搅拌摩擦焊过程中搅拌头温度场分布特征
王鑫-搅拌摩擦焊-g20148405
5 .搅拌摩擦焊的发展与应用
在铁道车辆中,搅拌摩擦焊已经用来制造高速列车、货车车厢、地铁车厢和有 轨电车等;搅拌摩擦焊为汽车轻合金结构的制造也提供了巨大的可能。图5.1为 高速列车用结构25m长的搅拌摩擦焊焊缝。
图5.1 日本新干线高速列车结构
17/13
5 .搅拌摩擦焊的发展与应用
美国Eclipse飞机制造公司斥资3亿美元用于搅拌摩擦焊的飞机制造计划,其制造的第一 架搅拌摩擦焊商用喷气客机(Eclipse500)于2009年8月在美国进行了首飞测试。其机 身蒙皮、翼肋、弦状支撑、飞机地板以及结构件的装配等铆接工序均由搅拌摩擦焊替 代,提高了生产效率、节约了制造成本并且减轻了机身重量。
图4.2 表面沟槽
图4.3 飞边毛刺
图4.4 表面起皮
图4.5 表面起丝
图4.6表面鼓包
图4.7 背部焊瘤
4. 搅拌摩擦焊的焊接优缺点
表4.1 缺陷的原因及其分析
☞ 目 录
1 2
搅拌摩擦焊发展历史简介 搅拌摩擦焊的原理
搅拌摩擦焊的接头组织分布 搅拌摩擦焊的焊接优缺点 搅拌摩擦焊的发展与应用
3
4 5
5 .搅拌摩擦焊的发展与应用
欧洲宇航公司将搅拌摩擦焊技术用于Ariane 5火箭发动机主承力框的制造, 承力框的材料为7075-T7351,主体结构由12块整体加工的带翼状加强的平板 连接而成,结构制造中用搅拌摩擦焊代替了螺栓连接,为零件之间的连接和 装配提供了较大的富裕度,并可减轻结构重量,提高生产效率。
5 .搅拌摩擦焊的发展与应用
船舶制造与海洋工业 甲板 壁板 隔板 等板 材的 拼焊 铝挤 压件 的焊 接 船体 和加 强件 的焊 接 直升 机降 落平 台的 焊接 军用 或科 技探 测火 箭 航空航天领域 军用 机的 副油 箱 航空 器油 箱 军用 或民 用飞 机的 蒙皮
搅拌摩擦焊热源分析

搅拌摩擦焊接(FSW)是由英国焊接研究所TwI针对铝合金、镁合金等轻型有色金属开发的一种高效率、高质量的“绿色”焊接技术,被誉为“继激光焊后又一个革命性的焊接技术”。
该方法的问世,使得以往采用传统熔焊方法无法连接的材料通过搅拌摩擦焊技术实现高质量的焊接。
目前,搅拌摩擦焊技术已在飞机制造、机车车辆和船舶制造等领域得到广泛的应用。
搅拌摩擦焊过程中产生了大量的热,这些热量主要来源于搅拌头与焊件材料接合面间的摩擦热、搅拌头附近材料的塑性变形产生的热,其中摩擦热是焊接产热的主体。
这些热量对焊缝及其附近的母材施以热循环作用,对接头性能和焊接质量起关键作用。
因此,研究搅拌摩擦焊的产热机制,建立热源解析的数学模型,可以从理论上预测材料在一定的焊接参数下所经历的热过程,对优化焊接参数、获得高质量的接头具有重要作用[1].搅拌摩擦焊过程中,输入热量的大小和分布直接影响到焊接质量。
热输入主要来自3个方面:轴肩与焊接材料表面的摩擦热;搅拌针与焊件接触面处的摩擦热;搅拌针附近焊缝金属的塑性变形热。
试验中发现,若焊接参数选择不当,会造成焊接过程中的热输入不合理,将直接影响到焊缝的表面形貌和力学性能。
所以,研究搅拌摩擦焊接过程中温度场的变化规律对研究焊缝金属流动、分析焊接应力及变形、深入了解搅拌摩擦焊机理、制定合理焊接工艺具有十分重要的现实意义[2]。
3.Sato、Tang、Kwon、Hashimoto、Arbegast和苏晓莉等人研究了焊接速度和搅拌头转速对焊接过程温度场的影响,得出以下结论:(1)当焊接过程达到稳定状态,焊核区峰值温度低于材料的熔点,一般介于被焊材料熔点的60%一90%之间,但不排除非稳态下局部熔化的产生。
(2)焊接过程温度场在焊缝前进侧和后退侧是不对称分布的,前进侧温度略微高于后退侧的。
(3)峰值温度随着搅拌头转速的提高而上升。
随着焊接速度的提高而略微降低。
当焊接过程温度较低时。
峰值温度对搅拌头转速的变化比较敏感,略微挺高搅拌头转速峰值温度就会有很大的上升。
搅拌摩擦焊特点及应用

搅拌摩擦焊工艺特点及应用火巧英胡伟摘要: 本文主要讲述了搅拌摩擦焊的基本原理、工艺特点以及目前搅拌摩擦焊在铝合金车体上的应用。
并对搅拌摩擦焊与弧焊工艺性进行对比分析,简要阐述了搅拌摩擦焊的发展趋势。
关键词: 搅拌摩擦焊; 基本原理; 金相;工艺Friction stir welding characteristics and applicationAbstract :This paper describes the basic principles of friction stir welding, process characteristics and the application of FSW for the production of aluminium alloy carbody . And conducts a comparative analysis between friction stir welding and arc welding process .And has a brief description of the development trend of friction stir weldingKeyword:FSW basic principles Metallographic Process0 搅拌摩擦焊概述搅拌摩擦焊(简称FSW)是一个涉及温度、力学、冶金及其相互作用的高度复杂过程,此过程中以摩擦界面处材料的塑性变形为主,界面处塑性金属流动的产生以及流动行为将会影响到热源的产生以及界面的扩散与动态回复再结晶,进而影响到焊接接头的质量。
塑性金属层是否连续、完整和牢固地覆盖于摩擦界面,对能否形成无缺陷、优质的焊接接头具有重要影响。
因此,研究搅拌摩擦焊工艺特点非常重要。
通过对摩擦焊塑性连接工艺的研究,建立焊接参数对塑性流动的影响规律,对于确定焊接参数、优化焊接工艺、控制焊缝接头的组织和性能,进而提高焊接质量具有重要的实用价值。
《AL5754铝合金的搅拌摩擦焊拉伸性能和温度场研究》
《AL5754铝合金的搅拌摩擦焊拉伸性能和温度场研究》篇一一、引言随着现代工业的快速发展,铝合金因其轻质、耐腐蚀和高强度的特性在汽车制造、航空航天等重要领域得到广泛应用。
其中,AL5754铝合金因具备优秀的成形性能和可焊接性而备受关注。
搅拌摩擦焊(Friction Stir Welding,FSW)作为一种新型的焊接技术,以其连接强度高、焊接过程环保等优势被广泛运用于铝合金的焊接中。
然而,在AL5754铝合金的搅拌摩擦焊过程中,其拉伸性能和温度场的变化机制仍需进一步研究。
本文将重点研究AL5754铝合金在搅拌摩擦焊过程中的拉伸性能和温度场变化,以期为该合金的焊接工艺优化提供理论支持。
二、实验材料与方法1. 材料选择实验选用AL5754铝合金作为研究对象,其具有良好的塑性和可焊性。
2. 实验方法(1)搅拌摩擦焊接采用先进的搅拌摩擦焊设备对AL5754铝合金进行焊接,记录焊接过程中的工艺参数。
(2)拉伸性能测试对焊接后的试样进行拉伸性能测试,包括抗拉强度、屈服强度和延伸率等。
(3)温度场研究通过热像仪记录焊接过程中的温度变化,分析温度场的分布和变化规律。
三、AL5754铝合金的搅拌摩擦焊拉伸性能研究1. 抗拉强度与屈服强度经过搅拌摩擦焊后,AL5754铝合金的抗拉强度和屈服强度均有所提高。
这主要得益于焊接过程中合金元素的扩散和再结晶现象,使得焊缝区域的晶粒得到细化,从而提高了材料的力学性能。
2. 延伸率虽然抗拉强度和屈服强度有所提高,但AL5754铝合金的延伸率在焊接后有所降低。
这可能是由于焊接过程中产生的热影响区导致局部区域的组织结构发生变化,从而影响了材料的塑性。
四、AL5754铝合金的搅拌摩擦焊温度场研究1. 温度场分布通过热像仪记录的焊接过程中温度变化数据,我们发现AL5754铝合金的焊接温度场呈现出明显的梯度分布。
焊缝区域的温度最高,随着距离焊缝越来越远,温度逐渐降低。
2. 温度场变化规律在搅拌摩擦焊过程中,随着焊接工具的移动,焊缝区域的温度迅速升高并达到峰值。
搅拌摩擦增材制造的微观结构-力学性能一体化数值模拟

搅拌摩擦增材制造的微观结构-力学性能一体化数值模拟张昭;谭治军;李健宇;祖宇飞【摘要】As a new solid state additive manufacturing technology, friction stir additive manufacturing is developed based on friction stir welding. For the re-stirring and re-heating phenomena in friction stir additive manufacturing, both experimental and numerical methods are used for analysis. Monte Carlo method is used to calculate the microstructural evolutions. The precipitate distributions are calculated by the developed precipitate evolution model. The hardness distributions on different additive manufactured layers are then calculated. Experimental data is compared to show the validities of the numerical models. Results indicate that different grain sizes and morphologies can be found due to the existences of restirring and re-heating. The variations of particle numbers and mean radii of precipitates on different layers, caused by different temperature histories, can lead to the different mechanical properties. The mechanism for the generation of different mechanical properties in different layers are explained by numerical simulations in combination with experimental validation.%搅拌摩擦增材制造技术是在搅拌摩擦焊接的基础上发展起来的一种新型固态增材制造技术.针对搅拌摩擦增材制造技术中的重新搅拌和重新加热问题,采用试验和数据方法进行分析,通过Monte Carlo模型计算微观结构演化,通过析出相演化模型计算析出相分布,并进一步计算不同增材层之间的硬度分布,通过与试验测量数据的比较验证了模型的正确性.结果显示,不同增材层之间的晶粒大小和形貌由于重搅拌和重加热的作用而存在差异,同时,温度曲线的变化使粒子数和平均半径发生变化,进而导致力学性能出现差异.在试验验证的基础上,通过数值模拟解释了差异产生的具体机理.【期刊名称】《航空制造技术》【年(卷),期】2019(062)001【总页数】5页(P14-18)【关键词】增材制造;搅拌摩擦增材制造;Monte Carlo法;析出相;力学性能;重搅拌;重加热【作者】张昭;谭治军;李健宇;祖宇飞【作者单位】大连理工大学工程力学系工业装备结构分析国家重点实验室,大连116024;大连理工大学工程力学系工业装备结构分析国家重点实验室,大连116024;大连理工大学工程力学系工业装备结构分析国家重点实验室,大连 116024;大连理工大学航空航天学院,大连 116024【正文语种】中文搅拌摩擦增材制造技术是在搅拌摩擦焊接的基础上发展起来的一种新型的固态增材制造技术,保留了搅拌摩擦焊接的主要优点,包括低缺陷、小变形、无污染等。
搅拌摩擦焊工艺参数
搅拌摩擦焊工艺参数
搅拌摩擦焊技术作为一种新兴的焊接方式,由于其低热输入、无
污染、高强度等特点,受到越来越多的关注和应用。
而搅拌摩擦焊工
艺参数的选择,对焊接质量和效率至关重要。
一、工艺参数的种类
搅拌摩擦焊工艺参数主要包括预压力、搅拌头形状和转速、焊接速度、钨极压力、焊接时间等几个方面。
二、主要参数的选择
1、预压力:预压力的大小对焊接接头起到重要作用。
过大的预压力会
导致变形过大,而过小则会导致压接牢固不良。
通常,预压力的大小
应是焊接接头厚度的1.5~2倍。
2、搅拌头形状和转速:搅拌头形状和转速直接影响到焊接接头
的细小高低起伏。
一般搅拌头直径应该是焊接接头厚度的1/2~3/4,而转速则要根据不同的焊接材料来选择。
3、焊接速度:焊接速度的快慢会影响焊接区域的温度分布,从
而影响到焊接接头质量。
与传统气焊相比,搅拌摩擦焊接速度通常较快,从而大大提高了生产效率。
4、钨极压力:在搅拌摩擦焊过程中,钨极压力的大小直接影响
到焊接质量。
通常,钨极压力的大小应该是焊接接头的1.5~2倍。
5、焊接时间:焊接时间是影响焊接接头质量和工艺参数选择的
一个重要参数。
一般来说,焊接时间过长不仅会导致焊接接头表面温
度过高,而且会影响焊接材料的PH值。
三、总结
综上所述,搅拌摩擦焊工艺参数的选择对焊接质量和效率有着至关重
要的作用,因此在实际应用中必须根据不同的焊接要求,综合考虑各
项参数,确定合适的工艺参数,以确保焊接接头的合格率和工艺效率。
考虑温度分布的搅拌摩擦焊搅拌头的焊接力预测模型

考虑温度分布的搅拌摩擦焊搅拌头的焊接力预测模型
翁飞翔;王庆霞;吴重军;孙立凡
【期刊名称】《东华大学学报:自然科学版》
【年(卷),期】2022(48)6
【摘要】针对高熔点合金焊接中由于焊接力过大导致搅拌头断裂的问题,建立搅拌头的焊接力预测模型。
根据搅拌摩擦焊接过程中搅拌头与工件间的挤压与摩擦状态,分析考虑温变效应的搅拌头面力分布。
考虑接头的温度分布,构建基于微元积分的搅拌头受力模型。
将温变热物性参数嵌入到Deform-3D仿真软件中模拟钛合金焊接过程中的温度场,并据此分析搅拌头所受的正压力。
根据受力模型预测搅拌头上各部位的受力,并与试验结果进行对比,验证预测模型的可靠性。
预测结果显示,搅拌头所受前进阻力主要由搅拌针承受,各部位所受扭矩百分比与各部位面积百分比相近,而各部位所受顶锻力百分比与各部位面积百分比无关。
【总页数】9页(P103-111)
【作者】翁飞翔;王庆霞;吴重军;孙立凡
【作者单位】东华大学机械工程学院;东华大学上海航天工艺与装备工程技术研究中心;上海航天设备制造总厂有限公司
【正文语种】中文
【中图分类】TG456.9
【相关文献】
1.搅拌头材质对搅拌摩擦焊温度场的影响
2.搅拌头几何特征对搅拌摩擦焊试板温度场的影响
3.搅拌头形状对搅拌摩擦焊材料变形和温度场的影响
4.不锈钢搅拌摩擦焊搅拌头温度场模拟
5.搅拌头几何对AZ91镁合金搅拌摩擦焊温度场及材料变形的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
搅拌摩擦焊资料
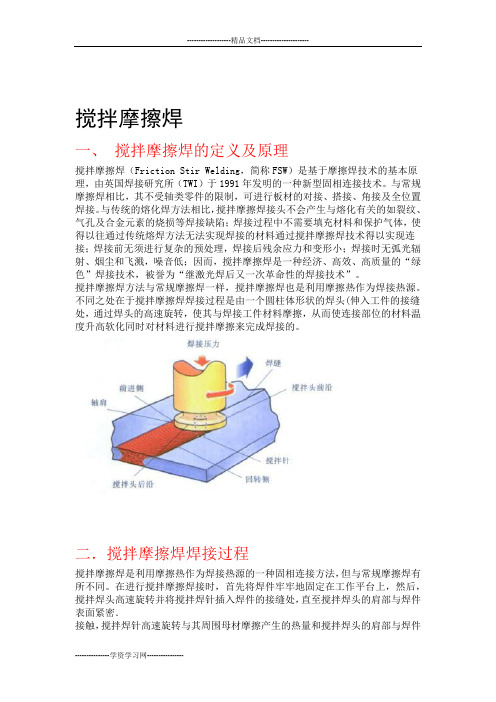
搅拌摩擦焊一、搅拌摩擦焊的定义及原理搅拌摩擦焊(Friction Stir Welding,简称FSW)是基于摩擦焊技术的基本原理,由英国焊接研究所(TWI)于1991年发明的一种新型固相连接技术。
与常规摩擦焊相比,其不受轴类零件的限制,可进行板材的对接、搭接、角接及全位置焊接。
与传统的熔化焊方法相比,搅拌摩擦焊接头不会产生与熔化有关的如裂纹、气孔及合金元素的烧损等焊接缺陷;焊接过程中不需要填充材料和保护气体,使得以往通过传统熔焊方法无法实现焊接的材料通过搅拌摩擦焊技术得以实现连接;焊接前无须进行复杂的预处理,焊接后残余应力和变形小;焊接时无弧光辐射、烟尘和飞溅,噪音低;因而,搅拌摩擦焊是一种经济、高效、高质量的“绿色”焊接技术,被誉为“继激光焊后又一次革命性的焊接技术”。
搅拌摩擦焊方法与常规摩擦焊一样,搅拌摩擦焊也是利用摩擦热作为焊接热源。
不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化同时对材料进行搅拌摩擦来完成焊接的。
二.搅拌摩擦焊焊接过程搅拌摩擦焊是利用摩擦热作为焊接热源的一种固相连接方法,但与常规摩擦焊有所不同。
在进行搅拌摩擦焊接时,首先将焊件牢牢地固定在工作平台上,然后,搅拌焊头高速旋转并将搅拌焊针插入焊件的接缝处,直至搅拌焊头的肩部与焊件表面紧密.接触,搅拌焊针高速旋转与其周围母材摩擦产生的热量和搅拌焊头的肩部与焊件表面摩擦产生的热量共同作用,使接缝处材料温度升高而软化,同时,搅拌焊头边旋转边沿着接缝与焊件作相对运动,搅拌焊头前面的材料发生强烈的塑性变形。
随着搅拌焊头向前移动,前沿高度塑性变形的材料被挤压到搅拌焊头的背后。
在搅拌头轴肩与焊件表层摩擦产热和锻压共同作用下,形成致密的固相连接接头。
搅拌摩擦焊接过程如图所示:三.搅拌摩擦焊工艺(一)、搅拌摩擦焊接头形式搅拌摩擦焊可以实现棒材一棒材、板材一板材的可靠连接,接头形式可以设计为对接、搭接、角接及T形接头,可进行环形、圆形、非线性和立体焊缝的焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
搅拌摩擦焊过程中搅拌头温度场分布特征
搅拌摩擦焊是一种新型的焊接技术,其主要原理是通过搅拌头在焊接过程中对金属材料进行摩擦加热和塑性变形,从而实现焊接。
在搅拌摩擦焊过程中,搅拌头的温度场分布特征是非常重要的,它直接影响着焊接质量和效率。
搅拌头温度场分布特征主要受到以下因素的影响:
1. 摩擦热的产生和传递:在搅拌摩擦焊过程中,搅拌头与工件之间的摩擦会产生大量的热量,这些热量会通过搅拌头向周围传递,从而形成温度场分布。
2. 搅拌头的形状和尺寸:搅拌头的形状和尺寸会直接影响其表面积和接触面积,从而影响摩擦热的产生和传递,进而影响温度场分布。
3. 焊接材料的热导率和热容量:焊接材料的热导率和热容量会影响摩擦热的传递速度和吸收能力,从而影响温度场分布。
4. 搅拌头的转速和下压力:搅拌头的转速和下压力会影响摩擦热的产生和传递速度,从而影响温度场分布。
在实际的搅拌摩擦焊过程中,搅拌头的温度场分布特征通常表现为以
下几个方面:
1. 搅拌头表面温度高:由于搅拌头与工件之间的摩擦会产生大量的热量,因此搅拌头表面温度往往会比周围环境高很多。
2. 搅拌头中心温度高:由于搅拌头中心处的摩擦热产生和传递速度最快,因此搅拌头中心处的温度往往会比较高。
3. 搅拌头周围温度逐渐降低:由于搅拌头表面的摩擦热会向周围传递,因此搅拌头周围的温度会逐渐降低。
4. 温度场分布对称性较好:由于搅拌头的旋转和下压力的均匀性,温
度场分布通常具有较好的对称性。
总之,搅拌摩擦焊过程中搅拌头的温度场分布特征是非常重要的,它
直接影响着焊接质量和效率。
因此,在实际的焊接过程中,需要根据
具体的焊接材料和工艺参数来调整搅拌头的转速和下压力,以达到最
佳的温度场分布特征。