Fanuc机器人IO配置和UIUO配置
FANUC机器人系统设置

3.8.1 机器人启动请求(RSR ) 设定RSR操柞设定RS R1 披卜〔MENU][能单,锻,耳亦出餅山I 叢单“2 逸甘"fi 哉醴”・J 捋FF1 •黄列毘示出構面训抱求单. 4 aft -attft 序”・岀现律序选择❷尚.5 将Jt 标拒问"「F 炼择摸式“荼口■拽卜卜‘ i -徙择・.進择.捲下卩岁・板・・t 程序鶴择・血亠3.3.4>1 RSR1秽尺嵋号 3 RSR3軒序帽号 * K5R4柠序塢号 & RSfc5 刚専6 3SM 禅應塢号7 RSK?也序箱号H R5RS 柠甲塢号 » 字捋串前炼10isMU *号耳冲%«(««)& 卸I 萍指燈人也7锂占变了程序暹掙丹式的悄总九 娈使谡定有聂・in 整骨时斯开褪證,ftjgmsi 电賂机器人IO 配置3.机器人系统的设定机蜓机蹩系葩IX )帳决的种弟. • o -处理10目】料|也埒权,roil 寰虎寻連■專兀 • 15= LOUnir MODEL AB•52- IQ 連瘫肚各从机搖U« 4£= K 30rH Mata ff]丄板工 RMAI5,1'RMAl 耐-插槽轴皑衆捐喲葩H 垃轮I 口姿块的編号” • 便用牡登PQ 印剧电酣乐財0连接设备谨接单元时+按连接姑昵扌为播權1、2-..-• 便用I/O Umt-MODEL A 时.安兹有FO 模块的華本单朮的插槽编号沟谱理垠的幅槽仙<•便用LODiHt>W>DELE 的悄况卜.禅过推本单尤的IHP 开关彼定的单尤S ;号・即为谏蔓本单托的插憎值 v I ;□连按 址备*A 机接 | 、 R-f-OfBMste ^: J.^(CFLMA15 CRAIA[6) |-.谥值岳第为 I物理编号刿I ■:和 朮斗I 门呻7 帕悄号歸号 按如下所爪方式X 「£制.叩博: • 程字输人匸号in K mZ... • 枚宇唏自倩号:omi. our?,. + 啞抑知人仁:.;■ ain I. Ain 2. + 瞬推琲㈣仁号,Acntf 1 . nmii2.为了住机囲人矢利装宾上刃〔心性弓汽HH 亍揑制.戒顾IT 內僅件号和世州怡巳的去联 旳班“诂 壬底称H LO »电- 越农口功建和丄o 舒豐“-R.4C K (机架)机峯崇惜匸0厘坟的沖类、SLOT (播樽)荊惜董摂枸建机眾的vo 犍块誌件的号轲.・开始点TTW?沟诜行悄号统的映射而将将理号硏対b 劭逼羯号稿指定谁舟MR!用初的■瑞号丹2心心.H启心操作3 1数字I/O 的分配 步骤1按下[MENU ](菜单》況•显示出此向菜单•2 Aft -5LO".3 按KF1 ••类5T • SL 示出蓟面切検菜妙.4atn -»字-•数字I/o —览画面[类型] 分配 IN/OUT 开 关5 耍进行输入画面和输出㈣面的切换.按下F3 “IN/ OUT”。
FANUC发那科工业机器人的通讯参数设置

FANUC发那科工业机器人的通讯参数设置FANUC的通讯参数设置机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software18M为0MD为1 波特率96002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software法兰科接口参数设置1现在DNC机床联网已成一个大的潮流,可是仍然有很多人对此知之甚少。
尤其是对于一些机床数据通信参数的设定一无所知。
一般而言,机床通迅参数包括以下几个方面:1 波特率2 数据位3 停止位4 奇偶校验5 ASCII码或EIA码选定6 握手协议机床的版本不一样,这些参数的位置也不一样。
希望知道的朋友可以提供一些不同版本机床的通信参数资料,以便大家多了解0M系统波特率: 552,553,250,251(I/O为0,1,2,3)2停止位:02#0,12#0,50#0,51#0(I/O为0,1,2,3)EIA码和ASCII码的选定 :02#3,12#3,50#3,51#3(I/O为0,1,2,3) 51#4:是否使用CD载波信号55#2:通信协议B/A奇偶校验一般都为偶校验机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software318M为0MD为1 波特率96002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software发那克900以后参数意义--------------------------------------------------------------------------------900 #5 公英制转换; 1,公制#4 主轴模拟/串行输出; 1,用离合器4#3 手摇轮; 1,用901 #7 复合固定循环; 1,有#5 倒方角C,倒圆角R; 1,有902 #6 用户宏程序A; 1,有#5 丝杠螺距误差补偿; 1,有#2 恒速切削控制; 1,有903 #7 背景编辑; 1,有#3 偏置量测定直接输入B; 1,有#1 实际主轴转速输出; 1,有904 #2 中文显示; 1,中文(P23 #3设1)906 #7 外部刀具补偿; 0,有#6 自动刀具补偿; 0,有#5 刀具形状损失补偿; 1,有#0 菜单编程; 0,有907 #6 刀尖补偿; 1;有5#4 加工时间加工品数; 1,有909 #1 外部信息; 1,有#0 图形显示; 1,有911 #3 时间功能; 1,有932 #7 MDI—B; 1,有#6 表面恒速; 1,有#3 用户宏程序B; 1,有#2 用户宏程序A; 1,有(#2、#3不能同时选择)934 #4 特殊G代码输入; 1,有935 #5 出现600号参数; 1,有#2 加工复循环; 1,有#1 工件坐标系; 1,有#0 刀具寿命管理; 1,有该参数仅供参考,请谨慎修改!6Fanuc 0 系列数控系统数控系统与WinDNC的电缆连线表:数控系统计算机25针 9针1 保护地保护地3 2 32 3 27 7 574-5短接 4-5短接 7-8短接6-8-20短接 6-8-20短接 1-4-6短接数控系统注意事项1.在0系统中,如果你要修改某一参数,你必须设PWE参数为off,当你这样做时,系统将处于报警状态,这时请不要理会其报警,修改参数完后,PWE参数为on,按Reset键以消除报警。
FANUC机器人

轴驱动
VW Mosel
应用于
VW Wolfsburg
大众集团使用了几种不同的标准
一汽--大众
TP
三个重要开关
Teach pendant enable switch
教导盒使能开关
deadman switch特殊手持 式开关
Emergency stop button
紧急停机按钮
这个开关决定了教导盒是否可用。当开关关闭时,手动进给、程序的生成或者测试模式都不 能进行。
概论
机器人分类(按用途)
工业机器人 点焊、弧焊、螺柱焊、冲铆、等离子切 割、激光焊、涂胶、搬运、装配、滚边 压合… 家用机器人 护理机器人 航空航天机器人 军用机器人
防恐机器人 潜水机器人 攀壁机器人 消防机器人 医疗机器人 救援机器人 建筑、矿山机器人 …
概论
机器人分类(按坐标) 机器人分类(按执行机构)
示教机器人
示教速度
1)按下Deadman 开关,将TP开关置于ON 2)按下SHIFT键的同时,按示教键开始机器人示教。 SHIFT键和示教键的任何 一个松开,机器人就会停 止运动。 注意:示教机器人前,请确认工作区域内没有人。
I/O
多用I/O
多用I/O 用户可以根据需要定义多用I/O 本组包括以下信号
示教机器人
I示/O教配模置式
通过TP上相应的键转动机器人的各个轴示教
沿着笛卡儿坐标系的轴直线移动机器人,分两种坐标系: 1)通用坐标系(World):机器人缺省的坐标系 2)用户坐标系(User):用户自定义的坐标系
沿着当前工具坐标系直线移动机器人。工具坐标系是匹配在工具 方向上的笛卡儿坐标系
示教机器人
一个控制器最多驱动3个组 每组最多9个轴
FANUC的IO指令
变量 R[i]
运算符 >
>= 大于等 于 = <= 小于等
值
Constant 常数
R[i]
行为 JMP LBL[i]
Call (Program)
于
<
<> 不等于 2)I/O条件指令 IF (variable)(operator)(value)(Processing)
机器人I/O (RI/RO) 指令,模拟I/O(AI/AO)指令,组I/O (GI/GO) 指令的用 法和数字I/O指令类似。
五.分支指令
bel指令 用来定义程序分支的标签 ■ LBL[i : Comment]
i : 1 to 32767 Comment : 注释(最多16个字符) 2.未定义条件的分支指令 1)跳转指令 JMP[i] ■ JMP LBL[i] i : 1 to 32767 2)Call指令 ■ Call (Program) Program : 程序名 3.定义条件的分支指令 1)寄存器条件指令 IF (variable)(operator)(value)(Processing)
Variable Operator Value Processing
变量
运算符
值
行为
AO[i]
>
Constant JMP LBL[i] 常数
AI[i]
>= 大于等 R[i]
于
Call (Program)
GO[i]
=
GI[i]
<= 小于等
于
<
<> 不等于
Variable Operator Value Processing
FANUC机器人日产配置规范(LAM电气部)

4.1新建程序的设置
4.1新建程序的设置
4.2BREAK指令的说明
使用BREAK指令的原因: 在使用CNT进行机器人连续运行时,由于机器人运动轨迹平滑度的不同,产生
运动轨迹跟示教时不一致的情况,这时候容易发生干涉的现象。
引入BREAK指令以后,可以使机器人在有信号等待的时候,按照示教点轨迹运 行,信号等待条件在机器人进入等待位前已经成立时,机器人按照CNT轨迹运 行。
W = ******** de P = ******** de R = ******** de
5.3修模程序分类示例详解
TSTR100C
t_zrset RSW G1
5.3修模程序分类示例详解
TCKR100C
t_check RSW G1
5.3修模程序分类示例详解
TDRESR1C
Tip Dresr RSW G1
5.3修模程序分类示例详解
PNS0090
MAIN T_DRESS RSW
5.3修模程序分类示例详解
PNS0094
MAIN T_CHANG RSW
5.3修模程序分类示例详解
PNS0094
MAIN T_CHANG RSW
5.4修模相关补充说明
查看修模后电极帽参数的路径(上下电极帽的磨损量) menu status 3.spot weld 或menu setup 7.servo gun 2.general setup tip wear
30 奇偶性
31 控制器控制形式:
2000ms
2000ms OFF_检出 OFF_检出 2000¥ms OFF_检出 2000¥ms
250 ms 500ms 无效 无效 有效 无效
750 ms
3.2FANUC工业机器人Profibus-DP通讯设置及IO配置
操作规范,爱护设备(5)
从站设置操作步骤及参数设置完整
2
Profibus-DP通讯设置及 (40)
IO配置
IO分配操作正确(50)
得分
知识准备
序号
项目
1 波特率 2 支持类型
3 输入数量
4 输出数量
5 支持信号类型Hale Waihona Puke 表3-2 工业机器人从站功能
规格 最大 12Mbauds DP slave 1024(机器人从站输入及输出总量不能超过1952) 1024(机器人从站输入及输出总量不能超过1952)
Digital, UOP, group signals
预备知识: ProfiBus是国际上通用的现场总线标准之一。ProfiBus是属于单元级、现 场级的SIMITAC网络,适用于传输中、小量的数据。其开放性可以允许众多 的厂商开发各自的符合ProfiBus协议的产品,这些产品可以连接在同一个 ProfiBus网络上。ProfiBus是一种电气网络,物理传输介质可以是屏蔽双绞线 、光纤、无线传输。 在FANUC工业机器人Profibus-DP通讯网络中,工业机器人既可以做为主 站,也可以做为从站,工业机器人主站功能见表3-1,工业机器人从站功能见 表3-2。
知识准备
序号
项目
1 波特率 2 支持类型 3 输入数量 4 输出数量 5 模拟输入数量 6 模拟输出数量
7 支持信号类型
8 可连接从站数量
表3-1 工业机器人主站功能
规格 最大 12Mbauds DP master 1024 1024 每块设备 2通道(最多 6通道) 每块设备 2通道(最多 6通道) Digital, UOP, group, analog, and arc welding signals 32
FANUC Series OI 0iMC系统操作说明书手册B4

FANUC Series OI 0iMC系统操作说明书手册B4一、概述FANUC Series OI 0iMC系统是FANUC公司推出的一款高性能数控系统,专为现代机床控制而设计。
该系统结合了FANUC多年的数控技术积累和先进的计算机控制技术,为机床制造商和用户提供了稳定、高效、便捷的数控解决方案。
本操作说明书手册将详细介绍该系统的操作说明和常见问题解答,希望能为您提供帮助。
二、操作说明1、系统启动与关机按下系统面板上的电源按钮,系统将自动启动。
等待系统自检完成后,进入操作界面。
关机时,选择主菜单中的“关机”选项,按照提示进行操作。
2、手动操作在操作界面上,可以通过手动模式对机床进行点动、连续进给、快速移动等操作。
手动模式下,可以通过按下相应的轴控制按钮和进给倍率调整旋钮来实现机床的运动。
3、自动操作在自动模式下,可以通过编写程序来实现机床的自动加工。
程序编写需遵循FANUC数控编程语言标准,通过M代码来实现各种动作。
程序编写完成后,通过操作界面上的“运行”按钮启动程序。
4、参数设置在自动模式下,可以通过参数设置来调整机床的运动轨迹、加工速度、切削用量等参数。
参数设置在主菜单中的“参数”选项中,可以根据加工需求进行调整。
三、常见问题解答1、系统无法启动可能原因:电源故障、主板故障。
解决方法:检查电源连接是否正常,专业技术人员进行维修。
2、系统死机可能原因:程序运行异常、系统资源占用过多。
解决方法:重启系统,检查程序是否存在异常,优化系统资源。
21、坐标轴运动不准确可能原因:机械故障、控制系统故障。
解决方法:检查机械传动部分是否正常,专业技术人员进行维修。
211、加工表面质量差可能原因:刀具选择不当、切削参数设置不合理。
解决方法:选择合适的刀具和切削参数,提高加工工艺水平。
FANUC Series 系统OI TD用户手册说明书B4标题:FANUC Series系统OI TD用户手册说明书B4一、介绍FANUC Series系统OI TD是一种先进的数控系统,广泛应用于机械加工、汽车制造、航空航天等领域。
fanuc机器人简单配置
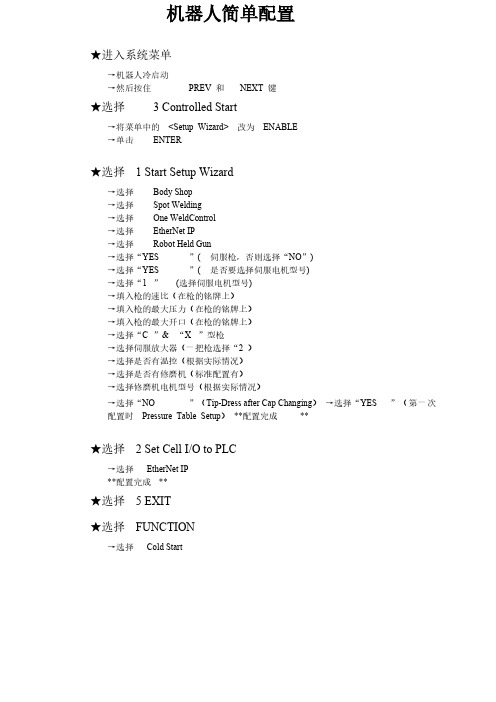
机器人简单配置★进入系统菜单→机器人冷启动→然后按住PREV 和NEXT 键★选择 3 Controlled Start→将菜单中的<Setup Wizard> 改为ENABLE→单击ENTER★选择 1 Start Setup Wizard→选择Body Shop→选择Spot Welding→选择One WeldControl→选择EtherNet IP→选择Robot Held Gun→选择“YES ”(伺服枪,否则选择“NO”)→选择“YES ”(是否要选择伺服电机型号)→选择“1 ”(选择伺服电机型号)→填入枪的速比(在枪的铭牌上)→填入枪的最大压力(在枪的铭牌上)→填入枪的最大开口(在枪的铭牌上)→选择“C ”&“X”型枪→选择伺服放大器(一把枪选择“2 )→选择是否有温控(根据实际情况)→选择是否有修磨机(标准配置有)→选择修磨机电机型号(根据实际情况)→选择“NO ”(Tip-Dress after Cap Changing)→选择“YES ”(第一次配置时Pressure Table Setup)**配置完成**★选择 2 Set Cell I/O to PLC→选择EtherNet IP**配置完成**★选择 5 EXIT★选择FUNCTION→选择Cold Start★零位设置→MENUS→0→SYSTEM→GUN MASTER→BZAL(清故障)→FUNCTION →0→POWER CYCLE(将编码器复位,否则机器人无法运动)→把焊枪上下电极杆开到相碰按下(该点即为焊枪零位)→SHIFT+EXEC(记入)**设置完成**★初始化设置→MENUS→UTILITES→GUNSETUP→依次按ENTER 键进行一下设定[SET GUN MOTION SIGN] (设定枪的方向)→关枪→按[F5]CLOSE →按[F3]COMP[SET GUN SPACE,MASTER,GUN] (设定枪的基本参数)→在“******”处填入相应参数(在枪的铭牌上找)→关枪至零位→按[F3]COMP[AUTO TUNE] (自动计算一些参数)→按SHIFT+[F3] EXEC (运行过程中SHIFT 必须一直按住)[THICKNESS CHECK CABIBRATION])→按SHIFT+[F3] EXEC (运行过程中SHIFT 必须一直按住)**设置完成**★焊枪压力标定→MENUS →Setup→Servo Gun→选择<*DETAIL*> (第二行)→PRESSURE CAL(ENTER)→YES[Pressuring Time (sec)] = 2.0 加压时间2"[Thickness of Gauge (mm)] 压力计厚度请如实填写[Pushing Depth (mm)] 压入深度,填20mm[Gun Open Value (mm)] 标定时枪口每次张开的大小→尝试输入适当的扭矩值,从低扭矩开始(5% );直到到达匹配的压力→SHIFT-[F3: Pressure]→填入压力值→所有扭矩测量完毕后点击-[F3: comp] (把光标移到CALIBRATION STATAS)→执行程序菜单选择TW-SETG1 宏程序(看TIP WEAR STANDRD 变成COMP)**设置完成**★机器人I/P 地址设置→MENUS→SETUP→[FI] TYPE→下页→下页→HOST COMM →DETAIL★焊机I/P 地址设置→MENUS→I/O→[FI] TYPE→下页→ETHERNET I/P→选择W ELD CONTROL→CONFIG(必须在FALSE 状态下,否则把TURE 改成FALSE)填入以下内容Vendor ID:270D e v i c e T Y P E:12P r o d u c e c o d e:1I n p u t s i z e:1O u t p u t s i x e:1R P I:32A s s e m b l y i n s t a n c e(i n p u t):100A s s e m b l y i n s t a n c e(i n p u t):150★DEVICENET 通讯设置→MENUS→I/O→[FI] TYPE→下页→DEVICENET→选择(82)F4(DETAIL)选择波特率500 再ONLINE→[F3] DIAG→[F3] BROWSE(必须在ONLINE 状态下,光标移到63 上,波特率为500)→机器人自动查找→QUERY →POLL→ENTER→ADD-SCAN→ADD-DEF→重启(机器人配WATERSA VER)★同种方式配置其他模块HOME★将机器人示教到相应位置★在寄存器中记入位置值→MENUS→SETUP→下页→REF POSITION→DETAIL→SHIFT+RECORD★在位置寄存器中记入位置值→MENUS→下页→DATE →下页→POSITION REG→选择P R[1] →SHIFT+RECORD(HONE 点尽量做到机器人姿态自然,便于打点,不与任何物体干涉,各轴转动范围在±180 以内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fanuc机器人IO配置和UI/UO配置
说明:这几天直接跳转发送Fanuc部分内容知识,以供大家阅读借鉴。
这里主要给大家分享Fanuc机器人的IO分类以及CRMA15、CRMA16的IO分配,UI/UO的分配。
一、Fanuc机器人IO种类
1、Fanuc机器人IO分类
I/O (输入/输出信号),是机器人与末端执行器、外部装置等系统的外围设备进行通信的电信号。
有通用 I/O 和专用 I/O 。
(1)通用 I/O
通用I/O 是用户可以自己定义和使用的的 I/O信号,通用 I/O 有如下三类。
I/O 的i表示信号号码和组号码的逻辑号码。
•数字 I/O:DI[ i ]/DO[ i ]个数:512/512
•群组 I/O:GI[ i ]/GO[ i ]个数:100/100,范围:0-32767
•模拟 I/O:AI[ i ]/AO[ i ]个数:64/64,范围:0-16383
(2)专用 I/O
系统定义的专用IO信号,用户不能重新定义功能的信号;专用 I/O 是用途已经确定的 I/O ,专用 I/O 有如下几种。
•外围设备(UOP):UI[ i ]/UO[ i ]个数:18/20
•操作面板(SOP):SI[ i ]/SO[ i ]个数:15/15
•机器人 I/O :RI[ i ]/RO[ i ]个数:8/8
3、Fanuc机器人图片(图片来自百度网络)
二、Fanuc机器人通讯IO模块
1、Fanuc机器人硬件种类和机架号
机架系指构成I/O 模块的硬件的种类。
•0 =处理 I/O 印刷电路板
•1~16=I/O 单元 MODELA/B
•32 =I/O LINK 从动装置
•48 =外围设备控制接口(CRMA15、CRMA16)
2、Fanuc机器人CRMA15、CRMA16插槽
插槽系指构成机架的I/O 模块部件的号码。
•使用处理 I/O 印刷电路板的情况下,按所连接的印刷电路板顺序分别为插槽1、2...。
•使用 I/O 单元 MODEL A/B的情况下,则为用来识别所连接模块的号码。
•I/O LINK 从动装置以及外围设备接口(CRMA15, CRMA16)下始终为1。
3、接线实物图
(1)紧凑型控制柜CRMA15/CRMA16面板插头
(2)外引实物端子台图片
二、CRMA15/CRMA16标准配置
(2)说明:上图左侧CRMA15/CTMA16是机器人控制柜上面端子针脚定义,右侧A1、A2是外接端子台各50针脚定义。
实物图如下:
3、硬件CRMA15/CRMA16和Fanuc标准分配
(1)DI地址分配图
(2)DO地址分配图
四、UI/UO专用IO信号的全部分配和简略分配
UO专用输出信号分配表:
3、专用UI/UO信号在Fanuc机器人上地址分配(简略分配)(1)UI和物理地址分配图片
下图是选择RSR程序启动:
下图是选择PNS程序启动,则需要UI[17]也分配一个物理地址。
(2)UO和物理地址分配图片
4、机架3
5、插槽1开始点为1的分配都为常闭点
这里UI[1]——UI[3]等一些信号为ON时候,可以分配地址:机架35、插槽1开始点为1的分配都为常闭点。
这里可以理解为系统带的常闭点,如下图所示:
5、UI/UO分配重启生效状态
(1)UI状态图片
(2)UO状态图片
五、信号输出和强制仿真
1、Fanuc机器人常用接线图CRMA15接线图:
CRMA16接线图:
2、输出信号强制输出
说明:对于输出信号,可以直接强制输出,操作步骤:menu——>I/O——>数字IO——>IN/OUT:切换到DO一览画面——>光标移动选择到需要强制输出DO信号状态栏——>下方的ON/OFF强制输出,如下图:
3、输入信号输出信号仿真功能
说明:对于输出信号,可以直接强制输出。
但是对于输入信号一般可以使用仿真功能,当然输出信号也可以仿真。
操作步骤:menu——>I/O——>数字IO——>IN/OUT:切换到DO/DI一览画面——>光标移动选择到需要模拟输出的DI/DO信号模拟栏——>下方的模拟——>信号状态由U变为S——>光标移动到信号的状态栏——>下方的ON/OFF即可对信号进行模拟开光。
(1)DI输入信号模拟仿真图片:
(2)DO输出信号模拟仿真图片:。