关于常用接头知识
常用钻井工具常识
井下马达的主要使用特性: 1)、用井下马达钻进时,其转速与排量成正比关系,稳定的排量可提供稳定的钻头转速; 2)、马达的转矩发生变化时其压降也随之变化,即随钻头的负荷增减而增减,可从立管压力判断马达的转矩负荷、钻头的负荷和钻具的工作情况。 3)、合理平稳加钻压可提高井下马达寿命,经常加钻压过大,会更快造成定子密封橡胶和转子的损坏。
井下钻井工具常识
钻 头——牙轮钻头、PDC钻头
井下钻井工具常识
井下钻井工具常识
常用的牙轮钻头都为三牙轮钻头,其又分为钢齿牙轮钻头和镶齿牙轮钻头。
牙轮钻头
1、钢齿牙轮钻头 钢齿钻头也称铣齿钻头,其牙齿是在牙轮毛坯上直接铣削加工而成的。钢齿钻头大多用于软的上部地层。
2、镶齿牙轮钻头 镶齿钻头也称碳化钨硬质合金齿钻头,它是将端部形状不同的、圆柱形的碳化钨硬质合金齿镶入牙轮壳体上加工而成的。镶齿钻头具有很高的抗磨损和承载能力,其使用寿命较长,尤其是破碎硬的、研磨性高的地层,石英岩、玄武岩等,效果更好。
井下钻井工具常识
牙轮钻头的IADC分类方法
IADC:国际钻井承包商协会
牙轮钻头的分类都可用IADC编码表示
IADC编码是由四个特征码组成,其前三位是数字型的,第四位为字母型的。 (1)第一位编码——切削结构系列(1~8),代表着钻头的特征。系列1~3指的是铣齿钻头,4~8代表的是镶齿钻头。无论是铣齿钻头还是镶齿钻头,随着系列数字的增大,其代表所适应的地层硬度和研磨性也相应增加。
L(长度)
20“
CMS-XL
26节
CB大补芯
13-1/8“
13-3/8”
CMS-XL
18节
1#补芯
13-1/8“
9-5/8“
钻井钻具扣型知识

扣型是工具中最常见的部分,也是比较难区分的一部分。
扣型对于工具师或是监督是很重要的,一个工具师如果不了解扣型,要料、准备到指挥作业都是行不通的,要出大问题的。
这一周主要是学习认识各种常见扣型,包括油管扣型,冲管扣型,筛管盲管扣型,密封单元连接扣形,钻杆扣型等。
1、常见油管扣型(Tubing Joint) 油管常用扣型分为三种分别是EU 、NU 和NewVam 。
这三种扣型在工具车间都能找到,其中EU 和NU 单独从扣的外观上很难区分,都是三角扣型,但是从整个管柱就能很容易区分,那就是EU 表示外加厚NU 表示没有外加厚。
New Vam 实际是一种梯形扣(扣截面呈矩形),也是不带外加厚的,所以也很容易区分。
下面将用示意图详细介绍三种扣型。
1)EU(External upset) 外加厚EU 扣是一种外加厚油管扣型。
在车间货架上认识变扣接头过程中还会发现三种和EU 有关的biano 标识。
其中EUE(External Upset End) 表示外加厚端,EUP(External Upset Pin) 表示外加厚公扣,EUB(External Upset Box) 表示外加厚母扣。
除了用pin 和box 表示公扣母扣外,其他表示公扣有1. external thread 2. male 3. male thread 。
母扣有1. female thread 2. internal thread 3. box 4. box thread 。
图1-1 EU 扣型2)NU(Non-upset) 没有外加厚NU 表示是没有外加厚的油管接头。
除了没有外加厚外和EU 一般还有一种区别就是NU 一般每英寸10扣,EU 一般每英寸8扣。
其中NUE 表示非加厚端或者说端部非加厚。
同样E表示End o [以上说法来源《石油大典》。
]图1-2 NU 扣型3)New VAM这种扣型特点是扣截面基本为矩形,螺距间隔相等,锥度不大,没有外加厚。
焊接工艺基础知识

第四节焊接工艺基础知识一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接(a)单面削薄,(b)双面削薄较薄板厚度δ1≤2~5 >5~9 >9~12 >12 允许厚度差(δ—δ1) 1 2 3 4(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。
这种接头受力状况不太好,常用于不重要的结构中。
图1—9 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。
图1—10 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。
这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。
二、焊缝坡口的基本形式与尺寸(一)坡口形式根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
基础知识-图解-常见尾纤型号

图解常见尾纤型号常用的几种光纤接头。
常用的几种光纤接头。
1.上面这个图是LC到LC的,LC就是路由器常用的SFP,minimini GBICGBIC所插的线头。
的线头。
2.FC转SC,FC一端插光纤步线架,SC一端就是catalyst也好,其他也所插线缆。
好上面的GBIC所插线缆。
3.ST 到FC ,对于10Base-F 连接来说,连接来说,连接器通常是连接器通常是ST 类型,另一端FC 连的是光纤步线架。
连的是光纤步线架。
4.Sc 到Sc 两头都是GBIC 的5.SC 到LC ,一头GBIC,另一头MINI-GBIC各种光纤接口类型介绍各种光纤接口类型介绍 ! !各种光纤接口类型介绍各种光纤接口类型介绍光纤接头光纤接头FC FC 圆型带螺纹圆型带螺纹圆型带螺纹((配线架上用的最多配线架上用的最多))ST ST 卡接式圆型卡接式圆型卡接式圆型SC SC 卡接式方型卡接式方型卡接式方型((路由器交换机上用的最多路由器交换机上用的最多))PC PC 微球面研磨抛光微球面研磨抛光微球面研磨抛光APC APC 呈呈8度角并做微球面研磨抛光度角并做微球面研磨抛光MT-RJ MT-RJ 方型方型方型,,一头双纤收发一体一头双纤收发一体( ( ( 华为华为8850上有用上有用) )光纤模块光纤模块::一般都支持热插拔一般都支持热插拔, ,GBIC Giga Bitrate Interface Converter, GBIC Giga Bitrate Interface Converter, 使用的光纤接口多为使用的光纤接口多为SC 或ST 型SFP SFP 小型封装小型封装GBIC,GBIC,使用的光纤为使用的光纤为LC 型使用的光纤使用的光纤: :单模单模: L ,: L ,: L ,波长波长1310 1310 单模长距单模长距LH LH 波长波长1310,1550多模多模:SM :SM :SM 波长波长850SX/LH 表示可以使用单模或多模光纤表示可以使用单模或多模光纤--------------------------------------------------------------------------------在表示尾纤接头的标注中,我们常能见到“FC/PC”,“SC/PC”等,其含义如下“/”前面部分表示尾纤的连接器型号“/”前面部分表示尾纤的连接器型号“SC”接头是标准方型接头,采用工程塑料,具有耐高温,不容易氧化优点。
焊接基本知识

⑶ 手工电弧焊焊条
• 涂有药皮的供手弧焊用的熔化电极称为焊条
• 焊条的组成及作用
焊芯
ቤተ መጻሕፍቲ ባይዱ
焊缝的填充材料 — 填充焊缝 电极传导电流 — 导电
焊条
药皮
保护的作用 稳定电弧的作用 冶金的作用 掺合金的作用 改善焊接的工艺性能
焊条芯 药皮
• 焊条药皮的组成物按其作用分为:稳弧剂、造气剂、造渣 剂、脱氧剂、合金剂、粘结剂、稀渣剂、增塑剂。
焊接的优点: 1)连接性能好,密封性好,承压能力高 ; 2)省料,重量轻,成本低; 3)加工装配工序简单,生产周期短 ; 4)易于实现机械化和自动化。
缺点: 1)焊接结构是不可拆卸的,更换修理不便 ; 2)要产生焊接残余应力和焊接变形; 3)会产生焊接缺陷,如裂纹、未焊透、夹渣、气孔等。
焊接的分类:
第二节 焊接接头
一、焊接接头的形式
• 按焊缝本身截面形式不同分为:对接焊缝、角焊缝 对接焊缝
被连接板件1
对接焊缝
名称
被连接板件2
角焊缝
特点
对接焊缝
板边要精加工(包括坡口、矫正缝距),施工不便,但用料 经济,传力平顺,无显著应力集中,承受动荷载有利
角焊缝
板边不必精加工(不需要坡口、矫正缝距),施工方便,但 有显著应力集中,传力不平顺,采用搭接接头时,需要有一 定的搭接长度,用料不经济
隙则是为了便于焊透。
三、焊接接头金属的组织与性能
1. 熔焊过程冶金特点: 熔池金属温度高于一般冶金温度,(2000k)使金属元素强
烈蒸发、烧损。
熔池金属冷却快,处于液态的时间短(10s)化学成分不均 匀;焊缝区易产生气孔、夹渣等缺陷。
空气对焊缝的影响严重
油田现场常用基础知识
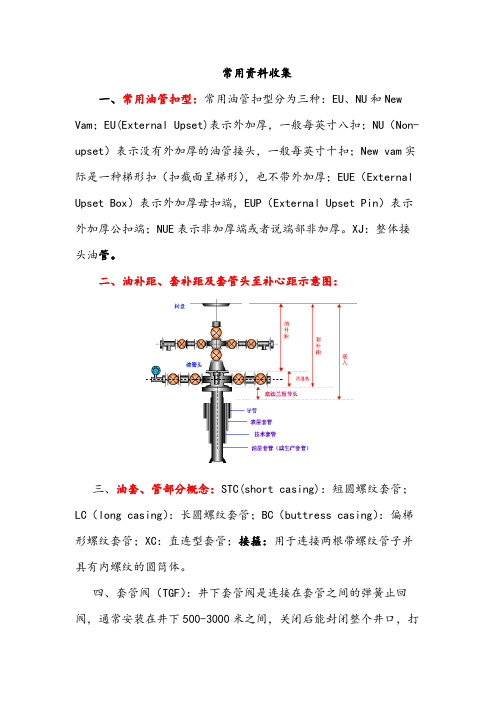
常用资料收集一、常用油管扣型:常用油管扣型分为三种:EU、NU和New Vam;EU(External Upset)表示外加厚,一般每英寸八扣;NU(Non-upset)表示没有外加厚的油管接头,一般每英寸十扣;New vam实际是一种梯形扣(扣截面呈梯形),也不带外加厚;EUE(External Upset Box)表示外加厚母扣端,EUP(External Upset Pin)表示外加厚公扣端;NUE表示非加厚端或者说端部非加厚。
XJ:整体接头油管。
二、油补距、套补距及套管头至补心距示意图:三、油套、管部分概念:STC(short casing):短圆螺纹套管;LC(long casing):长圆螺纹套管;BC(buttress casing):偏梯形螺纹套管;XC:直连型套管;接箍:用于连接两根带螺纹管子并具有内螺纹的圆筒体。
四、套管阀(TGF):井下套管阀是连接在套管之间的弹簧止回阀,通常安装在井下500-3000米之间,关闭后能封闭整个井口,打开后允许复杂管串通过。
五、RX和BX钢圈密封原理:在试压中,那些用于法兰间连接的RX型钢圈有一种自密封效果;BX型钢圈已被用于工作压力为10000到15000psi的设备上,与RX型钢圈相似,钢圈与钢圈槽的接触最初是在钢圈槽的外侧并且具有内压助封的效果。
应注意:BX型钢圈的编号范围是从BX150到BX160,且他们与R及RX型不能互相换,API推荐BX型钢圈只使用一次。
六、钻进:是进行钻井生产取得进尺的唯一过程。
一开:从地面钻出一个大井眼,然后下表层套管;二开:用较小一些的钻头继续钻进,若遇到复杂地层,用钻井液难以控制时,便要下技术套管(中间套管);三开:再用小一些的钻头往下钻进,直到设计井深,下油层套管,进行固井、完井作业。
导管:其作用是在钻表层时将钻井液从地表引导到钻井装置平面上来,一般10-20米。
表层套管:为防止井眼上部疏松地层的坍塌和污染饮用水源及上部流体的侵入,并为安装井口防喷装置等而下的套管。
焊接基础知识 焊接原理及常用术语
通过加热或加 压,或两者并用,并且 用或不用填充材料, 使达到结合的一种 方法,
焊接学会:焊接手册
通过加热或加压,
或两者并用,用或
不用填充材料,使
两种或两种以上的
同种或异种材料,
达到原子或分子间
的结合,形成永久
性连接的一种加工
技术发展部
工艺室
方法,
二、焊接原理及常用术语
3、焊接的常用术语 GB/T 3375-1994 焊接术语
焊接基础知识
技术发展部
工艺室
焊接原理及常用术语
技术发展部
工艺室
二、焊接原理及常用术语
1、焊接的原理
从理论上来说 ,两块分离的材料的两个表面靠得足够紧密,两 者之间的距离能够接近到一个原子的距离,即0.4到0.5个nm时,两 块材料就能连接在一起,
实际上,在常温下这种情况一般不会发生,因为即使这两个 要结合的表面经过精密加工,从微观上来看,这个表面依然是凹凸 不平的,而且由于材料表面存在氧化膜及水分、油等吸附层杂质, 这种氧化膜和杂质极大地阻碍材料的连接,
技术发展部
工艺室
二、焊接原理及常用术语
3、焊接的常用术语
技术发展部
工艺室
二、焊接原理及常用术语
3、焊接的常用术语
技术发展部
工艺室
二、焊接原理及常用术语
3、焊接的常用术语
技术发展部
工艺室
二、焊接原理及常用术语
3、焊接的常用术语 五种常用的接头形式: 记忆对打脚踢断
技术发展部
工艺室
二、焊接原理及常用术语
3、焊接的常用术语
技术发展部
工艺室
二、焊接原理及常用术语
3、焊接的常用术语
知识点5:套筒灌浆连接接头性能要求
大变形反复拉压
残余变形(mm)
μd≤0.3且μ8≤应力和大变形反复拉压循环后,抗 拉强度仍应符合以上规定。
套筒灌浆连接接头单向拉伸、高应力反复拉压、大变形反复拉压试验 加载过程中,当接头拉力达到连接钢筋抗拉荷载标准值的1.15倍而未发 生破坏时,应判为抗拉强度合格,可停止试验。
项目介绍
二、套筒灌浆连接接头变形性能要求 套筒灌浆连接接头的变形性能应符合下表的规定。当频遇荷载组合下,构件
装配式建筑施工技术 任务3 构件灌浆
知识点5:套筒灌项浆目连介接绍接头性能要求
套筒灌浆接头作为一种钢筋机械接头应满足强度和变形性能要求。
一、套筒灌浆连接接头强度要求 钢筋套筒灌浆连接接头的屈服强度不应小于连接钢筋屈服强度标准值;
抗拉强度不小于连接钢筋抗拉强度标准值,且破坏时要求断于接头外钢 筋,即该接头不允许在拉伸时破坏在接头处。
中钢筋应力高于钢筋屈服强度标准值fyk的0.6倍时,设计单位可对单向拉伸残余 变形的加载峰值μ0提出调整要求。
套筒灌浆连接接头的变形性能
项目
变形性能要求
对中单向拉伸 高应力反复拉压
残余变形(mm)
最大力下总伸长率(%)
残余变形(mm)
μ0≤0.10(d≤32) μ0≤0.14(d>32)
Asgt≥6.0
S端子AVBNC色差VGA(D-SUB)等接口知识
S端子,AV,BNC,色差,VGA(D-SUB),DVI,HDMI接口知识S端子,AV,BNC,色差,VGA(D-SUB),DVI,HDMI接口知识S-Video具体英文全称叫Separate Video,为了达到更好的视频效果,人们开始探求一种更快捷优秀、清晰度更高的视频传输方式,这就是当前如日中天的S-Video(也称二分量视频接口),Separate Video 的意义就是将Video 信号分开传送,也就是在AV接口的基础上将色度信号C和亮度信号Y进行分离,再分别以不同的通道进行传输,它出现并发展于上世纪90年代后期通常采用标准的4 芯(不含音效) 或者扩展的7 芯( 含音效)。
带S-Video接口的视频设备( 譬如模拟视频采集/ 编辑卡电视机和准专业级监视器电视卡/电视盒及视频投影设备等) 当前已经比较普遍,同AV 接口相比由于它不再进行Y/C混合传输,因此也就无需再进行亮色分离和解码工作,而且由于使用各自独立的传输通道在很大程度上避免了视频设备内信号串扰而产生的图像失真,极大提高了图像的清晰度,但S-Video 仍要将两路色差信号(Cr Cb)混合为一路色度信号C,进行传输然后再在显示设备内解码为Cb 和Cr 进行处理,这样多少仍会带来一定信号损失而产生失真(这种失真很小但在严格的广播级视频设备下进行测试时仍能发现) ,而且由于Cr Cb 的混合导致色度信号的带宽也有一定的限制,所以S -Video 虽然已经比较优秀但离完美还相去甚远,S-Video虽不是最好的,但考虑到目前的市场状况和综合成本等其它因素,它还是应用最普遍的视频接口之一。
(S端子又可以分为三种1.普通S端子最下面的5针型D端子是标准的S端子类型,也是通用的一种规格。
除了显卡外电视机以及DVD等视频源上都是这种接口。
2.增强型S端子中间的那个明显比下面5针的接口多了2个针孔,原先许多ATi原厂的Radeon85007500都是采用的这种接口(上图中间的显卡就是一张原厂的7500),这种7针接口并飞标准接口,这样就决定了不同厂家的7针接口有可能在多出的2针的定义上有所不同。
常用焊接方法的焊接基础知识
常用焊接方法的焊接基础知识焊接是将两个或更多金属工件加热至熔点后迅速冷却而连接在一起的过程。
它是一种常见的金属连接方法,被广泛应用于制造业、建筑业和其他行业。
以下是关于常用焊接方法的焊接基础知识:1.焊接分类:焊接可以分为压力焊接、熔化焊接和固相焊接三类。
压力焊接是利用外力将工件压合在一起,如冷焊、铆焊等;熔化焊接是通过加热使工件熔化并在固化后形成连接点,如电弧焊、气焊等;固相焊接则是将工件放在高温条件下使焊接部位发生金属扩散从而实现连接。
2.常见焊接方法:(1)电弧焊:在两个电极之间形成电弧,将工件加热至熔点并通过电弧熔化填充材料,形成焊缝。
电弧焊分为手工电弧焊和自动电弧焊两种。
(2)气焊:利用燃气与氧气的混合物在焊接面上产生高温火焰,将工件熔化并填充焊材。
气焊适用于焊接较厚板材和大型结构件。
(3)熔化极气体保护焊(MIG/MAG焊):在焊接过程中通过喷射保护气体(MIG为惰性气体,MAG为活性气体)保护电弧和焊缝未凝固熔化金属。
该方法操作简单,适用于焊接不锈钢、铝制品等。
(4)电阻焊:利用通过连接部位的电流产生热量,使工件熔化并在冷却后形成焊缝。
对于小尺寸工件的焊接效果较好。
(5)点焊:将两个工件通过两个电极夹紧在一起,通过电阻加热使工件表面熔化并形成焊点。
点焊适用于薄板和薄壁材料的连接。
(6)TIG氩弧焊:使用非消耗性钨电极,通过电弧熔化填充材料,同时利用惰性气体保护焊缝未凝固熔化金属。
它适用于焊接不锈钢、镍合金等。
(7)激光焊接:利用激光束将工件的表面加热至熔点,实现焊接连接。
它具有高能量密度、热影响区小等优点,适用于高精度焊接。
3.焊接参数:在焊接过程中,需要控制一些参数以确保焊接质量,如电流、电压、熔化焊材速度、焊接速度、气体流量等。
这些参数的设置需要根据具体材料和焊接方法以及焊接要求进行调整。
4.焊接缺陷:焊接过程中可能会出现一些缺陷,如焊缝未熔合、气孔、夹渣、裂纹等。
这些缺陷可能会影响焊接接头的强度和可靠性,因此在焊接过程中需要进行质量控制以及适当的检测和修补。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于常用接头知识: 钻井常用接头识别办法 扣型代号 小端直径 膛空直径 锥度 2A11(0) 60.35 74.6 1:6 211(0) 71.32 87.7 1:6 311(0) 85.06 103.6 1:6 4A11 103.73 124.6 1:6 411 114.3 134.9 1:6 511 141.32 163.9 1:6 221 69.85 84.9 1:4 321 77.62 102.8 1:4 421 96.31 123.8 1:4 4A21 89.56 110.3 1:6 521 126.79 150 1:6 621 150.37 173.8 1:6 2A31 47.63 68.3 1:4 231 53.97 77.8 1:4 331 65.07 90.5 1:4 431 90.47 119 1:4 531 110.06 141.7 1:4 631 131.03 154 1:6 731 144.47 180.2 1:4 831 167.8 204.4 1:4 ф444.5m=(17-1/2") ф311.1mm=(12-1/4") ф298.45mm=(11-3/4") ф254mm=(10") ф244.475mm=(9-5/8") ф241.3mm=(9-1/2") ф228.6mm=(9") ф219.075mm=(8-5/8") ф215.9mm=(8-1/2") ф209.55mm=(8-1/4") ф203mm=(8") ф197mm=(7-3/4") ф177.8mm=(7") ф172mm=(6-3/4") ф165mm=(6-1/2") ф158mm=(6-1/4") ф152.4mm=(6") ф139.7mm=(5-1/2") ф127mm=(5") ф120mm=(4-3/4") ф115mm=(4-9/16") ф101.6mm=(4") ф95mm=(3-3/4") ф89mm=(3-1/2") ф79mm=(3-1/8")
ф73mm=(2-7/8")
各种井眼可下入的钻具(单位均为
mm):
名称 444.5 311.1 241.3 215.9 152.4 120
无磁 钻铤 241 228.6 203 228.6 203 197 178 165 16
5
120 101.6或 专用无
磁抗压
缩钻杆
马达 245 222 245 222 197 197 165 165 120 95
稳定器 444 310 241 21
4
151 120
短钻铤 241 228.6 203 203 178 165 16
5
120 101.6
定向 接头 203 228.6 203 178 178 165 16
5
120 101.6
接头扣型尺寸
接头数字或尺寸 对应钻具及钻头 国内编码 公端根径(mm) 公端小径(mm) 公扣长度(mm) 母扣内
径
(mm)
母扣长
度(mm)
NC26(2-3/8" IF) 2-3/8"
DP
2A11
×2A10 73.1 60.4 76.2 74.6 79.4
NC31(2-7/8" IF) 2-7/8" DP 211×
210
86.1 71.3 88.9 87.7 92.1
NC38(3-1/2" IF) 3-1/2" DP 311×
310
102 85.1 101.6 103.6 104.8
NC46(4
" IF)
4A11
×4A10 122.8 103.7 114.3 124.6 117.5
NC50(4-1/2" IF) 5" DP 411×
410
133.4 114.3 114.3 134.9 117.5
2-7/8"FH 221×
220
92.1 70.1 88 94.5 95
3-1/2"FH 321×
320
101.4 77.6 95.2 102.8 98.4
4-1/2"FH 421×
420
121.7 96.3 101.6 123.8 104.8
5-1/2"FH 7"DC 521×
520
148 126.8 127 150.5 130.2
6-5/8"FH 621×
620
171.5 150.4 127 173.8 130.2
2-3/8"REG 3-3/4"
BIT
2A31
×2A30 66.7 47.6 76.2 68.3 79.4
2-7/8"REG 231×
230
76.2 54 88.9 77.8 92.1
3-1/2"REG 6-1/8" BIT 331×
330
88.9 65.1 95.2 90.5 98.4
4-1/2"REG 8-1/2" BIT 431×
430
117.5 90.5 108 119.1 111.1
5-1/2"REG 531×
530
140.2 110.1 120.6 141.7 123.8
6-5/8"REG 12-1/4"BIT/8"DC 631×
630
152.2 131 127 154 130.2
7-5/8"REG 17-1/2"BIT 731×
730
177.8 144.5 133.4 180.2 136.5
8-5/8"REG 831×
830
202 167.8 136.5 204.4 139.7
(三)螺纹互换表
数字型 内平型、贯眼型 通常称法
NC26 2 3/8IF 2A11/2A10
NC31 2 7/8IF
211、210
NC38 3 1/2IF
311、310
NC40 4FH
421、420
NC46 4IF
4A11、4A10
NC50 4 1/2IF
411、410