机械工艺与工装夹具的设计方案
机械工装夹具设计资料全

图3.1 异形杠杆简图图图图 3.2 车床夹具图3.3 盖板简图图 3.4 钻床夹具1 钻模板2 钻套3 压板4 圆柱销5 夹具体 6 挡销 7 菱形销图 3.6 固定支承钉-图3.8 可调支承图 3.9 可调支承的应用(a)(b) (c)图 3.10 自位支承图3.16 小锥度心轴图3.19 圆锥销组合定位(a ) (b) (c)图 3.20 定位套图 3.21半园定位(a) (b) (c) (d)图3.22 固定V形块结构形式图3.26 基准位移误差10图 3.31 v形块上定位铣斜面图 3.32 夹紧机构的组成1-压板;2-连杆;3-活塞推杆;4-气缸;5-活塞;6-配气阀图 3.35 夹紧力作用点靠近加工表面图 3.40 斜楔夹紧机构1-夹具体 ; 2-斜楔 ; 3-工件图 3.37 快速螺旋夹紧机构(d )1 工件2 压板3 T形槽用螺母图 3.40 典型螺旋压板夹紧机构图 3.41 偏心夹紧机构图 3.42圆偏心及其弧形楔展开图Array图3.48 单件联动夹紧机构1-工件;2-浮动压板;3-活塞杆;5-摇臂;4、6-摆动压块;7-螺母图3.49 多件联动夹紧机构图 3.44 螺旋式定心夹紧机构图 3.45 杠杆式三爪自定心卡盘图3.46机动楔式夹爪自动定心机构图 3.47 弹性心轴及弹簧夹头1-夹具体; 2-弹簧筒夹;3-锥套;4-螺母; 5-心轴图 3.54 膜片卡盘定心夹紧机构1 夹具体2 薄壁套筒3 液性塑料4 柱塞5 螺钉6 限位螺钉图3.56液性塑料定心夹紧机构图 3.49波纹套心轴图 3.58 固定钻模1 夹具体2 平面支承3 削边销4 圆柱销5 快速夹紧螺母6 特殊快换钻套图 3.59 回转式钻模1 钻模板 2夹具体 3手柄 4、8 螺母 5 把手 6 对定销7 圆柱销 9开口垫圈 10衬套 11 钻套 12 螺钉(a) (b)图3.60 翻转式钻模1 夹具体2 定位件3削扁开口垫圈 4 螺杆5 手轮6对定销7沉头螺钉图 3.61 盖板式钻模1 盖板2 圆柱销3 削边销4 支承钉5 把手图 3.62滑柱式钻模1-导向滑柱;2-齿条滑柱3夹具体4钻模板;5齿轮轴;6手柄;7套环(a)(b) (c)图 3.63 标准钻套1-钻套; 2-衬套 3 钻模板; 4-螺钉图 3.64.特殊钻套 (e)(a) (b) (c) 图 3.65 三种钻模板图3.66 悬挂式钻模板1-多轴传动头;2-弹簧;3-导柱;4-钻模板;5 -螺钉;6-导套1-定向键 ;2-对刀块;3 -夹具体; 4、8-压板 ;5-螺母; 6-定位块; 7-螺栓; 9-支钉; 10-浮动杠杆图3.68 杠杆零件的料仓式铣床夹具1-锯齿支钉;2,3,4-挡销; 5-压板; 6-螺母; 7- 压板支承螺钉; 8-对刀块图3.71 靠模铣床夹具图3.72 定向键图3.73 对刀装置图3.74 标准对刀块图 3.76 铣床夹具体与耳座1-支架;2 -镗套; 3、4-定位板;5、8-压板; 6-夹紧螺钉; 7-可调支承钉; 9-镗模底座; 10- 镗刀杆;11 浮动接头1、3 -V形块; 2-浮动压块; 4-弹簧;5-活塞; 6-活塞杆; 7-转动叉形块; 8、9 -浮动压板(a)(b) (c)图 3.80 常用的回转式镗套图 3.81 内滚式滚动镗套图3.82 回转镗套的引刀槽及尖头键(a)(b) (c)图3.83 单支承导向镗孔示意图(a)(b)图 3.84 双支承导向镗孔示意图图 3.85 确定让刀量示意图图 3.86 镗杆前端导引部分结构 (e )图 3.87 浮动接头1-镗杆;2-接头体;3-外套;4-拨动销图 3.88 飞球保持架工序图及心轴夹具1-拉杆;2-弹簧;3-套筒;4-斜块;5-压板;6-支承板;7-圆柱销;8-菱形销图 3.90阀体四孔偏心回转分度车床夹具1、11-螺栓; 2-压板; 3-摆动V形块; 4-过渡盘; 5-夹具体; 6-平衡块; 7-盖板; 8、10-固定、活动支承板; 9-活动菱形销图 3.92 十字槽轮零件精车圆弧工序简图图3.93 花盘式车床夹具1、3、4-定位套;2-定位销图 3.94 车床夹具与机床主轴的连接图3.95 加工偏心件的通用可调夹具1-组合气缸;2-双向压板;3-基体;4-快卸垫板;5-可换V形块;6-传动杆;7-压板;8-螺钉图 3.100 自动线上的机床固定夹具及随行夹具1-活动定位销;2-钩形压板;3-随行夹具;4-输送支承;5-定位支承板;6-润滑液压泵;7-杠杆;8-液压缸3.5.2 专用夹具的设计示例拨杆零件如图3.102,其加工过程为:同时铣一面及另一面大小端面,钻铰φ12H9、φ8H9孔并倒角,钻φ7孔和螺纹底孔φ5,铣2mm槽,攻螺纹M6。
连杆零件的机械加工工艺及夹具设计

毕业设计论文论文题目:潍坊LW-7连杆零件加工工艺规程及专用夹具设计系部专业班级学生姓名学号指导教师20**年5月08日毕业设计选题、审题表毕业设计(论文)任务书目录摘要 (I)绪言 (1)第1章连杆的结构特点及技术条件分析 (2)1.1连杆的结构特点 (2)1.2 连杆的技术要求 (2)第2章连杆的材料和毛坯 (3)2.1连杆的材料选择 (4)2.2毛坯加工方法选择 (4)第3章机械加工工艺过程分析 (5)3.1 工艺过程的安排 (6)3.2 定为基准的选择 (6)3.3 毛坯余量的选择 (7)3.4 初拟加工工艺路线 (7)第4章加工设备及刀、夹、量具的选择 (9)第5章工序设计计算5.1 小头孔工序尺寸的计算 (12)5.1.1 工序余量的计算 (12)5.1.3 时间定额的计算 (13)5.2 大小头两端面的加工 (15)5.2.1 工序余量的计算 (15)5.2.2机床功率的校核 (15)5.3 钻铰连杆盖上螺栓孔并倒角 (16)5.3.1 工序余量的计算 (16)5.3.2床功率的校核 (16)5.3.3时间定额的计算 (17)5.4 大头孔定位误差分析及工余尺寸计算 (19)5.4.1 定位误差分析计算 (19)5.4.2 工序余量的计算 (20)5.4.3 校核粗镗孔时机床功率 (21)5.5铣对口台阶面 (21)5.6 铣15mm槽,铣5×8mm槽 (22)第6章夹具设计 (23)6.1 粗铣大小两端面的设计 (23)6.2 钻扩铰小头夹具的设计 (24)结论 (28)参考文献 (29)致谢 (29)摘要连杆是柴油机的主要传动件之一,本文主要论述了连杆的加工工艺及其夹具设计。
连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。
逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。
齿轮泵泵体的机械加工工艺规程及工装设计(铣夹具)说明书

齿轮泵泵体的机械加工工艺规程及工装设计(铣夹具)说明书1.本文档旨在提供关于齿轮泵泵体的机械加工工艺规程和工装设计(铣夹具)的详细说明和指导。
齿轮泵泵体的机械加工是制造齿轮泵的关键环节之一,合理的加工工艺规程和工装设计可以提高加工效率和产品质量。
2. 工艺流程齿轮泵泵体的机械加工主要包括以下几个步骤:1.加工准备:进行材料准备和设备准备,并检查加工工艺和工装的准备情况。
2.粗加工:采用铣床进行泵体的外形粗加工,包括铣削泵体外形和加工入口。
3.打孔:根据设计要求,在泵体上进行打孔加工,包括入口孔、出口孔和螺纹孔等。
4.铣削:采用铣床进行泵体的平面铣削和曲面铣削加工,保证加工尺寸和平面度的精度。
5.放电加工:对泵体进行放电加工,消除加工过程中可能产生的变形和残留应力。
6.表面处理:根据需要进行砂光、抛光和喷涂等表面处理,提高产品的光洁度和耐腐蚀性。
7.检验和修整:对加工完成的泵体进行检验,包括尺寸检验、外观检验和性能测试等,如有问题则进行修整。
8.包装和出厂:对合格的泵体进行包装,并出厂交付使用。
3. 工装设计(铣夹具)为了确保齿轮泵泵体的加工质量和效率,需要设计合适的工装,提供稳定的夹持和定位功能。
下面是对铣夹具的设计要求和设计流程的详细说明:3.1 设计要求1.夹具结构要稳定,能够保持泵体加工时的定位精度和刚度。
2.夹具布局要合理,能够方便工装的安装和卸载。
3.夹具材料要具有足够的强度和硬度,以承受加工时的力和磨损。
4.夹具要考虑操作人员的安全,避免夹持和定位时的意外伤害。
5.夹具应具备较高的自适应性,以适应不同型号和尺寸的泵体加工。
3.2 设计流程1.分析加工工艺和要求,确定夹具的基本结构和功能。
2.根据泵体的几何形状和加工位置,设计夹具的定位和夹持装置。
3.确定夹具的材料和制造工艺,考虑到夹具的刚度和耐磨性。
4.进行夹具的三维设计和装配,使用CAD软件绘制夹具的工程图纸。
5.进行夹具的结构计算和强度校核,确保夹具在加工过程中能够承受所需的力和磨损。
机械工艺夹具毕业设计146搅拌摩擦焊焊接工装设计论文
第一章绪论搅拌摩擦焊是由英国焊接研究所(The Welding Institute,简称TWI)于1991年提出的一种固态连接方法[1-5],并于1993年和1995年在世界范围内的发达和发展中国家申请了知识产权保护。
此技术原理简单,且控制参数少、易于实现自动化,可将焊接过程中的人为因素降到最低。
搅拌摩擦焊技术与传统的熔焊相比,拥有很多优点,因而使得它具有广泛的工业应用前景和发展潜力。
有关搅拌摩擦焊接头的组织、力学性能(包括断裂、疲劳、腐蚀性能)、无损检测以及工艺参数对焊缝质量的影响等的研究是推广应用搅拌摩擦焊的基础,有关这些方面的研究是这个领域的研究热点。
搅拌摩擦焊技术是90年代发展起来的、自发明到工业应用时间跨度最短和发展最快的一项神奇的固相连接新技术。
截止2002年9月15日,世界范围内得到英国焊接研究所(TWI)搅拌摩擦焊专利技术许可的用户己经有78家,与搅拌摩擦焊技术相关的专利技术有551项[6-8]。
著名的B o e i n g、NASA、 BAE、 HONDA、 GE、HITACHI、MARTIN等公司购买了此项技术,并已大量的在航天、航空、车辆、造船等行业得到成功地应用。
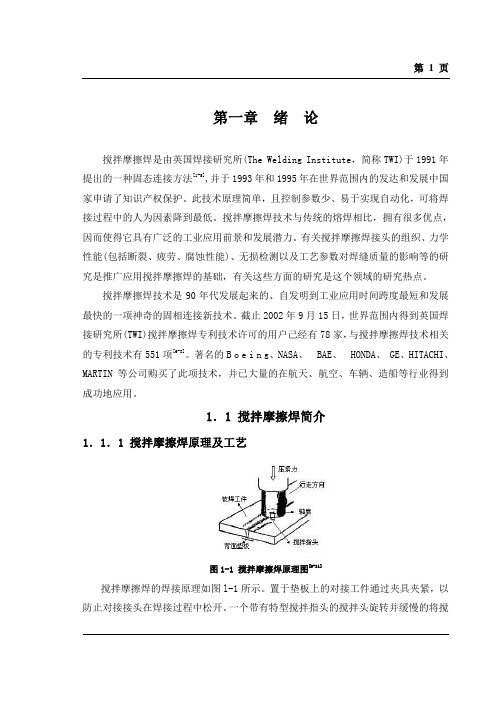
1.1 搅拌摩擦焊简介1.1.1 搅拌摩擦焊原理及工艺图1-1 搅拌摩擦焊原理图[9-11]搅拌摩擦焊的焊接原理如图l-1所示。
置于垫板上的对接工件通过夹具夹紧,以防止对接接头在焊接过程中松开。
一个带有特型搅拌指头的搅拌头旋转并缓慢的将搅拌指头插入两块对接板材之间的焊缝处。
一般来讲,搅拌指头的长度接近焊缝的深度。
当旋转的搅拌指头接触工件表面时,与工件表面的快速摩擦产生的摩擦热使接触点材料的温度升高,强度降低。
搅拌指头在外力作用下不断顶锻和挤压接缝两边的材料,直至轴肩紧密接触工件表面为止。
这时,由旋转轴肩和搅拌指头产生的摩擦热在轴肩下面和搅拌指头周围形成大量的塑化层。
当工件相对搅拌指头移动或搅拌指头相对工件移动时,在搅拌指头侧面和旋转方向上产生的机械搅拌和顶锻作用下,搅拌指头的前表面把塑化的材料移送到搅拌指头后表面。
课程设计:拨叉机械加工工艺规程及夹具设计

70
H
3.0 孔,降一级,单侧加工
3、画零件毛坯图(图附后)
四、 机械加工工艺过程设计
(一)选择定位基准 (1)、选择粗基准 为了方便装夹,以及依据以不加工表面为基准和毛坯表 面质量较好者为基准的原则,选底端面为粗基准。 (2)、选择精基准 依据基准重合原则,应选用统一的基准有利于保证零件 的精度。多用“一面两孔”的定位方式定位,所以选择小头孔轴线和底面为精基 准。 (二)制订工艺过程 1、根据各表面加工要求和各种加工方法所能达到的经济精度(查表 15-32、 15-33、15-34),选择加工方法: (1)、上端面 T1:粗铣(R6.3)——精铣(R3.2) (2)、上端面 T2:粗铣(R6.3)——精铣(R3.2) (3)、底端面 T3:粗铣(R6.3)——精铣(R3.2) (4)、切断面 T4:粗铣(R6.2) (5)、小端头孔 D1:扩孔(R6.3、IT10)——铰孔(R1.6、IT7)
优良,但塑性较差,脆性高,不适合磨削。 2、该零件主要加工表面及技术要求分析如下: (1)、零件上端面及孔φ50H13 的上下端面与孔φ22H7 的垂直度公差等级为
9-10 级。表面粗糙度为 Ra≤3.2um。加工时应以上端面与孔φ22H7 的内表面为基 准。又由于上端面须加工,根据“基准先行”的规则,故应先加工上端面,再加 工孔φ22H7,最后加工孔φ50H13 的上下端面。
1
表面 基本尺 加工余 加工余 代号 寸(mm) 量等级 量(mm)
说明
T1
40
H
3.5 顶面,降一级,单侧加工
T2
70
H
3.0
顶面,单侧加工
T3
70
H
3.0
底面,单侧加工
D1
机械工艺夹具毕业设计164汽车后桥壳体工艺工装

摘要毕业设计的课题基本分为三大类,即工艺工装设计类、组合机床设计类和计算机课题类。
本课题所涉及的是第一类,设计任务为汽车后桥壳体的工艺工装设计,在壳体内部装有主传动器、差速器、半轴等传动机构。
壳体起保证和支撑的作用,其主要加工表面为端面外圆、法兰平面、弹簧座平面、以及内孔等。
本次设计主要包括工艺规程、夹具、刀具和量具的设计。
此次设计共分三个阶段,即:(1)毕业实习阶段(2)课题设计阶段(3)考核答辩阶段。
结合本次设计零件的特点,在设计中完成工艺规程一套,夹具两套:(1)铣床夹具(2)钻床夹具,其中,前者为手动夹紧。
另外还据任务书分别设计刀具——铣刀一把和量具——单头双极限卡规一套,共完成图纸近5张,基本完成老师所交给的任务。
关键词:汽车后桥;工艺分析;设计任务ABSTRACTThe subject of the graduation project is divided into three big classes,namely the frock designing type of craft ,making up the designingtype of lathe and comper subjects basically.What this subject involved is the first kind,designing the task for the rear axle of automobile,the craft frock of the shell is designed.Equipped with the organizations of the transmission,such as main hammer mechanism actuator,differential mechanism,semi-axis,ect,within the shell.The shell plays a role in guatanteeing and support,it processes flange,spring seat plane,and interior hole round for outside of the terminal surface of surface,ect,mainly.This design includes the design of rules of craft,jig,cutter and measuring tool mainly.This design divides three stages altogether,namely:(1)Graduation field work stage(2)Ddeign phase of subject(3)Examine the stage of bine this charateristic of designing the part,finisshes one set of rules of craft in the design,two sets of jigs:(1)Jig of the milling machine(2)The jig of the drilling machine,among them,the former,in order to clamp manually.Still design the cutter sepatately according to the task book in addition—One milling cutter is with measuring,finish drawing amount nearlu 5 altogether,finish the task that a teacher assigns basically.Key word:The rear axle of automobile;the crafu analuses;designs the task目录1 绪论 (1)1.1 我国汽车后桥制造业的现状及其发展趋势 (1)1.2 汽车后桥壳体的构造 (1)1.3 汽车后桥壳体的性能要求 (1)2 零件的分析 (3)2.1 零件的作用 (3)2.2 零件的工艺分析 (3)2.3 生产类型的确定 (4)2.4 确定毛坯的制造形式 (4)2.5 基面的选择 (4)3 械加工工艺路线 (6)3.1 工艺方案 (6)3.2 工艺方案比较分析 (7)3.3 加工阶段的划分和检验工序的安排 (7)4 加工余量、工序、毛坯尺寸的确定 (9)5 工时定额 (10)5.1工序六的工时定额 (10)5.2工序十三的工序定额 (11)6 夹具设计 (12)6.1 铣床夹具设计 (12)6.1.1 工件的加工工艺分析 (12)6.1.2 定方案,设计定位元件 (12)6.1.3 确定夹紧方式和设计夹紧结构 (13)6.1.4 定位误差的分析 (14)6.1.5 夹紧元件的强度校核 (14)6.1.6 夹具体的设计 (15)6.1.7 夹具体设计及其操作的简要说明 (15)6.2 钻床夹具的设计 (16)6.2.1 定位基准的选择 (16)6.2.2 夹紧力的确定 (16)6.2.3 钻削力的计算 (16)6.2.4 动力源设计 (17)6.2.5 夹具体的设计 (18)6.2.6 夹具设计及操作简要说明 (19)7 CAD绘图简介 (20)8 量具设计 (21)9 刀具设计 (24)结论 (26)致谢 (27)参考文献 (28)附录A 英文原文 .................................................................................. 错误!未定义书签。
拨叉工艺规程及铣端面的工装夹具设计
拨叉工艺规程及铣端面的工装夹具设计拨叉(也称拉杆)工艺规程:1. 原材料准备:- 选择合适的材料,通常会使用高强度钢材。
- 对材料进行切割或拉伸,使其达到所需的尺寸和形状要求。
2. 零件制造:- 使用车床、铣床等加工设备进行零件制造。
- 根据设计要求,进行精密加工和孔加工,确保零件的准确度和质量。
3. 拨叉组装:- 按照设计图纸,将各个零件进行组装,使用螺栓或焊接等方式进行连接。
- 确保拨叉的各个部件安装正确、牢固,并且具有良好的运动性能。
4. 表面处理:- 对拨叉进行除锈处理,以防止生锈和腐蚀。
- 然后进行喷漆或镀铬等表面处理,使拨叉具有美观的外观。
5. 检测和调试:- 对拨叉进行严格的检测,检查其尺寸、形状和功能是否符合要求。
- 如有必要,对拨叉进行调试,以确保其运动平稳、无卡滞现象。
铣端面的工装夹具设计:1. 确定夹具类型:- 根据铣削端面的形状和尺寸,选择合适的夹具类型,如机械夹具、气动夹具等。
2. 设计夹具结构:- 根据铣削端面的特点和工艺要求,设计夹具的结构。
- 确定夹具的定位装置、夹紧装置和支撑装置等部件,并确保其具有足够的刚性和稳定性。
3. 定位装置设计:- 根据铣削端面的形状和尺寸,设计合适的定位装置,以确保工件在夹具中的准确定位。
- 可使用V型槽或定位销等装置来实现准确定位。
4. 夹紧装置设计:- 根据铣削端面的形状和尺寸,设计夹紧装置来夹紧工件。
- 可使用夹紧螺钉、夹紧卡等装置,并确保夹紧力均匀、稳定。
5. 支撑装置设计:- 为了防止工件在铣削过程中发生振动或变形,设计适当的支撑装置。
- 可使用支撑块、支撑杆等装置,并确保其对工件施加适当的支撑力。
6. 安全考虑:- 在夹具设计中,必须考虑到安全因素,确保夹具的使用过程中不会对操作人员或设备造成危险。
- 可使用防护罩、安全开关等措施来提高安全性。
以上是拨叉工艺规程及铣端面的工装夹具设计的概述,具体的规程和设计细节可以根据具体情况进行调整和补充。
齿轮泵泵体的机械加工工艺规程及工装设计(铣夹具)说明书 (2)

齿轮泵泵体的机械加工工艺规程及工装设计(铣夹具)说明书1. 引言1.1 背景齿轮泵是一种常见的液压传动装置,被广泛应用于各个领域,如汽车、工程机械、船舶等。
齿轮泵的核心部件之一是泵体,它承载着齿轮和轴的工作负荷,因此其加工精度和质量必须得到保证。
本文档旨在介绍齿轮泵泵体的机械加工工艺规程以及工装设计,特别是针对铣夹具的设计。
1.2 目的本文档的目的是提供一份详细的齿轮泵泵体加工工艺规程及工装设计说明书,以帮助操作人员正确进行泵体的加工操作,并保证最终产品的质量。
2. 加工工艺规程2.1 工艺流程以下是齿轮泵泵体的加工工艺流程:1.下料:根据设计要求选择合适的材料,并根据零件图纸进行下料。
2.粗加工:使用数控铣床对泵体进行粗加工,包括平面铣削、孔加工等。
3.热处理:根据材料要求进行热处理,以提高材料的硬度和强度。
4.精加工:利用数控铣床进行泵体的精加工,如表面加工、孔的精确定位等。
5.辅助加工:根据需要进行螺纹加工、刻线等辅助操作。
6.清洗:使用清洗剂对加工完成的泵体进行清洗,以去除杂质和油污。
7.检验:对泵体进行外观检查和尺寸检测,以验证工艺加工是否符合要求。
8.组装:将泵体与其他部件进行组装,并进行最终装配。
2.2 加工工艺要点在齿轮泵泵体的加工工艺中,有几个关键要点需要注意:1.加工前要根据零件图纸进行严格的加工准备,包括检查设备的准备情况、工艺文件的完整性等。
2.在粗加工过程中,要保持合适的切削速度和进给量,以确保加工效率和质量。
3.对于精加工过程中的平面加工和孔加工,要使用合适的刀具,并控制好切削参数,确保加工表面的光洁度和尺寸精度。
4.在热处理过程中,要控制好加热温度和保持时间,以确保材料的硬度和强度达到要求。
5.进行辅助加工时,要注意保持刀具的锋利度,并根据需求进行合适的加工操作。
6.在检验环节中,要根据严格的检验标准进行检验,以确保加工质量符合要求。
7.组装过程中,要严格控制装配间隙,并进行必要的调整和配合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械工艺与工装夹具的设计方案
机械工艺与工装夹具的设计方案
机械工艺是对机械加工过程中的技术和方法进行研究和规范的学科。
在机械加工中,工装夹具是一种非常重要的辅助工具,它可以帮助我们准确夹持工件,保证加工精度和安全性。
因此,机械工艺和工装夹具设计是机械加工的重要环节,设计方案的质量直接影响机械加工的效率和产品质量。
一、机械工艺的设计方案
机械工艺是将设计图纸或CAD图纸转化为实际加工零件的一系列技术和方法的综合体现。
机械工艺设计方案需要针对不同的零件特点进行设计,包括加工工序、加工设备、加工量、加工难度、加工精度等。
设计方案必须满足加工图纸和工艺要求,确保加工精度和质量。
在机械工艺设计方案中,必须考虑加工刀具的选择和切削参数。
选择合适的切削工艺和设备,可以最大程度地提高加工效率和产品质量。
同时,还需要根据零件形状和加工工艺规定合理布置加工顺序,减少加工时间和成本。
一些特殊形状的零件,还需要使用非标准的加工设备和加工方法,发挥创新性思维。
二、工装夹具的设计方案
工装夹具是用于固定加工对象以保证加工精度、安全等的一种特殊工具。
不同的工件形状、大、小、重、轻、扁、圆的工件需要采用不同的夹具。
工装夹具设计方案需要考虑以下几个方面:
1. 夹具刚度和精度:设计夹具时,需要保证夹具刚度和
精度。
夹具应该具有稳定性和重复夹持能力,不会因为工件的重量或尺寸而变形。
精细加工零件,夹具的精度更加关键。
2. 夹持方式和夹持力:夹具的夹持方式对加工的精度和
安全有很大的影响。
夹具应该结实可靠,夹持力要合适,不太松散和过分紧张。
必要时可以采用多点或自走夹具。
3. 安全因素:工装夹具设计中必须考虑安全环节,针对
危险零件,设计多个安全保护装置,以确保加工过程中的安全性,面向操作人员的安全设计尤为重要。
4. 夹具的易用性:工装夹具设计方案还需要考虑夹具的
易用性。
它们应该方便操作和快速更换,以便能够在短时间内更换工作,提高生产效率。
总之,机械工艺和工装夹具的设计方案是机械加工中必不可少的环节。
最好的设计方案可以确保加工产品的精度和质量,提高生产效率和产品质量。
因此,机械工艺和工装夹具设计方案是机械加工中不可忽视的重要环节。