精益生产工具介绍
精益生产12种工具

原则化工作
懂得要执行什么环节和懂得该环节运营正常,两者都是同等主要旳。 为了确保实现产品质量级别、一致性、有效性及效率,有必要采用写 成文件旳分环节流程或者原则作业程序(SOP)来降低错误和接触时 间。尽管原则化工作建立了明确要求工人和机器操作旳有用文档,原 则化工作在精益制造工具中是最不受到注重旳。这些明确要求旳操作 能帮助工人在制造流程中应用最佳实践。原则化工作同步还能为连续 改善打好基础,因为统计成文件形式旳流程更轻易加以分析与改善。 为了阐释原则化工作,SOP 应该采用图片、文字、表格、标志、色彩 及视觉指示器向不同旳工作组沟通一致旳直观旳信息。这种图形指示, 也被称为操作措施手册(OMS),解释特定生产线范围内根据事件顺 序(SOE)旳每个环节,还能设计并制作纸质或屏幕旳视觉工作指导。
另一项工具是模拟,它能帮助降低维护有关旳挥霍。经过支持模拟, 先进服务管理系统一般能根据生产计划安排维护并根据实际完毕旳生 产自动更新维护计划(电子链接设备本身旳运转时间仪到计划维护 上)。
全员生产维护 (TPM)
目旳是消除下列“六大”维护有关旳挥霍。 1. 设备停工 2. 安顿和调整 3. 小规模停工和闲置 4. 计划外旳停工 5. 因为机器错误制造不合格品所花旳时间 6. 开启期旳不合格品
订单被“推”向工厂车间及库存。
排序与混合模式生产
另一项精益工具是排序,或决定一条生产线上执行不同作业旳顺序, 以达成目旳(例如每日需要旳数量)。这也叫做混合模式生产,该模 式生产不同批量旳几种零件或产品,这些零件或产品旳量接近于当日 将销售旳相同旳产品组合。混合模式计划或排序决定组件旳制造和交 付,涉及那些由外部供给商提供旳组件。重申一下,目旳是根据每日 需求建立生产模式。这点对于汽车制造业极其主要,考虑到全球市场 上老到客户百分比越来越大,争取这些客户旳竞争驱使汽车业原始设 备制造商(OEM)提供有着越来越丰富特色和选择旳产品。从纯功能 旳角度来看,汽车和卡车正日益成为日用具,竞争性旳产品差别化主 要经过提供独特旳色彩、构造、风格及可选配置组合来实现,这么任 何一款车型都有上千种潜在组合。库存全部这些组合在成本上几乎无 法做到,而且查找是否生产了某种特定组合也要花诸多时间,这好比 海底捞针。另外,挑剔旳客户期望立即得到某种独特特色旳配置组合。 这些原因造成一种难题-怎样迅速又有利可图地交付定制成品车。
精益生产管理的十大改善工具
精益生产管理的十大改善工具精益生产管理的十大改善工具1、价值流分析(VSM)精益生产始终围绕着价值这个核心,关于价值有两个层面:①客户需要支付的价值,②客户愿意多付的价值(增值)。
精益生产的价值更趋向于第②个层面。
价值流分析就是通过价值的2个层面对产品生产流程中的要素进行界定,首先去除浪费(客户不支付的),进而缩减客户不愿意多付的要素,从而实现设备和员工有效时间的最大化和价值最大化。
2、标准化作业(SOP)标准化是生产高效率和高质量的最有效管理工具。
生产流程经过价值流分析后,根据科学的工艺流程和操作程序形成文本化标准,标准不仅是产品质量判定的依据,也是培养员工规范操作的依据。
这些标准包括现场目视化标准、设备管理标准、产品生产标准及产品质量标准。
精益生产要求的是“一切都要标准化”。
3、5S与目视化管理5S(整理Seiri、整顿Seiton、清扫Seiso、清洁Seiketsu、素养Shitsuke)是现场目视化管理的有效工具,同时也是员工素养提升的有效工具。
5S成功的关键是标准化,通过细化的现场标准和明晰的责任,让员工首先做到维持现场的整洁,同时暴露从而解决现场和设备的问题,进而逐渐养成规范规矩的职业习惯和良好的职业素养。
4、全员设备保全(TPM)全员设备保全(TPM)是准时化生产的必要条件,目的是通过全员的参与实现设备过程控制和预防。
TPM的推行首先要具备设备的相关标准,如日常维护标准、部件更换标准等,随之就是员工对标准的把握和执行。
TPM推行的目的是事前预防和发现问题,通过细致到位的全面维护确保设备的“零故障”,为均衡生产和准时化生产提供保障。
5、精益质量管理(LQM)精益质量管理(LQM)更关注的是产品的过程质量控制,尤其是对于流程型产品,在制品质量不合格和返工会直接导致价值流的停滞和过程积压,因此更需要产品过程质量的控制标准,每个工序都是成品,坚决消除前工序的质量问题后工序弥补的意识。
6、TOC技术与均衡化生产均衡化生产是准时化生产(JIT)的前提,也是消除过程积压和价值流停滞的有效工具。
精益生产13个主要工具
精益生产的主要工具1、准时化生产(JIT)准时生产方式是起源于日本丰田汽车公司,其基本思想是“只在需要的时候,按需要的量生产所需的产品"。
这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。
2、单件流JIT是精益生产的终极目标,它是通过不断消除浪费、降低库存、减少不良、缩短制造周期时间等具体要求来实现的.单件流是帮助我们达到这一目标的关键手法之一。
3、看板管理(Kanban)看板是可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
常用的看板有两种:生产看板和运送看板.4、零库存管理工厂的库存管理是供应链的一环,也是最基本的一环.就制造业而言,加强库存管理,可缩短并逐步消除原材料、半成品、成品的滞留时间,减少无效作业和等待时间,防止缺货,提高客户对“质量、成本、交期”三大要素的满意度.5、全面生产维护(TPM)以全员参与的方式,创建设计优良的设备系统,提高现有设备的利用率,实现安全性和高质量,防止故障发生,从而使企业达到降低成本和全面生产效率的提高。
6、运用价值流图来识别浪费生产过程中到处充斥着惊人的浪费现象,价值流图(ValueStreamMapping)是实施精益系统、消除过程浪费的基础与关键点.7、生产线平衡设计由于流水线布局不合理导致生产工人无谓地移动,从而降低生产效率;由于动作安排不合理、工艺路线不合理,导致工人三番五次地拿起或放下工件.8、拉系统与补充拉系统所谓拉动生产是以看板管理为手段,采用“取料制"即后道工序根据“市场"需要进行生产,对本工序在制品短缺的量从前道工序取相同的在制品量,从而形成全过程的拉动控制系统,绝不多生产一件产品。
JIT需要以拉动生产为基础,而拉系统操作是精益生产的典型特征.精益追求的零库存,主要通过拉系统的作业方式实现的。
9、降低设置时间(SetupReduction)为了使停线等待浪费减为最少,缩短设置时间的过程就是逐步去除和减少所有的非增值作业,并将其转变为非停线时间完成的过程。
精益生产十大工具

如何保证质量
• 检查质量 • 制造质量 • 设计质量
三不原则
• 不接受缺陷 • 不制造缺陷 • 不交付缺陷
看板
• 看板的类型 • 取料看板---用于出库 • 生产看板---用于进库
快速换摸
• 外部换摸六部曲 • 1.观察 • 2.记录 • 3头脑风暴 • 4标准化 • 5布置任务 • 6开始
多余工序浪费去除技巧
• 对比现有工艺和顾客要求 • 产品设计的改进 • 过程改进
过度库存浪费
• 库存掩盖所有问题 • 质量问题 • 工艺问题 • 生产问题 • 维修问题 • 生产失衡
过度库存产生的原因
• 局部优化 • 不可靠的过程 • 不可靠的供应商 • 非均衡计划 • 信息交流不畅通 • 换型时间过长 • 设备的利用率很低 • 过量生产
停线。
• 员工可以停线,把所有问题都暴露在产品 初期。
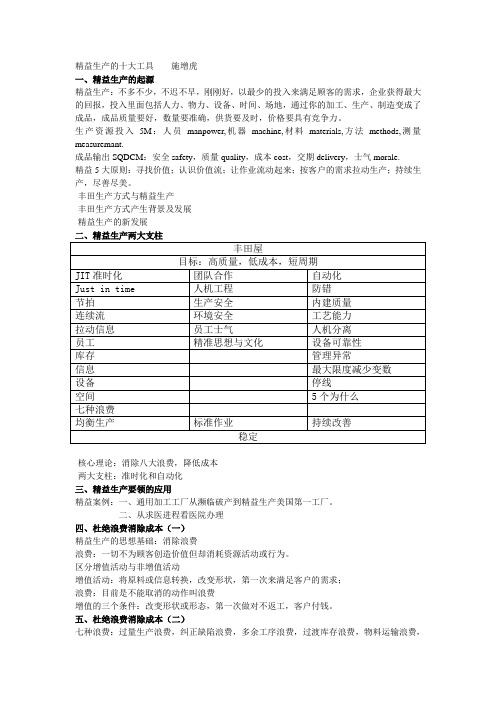
目标,高质量低成本短周期
• JIT准时化 • 节拍 • 连续流 • 拉动信息 • 员工 • 库存 • 信息 • 设备 • 空间 • 7种浪费
团队合作
自动化
பைடு நூலகம்
人员工序
防错
生产安全
内建质量
质量安全
工艺能力
员工士气
人机分离
精益思想与文化 设备可靠性
异常管理
纠正缺陷的浪费去除技巧
• 供应商质量保证 • 防错 • 减少变异 • 在线检验
纠正缺陷浪费黄金定律
• 缺陷必须追溯到根因并采取永久措施
多余工序浪费
• 不好的模具 • 工具不对 • 夹具 • 超过客户的需求
多余浪费的原因
• 工艺更改未跟上产品更改 • 顾客的真正需求没有定义或者不清楚 • 重复的工步 • 缺乏操作者培训 • 过量生产 • 过多的标签
精益生产十大工具
精益生产的十大工具------施增虎一、精益生产的起源精益生产:不多不少,不迟不早,刚刚好,以最少的投入来满足顾客的需求,企业获得最大的回报,投入里面包括人力、物力、设备、时间、场地,通过你的加工、生产、制造变成了成品,成品质量要好,数量要准确,供货要及时,价格要具有竞争力。
生产资源投入5M:人员manpower,机器machine,材料materials,方法methods,测量measuremant.成品输出SQDCM:安全safety,质量quality,成本cost,交期delivery,士气morale.精益5大原则:寻找价值;认识价值流;让作业流动起来;按客户的需求拉动生产;持续生产,尽善尽美。
-丰田生产方式与精益生产-丰田生产方式产生背景及发展-精益生产的新发展二、精益生产两大支柱-核心理论:消除八大浪费,降低成本-两大支柱:准时化和自动化三、精益生产要领的应用精益案例:一、通用加工工厂从濒临破产到精益生产美国第一工厂。
二、从求医进程看医院办理四、杜绝浪费消除成本(一)精益生产的思想基础:消除浪费浪费:一切不为顾客创造价值但却消耗资源活动或行为。
区分增值活动与非增值活动增值活动:将原料或信息转换,改变形状,第一次来满足客户的需求;浪费:目前是不能取消的动作叫浪费增值的三个条件:改变形状或形态,第一次做对不返工,客户付钱。
五、杜绝浪费消除成本(二)七种浪费:过量生产浪费,纠正缺陷浪费,多余工序浪费,过渡库存浪费,物料运输浪费,多余动作浪费,等候时间浪费去除过量生产浪费技巧:小批量生产(或单件流),拉动式生产,均衡计划。
去除纠正缺陷浪费技巧:供应商质量保证,防错,减少变差,在线检验去除多余工序浪费技巧:对比现有工艺和顾客需求,产品设计改进,六、杜绝浪费消除成本(三)去除过渡库存浪费技巧:小批量生产,均衡计划,拉动系统,提升设备可利用率和一次合格率,及时处理过期物料,小批量采购,及时生产,缩小仓库面积。
精益生产常用工具
精益生产常用工具精益生产是一种管理方法,旨在通过提高生产效率、减少浪费和提高产品质量来提高企业的竞争力。
在实施精益生产的过程中,有许多常用工具可用来帮助企业识别问题,改进流程,并挖掘潜在的改善机会。
以下是一些常用的精益生产工具:1. 价值流图:价值流图是一种用来可视化整个生产过程或价值流的工具。
通过绘制整个价值流,企业可以识别出价值和非价值增加的环节,并找到改进的机会。
2. 5S:5S是一种组织和部署工作场所的方法,包括整理、整顿、清扫、标准化和纪律。
通过实施5S,企业可以创造一个整洁、有序和高效的工作环境,从而减少浪费和提高工作效率。
3. 标准化工作:标准化工作是指为每个工作任务制定标准化的工作程序和工作说明书。
通过制定和遵守标准化工作,可以确保每个工作任务都能按照相同的方式进行,从而提高质量和效率。
4. 拉动生产:拉动生产是一种以顾客需求为导向的生产方式,通过减少库存和按需生产来降低成本和提高交付速度。
通过实施拉动生产,企业可以减少库存积压和过度生产导致的浪费。
5. 价值流分析:价值流分析是一种用来识别和消除价值流中的浪费和非价值增加活动的方法。
通过对整个价值流进行分析,企业可以找到改进的机会,并制定相应的行动计划。
6. 周期时间分析:周期时间分析是一种用来测量和分析整个生产过程或价值流的时间的方法。
通过测量各个环节的时间,并分析其比例和关系,企业可以找到时间浪费和瓶颈,并采取相应的改进措施。
7. 柔性生产:柔性生产是一种以快速响应市场需求为导向的生产方式,通过灵活地调整生产线和生产能力,以适应需求的变化。
通过实施柔性生产,企业可以降低库存、提高交付速度和灵活性。
8. 产能平衡:产能平衡是指在不同工序间平衡产能,以避免过剩和瓶颈的发生,从而提高效率和质量。
通过进行产能平衡,企业可以合理安排生产能力,以满足顾客需求并避免资源浪费。
综上所述,以上提到的工具是精益生产中常用的工具,通过使用这些工具,企业可以识别问题,改进流程,并发现潜在的改善机会,从而提高生产效率和产品质量,降低成本,提高竞争力。
精益生产管理的十大工具和实施步骤
一、何为精益生产精益生产LeanProduction,简称LP是美国麻省理工学院数位国际汽车计划组织IMVP的专家对日本“丰田JITJustInTime生产方式”的赞誉之称,精,即少而精,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品或下道工序急需的产品;益,即所有经营活动都要有益有效,具有经济性;精益生产是当前工业界最佳的一种生产组织体系和方式;精益生产既是一种以最大限度地减少企业生产所占用的资源和降低企业管理和运营成本为主要目标的生产方式,同时它又是一种理念,一种文化;实施精益生产就是决心追求完美的历程,也是追求卓越的过程,它是支撑个人与企业生命的一种精神力量,也是在永无止境的学习过程中获得自我满足的一种境界;其目标是精益求精,尽善尽美,永无止境的追求七个零的终极目标;二、精益生产的四个特点大部分的企业都已经认识到了精益生产对企业的一个重要性,当然精益生产管理企业也是一样的,精益生产在一定的程度上会让企业的生产效率提高,同时还可以在一定的程度上增强企业的自己的竞争能力,但是虽然很多的企业都想实行精益管理,但是却没有真正的明白精益生产的一个特点,那么精益生产管理有什么特点呢1、消除一切浪费,追求精益求精精益生产的特点是消除一切浪费,追求精益求精和不断改善;去掉生产环节中一切无用的东西,每个工人及其岗位的安排原则是必须增值,撤除一切不增值的岗位;精简是它的核心,精简产品开发设计、生产、管理中一切不产生附加值的工作,旨在以最优品质、最低成本和最高效率对市场需求作出最迅速的响应;2、强调人的作用,发挥人的潜力精益生产方式把工作任务和责任最大限度地转移到直接为产品增值的工人身上;而且任务分到小组,由小组内的工人协作承担;为此,要求工人精通多种工作,减少不直接增值的工人,并加大工人对生产的自主权;当生产线发生故障,工人有权自主决定停机,查找原因,做出决策;小组协同工作使工人工作的范围扩大,激发了工人对工作的兴趣和创新精神,更有利于精益生产的推行;3、零浪费目标库存是"祸根":高库存是大量生产方式的特征之一;由于设备运行的不稳定、工序安排的不合理、较高的废品率和生产的不均衡等原因,常常出现供货不及时的现象,库存被看作是必不可少的"缓冲剂";但精益生产则认为库存是企业的"祸害",其主要理由是:①库存提高了经营的成本;②库存掩盖了企业的问题;生产中的无效劳动和提前进入库存的过剩劳动都是浪费;为杜绝这些浪费,精益生产方式要求毫不留情地撤掉不直接为产品增值的环节和工作岗位;4、追求完美,永不满足精益生产方式则把"无止境地追求完美"作为经营目标,追求在产品质量、成本和服务方面的不断完善;这一思想是区别于大量生产方式的重要特征,也是精益生产走向成功的精神动力;准时化生产方式JIT和不断改进流程CIP是精益生产追求完美的思想体现;精益生产方式竭力追求生产的合理性、高效性,追求能够灵活多样地生产适应各种需求的高品质产品的生产技术和管理技术,其基本原理和诸多方法,对制造业具有积极的意义;三、精益生产的六个优势鉴于以上特点,及与大批量生产方式相比,精益生产方式的优势主要表现在以下几个方面:1、无论是在产品开发、生产系统,还是企业的其他部门,与大批量生产方式下的企业相比,所需人力资源均能减少一半;2、新产品开发周期可减少一半以上;3、生产过程的在制品库存可减至大量生产方式下一般水平的十分之一;4、企业占用空间可减至采用大批量生产方式企业的一半;5、成品库存量可减至大批量生产方式企业平均库存水平的四分之一;6、产品品质可提高三倍;四、精益生产的十大工具1、准时化生产JIT准时生产方式是起源于日本,其基本思想是“只在需要的时候,按需要的量生产所需的产品”;这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统;我们在生产作业时要严格按照标准要求作业,按需求生产,现场需要多少就送多少材料,防止库存异常;2、5S与目视化管理5S整理、整顿、清扫、清洁、素养是现场目视化管理的有效工具,同时也是员工素养提升的有效工具;5S成功的关键是标准化,通过细化的现场标准和明晰的责任,让员工首先做到维持现场的整洁,同时暴露从而解决现场和设备的问题,进而逐渐养成规范规矩的职业习惯和良好的职业素养;3、看板管理Kanban看板是可以作为交流厂内生产管理信息的手段;看板卡片包含相当多的信息并且可以反复使用;常用的看板有两种:生产看板和运送看板;看板比较直接,且有目共睹,容易管理;4、标准化作业SOP标准化是生产高效率和高质量的最有效管理工具;生产流程经过价值流分析后,根据科学的工艺流程和操作程序形成文本化标准,标准不仅是产品质量判定的依据,也是培养员工规范操作的依据;这些标准包括现场目视化标准、设备管理标准、产品生产标准及产品质量标准;精益生产要求的是“一切都要标准化”;5、全面生产维护TPM以全员参与的方式,创建设计优良的设备系统,提高现有设备的利用率,实现安全性和高质量,防止故障发生,从而使企业达到降低成本和全面生产效率的提高;不仅体现能5S,更重要是工作安全分析,安全生产管理;6、运用价值流图来识别浪费VSM生产过程中到处充斥着惊人的浪费现象,价值流图Value Stream Mapping是实施精益系统、消除过程浪费的基础与关键点:发现过程中何处产生浪费,识别精益的改进机会;认识价值流的构成因素与重要性;掌握实际绘制“价值流图”的能力;认识数据在价值流图示中的应用,通过数据量化改善机会的次序;7、生产线平衡设计由于流水线布局不合理导致生产工人无谓地移动,从而降低生产效率;由于动作安排不合理、工艺路线不合理,导致工人三番五次地拿起或放下工件;现在评估很重要,现场规划也很重要;省时省力最好;做到事半功倍才可;8、拉动生产PULL所谓拉动生产是以看板管理为手段,采用“取料制”即后道工序根据“市场”需要进行生产,对本工序在制品短缺的量从前道工序取相同的在制品量,从而形成全过程的拉动控制系统,绝不多生产一件产品;JIT需要以拉动生产为基础,而拉系统操作是精益生产的典型特征;精益追求的零库存,主要通过拉系统的作业方式实现的;9、快速切换SMED快速切换的理论依据是运筹技术和并行工程,目的是通过团队协作最大程度地减少设备停机时间;产品换线和设备调整时,能够最大程度压缩前置时间,快速切换的效果非常明显;为了使停线等待浪费减为最少,缩短设置时间的过程就是逐步去除和减少所有的非增值作业,并将其转变为非停线时间完成的过程;精益生产是通过不断消除浪费、降低库存、减少不良、缩短制造周期时间等具体要求来实现的,降低设置时间是帮助我们达到这一目标的关键手法之一;10、持续改善Kaizen当开始精确地确定价值,识别价值流,使为特定产品创造的价值的各个步骤连续流动起来,并让客户从企业拉动价值时,奇迹就开始出现了;五、精益生产十大工具的使用步骤这里列出的步骤仅供参考,因为实施精益生产是必须要对企业现场进行调研诊断后,根据现场实际情况去设立针对性的实施步骤的;◆第一步:现场5S活动;◆第二步:看板管理;◆第三步:价值流分析;◆第四步:标准化作业;◆第五步:拉动生产;◆第六步:JIT生产;◆第七步:均衡生产;◆第八步:快速切换;◆第九步:TPM管理;◆第十步:持续改善;精益生产的四条核心思想主要就是:站在”价值的角度“价值,持续不断的改进连续改进,以顾客为中心顾客为中心,使公司的利益最大化完美无缺;1.价值:产品的价值只能是由顾客定义的;产品与服务必须满足顾客的需求与期望的交货期、质量水平和价格承受力,且它们是安全而可持续发展的;制造企业必须辨识精益生产的活动与方式、优化过程/流程、明确附加的价值、避免一切不附加价值的浪费、工序与操作作业标准化和准时交货;2.连续改进:连续不断改进顾客要求的产品、过程与服务;减少浪费;其原理是实现使竞争对手吃惊的业绩改进和提升组织的精益能力;3.顾客为中心:使企业的一切业务工作、业绩与质量的测度指标以顾客的满意作为目标和最终的评价标准;4.完美无缺:以精益求精的工作精神和态度,利用改进各种资源的效率与效应的无穷机遇,以最低的成本、最高的质量和最短的交货期实现TCS,超越竞争对手,占领更多的市场份额,夺取竞争优势;。
精益生产13个主要工具
精益生产13个主要工具精益生产的主要工具1、准时化生产(JIT)准时生产方式是起源于日本丰田汽车公司,其基本思想是“只在需要的时候,按需要的量生产所需的产品”。
这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。
2、单件流JIT是精益生产的终极目标,它是通过不断消除浪费、降低库存、减少不良、缩短制造周期时间等具体要求来实现的。
单件流是帮助我们达到这一目标的关键手法之一。
3、看板管理(Kanban)看板是可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
常用的看板有两种:生产看板和运送看板。
4、零库存管理工厂的库存管理是供应链的一环,也是最基本的一环。
就制造业而言,加强库存管理,可缩短并逐步消除原材料、半成品、成品的滞留时间,减少无效作业和等待时间,防止缺货,提高客户对“质量、成本、交期”三大要素的满意度。
5、全面生产维护(TPM)以全员参与的方式,创建设计优良的设备系统,提高现有设备的利用率,实现安全性和高质量,防止故障发生,从而使企业达到降低成本和全面生产效率的提高。
6、运用价值流图来识别浪费生产过程中到处充斥着惊人的浪费现象,价值流图(ValueStreamMapping)是实施精益系统、消除过程浪费的基础与关键点。
7、生产线平衡设计由于流水线布局不合理导致生产工人无谓地移动,从而降低生产效率;由于动作安排不合理、工艺路线不合理,导致工人三番五次地拿起或放下工件。
8、拉系统与补充拉系统所谓拉动生产是以看板管理为手段,采用“取料制”即后道工序根据“市场”需要进行生产,对本工序在制品短缺的量从前道工序取相同的在制品量,从而形成全过程的拉动控制系统,绝不多生产一件产品。
JIT需要以拉动生产为基础,而拉系统操作是精益生产的典型特征。
精益追求的零库存,主要通过拉系统的作业方式实现的。
9、降低设置时间(SetupReduction)为了使停线等待浪费减为最少,缩短设置时间的过程就是逐步去除和减少所有的非增值作业,并将其转变为非停线时间完成的过程。
精益生产管理的十大工具和实施步骤
一、何为精益生产精益生产(LeanProduction,简称LP)是美国麻省理工学院数位国际汽车计划组织(IMVP)的专家对日本“丰田JIT(JustInTime)生产方式"的赞誉之称,精,即少而精,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品(或下道工序急需的产品);益,即所有经营活动都要有益有效,具有经济性。
精益生产是当前工业界最佳的一种生产组织体系和方式。
精益生产既是一种以最大限度地减少企业生产所占用的资源和降低企业管理和运营成本为主要目标的生产方式,同时它又是一种理念,一种文化。
实施精益生产就是决心追求完美的历程,也是追求卓越的过程,它是支撑个人与企业生命的一种精神力量,也是在永无止境的学习过程中获得自我满足的一种境界。
其目标是精益求精,尽善尽美,永无止境的追求七个零的终极目标。
二、精益生产的四个特点大部分的企业都已经认识到了精益生产对企业的一个重要性,当然精益生产管理企业也是一样的,精益生产在一定的程度上会让企业的生产效率提高,同时还可以在一定的程度上增强企业的自己的竞争能力,但是虽然很多的企业都想实行精益管理,但是却没有真正的明白精益生产的一个特点,那么精益生产管理有什么特点呢?1、消除一切浪费,追求精益求精精益生产的特点是消除一切浪费,追求精益求精和不断改善。
去掉生产环节中一切无用的东西,每个工人及其岗位的安排原则是必须增值,撤除一切不增值的岗位。
精简是它的核心,精简产品开发设计、生产、管理中一切不产生附加值的工作,旨在以最优品质、最低成本和最高效率对市场需求作出最迅速的响应。
2、强调人的作用,发挥人的潜力精益生产方式把工作任务和责任最大限度地转移到直接为产品增值的工人身上。
而且任务分到小组,由小组内的工人协作承担.为此,要求工人精通多种工作,减少不直接增值的工人,并加大工人对生产的自主权.当生产线发生故障,工人有权自主决定停机,查找原因,做出决策。
小组协同工作使工人工作的范围扩大,激发了工人对工作的兴趣和创新精神,更有利于精益生产的推行.3、零浪费目标库存是”祸根":高库存是大量生产方式的特征之一。
精益生产系统的思想精髓和几大主要工具的简介
搬运
▪ 原材料搬运 ▪ 半成品搬运 ▪ 成品搬运
等待
▪ 工序不平衡,人员/设备等待 ▪ 缺料等待/调机等待/上工序延误 ▪ 设备故障等待/沟通不畅等待
库存
▪ 原材料 ▪ 在制品 ▪ 成品
动作浪费
▪ 两手空闲/单手空闲/作业动作过大/交替动作 ▪ 步行移动动作/转身取物/伸臂、伸背动作 ▪ 弯腰动作/寻找动作/重复作业
…
…
…
以上这些问题的解决 之道——精益生产:
Confidential Document Property of MILWAUKEE TOOL Brookfield, Wisconsin 53005
精益生产的核心
精益生产系统
---精益生产简介
精益生产:不断消除浪费,以最小的投入(人力、物力、时间和空间), 创造最大的价值,为客户及时提供质量最佳、成本最低和最好的产品。
• 精益生产的核心---消除一切浪费; • 精益生产的分类(狭义精益,广义精益), ➢ 什么是浪费? • 从增值与不增值的角度认识浪费; • 浪费的分类---八大浪费 ➢ 如何识别出浪费 • 通过5S来识别浪费---5S的简介; • 通过VSM来识别整个价值流的浪费; • 通过减少库存来识别过程中的浪费; ➢ 如何消除浪费 • 精益生产的几大工具简介:5S,VSM,TPM,TQM,安灯系统,IE手法,TOC,FMEA, 问题解决法及5WHY,可视化管理,单件流,连续流,均衡生产,KANBAN及拉动生产, SMED(快速换型),Pokayoke, 标准化作业等等; ➢ 精益生产的五个原则 ➢ 精益生产的八大核心思想 ➢ 企业在实施精益生产体系过程当中常常出现的八大问题 ➢ 企业实施精益生产系统所需要的几个必要条件
四、是库存消耗了企业的资源,特别是耗用了企业的血液——现金流。 五、库存阻碍了改进的动力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
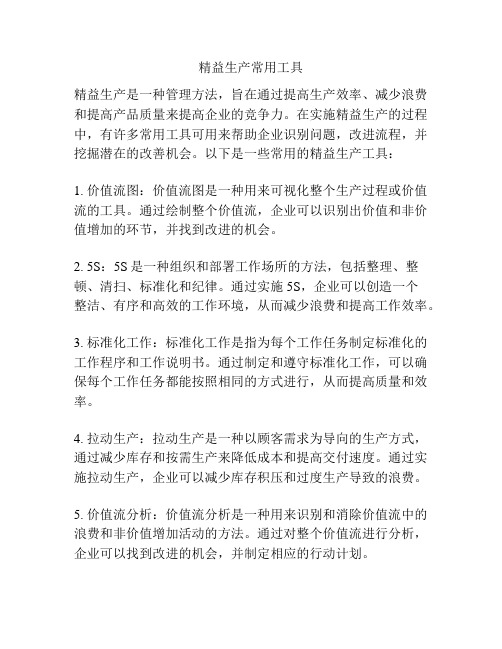
Process
Building Quality into the Process 2 ways to perform SPF
Hale Waihona Puke Transportation is integrated into the production process via human conveyance e.g., Chaku-Chaku
Supermarket
Material Information Empty container Full container 1 Sequence / Timing
3
4
Cell or Chaku-Chaku line
2
1
Assembly Line
JIT Jidoka
e
GPS for GPC
Heijunka
Check, Do, Verify
One Piece Flow
Your customer is the next step in the process. Give to your customer, exactly what they need ( 1 item),
exactly when they need it, done perfect every time.
Production Line Cell 6
Part Number All Parts
Part Name
All Tubes
Operator
Orbital Weld
Flex
Weld
End Finish
Weld
End Finish
Torch Braze
Mech. Clean
Mech. Clean
Mark
The next process is the customer … never send defects !
Check, Do, Verify
Check - The previous operators work. Do - Your work. Verify - That you did your work correctly.
lowering the peaks among the daily production volumes
HEIJUNKA
as much as possible and making the production flow smooth and unflucuating.
Average by total volume
Level Loading
taken from memory Jogger
•Finding a balance between the volume of work
that your organization needs to do and your
capacity
•Adjusting a production schedule to meet unexpected changes in customer demand
Pull Production Methodology & Sequence
Definition
System of manufacturing in which the final process withdraws the parts it needs from the preceding process at exact timing intervals, in the exact standardized amount needed.
GEMS Global Production System
g ACTION WORKOUT
New / Rev Organization
Tubing
Area
CFM Cell
Page 1 of 1
Supervisor
Fern Bissonnette
Date 2nd Qtr. ‘01
Standard Work Sheet
Check, Do, Verify
Every Customer in a Process has:
- a right to expect perfect material - an obligation to inspect the material before use. - an obligation to inform the previous step in the
Average by
model
In general, the more fluctuations you in the production flow, the more muda you
end up having. That is because the capacity and capability of a line tends to be set
at a level that meets the peak production demand rather than the average demand.
If the production line produces only a single product, you may be able to reduce
# Lots of
Total Manual & Travel Time
Standard Work-in-Process
Operator
Man/Travel Time
27 - avg lot = 6
Turns
Takt/Rate Time
100/Day
DPU's
The next process is the customer … never send defects !
Single Piece Flow catches Defects immediately • When you find a Defect
• You only have one • You know where it occurred • You Can find/Resolve the Root Cause immediately
Sample Inspect catches Defect too Late • When you Finally Find a Defect
• How many more do you have? • Where are they in the process? • What is the root Cause?
Hydro Test
Outside Cell FPI X-Ray EDM
Weld
End Finish
Scope of Operations
From: Raw material To: Finished Goods
Quality Check
Safety Precaution
Standard Work-in-Process
1. Takt time 2. Std work
Flow: work (process) that is done in conjunction with or simultaneous to transportation
One Piece Flow
• The production is organized into a synchronous chain where each person has a balanced amount of work relative to his/her supplier and customer in the chain.
process of any problem. - an obligation to stop the process until any
problem has been resolved.
Single piece or one piece flow is a means to primarily build Quality into the process. This is achieved by establishing a takt Time, developing std work, and swip. The premise is that an Operator can only work on one piece at a time, and performs a Quick quality check on the CTQs of the process before moving The part to the following process. If a defect is detected, Jidoka Is enacted…the line is stopped, and immediate action is taken To remediate the situation and take countermeasures to prevent reoccurence
Sequencing
•Ordering the production in such a fashion to achieve the desired TAKT for all items
Leveled Production
Leveled production means
Amount of products that can be sold
The next process is the customer … never send defects !
Check, Do, Verify
Gets you into Parts Per Million qualityWhen you verify your work, you catch 1