透镜中心偏差问题探讨
中学物理教学中薄透镜焦距测量实验的误差分析的文献综述

中学物理教学中薄透镜焦距测量实验的误差分析的文献综述中学物理教学中薄透镜焦距测量实验的误差分析的文献综述摘要:薄透镜测焦距的误差来源,主要是分析测量时引入的统计误差、光心引入的误差、清晰成像位置不确定引入的误差以及厚度引入的误差。
薄透镜焦距的测定是几何光学实验中的基础实验,但不管使用什么方法测量薄透镜的焦距时,准确判断理想成像的位置是十分重要的。
对于像的位置不确定引入的误差,大家主要从以下几个方面来改进:物屏、像屏、使用分光计,分光计和读数显微镜结合关键词:凸透镜误差分析实验改进(一)引言1.把玻璃或塑料凳材料磨成薄片使其两表面都为球面或有一面为球面,即成为透镜。
凡中间部分比边缘部分厚的透镜称为凸透镜;凡中间比边缘部分薄的透镜称为凹透镜。
连接透镜两球面曲率中心的直线称为透镜的主轴,包含主轴的任一平面,称为主平面,透镜都制成圆片形,并以主轴为对称轴。
圆片的直径称为透镜的孔径,物点在主轴上,由于对称性,任意主平面内的光线分布都相同,故通常只研究一个主平面内的情况。
透镜两表面在其主轴上的间隔称为透镜的厚度。
若透镜的厚度与球面的曲率半径相比不能忽略,则称为厚透镜;若可略去不计,则称为薄透镜。
2. 薄透镜焦距的测定的原理:设薄透镜的像方焦距为f',物距为s,对应的相距为s'。
在近轴光线条件下,透镜成像的高斯公式为:f s '=-'11s 1(1),故'''s s ss f -=(2)。
薄透镜焦距测量的基本方法有:(凸透镜)物距像距法、二次成像法(贝塞尔公式法)、自准直法;(凹透镜)虚物成实像法、辅助透镜法。
3.测量凸透焦距的方法:(1)用实物成实像求焦距用实物作为光源,其发出的光线经汇聚透镜以后,在一定的条件下成实像,可用白屏接取实像加以观察,通过测量物距和像距,利用公式(2)即可计算出f ’。
(2)由透镜两次成像求焦距当物体与白屏的距离l 大于'4f 时,保持其相对位置不变,则会聚透镜置于物体和白屏之间,可以找到两个位置,在白屏上都能看到清晰的像,透镜两为位置之间的距离的绝对值为d,运用物像的共轭对称性,容易证明l d l f 422'-=(3)。
《光学工艺与测量》11

三、影响定心的工艺因素
1.磨轮 透镜的定心磨边通常采用金刚石砂轮或 碳化硅砂轮,加工光学玻璃常用青铜结 合剂,加工晶体可以用树脂结合剂。 其磨料粒度按透镜的直径大小选择,对 于大直径透镜,采用180#,小直径透镜 采用240#或280#。
• 磨轮的转速与透镜的直径有关系,直径越 大,转速越高,一般为15~35m/s。
• 当透镜光轴与机床主轴尚未重合时,如图 11-9所示,假设接头与透镜在A点接触,则 接头施加给透镜压力N,方向垂直于透镜表 面。压力N可分解为垂直于接头端面的夹紧 力F和垂直于轴线的定心力P。
• 定心力P将克服透镜与接头之间的摩擦力, 使透镜沿垂直于轴线方向移动,夹紧力F将 推动透镜沿轴线方向移动。当透镜光轴重 合时,定心力就达到平衡,即完成定心。
• 选择的原则是:
• 当物镜的物方焦点置于校正点上时,物镜 与透镜非粘结面的距离x不小于10mm,以 便于操作。
• 该方法具有较高的定心精度,主要用于小 直径、小曲率半径的透镜定心。
三、光学电视定心
• 如果把透镜球心成像到一个可视化的显示 屏上,就是所谓的光学电视定心法。
• 假设电视摄像管的分辨率为N(lp/mm), 光学系统的垂轴分辨率为β,则通过电视 系统观察透镜球心像的定心精度P为:
• 透镜的偏心差c:
• c=bn/2β • n:跳动格数 b:分划板实际格值
五、激光定心法
• 激光定心仪由三部分组成,即可调焦的激 光器、二维的位置传感器、电子处理和显 示部分。
• 其测量原理:从激光发出的光经可调焦的 光学系统通过定心透镜,在透镜后用带可 调千分尺的光电晶体转换器接收光点像, 然后将光点像显示在显示器上。
A’
A
自
准
显
光学中心和几何中心的差值

光学中心和几何中心的差值
首先,让我们来了解一下光学中心和几何中心分别是什么。
几何中心是一个几何形状的中心点,通常是形状的重心或中点。
而光学中心则是光学系统中的一个重要概念,它是光学元件(如透镜、凸面镜等)的焦点位置,是光线在透镜或镜面上汇聚的点。
光学中心和几何中心的差值在光学系统的设计和分析中具有重要意义。
在一些情况下,光学中心和几何中心并不重合,这就会导致一些偏差和误差。
例如,在光学仪器的设计中,如果光学中心和几何中心不重合,就会导致成像的偏差,影响仪器的精度和性能。
另外,光学中心和几何中心的差值也会影响到光学系统的对焦和调整。
在实际的光学系统中,需要根据光学中心和几何中心的差值来进行对焦和调整,以确保系统的性能和成像质量。
因此,光学中心和几何中心的差值是光学系统设计和分析中需要重点关注的一个问题。
只有充分理解和掌握了光学中心和几何中心的差值,才能更好地设计和优化光学系统,提高系统的性能和精度。
透镜物平面允许的轴向偏差

透镜物平面允许的轴向偏差
在透镜物平面中,轴向偏差是可以被允许的一种现象。
轴向偏差是指透镜轴线与物体轴线之间的角度偏差,通常以角度或者距离来表示。
在光学系统中,轴向偏差通常发生在透镜组件的装配过程中,而且可以快速被调整和修正。
轴向偏差的允许程度与光学系统的应用相关。
例如,在一些应用中,轴向偏差不能超过实际工作距离的10%。
而在其他应用中,轴向偏差则可以忽略不计。
因此,在设计光学系统时,需要考虑应用的实际需求以及透镜组件的装配精度。
除了轴向偏差外,透镜组件还可能出现其他的偏差,例如径向偏差和倾斜偏差。
这些偏差也需要被充分考虑和修正,以确保光学系统的性能和精度。
总之,透镜物平面中的轴向偏差是可以被允许的,但需要根据具体应用进行调整和修正。
在光学系统设计和装配过程中,需要对各种偏差进行细致的分析和调整,以确保系统的性能和精度达到要求。
- 1 -。
镜片偏心及检测技术
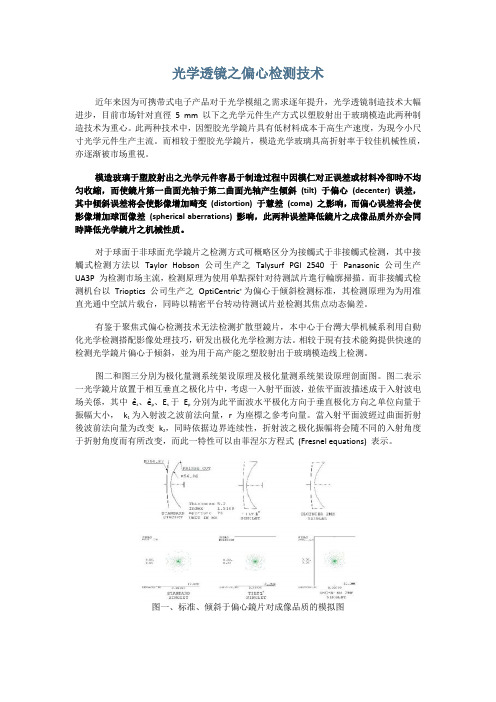
光学透镜之偏心检测技术 近年来因为可携带式电子产品对于光学模組之需求逐年提升,光学透镜制造技术大幅进步,目前市场针对直徑 5 mm 以下之光学元件生产方式以塑胶射出于玻璃模造此两种制造技术为重心。此两种技术中,因塑胶光学鏡片具有低材料成本于高生产速度,为現今小尺寸光学元件生产主流。而相较于塑胶光学鏡片,模造光学玻璃具高折射率于较佳机械性质,亦逐渐被市场重視。
模造玻璃于塑胶射出之光学元件容易于制造过程中因模仁对正误差或材料冷卻時不均匀收縮,而使鏡片第一曲面光轴于第二曲面光轴产生倾斜 (tilt) 于偏心 (decenter) 误差,其中倾斜误差将会使影像增加畸变 (distortion) 于慧差 (coma) 之影响,而偏心误差将会使影像增加球面像差 (spherical aberrations) 影响,此两种误差降低鏡片之成像品质外亦会同時降低光学鏡片之机械性质。
对于球面于非球面光学鏡片之检测方式可概略区分为接觸式于非接觸式检测,其中接觸式检测方法以 Taylor Hobson 公司生产之 Talysurf PGI 2540 于 Panasonic 公司生产 UA3P 为检测市场主流,检测原理为使用单點探针对待测試片進行輪廓掃描。而非接觸式检测机台以 Trioptics 公司生产之 OptiCentric® 为偏心于倾斜检测标准,其检测原理为为用准直光通中空試片载台,同時以精密平台转动待测试片並检测其焦点动态偏差。
有鉴于聚焦式偏心检测技术无法检测扩散型鏡片,本中心于台灣大學机械系利用自動化光学检测搭配影像处理技巧,研发出极化光学检测方法。相较于現有技术能夠提供快速的检测光学鏡片偏心于倾斜,並为用于高产能之塑胶射出于玻璃模造线上检测。
图二和图三分別为极化量测系统架设原理及极化量测系统架设原理剖面图。图二表示一光学鏡片放置于相互垂直之极化片中,考虑一入射平面波,並依平面波描述成于入射波电场关係,其中ês、êp、Es 于 Ep 分別为此平面波水平极化方向于垂直极化方向之单位向量于振幅大小, k1 为入射波之波前法向量,r 为座標之參考向量。當入射平面波經过曲面折射後波前法向量为改变 k2,同時依据边界连续性,折射波之极化振幅将会隨不同的入射角度于折射角度而有所改变,而此一特性可以由菲涅尔方程式 (Fresnel equations) 表示。
牛顿环测透镜曲率半径实验的误差分析与减小方法
牛顿环测透镜曲率半径实验的误差分析与减小方法引言:牛顿环测透镜的曲率半径是实验物理学中常见的一个实验,通过测量透镜与平板玻璃之间产生的干涉环的半径,可以计算出透镜的曲率半径。
然而,由于实验中存在各种误差影响,测量结果往往会产生偏差。
因此,本文将对牛顿环测透镜曲率半径实验的误差进行分析,并提出减小误差的方法。
一、误差分析1. 初始对准误差在实验前期,透镜与平板玻璃的对准极其重要。
如果对准不精确,会导致干涉环形状不清晰,进而影响测量结果的准确性。
2. 读数误差由于人眼的视觉限制和测量仪器本身的误差,读数误差是不可避免的。
尤其是在对干涉环进行测量时,需要准确地判断出环的边缘位置,这对操作者的眼睛要求较高。
3. 环的形状误差实验中产生的牛顿环并非完美的圆形,形状略微偏离圆形也会导致测量结果的误差。
这可能是由于透镜本身存在微小缺陷或测量装置的精度问题所致。
4. 环的密度分布误差牛顿环的密度分布应当是均匀的,然而实际上可能存在一些干涉环密度不均匀的情况,导致测量结果的偏差。
5. 噪声干扰实验环境中的震动、电磁干扰等因素都可能对测量结果产生影响,引入噪声干扰。
这些干扰可能会使得环的边缘位置产生模糊或发生变化,从而影响测量结果的准确性。
二、减小误差的方法1. 对准优化在实验前期,需要仔细调整透镜与平板玻璃的位置,确保它们之间的距离和倾斜角度符合实验要求。
可以通过放大干涉环或借助光源的角度调节来确保对准的准确性。
2. 使用精确的测量仪器为了减小读数误差,可以使用显微镜等精密仪器进行测量。
这些仪器可以放大干涉环,并提供更清晰的图像,使操作者更加准确地读取环的边缘位置。
3. 平均多次测量结果为了减小环的形状误差和密度分布误差带来的影响,可以进行多次测量,并对测量结果进行平均。
这样可以有效减小随机误差的影响,得到更准确的测量结果。
4. 增加环的密度通过增加环的密度,可以增强环的对比度,使得边缘位置更加清晰。
这可以通过增加光源的亮度或通过选择合适的滤光片来实现。
实验光学像差的观察
实验光学像差的观察引言:光学像差是指光线通过透镜或者其它光学系统时,在成像过程中产生的偏差或畸变。
在实际的光学系统中,光学像差是难以避免的,但我们可以通过合适的方法来减小或者消除像差,以提高成像质量。
本次实验旨在观察不同类型的光学像差,同时探讨产生像差的原因和解决方案。
实验材料与装置:-凸透镜-狭缝-光源-平面镜-刻度尺-实验台等实验步骤:1.准备工作将凸透镜安装到实验台上,并调整准直系数,使得光线通过透镜时相交于一点。
安装狭缝装置,用于调节光的强度和角度。
将狭缝移至较大距离处,让光线通过狭缝发出。
移动凸透镜,观察在不同位置成像的焦点情况。
注意观察当凸透镜不处于焦点位置时,成像处出现的模糊现象。
将凸透镜移至一侧,使得光线通过透镜的边缘部分,而非中心部分。
调整狭缝位置并观察光线通过透镜后的成像,与在中心处成像时的情况进行比较。
将凸透镜放置在中心位置,调整狭缝位置使得光线通过透镜中心部分。
放置平面镜在凸透镜前方,使得光线经过反射后重新通过透镜。
观察入射光和反射光通过透镜后的成像情况。
5.色差的观察将凸透镜放置在中心位置,使用白色光源。
观察不同颜色的光经过透镜后的折射角度和成像情况。
结果与讨论:1.对焦像差的观察结果可能显示出图像集中于一点时,焦点清晰,而当凸透镜不处于焦点位置时,图像会变得模糊,无法清晰辨认。
2.普通像差的观察结果可能显示出边缘位置的成像会比中心位置产生更大的模糊和偏移。
3.球面像差的观察结果可能显示出反射光和入射光在透镜两侧成像位置不同,产生偏差,导致图像失真。
4.色差的观察结果可能显示出不同颜色的光线在透镜中折射角度不同,导致成像位置和清晰度有所变化。
通过本次实验,我们可以清楚地观察到不同类型的光学像差,并且了解了像差的产生原因。
在实际应用中,可以通过使用复杂的光学系统设计和校正来减小或消除光学像差,提高成像质量。
例如,通过使用非球面透镜和多片镜片组合,可以有效减小球面像差和色差。
透镜制造与检测中的异常值处理与误差控制策略
透镜制造与检测中的异常值处理与误差控制策略在透镜的制造和检测过程中,处理异常值和数据误差是至关重要的步骤,它们直接影响到透镜的精度和质量。
以下是一些处理异常值和数据误差的方法:一、识别异常值1.数据审查:首先,对收集到的数据进行仔细的审查,观察是否有明显偏离其他数据点的异常值。
这些异常值可能是由于测量错误、设备故障或数据录入错误等原因造成的。
2.统计方法:使用统计方法如箱型图(Box Plot)、Z分数(Z-Score)或IQR(四分位距)等方法来识别和量化异常值。
这些方法可以帮助确定哪些数据点超出了正常的数据分布范围。
二、处理异常值1.删除:如果确定异常值是由于测量错误或数据录入错误等原因造成的,且该异常值对整体数据分析结果影响较小,可以选择直接删除该异常值。
然而,在删除异常值之前,应谨慎评估其对分析结果的影响,以避免引入偏差。
2.修正:如果可能的话,尝试查找并修正异常值的根源。
例如,如果是由于测量设备的问题导致的异常值,可以重新测量并替换错误的数据。
3.保留并标记:在某些情况下,异常值可能包含有用的信息,例如它们可能代表了透镜制造过程中的某种特殊情况或问题。
此时,可以选择保留异常值并在数据分析过程中进行标记,以便后续进行深入的研究和分析。
三、减小数据误差1.提高测量精度:采用高精度的测量设备和工具进行透镜的制造和检测。
例如,使用高精度的光学测量仪器来检测透镜的曲率半径、厚度和表面质量等参数。
2.优化测量环境:控制测量环境的温度、湿度和光照等条件,以减少环境因素对测量结果的影响。
例如,在恒温恒湿的环境下进行透镜的测量,以确保测量结果的稳定性和可靠性。
3.多次测量取平均值:对于重要的测量参数,进行多次测量并取平均值以减小随机误差。
通过多次重复测量,可以消除一些偶然因素对数据的影响,使测量结果更加接近真实值。
4.校准测量设备:定期对测量设备进行校准和检查,以确保其精度和稳定性。
校准可以消除设备本身的系统误差,提高测量结果的准确性。
定心仪调研报告
定心仪调研报告一、应用背景透镜的定心装调是光学系统装调的基础,是光学镜头装调过程中最关键的步骤,其定心装调的精度直接决定了光学镜头的成像质量。
传统的光学系统构型简单,透镜数量少,装调公差宽松,精度要求低,往往采用机械加工公差配合的被动装调法进行装调。
随着光学行业的飞速发展,对成像质量的要求也不断提高,光学系统也变得更加复杂,不仅透镜数量大大增加、公差变得及其严格,很多镜片公差要求达到10″以下,而且还需考虑镜头力学性能和环境的温度特性等,以达到高稳定性要求。
传统的被动装调法已经远远不能满足中高端光学系统的性能要求,现在的中高端光学系统都采用主动装调法进行装调,即在定心测量系统的测试下对镜头中每一片镜片的位置进行调整(两维平移和倾斜调节),最终使镜头整体光轴同轴度最高。
主动定心装配的方法主要有两种,通过定心仪(又名中心偏差测量仪)进行定心装配和使用定心车床对透镜定心车边装配,本文主要讨论了使用定心仪对光学系统进行定心装调的特点。
二、定心装调现状定心仪按工作原理分为三种:1.透射式定心仪,其测量原理是让一束光通过被测镜片,同时转动主轴,通过传感器测量光束透过镜片后像点的运动轨迹分析偏心量。
这种测量方式只能测量整个透镜综合效果,无法对透镜每个面进行测量。
2.双光路定心仪通过上下光路分别测量镜片的上下表面曲率中心,再由软件计算得出镜片光轴偏差。
因此,双光路系统仅适用于测量单透镜,无法测量复杂镜头系统,局限较大,且上下双光路校准会造成系统误差,影响其装调精度。
3.反射式定心仪,以回转轴系作为测量基准,采用自准直仪配合前置镜的方法对镜片进行定心。
由光源发出的光经过前置镜汇聚到其焦面处,这样在前置镜焦面处就产生了一个分划板的像。
调节定心仪沿轴方向位置,使分划板的像与被测表面球心重合,根据球面反射镜成像原理,经过球心的像将原路返回,在经过前置镜准直物镜到达像面处。
当转动主轴时,通过定心仪测量光束经过被测镜片表面反射后像点的运动轨迹直径,从而计算出中心偏差。
棱镜度与光学中心偏差
棱镜度与光学中心偏差根据上级质量技术监督部门的部署或者眼镜商店的委托,我们每年都会对验配眼镜进行各种形式的检验。
通过历年的检验实践,笔者感觉到随着装配眼镜设备的不断发展更新,眼镜的配装质量也在逐步提高,尤其是验配眼镜产品作为国家生产许可证产品管理后,装配质量的提高更是明显。
但笔者从实践中发现,我国现行的国家标准GB 13511-1999«配装眼镜»中允许的光学中心偏差存在着与前述的提高不适应之处。
现提出个人拙见,以期抛砖引玉,共同提高。
所谓光学中心即镜片前表面与光轴的交点,光线由此点透过时,光线不产生偏折。
瞳距,也就是眼睛视轴正视和平行时两瞳距中心的距离。
光学中心与瞳距是配装眼镜质量中十分重要的两个问题。
事实证明,当所佩戴眼镜的光学中心与戴镜者瞳孔重合时,视物最佳,戴镜也觉得轻松自然。
可是,由于装配眼镜过程诸多环节的影响,例如,中心定位的偏差,设备的不精准,装配人员的认真程度等等,都将导致光学中心水平距离与瞳孔不完全相符合,即存在或多或少偏差。
这些偏差会引起棱镜度产生,引起棱镜效应。
何谓棱镜度,教科书解释为:表征镜片对光线偏折能力大小的单位,其数值上等于光线通过镜片后,在每米距离上由偏折面产生的位移的厘米数。
不该有的棱镜度产生后,会出现视觉疲劳,引起佩戴者头晕、心悸、想呕吐,长期佩戴,尤其是儿童长期佩戴,会诱发斜视,甚至引起弱势。
因此,国家标准对光学中心水平偏差,光学中心水平互差,以及光学中心垂直互差做出规定。
下面以光学中心水平偏差引发棱镜度问题为例提出个人对标准修改的看法。
根据国家标准GB13511,棱镜度的计算公式验光处方定配的眼镜的光学中心水平偏差状况。
表二顶焦度绝对值0.25~1.00 1.25~2.00 2.25~4.00 4.25~6.00 ≥6.25抽样数量(副) 3 28 48 36 22光学中心水平偏差mm 平均值0.67 0.61 0.70 0.84 0.74最大值1.0 2.6 3.0 2.5 2.7从以上表格数据可以看出,无论顶焦度绝对值大小,光学中心水平偏差的平均值均在1mm及以下,而最大值在3mm及以下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2019年云光技术第51卷第2期
44
透镜中心偏差问题探讨
周旭环,龚云辉,黄娅芳,王光伟,王玉彬
(云南北方驰宏光电有限公司,云南昆明 650114)
摘要:透镜表面曲率中心的位置精度直接影响整个光学系统的成像质量。
为保证透镜的中心偏差,方便透镜的加工与检测过程,介绍了表征透镜中心偏差的各个参量及其相互关系。
并讨论了楔形角与面倾角以及边缘等厚差与球心差的关系。
关键词:中心偏差;球心差;面倾角;边缘等厚差;偏心差
0引言
透镜作为组成光学系统最基本的光学元件,其表面曲率中心的位置精度直接影响整个光学系统的成像质量。
根据光学设计的基础,各光学作用表面的曲率中心都应位于光轴上,如果光学表面存在中心偏差,就从根本上影响了光组的旋转对称特性,会导致成象的象散性和畸变的不对称性,也会使成象中心的对比度急剧下降,从而严重影响象质[1-3]。
透镜在加工、检测及装配过程中,由于透镜状态不同、检测方式不同,往往会涉及到表征透镜中心偏差的各个参量。
例如透镜在粗磨、精磨时,由于透镜表面粗糙而无法使用透射或反射法测量中心偏差,这个时候使用边缘等厚差(Δt)来进行过程控制更为方便;透镜在磨边时一般使用反射法校正球心差(a);在胶合时大多数情况使用透射法校正偏心差(c);而检验时,根据光学图纸要求,面倾角(χ)、球心差(a)、偏心差(c)等参量均能检测。
因而,为方便透镜加工与检测,有必要搞清楚表征透镜中心偏差的各个参量之间的关系。
1中心偏差各参量概念及关系
根据GB/T 7242-2010《透镜中心偏差》中的定义,透镜中心偏差为光学表面定心顶点处的法线对基准轴的偏离量。
透镜中心偏差是用光学表面定心顶点处的法线与基准轴的夹角来度量,此夹角称为面倾角,用希腊字母χ表示[4](见图1)。
图1 国标中的透镜中心偏差
图中,基准轴是用来标注、检验和校正中心偏差,并按定位零件或组件光学表面的特定性能所选取的轴。
几何轴是透镜边缘面的旋转轴。
定心顶点是光学表面与基准轴的交点。
球心差(a)是被检光学表面球心到基准轴的距离。
偏心差(c)是被检光学零件或组件的几何轴在后节面上的交点与后节点的距离(数值上等于透镜绕几何轴旋转时的焦点像跳动圆半径)。
由图可知,球心差(a)与面倾角(χ)有下面的关系(为简化公式,本文中所有角度单位为弧度,长度单位为毫米):
χ=a/R(1) 式中:R为被检光学表面曲率半径。
透镜中心偏差问题探讨 周旭环,龚云辉,黄娅芳,王光伟,王玉彬
45
单透镜两光学表面中有一个选作基准面时,偏心差(c )还有如下公式[5]
c =(n -1)l F ′χ (2)
式中:n 为透镜材料的折射率;l F ′为透镜的像方顶焦距。
除了上述的面倾角(χ)、球心差(a )、偏心差(c )以外,表征中心偏差的参量还有边缘等厚差(Δt )、楔形角(θ)、偏向角(δ)[6],如图2所示。
图2 透镜中心偏差其余参量
其中,
c = l F ′δ (3)
Δt = D θ (4)
δ = (n -1)θ (5)
θ ≈ χ1+χ2 (6)
式中:D 为透镜直径。
对于球心差(a 1、a 2)对应的最大的偏心差(c )的换算公式为[7]:
c = (a 2R 1- a 1R 2)/(R 1-R 2) (7)
式中:R 1、R 2为透镜第一、第二表面的曲率半径。
由式(3)、(5)、(6)可以推出由两面面倾角(χ1、χ2)计算偏心差(c )的公式:
c = l F ′(n -1)·(χ1+χ2) (9)
由式(3)、(4)、(5)可以推出由偏心差(c )计算Δt 的公式:
Δt = Dc /[l F ′(n -1)] (8)
由式(4)、(5)可以推出由面倾角(χ)计算Δt 的公式:
Δt = D (χ1+χ2) (9)
2 部分公式的探讨
公式(1)、(4)、(5)中,用到了角度χ为小量时,sin χ=tan χ=χ的近似。
而一般透镜面倾角χ为
分级,换算到弧度后为10-4量级,此时近似精度非常高,完全不影响透镜的加工与检测。
而公式(6)则近似精度较低。
下面用单面球面的简化情况进行说明,如图3所示。
图3 楔形角(θ)与面倾角(χ)
2019年云光技术第51卷第2期
46 图中,O点为定心顶点,A点为EF与基准轴的交点,B点为过球心到基准轴作垂线的垂足,
C点为球心,EG垂直于基准轴,EG与外径D相等,L点为EG与基准轴的交点。
则
θ =∠FEG=∠AEL
Δt =Dθ(10) 由公式(6),θ≈χ
而实际情况是:
由于A为EF中点,CA⊥EF,则在ᇞALE与ᇞABC中,∠AEL=∠CAB,即
θ=∠CAB
而由面倾角定义,χ =∠COB
显然∠CAB≠∠COB。
由三角关系得:
sinθ= θ= a/AC (11)
sinχ= χ= a/OC (12) 由(10)、(11)得:
θ = (OC/AC)χ(13) 由于θ为小量,EF=EG=D;且OC等于半径R,带入式(12)得:
θ= χR/sqrt(R2-D2/4)=χ/sqrt(1-D2/R2/4) (14) 由上式,若按1%的精度进行近似,则需要满足R>3.54D时θ= χ。
将式(1)和式(10)带入式(14)得:
a=Δt·sqrt(R2/D2-1/4) (15) 同样的,若按1%的精度进行近似,则需要满足R>3.54D时(15)式可以简化成:
a =ΔtR/D(16)
上述推导很容易扩展到两面均存在曲率中心偏差的情况,而在实际生产中,R与D的关系往往不满足R>3.54D,因而公式(6)近似精度较低。
由球心差(a)计算边缘等厚差Δt时应使用(15)式进行。
3 结束语
本文首先对表征中心偏差的参量:面倾角(χ)、球心差(a)、偏心差(c)、边缘等厚差(Δt)、楔形角(θ)、偏向角(δ)进行了介绍,并列出了他们间的相互关系。
对面倾角与楔形角以及边缘等厚差与球心差的关系进行了详细的推导,得出了公式θ=χ、a=Δt·R/D的适用范围。
实际生产中,经常需要根据图纸要求的面倾角或球心差换算成精磨需要控制的边缘等厚差,而R与D的关系往往不满足R>3.54D,因而使用(14)、(15)式更精确。
参考文献:
[1] 贺勍. 光学中心偏测量仪软件研制[J]. 航天返回与遥感,2004,25(1):45.
[2] 谭宇. 透镜的偏心差与中心偏[J]. 云光技术,1992,(3):17-24.
[3] Kumler James J, Neer Marc Affiliation. Alignment Technique for Precision Optical Assemblies[J]. Proceedings of SPIE,1996(4):67-76.
[4] 中国机械工业联合会. GB/T 7242-2010, 透镜中心偏差[S]. 中华人民共和国质量检验检疫总局, 中国国家标准化管理委员会,2010.
[5] 马厉克,陈静. 红外透镜偏心差的测量计算[J]. 红外技术,2016,38(3):250-253.
[6] 光学教研室. 透镜中心偏的定义问题[J]. 西安工业大学学报,1981:26-30
[7] 舒朝濂, 田爱玲, 杭凌侠, 等. 现代光学制造技术[M]. 北京: 国防工业出版社, 2010: 151-152.。