培训资料焊工证代号的含义
(特种设备作业人员证)项目代号含义
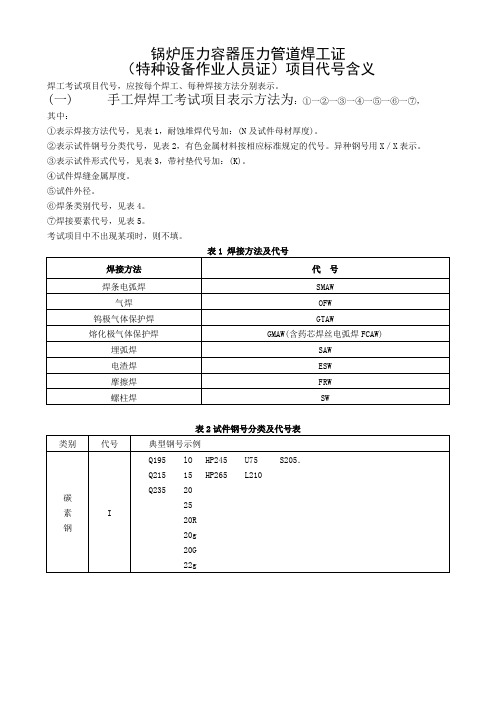
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一) 手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-lG(K)-12-F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
(5)在壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)-Ⅱ-2G-86-F4。
焊工证代号

一、代号:SMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3JGTAW-II-6G-3/89-02之马矢奏春创作1、SMAW-焊接方法代号.2、II—资料类别3、1G—试件型式4、12—试件厚度5、5/60—厚度/管外径6、F3J—焊条类型7、02—焊接要素二、焊接方法代号1、SMAW—焊条电弧焊2、OFW—气焊3、GTAW—钨极气体呵护焊4、GMAW—熔化极气体呵护焊5、SAW—埋弧焊6、ESW—电渣焊7、FRW—摩擦焊8、SW—螺柱焊三、资料类别1、钢号分类及代号I碳素钢:Q195、Q215、Q235、10、15、20、25、20R、20g、20G、22g、HP245、HP265、L175、L210、S205.II低合金钢:HP295、HP325、HP345、HP365、L245、L290、L320、L360L415、L450、L485、L555、S240、S290、S315、S360、S385、S415、S450、S480、12Mng、16Mn、16Mng、16MnR、15MnNIR15MnV、15MnVR、20MnMo、10MnWVNB、13MnnIMonBR20MnMonB、07MnCRMoVR 、12CrMo、12CrMoG、15CrMo15CrMor、15CrMoG、14Cr1Mo、14Cr1MoR12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2Mo1、12Cr2Mo1R12Cr2MoG、12Cr2MoWVTiB、12Cr3MoVSiTiB09MnD09MnnID、09MnnIDR、16MnD、16MnDR、15MnNIDR20MnMoD、07MnnICrMoVDR、08MnnICrMoVD、10nI3MoVDIII马氏体不锈钢、铁素体不锈钢:1Cr5Mo、0Cr13、1Cr13、1Cr17、1Cr9Mo1IV奥氏体不锈钢:0Cr19Ni9、0Cr18Ni12Mo2Ti、0Cr23Ni13、0Cr18Ni9Ti 00Cr17Ni14Mo2、0Cr25Ni20、0Cr18Ni11Ti0Cr18Ni12Mo3Ti、00Cr18Ni5Mo3Si2、00Cr18Ni10 00Cr19Ni13Mo3、1Cr19Ni9、00Cr19Ni110Cr19Ni13Mo3、1Cr19Ni11Ti、1Cr23Ni18四、试件型式1、1G—板状对接平焊、管状对接水平转动:平2、2G—板状对接横焊、管状对接垂直固定:横平3、3G—板状对接立焊:立横平4、4G—板状对接仰焊:仰平横5、5G—管状对接固定向上焊:仰平立6、5GX—管状对接固定向下焊:仰平立向下仰45.7、6G—管状对接固定向上焊:仰平横立8、6GX—管状对接固定向下焊:仰平立向下横仰9、2FRG—管板角水平转动:平横10、2FG—管板角垂直固定平焊:平横2FG(K)-管板垂直固定平焊(带垫板)11、4FG—管板角垂直固定仰焊:平、横、仰12、5FG—管板角水平固定仰焊:平、横、立、仰4513、6FG—管板角固定:平、横、立、仰所有位置14、1S—螺柱焊:平焊15、2S—螺柱焊:横焊16—4S—螺柱焊:仰焊五、试件厚度1、对接焊缝<12 不限2×t、t不得小于12㎜, 且焊缝很多于3层2、管材试件外径D 适用于管材焊件外径范围:<25 D 不限、25≤D<76 25 不限、≥76 76 不限、≥300(注管材向下焊试件) 76 不限六、焊条类型1、F1—钛钙型:E××03 GB/T5117GB/T5118GB/T983(奥氏体、双相钢焊条除外)2、F2—纤维素型:E××10、E××11、E××10-X、E××11-X3、F3—钛型、钛钙型:E×××(×)-16、E×××(×)-174、F3J—低氢型、碱性:F3J E××15、E××16、E××18、E××48、E××15X、E××16XE××18X 、E××48X、E×××(×)-15、E×××(×)-16E×××(×)-175、F4—钛型、钛钙型:E×××(×)-16、E×××(×)-17F4 GB/T983(奥氏体、双相钢焊条)6、F4J—碱性:E×××(×)-15、E×××(×)-16、E×××(×)-17七、焊接要素代号1、手工钨极气体呵护填充金属焊丝:无01、实芯02、药芯032、机械化焊钨极气体呵护自动稳压系统:有04、无053、自动跟踪系统:有06、无074、每面坡口内焊道:单道08、多道09GTAW-II-6G-3/89-02:代表氩弧焊水平固定管全位置焊接 , 试件为89低合金钢壁厚为3mm, 填充焊丝为实心(单面焊双面成型). SMAW-II-6G(K)-7/89-F3.代表手把焊水平固定管全位置焊接(单面焊双面成型)试件为89低合金钢壁厚为7mm, 焊条为钛型钛钙型(单面焊双面成型).SMAW-Ⅱ-1G-12-F3JSMAW暗示手工电弧焊, II暗示低合金结构钢, 1G暗示水平焊接双面成型, 12试板是12毫米厚, F3J所用焊条是低氢型或碱型SMAW暗示手工电弧焊, Ⅱ暗示2类钢, 1G暗示平焊位置(板材), 12暗示厚度(MM), F3J暗示焊条药皮性质.GTAW-II-6G-3/89-02.代表氩弧焊水平管全位置焊接(单面焊双面成型)SMAW-II-6G(K)-7/89-F3.代表手把焊水平管全位置焊接(单面焊双面成型)GTAW-II-6G-3/89-02.代表氩弧焊水平固定管全位置焊接 , 试件为89低合金钢壁厚为3mm, 填充焊丝为实心(单面焊双面成型). SMAW-II-6G(K)-7/89-F3.代表手把焊水平固定管全位置焊接(单面焊双面成型)试件为89低合金钢壁厚为7mm, 焊条为钛型钛钙型(单面焊双面成型).焊工项目SMAW-I-5GSMAW-----------焊条电弧焊I--------------碳素钢2FG(K)---------管板垂直固定平焊(带垫板)12/51----------管子的直径/板的厚度F1-------------钛钙型焊条Exx035G-------------管的水平固定焊。
焊工证代码解释
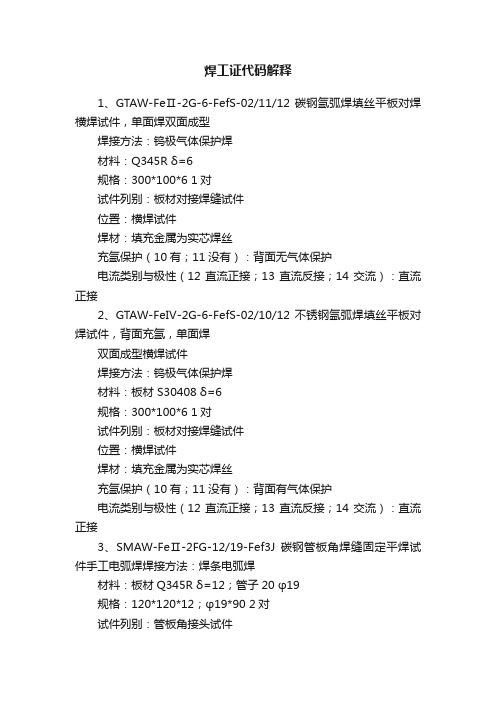
焊工证代码解释1、GTAW-FeⅡ-2G-6-FefS-02/11/12 碳钢氩弧焊填丝平板对焊横焊试件,单面焊双面成型焊接方法:钨极气体保护焊材料:Q345R δ=6规格:300*100*6 1对试件列别:板材对接焊缝试件位置:横焊试件焊材:填充金属为实芯焊丝充氩保护(10有;11没有):背面无气体保护电流类别与极性(12直流正接;13直流反接;14交流):直流正接2、GTAW-FeⅣ-2G-6-FefS-02/10/12 不锈钢氩弧焊填丝平板对焊试件,背面充氩,单面焊双面成型横焊试件焊接方法:钨极气体保护焊材料:板材S30408 δ=6规格:300*100*6 1对试件列别:板材对接焊缝试件位置:横焊试件焊材:填充金属为实芯焊丝充氩保护(10有;11没有):背面有气体保护电流类别与极性(12直流正接;13直流反接;14交流):直流正接3、SMAW-FeⅡ-2FG-12/19-Fef3J 碳钢管板角焊缝固定平焊试件手工电弧焊焊接方法:焊条电弧焊材料:板材Q345R δ=12;管子20 φ19规格:120*120*12;φ19*90 2对试件列别:管板角接头试件位置:垂直固定平焊试件焊材:填充材料为低氢型焊条4、SMAW-FeⅣ-2FG-12/19-Fef4J 不锈钢管板角焊缝固定平焊试件手工电弧焊焊接方法:焊条电弧焊材料:板材S30408 δ=12;管子S30408 φ19规格:120*120*12;φ19*90 2对试件列别:管板角接头试件位置:垂直固定平焊试件焊材:填充材料为奥氏体碱性焊条5、SMAW-FeⅣ-5G-5/48-Fef4J 不锈钢管材对接平固定试件向上焊手工电弧焊焊接方法:焊条电弧焊材料:管子S30408 φ48*5规格:φ48*5*100 3对试件列别:管材对接焊缝试件位置:水平固定试件向上焊焊材:填充材料为奥氏体碱性焊条6、SMAW-FeⅡ-5G-5/57-Fef3J 碳钢管材对接平固定试件向上焊手工电弧焊焊接方法:焊条电弧焊材料:管子20 φ57*5规格:φ57*5*100 3对试件列别:管材对接焊缝试件位置:水平固定试件向上焊焊材:填充材料为低氢型焊条7、GTAW-FeⅣ-6FG-12/19-FefS-02/10/12不锈钢氩弧焊管板角焊缝45°固定试件,背面充氩保护焊接方法:钨极气体保护焊材料:板材S30408 δ=12;管子S30408 φ19规格:120*120*12;φ19*90 2对试件列别:管板角接头试件位置:45°固定试件焊材:填充金属为实芯焊丝保护(10有;11没有):背面有气体保护电流类别与极性(12直流正接;13直流反接;14交流):直流正接8、GTAW-FeⅡ-6FG-12/19-FefS-02/11/12碳钢氩弧焊管板角焊缝45°固定试件,背面不充氩保护焊接方法:钨极气体保护焊材料:板材Q304R δ=12;管子20 φ19规格:120*120*12;φ19*90 2对试件列别:管板角接头试件位置:45°固定试件焊材:填充金属为实芯焊丝充氩保护(10有;11没有):背面无气体保护电流类别与极性(12直流正接;13直流反接;14交流):直流正接9、SMAW-FeⅣ-1G-12-Fef4J 不锈钢手工电弧焊平板对接平焊试件焊接方法:焊条电弧焊材料:板材S30408 δ=12规格:300*100*12 1对试件列别:板材对接焊缝试件位置:平焊试件焊材:填充材料为奥氏体碱性焊条10、SMAW-FeⅡ-1G-12-Fef3J 碳钢手工电弧焊平板对接平焊试件焊接方法:焊条电弧焊材料:板材Q345R δ=12规格:300*100*12 1对试件列别:板材对接焊缝试件位置:平焊试件焊材:填充材料为低氢型焊条11、GTAW-5F-04/07/08/19 氩弧焊目测观察控制单道管板角接头焊缝焊接方法:钨极气体保护焊试件列别:管板角接头试件规格:76*5/200*200 2对位置:水平固定钨极气体保护焊有无自动稳压系统(有06;无07):(04)有各种焊接方式自动跟踪系统(有06;无07):无(07)各种焊接方法每面破口内焊道(单道08;多道09):单道(08)各种焊接方法(目测观察、控制19;遥控20):目测观察、控制(19)12、SAW-1G-07/09/19 埋弧自动焊多层焊焊接方法:埋弧焊材料:400*120*12 1对试件列别:板材对接焊缝试样位置:平焊试件各种焊接方式自动跟踪系统(有06;无07):无(07)各种焊接方法每面破口内焊道(单道08;多道09):多道(09)各种焊接方法(目测观察、控制19;遥控20):目测观察、控制(19)13、SAW-1G(K)-07/08/19 埋弧自动焊带衬垫单道焊焊接方法:埋弧焊(带衬垫)试件列别:板材对接焊缝试样材料:400*120*12 1对位置:平焊试件各种焊接方式自动跟踪系统(有06;无07):无(07)各种焊接方法每面破口内焊道(单道08;多道09):单道(08)各种焊接方法(目测观察、控制19;遥控20):目测观察、控制(19)14、SAW-1G-07/08/19 埋弧自动焊单道焊焊接方法:埋弧焊试件列别:板材对接焊缝试样材料:400*120*12 1对位置:平焊试件各种焊接方式自动跟踪系统(有06;无07):无(07)各种焊接方法每面破口内焊道(单道08;多道09):单道(08)各种焊接方法(目测观察、控制19;遥控20):目测观察、控制(19)15、SMAW(N10) -FeⅡ-1G—Fef4J碳钢手工电弧焊平焊堆焊焊接方法:焊条电弧焊规格:250*10*250 1块位置:平焊试件焊材:填充材料为低氢型焊条16、SMAW-FeⅣ-1G-12/15-Fef4J 不锈钢管板角焊缝水平转动试件手工电弧焊?焊接方法:焊条电弧焊材料:板材S30408 δ=12;管子S30408 φ15规格:120*120*12;φ15*90 2对试件列别:管板角接头试件位置:水平转动试件焊材:填充材料为奥氏体碱性焊条17、GTAW-FeⅡ-6G-5/57-FefS-02/11/12 碳钢氩弧焊管材对接焊缝45°固定试件向上焊,背面不充氩保护焊接方法:钨极气体保护焊材料:管子20 φ57*5规格:φ57*5*100 3对试件列别:管管对角接头试件位置:45°固定试件向上焊焊材:填充金属为实芯焊丝充氩保护(10有;11没有):背面无气体保护电流类别与极性(12直流正接;13直流反接;14交流):直流正接18、GTAW-FeⅣ-6G-5/48-FefS-02/10/12 不锈钢氩弧焊管材对接焊缝45°固定试件向上焊,背面充氩保护焊接方法:钨极气体保护焊材料:管子S30408 φ48*5规格:φ48*5*100 3对试件列别:管管对接头试件位置:45°固定试件向上焊焊材:填充金属为实芯焊丝充氩保护(10有;11没有):背面气体保护电流类别与极性(12直流正接;13直流反接;14交流):直流正接19、SMAW-FeⅡ-5FG-12/19-Fef3J 碳钢管板角焊缝水平固定试件手工电弧焊焊接方法:焊条电弧焊材料:板材Q345R δ=12;管子20 φ19规格:120*120*12;φ19*90 2对试件列别:管板角接头试件位置:水平固定试件焊材:填充材料为低氢型焊条20、SMAW-FeⅡ-6G-5/57-Fef3J 碳钢管材对接焊缝45°固定试件向上焊手工电弧焊焊接方法:焊条电弧焊材料:管子20 φ57*5规格:φ57*5*100 3对试件列别:管材对接头试件位置:45°固定试件向上焊焊材:填充材料为低氢型焊条。
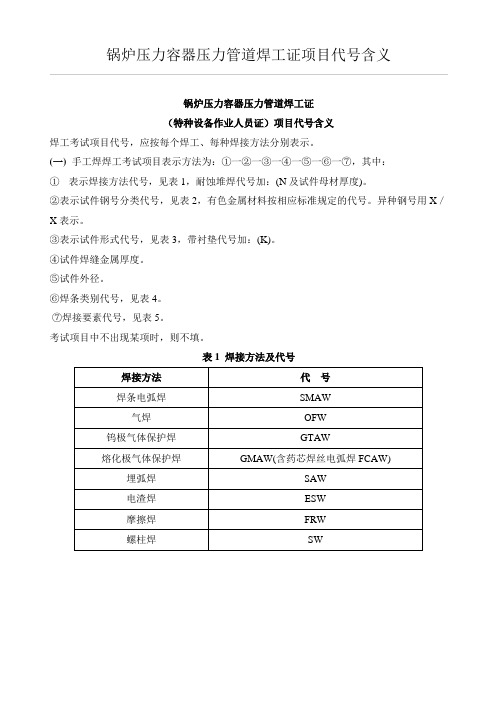
锅炉压力容器压力管道焊工证项目代号含义

锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
焊工代码的含义要点
F2
EXXl0,EXXll,EXXl0一x,EXXll—x
F1.F2
钛型、
钛钙型
F3
EXXX(x)一16,KXXX(x).17
Fl,F3
低氢型、碱性
F3J
EXXl5,EXXl6
EXXl8,EXX48
EXXl5一x.EXXl6一x
EXXl8一x.EXX48一x
EXXX(x)一15,EXXX(x)一16
S480
马氏体钢、铁索
体不锈钢
Ⅲ
1Cr5Mo OCrl3 lcrl3 1Crl7 1Cr9Mol
奥氏体不
锈钢、双相不锈钢
IV
0Crl9Ni9 0Crl8Nil2M02Ti 0Cr23Nil3
0Crl8Ni9Ti 00Crl7Nil4M02 0Cr25Ni20
0Grl8NillTi 0crl8Nil2M03Ti 00crl8Ni5M03Si2
公司常年储备现货一万多吨,五千多个规格无缝钢管,低合金无缝钢管,异型钢管,非标钢管,Q195B钢管,镀锌钢管,不锈钢管,方矩管,合金管,电力用管,高压锅炉管,石油裂化管,45号钢管,16mn钢管,低中压锅炉管,流体管,结构管,管线管,化肥专用管以及从德国、美国、日本、意大利、西班牙进口的合金管。多年来被国家电力建设评为“中国电力石化钢管配送中心”,我公司积极响应国家政策,支持西部大开发。公司被国内锅炉行业协会授予“中国锅炉协会指定采购单位”合作的单位有:武汉锅炉厂、哈尔滨锅炉厂、无锡锅炉厂、上海锅炉厂、济南锅炉厂、大连锅炉厂、南京锅炉厂、东方锅炉厂
向下焊
5GX
450固定
向上焊
6G
向下焊
6GX
管板角接头试件
水平转动
2FRG
焊工证代号含义

锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
焊工证批准项目代号含义

焊工证接受名目代号含意之阳早格格创做名目代号依次代表:焊交要领代号—资料类型—试件型式—试件薄度—管中径—焊条典型焊工代号包罗三项:焊交要领、试件形式、焊交因素代号表1为焊交要领代号焊交要领代号包罗:焊条电弧焊 SMAW气焊 OFW钨极气体呵护焊(氩弧焊) GTAW熔化极气体呵护焊 GMAW埋弧焊 SAW电渣焊 ESW摩揩焊 FRW螺柱焊 SW表2为钢号分类及代号类型-代号-钢号示例包罗:碳素钢 I包罗Q195、Q215、Q235 10、15、20、25、20R、20g、20G、22g HP245、HP265、L175、L210、S205矮合金钢 II包罗HP295、HP325、HP345、HP365 L245、L290、L320、L360、L415、L450、L485、L555、S240、S290、S315、S360、S385、S415、S450、S480 12Mng、16Mn、16Mng、16MnR、15MnNIR、15MnV、15MnVR、20MnMo、10MnWVNB、13MnnIMonBR、20MnMonB、07MnCRMoVR 12CrMo、12CrMoG、15CrMo、15CrMor15CrMoG、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2Mo1、12Cr2Mo1R、12Cr2MoG、12Cr2MoWVTiB、09MnnID、12Cr3MoVSiTiB 09MnD、09MnnIDR、16MnD、16MnDR、15MnNIDR、20MnMoD、07MnnICrMoVDR、08MnnICrMoVD、10nI3MoVD马氏体没有锈钢、铁素体没有锈钢 III包罗1Cr5Mo、0Cr13、1Cr13、1Cr17、1Cr9Mo1奥氏体没有锈钢 IV包罗0Cr19Ni9、0Cr18Ni12Mo2Ti 、0Cr23Ni13、0Cr18Ni9Ti、00Cr17Ni14Mo2、0Cr25Ni20、0Cr18Ni11Ti、0Cr18Ni12Mo3Ti、00Cr18Ni5Mo3Si2、00Cr18Ni10、00Cr19Ni13Mo3、1Cr19Ni9、00Cr19Ni11、 0Cr19Ni13Mo3、1Cr19Ni11Ti、1Cr23Ni18表3为试件形式、位子代号试件形式-试件位子代号-板材取管径大于600mm的管材、板材取管径小于600mm的管材-角焊缝位子-管板角交头-焊件位子板状对于交焊缝试件仄焊 1G 仄仄仄横焊 2G 仄、横仄、横仄、横坐焊 3G 仄、坐仄仄、横、坐俯焊 4G 仄、俯仄仄、横、俯管状对于交焊缝试件火仄转化 1G 仄仄仄笔曲牢固 2G 仄、横仄、横仄、横、火仄牢固进取焊 5G 仄、坐、俯仄、坐、俯仄、坐、俯背下焊 5GX 仄、坐背下、俯仄、坐背下、俯仄、坐背下、俯45°牢固进取焊 6G 仄、横、坐、俯仄、横、坐、俯仄、横、坐、俯背下焊 6GX 仄、坐背下、横、俯仄、坐背下、横、俯仄、坐背下、横、俯管板角交头试件火仄转化 2FRG仄、横 2FG笔曲牢固仄焊 2FG 仄、横 2FRG、2FG笔曲牢固俯焊 4FG 仄、横、俯 4FG、2FG火仄牢固 5FG 仄、横、坐、俯 5FG、2FRG、2FG45°牢固 6FG 仄、横、坐、俯所有位子螺柱焊仄焊 1S横焊 2S俯焊 4S表4为脚工焊对于交焊缝试件焊缝形式试件母材薄度t没有得小于12mm,且焊缝很多于3层表5 脚工焊管材对于交焊缝试件表5-1脚工焊管板角交头试件当S0≥12时,t应没有小于12mm,且焊缝没有得少于3层,S0为管板薄度.表6代表焊条类型、代号及适用范畴焊条类型-焊条类型代号-相映型号-适用焊件的焊条范畴钛钙型 F1 E××03、GB/T5117、GB/T5118、GB/T983(奥氏体、单相钢焊条除中)纤维素型 F2 E××10、E××11、E××10-X、E××11-X F1、F2钛型、钛钙型 F3 E×××(×)-16、E×××(×)-17 F1、F3矮氢型、碱性 F3J E××15、E××16、E××18、E××48、E××15X、E××16X、E××18X 、E××48X、E×××(×)-15、E×××(×)-16、E×××(×)-17 F1、F3、F3J钛型、钛钙型 F4 E×××(×)-16、E×××(×)-17 F4 GB/T983(奥氏体、单相钢焊条)碱性 F4J E×××(×)-15、E×××(×)-16、E×××(×)-17 F4、F4J表7焊交因素代号脚工钨极气体呵护弥补金属焊丝:无 01、真芯 02、药芯 03板滞化焊钨极气体呵护自动稳压系统:有 04、无 05自动追踪系统:有 06、无 07每里坡心内焊讲:单讲 08、多讲 09。
高压焊工证项目代号含义【建筑工程类独家文档首发】

高压焊工证项目代号含义【建筑工程类独家文档首发】从事锅炉管道压力容器等承压类焊接的焊工需要持有质量技术监督局颁发的特种设备作业人员证(高压证)下面高升焊接工程学校为大家介绍一下证书项目代号的含义:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm 然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
⑺S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条向下焊打底,背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝自动焊,焊机无自动跟踪,进行多层多道焊填满坡口。