CP643E Z-axis
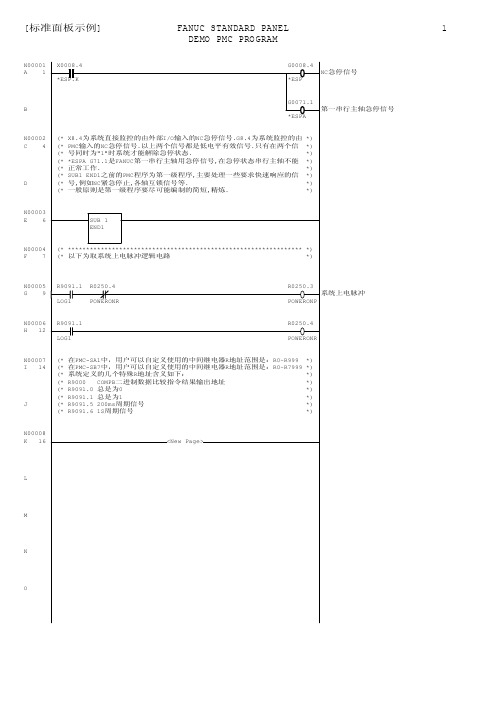
LADDER标准面板示例
R0201.4 G0046.7
DRNP
DRN
G0046.7 空运行
DRN
R0201.4 G0046.7
D
DRNP
DRN
Y0025.2 DRN.L
N00053 E 188
(* 空运行信号DRN G46.7接通后,机床不再按照程序中指令的速度移动,而 *)
(* 是按照参数设定的空运行速度和运行状态(G00/G01)以及手动进给倍率所 *)
G0046.3 钥匙开关信号1
KEY1
G0046.4
J
钥匙开关信号2
KEY2
G0046.5
K
钥匙开关信号3
KEY3
G0046.6
L
钥匙开关信号4
KEY4
N00027 M 93
N
O
(* 参数3290#7 KEY=0:KEY1,KEY2,KEY3和KEY4信号有效
*)
(*
KEY1允许输入刀具补偿值,工件零点偏置值和工件坐 *)
*)
(* REF
0
1
1
0
1
F4.5 MREF
*)
(* INC(增量进给方式)和HANDLE(手轮进给方式)不能同时生效。如果未选 *)
(* 择手轮进给功能,INC增量进给方式生效,如果选择了手轮进给功能,HAN *)
(* DLE手轮进给方式生效。在FANUC OI系列CNC中设定参数8131#0=1后激活手 *)
Y0024.1 EDIT.L
N00019 B 71
F0003.3 MMDI
Y0024.2 MDI.L
N00020 C 73
F0003.4 G0043.5
MRMT
DNCI
马扎克伺服报警

以下报警说明伺服控制回路发生错误PC显示LED显示名称详细S010011S111PCB错误1放大器内的PCB发生错误S010013S113软件处理超时,时钟错误放大器内的时钟发生错误S010016S116电机类型、编码器类型错误电机类型错误编码器初始通讯错误编码器CPU错误S010017S117PCB错误1(A/D转换初始错误)伺服放大器中的A/D转换器发生错误S010025S125绝对位置丢失编码器内部绝对位置数据发生错误S010034S134CRC错误与NC的通讯发生错误S010036S136通讯超时,NC down与NC的通讯被中断S010037S137参数错误参数设定值错误S010038S138frame错误与NC的通讯发生错误S010039S139INFO错误NC传输了未被定义的数据S020011S211PCB错误1放大器内的PCB发生错误S020013S213软件处理超时,时钟错误放大器内的时钟发生错误S020015S215EEROM错误伺服放大器中的EEROM发生写入错误S020017S217PCB错误1(A/D转换错误)伺服放大器中的A/D转换器发生错误S020018S218PCB错误(LSI错误)伺服放大器中的LSI发生错误S020020S220编码器故障伺服放大器与编码器之间的通讯发生错误S020024S224接地问题电源接通时,检测到接地输出错误S030010S310电压不足电源电压为160V或更低S030030S330再生错误内部再生电阻或外部再生选项超过再生容许值再生晶体管错误S030031S331超速电机速度超过允许的瞬间速度S030032S332过电流电流超过伺服放大器容许值S030033S333过电压伺服放大器中的转换器电压达到400V或更高S030046S346电机过热运行方式使得电机连续过载S030050S350过载1伺服放大器或伺服过载保护功能启动。
(参见过载保护特性中的11-1)S030051S351过载2由于机床撞机或过载,最大输出电流连续几秒针。
84系统钻孔机命令中文版
H:定义Z轴上升时的运行平面Z:定义Z轴下降时的运行平面ZLIM绝对工作平面的限制值ZLIW对于ZWRK工作平面限制ZLIWz对于ZWRK工作平面限制=zNOZLIW对于ZWRK工作平面限制=ZvalueZWRK绝对工作平面上的工作坐标ZWRKzZ平面工作坐标=zNOZWRKZ平面工作坐标=Z平面```````QUIK:定义运行平面(Z轴上升时)特别注意:H值和Z值代表最大钻孔限制z值定义必须小于最小K平面H值定义必须大于最高QUIK平面`QUIK功能的表面公差SZSP在生产程序中选择/不选择主轴M49,SZSP1选择主轴1M49,SZSP1,2,3选择主轴1到3M49,SZSP?2不选择主轴2M49,SZSP1,?2,3选择主轴1和3,`S&M命令里包含钻字符孔命令(M97和M98````ZPWM,A:在程序分析期间,ZPWM,?A:用命令COMM-PINN,B,必须定义,斜线块被解释成销ZPWM,P:销钉孔的工作平面用ZPIN值定义。
常规执行的工作平面用ZWRK值定义。
ZPWM,-P:销钉孔和常规执行的工作平面用Z值定义。
COMM-PINN,V命令能用来定义是否额外的错误被显示在屏幕工作上。
安全区域被计算从被钻的销钉孔位置开始。
NOPINN钻孔的操作模式=钻孔特别注意:如果为销孔的工作平面用ZPIN值写的过多,ZWRK值接管工作平面。
PINN,B斜线块=销钉块用斜线标注的每一块被解释成销钉块。
PINN,?B斜线块被加工根据(NO)BLKD设置用斜线标的每一块被解释由COMM-BLKD命令的设置决定。
PINN,V显示按钮销钉在屏幕Work上按钮Pinning被显示。
PINN,?V不显示按钮销钉.在屏幕Work上按钮Pinning不被显示。
相关命令:COMM-BLKDCOMM-ZLIP,COMM-ZPIN,COMM-ZPWMCOMM-ZWRK,COMM-ZZLIPZ轴对于销钉孔的限制ZLIPzZ轴对于销钉孔的限制=z命令COMM-ZLIPz.zzz定义比较低的工作平面限制为销钉孔。
新代EZ Series SPEC

SYNTEC CNC EZ SeriesEZ Series4+1軸或3+1軸之最佳性價比控制器。
新概念CNC系統⏹車床及銑床兩種系列⏹32 bit CPU⏹8吋全彩液晶顯示器⏹前框工業防水設計⏹內建開放式PLC、MACRO⏹即時斷電資料儲存⏹最優化操作面板⏹手持式手輪接口⏹國際安規認證⏹EtherNET、可熱插拔之CF CARD讀卡機…..。
穩定的產品效能EZ-Series以全機完全無風扇設計、低發熱的思考、以可靠度為設計第一考量,整機完全模組化、將內 部配線最精簡化、控制器可靠度大為提昇。
完整的系統功能EZ Series具有完整的標準車、銑床功能完整的視窗操作,精準的同動補間,讓使用者達到完美的工件要求。
主軸反轉啟動停止自動執行手輪原點寸動手動選擇停止選擇跳躍單節執行手輪模擬F1Y+X+C+頂心進頂心寸動頂心退F2F3SYNTEC EZ-4012-T2主軸段數-10%主軸段數100%主軸段數+10%X10X100P先進的傳送機制EZ Series除了傳統的RS-232介面外、更擁有先進的10/100 MHz Ethernet乙太網路和可熱插拔的CF CARD讀卡機介面,加快了程式傳輸速度,更提高了方便性及穩定性。
緊緻的系統結構EZ Series採用高密度集成技術及良好規劃而成之新一代控制器。
緊緻的設計及模組化的思考方向,讓現場人員僅需一隻起子即可輕易完成維護。
多樣的產品組合EZ Series擁有車床及銑床兩組系列搭配3+1或4+1軸模組,及多款的機構尺寸圖板金開孔圖人性化操作介面體貼的診斷開發工具完整的程式應用支援產品外觀圖:新一代EZ Series數控系統規格EZ Series新竹台灣總公司新代科技股份有限公司 新竹市興學街105號5樓 TEL :886-3-5612031蘇州蘇州華新數控技術開發有限公司 江蘇省蘇州工業區騰飛新蘇工業坊 星漢街5號A 幢1樓 07/08單元 TEL :86-512-69008860台中台中經銷服務處台中縣豐原市社皮路271巷9弄31號 TEL :886-4-25337731 杭州杭州新代數控設備有限公司浙江省杭州市蕭山區金城路471號帝凱大廈1幢二單元1202TEL :86-571-82751187 彰化彰化經銷服務處 彰化市芳草街58號 TEL :886-4-7610662 廈門 廈門晟勝數控設備有限公司福建省廈門市同安區金富路100號B 幢廠房三樓東側 TEL :86-592-7220536 台南台南經銷服務處 台南市北區北成路153號 TEL :886-6-2810896 廣東 東莞新代數控設備有限公司廣東省東莞市長安鎮新安社區金果商務中心705號 TEL :86-769-81660318 山東濟南辦事處山東省濟南市天橋區魯能康橋11幢3-702 TEL :86-531-86600625 浙江 寧海辦事處浙江省寧波甯海縣時代大道華庭家園4幢3單元105室 TEL :86-574-65203860 江蘇南京辦事處江蘇省南京玄武區紅山路162號603室 TEL :86-25-85424215廣東 廣州辦事處廣東省廣州市番禺區石基鎮富怡路羅家村段8號之7友誼樓1梯403室 TEL :86-20-34583040湖北武漢辦事處湖北省武漢市東湖開發區珞喻路 天津天津辦事處天津市和平區榮業大街新文化花園新雅居2-4-1101。
英飞凌IGBT模块型号参数大全
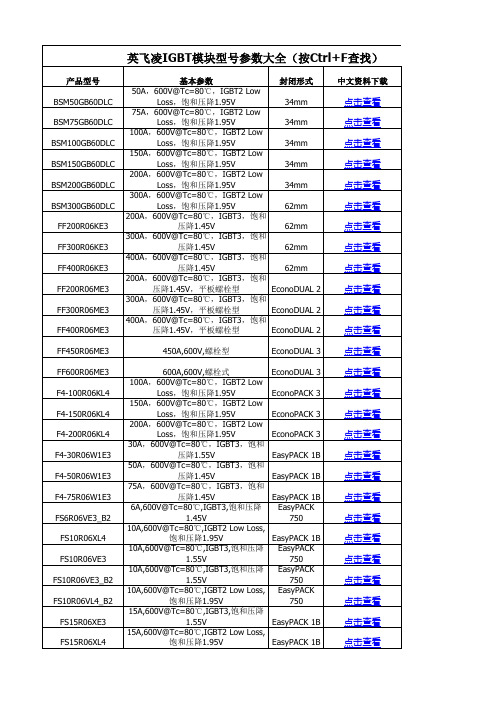
EasyPACK 750 EasyPACK 750 EasyPACK 750 EasyPACK 1B EasyPACK 1B EasyPACK 1B EasyPACK 750 EasyPACK 750 EasyPACK 750 EconoPACK 2B EasyPACK 1B EasyPACK 1B EasyPACK 1B EasyPACK 1B EasyPACK 750 EconoPACK 2B EconoPACK 2B EasyPACK 1B EasyPACK 1B EconoPACK 2B EconoPACK 2B EconoPACK 2B EconoPACK 2B EconoPACK 2B EconoPACK 2B EconoPACK 2B EconoPACK 3B EconoPACK 3B EconoPACK 3B
点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看 点击查看
FS150R06KE3 FS150R06KE3_B4 BSM200GD60DLC FS200R06KE3 FS400R06A1E3 FS400R07A1E3 FS800R06A2E3 FS800R07A2E3 FS200R07N3E4R FS200R07N3E4R_B1 1 FP50R06W2E3 BSM10GP60 BSM15GP60 BSM20GP60 BSM30GP60 BSM50GP60 BSM50GP60G BSM75GP60 BSM100GP60 FP10R06KL4 FB10R06KL4G FB15R06KL4 FB15R06KL4B1 FB20R06KL4 FB20R06KL4_B1 FP10R06KL4_B3 FP10R06W1E3 FP10R06YE3 FP10R06YE3_B4
FANUC系统数控机床参数

FANUC系统数控机床参数一、掌握数控机床参数的重要性:无论哪个公司的数控系统都有大量的参数,如日本的FANUC公司6T-B系统就有294项参数。
有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。
这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。
特别是用户能充分掌握和熟悉这些参数,将会使一台数控机床的使用和性能发挥上升到一个新的水平。
实践证明充分的了解参数的含义会给数控机床的故障诊断和维修带来很大的方便,会大大减少故障诊断的时间,提高机床的利用率。
同时,一台数控机床的参数设置还是了解CNC系统软件设计指导思想的窗口,也是衡量机床品质的参考数据。
在条件允许的情况下,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。
因此,无论是那一型号的CNC系统,了解和掌握参数的含义都是非常重要的。
另外,还有一点要说明的是,数控机床的制造厂在机床出厂时就会把相关的参数设置正确、完全,同时还给用户一份与机床设置完全符合的参数表。
然而,目前这一点却做的不尽如人意,参数表与参数设置不符的现象时有发生,给日后数控机床的故障诊断带来很大的麻烦。
对原始数据和原始设置没有把握,在鼓掌中就很难下决心来确定故障产生的原因,无论是对用户和维修者本人都带来不良的影响。
因此,在购置数控机床验收时,应把随机所带的参数与机床上的实际设置进行校对,在制造厂的服务人员没有离开之前落实此项工作,资料首先要齐全、正确,有不懂的尽管发问,搞清参数的含义,为将来故障诊断扫除障碍。
数控机床在出厂前,已将所采用的CNC系统设置了许多初始参数来配合、适应相配套的每台数控机床的具体情况,部分参数还需要调试来确定。
这些具体参数的参数表或参数纸带应该交付给用户。
在数控维修中,有时要利用机床某些参数调整机床,有些参数要根据机床的运行状态进行必要的修正,所以维修人员要熟悉机床参数。
工业机器人技术(智能制造)产品解决方案_汇川机器人crack
IRB100-20-60Z18TS3 IRB100-20-70Z18TS3 IRB100-20-80Z42TS3
台面安装
台面安装
台面安装
600
700
800
300
400
350
300
300
450
6800mm/s
7450mm/s
9940mm/s
1010mm/s
1010mm/s
1010mm/s
1400°/s
IRB100-3-40 Z15 T S 3-00
①
②
③
④
⑤ ⑥⑦
⑧
① SCAR机器人本体
② 负载 3:3 kg 6:6 kg 20:20 kg
③ 臂长 40:400 mm 60:600 mm 70:700 mm 80:800 mm 100:1000 mm
④ Z轴长行程 15:150 mm 18:180 mm 20:200 mm 42:420 mm
用户气管2(∅6 蓝)
Ø112
20 20 130
用户气管1(∅4 蓝)
B-B
用户气管2(∅6 蓝)
用户气管3(∅6 白)
DB15
224
93.4 15X2=30
5 55±0.025 55
IRB10系列 P33~34
IRB300系列 P35~36
3-M4 12 12-M4 12
200 6+00.025 贯通(定位孔)
IRB300-3-60TS5
IRB300-7 P18
最大负载:7kg 机型覆盖:IRB300-7-70TS5
IRB300-7-70TS5
机器人核心部件
机器人控制器 P37~38
MC600系列位移台控制箱说明书
12
产品保修条款 ..........................................................................................................................47
13
产品出厂装箱单 ......................................................................................................................48
5.1 工作台参数设置(Initialization)........................................................................................13 5.1.1 Stage Style 工作台类型设置 ...................................................................................14 5.1.2 Motor Setup 电机参数设置 .....................................................................................14 5.1.3 Liner Stage 平移台参数设置...................................................................................16 5.1.4 Rotation Stage 回转台参数设置..............................................................................17 5.1.5 Close/Open Loop 工作台运行模式.........................................................................19
fanucom参数说明书
1改成0 PMC启动时读入芯片程序FANUC 0系统参数功能目录(其中:0—T或0—M栏中为0的表示该类数控机床拥有此项功能,否则不具备次功能)表1 SETTING参数参数号符号意义—T—M0000PWE参数写入00 0000TVON代码竖向校验00 0000ISO EIA/ISO代码00 0000INCH MDI方式公/英制00 0000I/O RS—232C口00 0000SEQ自动加顺序号00表2 RS232C口参数2/0STP2通道0停止位00 552通道0波特率00 12/0STP2通道1停止位00 553通道1波特率00 50/0STP2通道2停止位00 250通道2波特率00 51/0STP2通道3停止位00 251通道3波特率00 55/3RS42Remote Buffer 口RS232/52200 390/7NODC3缓冲区满00表3 伺服控制轴参数1/0SCW公/英制丝杠00 3/回零方向00 8/轴名称0 30/ADW轴名称032/LIN3,4轴,回转轴/直线轴0388/1ROAX回转回转轴循环功能0388/2RODRC绝对指令近距离回转0388/3ROCNT相对指令规算0788回转轴每转回转角度011/2ADLN第4轴,回转轴/直线轴0 398/1ROAX回转轴循环功能0 398/2RODRC绝对指令近距离回转0 398/3ROCNT相对指令规算0788回转轴每转回转角度0860回转轴每转回转角度00500—503INPX,YZ,4到位宽度00504—507SERRX,Y,Z,4运动时误差极限00508—511GRDSX,Y,Z,4栅格偏移量00512—515LPGIN位置伺服增益00517LPGIN位置伺服增益(各轴增益)00518—521RPDFX,Y,X,4G00速度00522—525LINTX,Y,Z,4直线加/减速时间常数526THRDT G92时间常数0528THKFL G92X轴的最低速度00 527FEDMX F的极限值00 529FEEDT F的时间常数00 530FEDFL指数函数加减速时间常数00 533RPDFL手动快速成移动倍率的最低值00 534ZRNFL回零点的低速00535—538BKLX,Y,Z,4反向间隙00593—596STPEX,Y,Z,4伺服轴停止时的位置误差极限00393/5快速倍率为零时机床移动00表3 坐标系参数10/7APRS回零点后自动设定坐标系00 2/1PPD自动设坐标系相对坐标值清零024/6CLCL手动回零后清除局部坐标系0 28/5EX10D坐标系外部偏移时刀偏量的值(×10)0708—711自动设定工件坐标系的坐标值735—728第二参考点00780—783第三参考点00784—787第四参考点00表4 行程限位8/6OTZN Z轴行程限位检查否0 15/4LM2第二行行程限位0 24/4INOUT第三行行程限位0 57/5HOT3超行程—LMX—+LMZ有效0 65/3PSOT回零点前是否检查行程限位00700—703各轴正向行程00704—707各轴负向行程0015/2COTZ超行程—LMX—+LMZ有效0 20/4LM2第二行行程限位0 24/4INOUT第三行行程限位0743—7 46第二行行程正向限位747—7 50第二行行程反向限位804—806第三行行程正向限位807—809第三行行程反向限位770—773第二行行程正向限位774—777第二行行程反向限位747—7 50第三行行程正向限位751—754第三行行程反向限位760—7 63第四行行程正向限位764—7 67第四行行程反向限位表5 进给与伺服电机参数1/6RDRN空运行时,快速移动指令是否有效00 8/5ROVE快速倍率信号ROV2(G117/7)有效0 49/6NPRV不用位置编码器实现主轴每转进给00 20/5NCIPS是不进行到位检查00 4—7参考计数器容量00 4—7检测倍比00 21/绝对位置编码器00 35/7ACMR任意CMR00 37/用分离型编码器00 100—指令倍比CMR00表6 DI/DO参数8/7EILK Z轴/各轴互锁00 9/信号时间00 9/,S,T读信号时间00 12/1ZILK Z轴/所有轴互锁0 31/5ADDCF GR1,GR2,DRN地址0252复位信号扩展时间00表7 显示和编辑1/1PROD相对坐标显示是否包括刀补量00 2/1PPD自动设坐标系相对坐标清零00 15/1NWCH刀具磨损补偿显示W00 18/5PROAD绝对坐标系显示是否包括刀补量0 23/3CHI汉字显示00 28/2DACTF显示实际速度00 29/DSP第3,4轴位置显示035/3NDSP第4轴位置显示0 38/3FLKY用全键盘00 48/7SFFDSP显示软按键00 60/0DADRDP诊断画面上显示地址字00 60/2LDDSPG显示梯形图00 60/5显示操作监控画面00 64/0SETREL自动设坐标系时相对坐标清零00 77/2伺服波形显示00 389/0SRVSET显示伺服设定画面00 389/1WKNMDI显示主轴调整画面00表8 编程参数10/4PRG9O9000—O9999号程序保护00 15/7CPRD小数点的含义00 28/4EXTS外部程序号检索00 29/5MABS MDI—B中,指令取决于G90/G91设定0 389/2PRG8O8000—O8999号程序保护00 394/6WKZRST自动设工件坐标系时设为G540表9 螺距误差补偿11/PML螺补倍率00712—715螺补间隔756—759螺补间隔1000,补偿基准点003000,40001001-1 128 2001-2 128 3001-3 128 4001-4 128补偿值00表10 刀具补偿1/3TOC复位时清除刀长补偿矢量00 1/4ORC刀具补偿值(半径/直径输入)08/6NOFC刀补量计数器输入010/5DOFSI刀偏量直接输入013/1GOFU2几何补偿号(由刀补号或刀号)指定013/2GMOFS加几何补偿值(运动/变坐标)014/0T2D T代码位数014/1GMCL复位时是否清几何补偿值014/5WIGA刀补量的限制015/4MORB直接输入刀补测量值的按钮024/6QNI刀补测量B时补偿号的选择075/3WNPT刀尖补偿号的指定(在几何还是在磨损中)122刀补偿量B时的补偿号0728最大的刀具磨损补偿增量值0729最大的刀具磨损补偿值078/0NOINOW用MDI键输入磨损补偿量00 78/1NOINOG用MDI键输入几何补偿量00 78/2NOINMV用MDI键输入宏程序变量00 78/3NOINMZ用MDI键输入工件坐标偏移量00393/2MKNMDI在自动方式的停止时,用MDI键输入工件坐标偏移量00表11 主轴参数13/5ORCM定向时,S模拟输出的极性13/TCW,CWM S模拟M03,M04的方向00 14/2主轴转速显示00 24/2SCTO是否检查SAR(G120/4)00 49/0EVSF SF的输出00 71/0ISRLPC串行主轴时编码器信号的接法071/4SRL2SP用1或2个串行主轴071/7FSRSP是否用串行主轴0108G96或换档(#3/5:GST=1)或模拟主轴定向(SOR:G120/5:M=1)速度00110检查SAR(G120/4)的延时时间0 516模拟主轴的增益(G96)0539模拟主轴电动机的偏移补偿电压(G96)551G96的主轴最高转速0 556G96的主轴最高转速0540—5 43各档主轴的最高转速3/5GST用SOR(G120/5)定向/换档0 14/0SCTA加工启动时检查SAR信号0 20/7SFOUT换档时输出SF0 29/4FSOB G96时输出SF0 35/6LGCM各档最高速的参数号0539,54 1,555各档的主轴最高转速542主轴最高转速0 543主轴最低转速0585,58 6主轴换档速度(B型)577模拟主轴电动机的偏移补偿电压0 6519/7主轴电动机初始化00 6633主轴电动机代码006501/2POSC2用位置编码器006501/5-7CAXIS1—3用高分辩率编码器006503/0PCMGSL定向方法(编码器/磁传感器)00 6501/1PCCNCT内装传感器00 6501/位置编码器信号00 6504/1HRPC高分辩率编码器00表12 其它24/0JGNPMC用PMC00 71/6DPCRAM显示PMC操作菜单00 123图形显示的绘图坐标系00001ADFT RDRN DECI ORC TOC DCS PROD DCS7 6 5 4 3 2 1 0 ADFT 1:进行自动漂移补偿。
CP743基本规格
搬运高度在订货时选择。
搬运
载入侧搬运轨道→貼片平台→送出侧搬运轨道
搬运时间
1.4sec(貼片平台的移动时间除外)
2片同时夹板时,实际上0.7sec/片
最大搬运能力
基板总重量:MAX 1kg
<注意>
1.搬运2片基板时,到0.5kg/基板为止。
2.超过1kg到2kg为止的情况,用罗拉搬运来对应。
・基版厚度0.5mm以下、5mm以上的对应属于选购件。
・对应基版厚度0.5mm以下、5mm以上情况时,基板厚度为0.3mm~6.0mm。
・需要基板支撑销的时候,请事先与本公司联系。
材料
玻璃树脂、复合材料、酚纸、铝合金、聚
优先貼片的零件高度MAX 6.0mm
基本规格
项目
规格
CP-743E
CP-743ME
相应零件
零件尺寸
0603~□19mm
←
高度
6mm
←
零件包装种类
料带式
8,12,16,24,32mm
(7",13",15")
←
散装盒
1005C,1608C
←
其它
JIS,EIAJ规格的带型零件等
(对应EIA规格的零件,相当于EIAJ规格的零件)
料站数
70×2
基本规格项目规格cp743e06036mm812162432mm71315cp743me相应零件零件尺寸高度19mm零件包装种类料带式散装盒1005c1608c其它jiseiaj规格的带型零件等对应eia规格的零件相当于eiaj规格的零件料站数702402貼片速度凸轮速度1000068sec个最大移动?xy轴z轴d轴轴nc轴142mm包含修正?119mm固定没有限制1个间距以内注意1d轴1个间距移动时0098sec个2nc轴2个间距移动时008sec个3个间距移动时009sec个貼片精度矩形芯片零件0066mm30132mm6注意1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FUJI CP643E/CP643ME
Z-axis Zero Setting (Replacement) Adjustment Manual
(0.002mm/pulse)
1. Receive proper data
2. 檢查Table平行 (重要)
3. 調整檢查Z-axis皮帶張力(Front or Rear) 100±2Hz
Rear side
Measuring point
Front side
4. 移除 – OT flag
5. 放鬆Z軸驅動皮帶滑輪,確認馬達已鬆開
6. Mechanical check mode power on (3+reset+power on)
7. 選擇Z軸Servo ON執行歸零動作,並以鋼尺遮斷Zero setting sensor完成馬達歸零
8. Inching 馬達Servo 到 – 900 pulses位置
9. 降低Z軸使Base與 – Mechanical stopper貼緊,並於兩者間插入0.2mm厚薄規
10. 鎖緊4個固定螺絲 (1N.m)
11. 確認Base與 – Mechanical stopper兩者間插入0.2mm厚薄規並貼緊,
此時馬達Servo大約 – 900 pulses
12. 調整馬達Servo到 – 500 pulses 裝回 -OT flag
13. 在Host PC設定Proper軟體極限值,更新上述調整後之各值,重傳Proper
Z max limit position ZL(upper)+500(±50) pulses
Z min limit position -500 pulses (-OT)
14. 將Z軸上升抵緊 +Mechanical stopper,確認馬達的Servo值在範圍內(參考下表)
CP-643E 23650±250 pulses
15. Check I/O,[Set]-[Manual]-[I/O]-[Etc]-[Servo 1]-[In]
+OT sensor
Zero set flag
+OT flag Zero set sensor
-OT flag
-OT sensor
SX00C Z AXIS +OT
SX00D Z AXIS -OT
SX00E Z AXIS ZERO
16. 重新開機執行歸零動作, 確認Z軸各項設定值均在範圍內, Z-axis data參考下表
Z-axis servo count table 0.002/pulse I/O Standard value
Plus mechanical stopper 23650±250
Max limit position Z Same as +OT sensor valve
Plus OT sensor ON SX00C ZL(upper)+500±50
Loading position ZL IN 22400~22900
Loading position ZL OUT 22400~22900
Middle loading position ML ZL(lower)-10500
Upward end sensor 1 ON ML-125±50
Upward end sensor 2 ON Z0+2300±50
Downward end sensor OFF Z0+400±50
Middle OT sensor ON Z0+150±50
Z0 5500±300
Zero set sensor ON SX00E 1000±50
Minus OT sensor ON SX00D -500±50
Min limit position Z Same as -OT sensor valve
Minus mechanical stopper -1000±50
17. 相關位置圖
Upper side
+Stopper
(Max limit position) +OT ZL(upper)+500±50 pulses
Zero set sensor
1000
0 position
500
(Min limit position) -OT 1000
500
-Stopper