超标准要求的缺陷 做好焊后的现场管理和多余的焊材的合 理保管需要回收的回收, 不乱扔乱放、 严 禁混放。 现场焊条存放 混放现象 焊材型号/规格与回收记录相符性
焊接工艺纪律检查表
焊接件名称 检查项目及相关内容 1 2 3 产品的图纸落实到现场施工班组 焊接工艺卡、焊接技术交底落实到位 检查结果
焊 区 日期
接 域
检查人 施工现场使用图纸 。 焊接工艺卡张贴 ,焊接技术交底记录 。
对焊接工艺中指定的焊接参数进行检查: 抽查正在作业焊工; 1).焊工持证检查, 焊工操作规程执行情况 焊材型号/规格: 2). 焊接方法和焊材的使用与工艺要求是 所用焊材与领用记录 否相符(牌号、规格,当日领用与焊材库 焊接电流: 电压: 是否对应) 预热温度: 层间温度: 与工艺要求的符合性 。 焊条保温筒使用是否合理 保温桶加热线连接 保温桶扣盖 保温桶内温度 焊机、热处理温控仪经现场安全检查合格 设备的仪表显示清晰、准确 设备接地(接零)良好 施工场地是否有禁止存放的易燃易爆物品 抽查焊缝号: 焊工号: 焊接日期: 对应热处理曲线:
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接监督工艺纪律检查表格(有编号)

焊接监督工艺纪律检查表TY-P- pd ch rec2-日期:项目名称:部件图号/编号:监督人:类别序号检查项点检查情况(无问题划“√”,存在问题划“×”,并写明具体问题)责任人/责任班组人1 焊工操作施焊必须具有相应的焊工资质。
2 焊工持有的焊工证在有效期内。
3 班组人员作业熟练,实际操作符合工艺要求。
4班组人员掌握正确的设备、工装、检测器具的使用方法并能正确使用。
5 班组人员熟练掌握本岗位工艺要求。
机6建立相应的测量工具(包括样板)管理台帐,并做到帐物相符。
7现场使用的测量工具(包括样板)状态良好,计量标识清晰,且在有限期内。
8焊机等需计量的设备计量标识清晰,且均在有效期内。
9 现场工具配备符合工艺文件要求。
10机电科建立相应的工装管理台帐,并做到帐物相符,工装状态良好,《工装点检记录表》填写规范、及时、准确;建立相应的设备管理台帐,并做到帐物相符,设备状态良好,《设备点检记录表》填写规范、及时、准确。
11 导电嘴必须拧紧,如果烧损,需进行更换。
12焊接时接地线的夹持位置不要离焊接部位太远,特别是长大部件的焊接。
13水冷焊机的水箱注水口需塞紧,同时保证所乘装的水不能低于限位刻度。
14焊接前后需检查喷嘴是否干净,如果有飞溅物须及时清理。
如发现喷嘴磨损严重,须停止使用,立即更换。
15焊接时,接地线需接在工件上,不允许接在工装上。
并且必须加紧,无松动。
16焊机内部送丝机构箱内不允许放异物,门需关闭。
料17 物料标识清晰、正确。
18 铝合金、不锈钢材料存放和使用需与碳钢隔离。
19所有现场存放的工件、零部件,表面干净无磕碰变形、灰尘、人员踩踏现象。
20 物料吊装、翻转、搬运符合文件及制度要求。
21 物料防护符合要求。
环22 焊丝(包括仓库、现场)存放位置、温度湿度符合要求。
法23建立工艺文件、技术通知管理台帐,登记及时、准确,并做到帐物相符。
24生产现场的图纸、产品明细工艺文件、WPS、操作规程等受控、有效,保存完好,无破损。
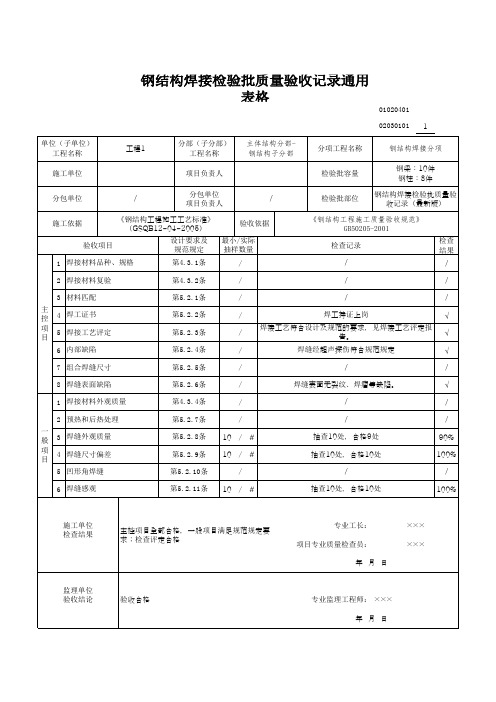
钢结构焊接检验批质量验收记录通用表格
项 目
5 焊接工艺评定
6 内部缺陷
第5.2.1条 第5.2.2条 第5.2.3条 第5.2.4条
/
/
/
/
焊工持证上岗
√
/
焊接工艺符合设计及规范的要求,见焊接工艺评定报 告。
√
/
焊缝经超声探伤符合规范规定
√
7 组合焊缝尺寸
第5.2.5条
/
/
/
8 焊缝表面缺陷
第5.2.6条
/
焊缝表面无裂纹、焊瘤等缺陷。
第5.2.11条 10 / #
抽查10处,合格10处
100%
施工单位 检查结果
监理单位 验收结论
主控项目全部合格,一般项目满足规范规定要 求;检查评定合格
验收合格
专业工长: 项目专业质量检查员:
年月日
××× ×××
专业监理工程师: ××× 年月日
施工依据
《钢结构工程施工工艺标准》 (GSQB12-04-2005)
验收依据
验收项目
设计要求及 最小/实际
规范规定
抽样数量
1 焊接材料品种、规格
第4.3.1条
/
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
/
检查 结果
/
2 焊接材料复验
第4.3.2条
/
/
/
3 材料匹配
主 控 4 焊工证书
钢结构焊接检验批质量验收记录通用
表格
01020401
02030101 1
单位(子单位) 工程名称
工程1
分部(子分部) 工程名称
主体结构分部钢结构子分部
分项工程名称
钢结构焊接分项
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接质量检查记录表
1. 项目信息
- 日期:[填写日期]
- 项目名称:[填写项目名称]
- 焊工姓名:[填写焊工姓名]
- 焊接工艺:[填写焊接工艺]
- 检查人员:[填写检查人员姓名]
- 焊接材料:[填写焊接材料]
2. 检查内容
2.1 准备工作
- 材料准备:[填写材料准备情况,如焊条、焊丝等]
- 工具准备:[填写工具准备情况,如焊接机、电钳等]
- 环境准备:[填写焊接环境准备情况,如通风、安全措施等]
2.2 焊接过程
- 焊接温度:[填写焊接过程中的温度情况]
- 焊接时间:[填写焊接过程中的时间情况]
- 焊接电流:[填写焊接过程中的电流情况]
- 焊接电压:[填写焊接过程中的电压情况]
- 焊接速度:[填写焊接过程中的速度情况]
2.3 焊缝质量
- 焊缝外观:[填写焊缝外观质量,如焊缝是否饱满、平整等] - 焊缝尺寸:[填写焊缝尺寸情况,如宽度、高度等]
- 焊缝密度:[填写焊缝密度情况,如焊缝内是否有气孔、夹渣等问题]
- 焊缝强度:[填写焊缝强度情况,如焊接的连接强度是否达到要求]
3. 检查结果
- 合格:[填写检查结果是否合格]
- 不合格原因:[填写不合格的具体原因]
- 处理措施:[填写如何处理该焊接不合格情况]
- 备注:[填写其他需要备注的事项,如检查人员的建议、注意事项等]
4. 检查人员签名
- 检查人员:[检查人员姓名]
- 签名:[检查人员签名] - 日期:[填写日期]。