Fanuc 18系列选择功能-给用户资料
FANUC标准面板说明
子面板 B1 操作面板符号键 操作面板白键 操作面板透明键 2.
A02B-0236-C235 A02B-0236-K172 A02B-0236-K171 A02B-0236-K170
180mm(H)*110mm(W)
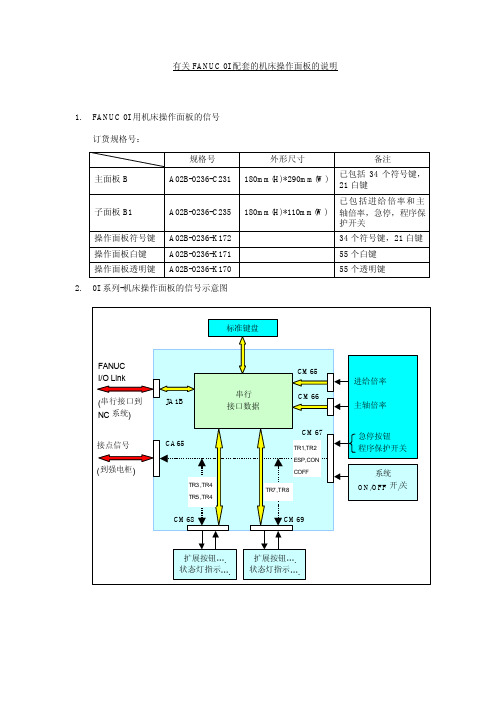
0I 系列-机床操作面板的信号示意图
标准键盘
FANUC I/O Link (串行接口到 NC 系统)
GDI5
CM68 (A04) JA58 (03)
GDI4
CM68 (B03) JA58 (08)
GDI3
CM68 (A03) JA58 (17)
Xm+3
GDI18
CM69 (A06)
GDI17
CM69 (B05)
GDI16
CM69 (A05)
GDI15
CM69 (B04)
GDI14
CM69 (A04)
有关 FANUC 0I 配套的机床操作面板的说明
1.
FANUC 0I 用机床操作面板的信号 订货规格号: 规格号 主面板 B A02B-0236-C231 外形尺寸 180mm(H)*290mm(W) 备注 已包括 34 个符号键, 21 白键 已包括进给倍率和主 轴倍率,急停,程序保 护开关 34 个符号键,21 白键 55 个白键 55 个透明键
*ESP +24V EON COM EOFF
ESPCM1 CM67(B04) EON COM1 EOFF COM2 TR1 TR2 TR3 TR4 TR5 TR6 TR7 TR8 CM67(A01) CM67(A02) CM67(B01) CM67(B02) CM67(A05) CM67(B05) CM68(A06) CM68(B06) CM65(A07) CM65(B07) CM69(A07) CM69(B07)
FANUC数控资料文库

88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113
FANUC 追加資料_B-63944JA-2-02 30i 31i 32i-A加工中 心系统用户手册补充资料 FANUC B-63945JA-02 30i 31i 32i-A维修说明书 FANUC 追加資料_B-63945JA-02 30i 31i 32i-A维修说明 书补充资料 FANUC B-63950JA-02 30i 31i 32i-A参数说明书 FANUC 追加資料_B-63950JA-02 30i 31i 32i-A参数说明 书补充资料 FANUC B-65264CM-01伺服调整步骤(基础篇) FANUC B-65270CM-04伺服电机参数说明书 FANUC B-65270CM-06伺服电机参数说明书 FANUC B-65280CM-04主轴电机参数说明书 FANUC B-65280CM-06主轴电机参数说明书 FANUC B-65285CM-03伺服电机主轴电机维修说明书 FANUC B-65325CM-01伺服电机主轴电机SERVO AMPLIFIER 维修说明书 FANUC B-65395CM-01 SERVO AMPLIFIERIO Link Option维修说明书 FANUC B-65270EN-06伺服电机参数说明书 FANUC Add_info B-65270EN-06伺服电机参数说明书补 充资料 FANUC B-65280EN-06主轴电机参数说明书 FANUC Add_info B-65280EN-06主轴电机参数说明书补 充资料 FANUC B-65285EN-03伺服电机主轴电机维修说明书 FANUC Add_info B-65285EN-03伺服电机主轴电机维修 说明书补充资料 FANUC B-65325EN-01伺服电机主轴电机SERVO AMPLIFIER 维修说明书 FANUC Add_info B-65325EN-01伺服电机主轴电机 SERVO AMPLIFIER 维修说明书补充资料 FANUC B-65395EN-01 SERVO AMPLIFIERIO Link Option维修说明书 FANUC Add_info B-65395EN-01 SERVO AMPLIFIERIO Link Option维修说明书补充资料 FANUC B-65270JA-06伺服电机参数说明书 FANUC 追加資料_B-65270JA-06伺服电机参数说明书补 充资料 FANUC B-65280 B-64304CM-1/01 B-64304CM-2/01 B-64304CM/01 B-64305CM/01
FANUC数控系统基本参数的操作与设定
FANUC 数控系统基本参数的操作与设定于翠玉马海洋(潍坊职业学院机电工程系,山东潍坊 261031)摘要:数控系统的参数是数控系统用来匹配机床及数控功能的一系列数据,数控系统连接完成后,首先要对其进行系统参数的设定,本文经过对参数说明书的归纳整理,介绍数控系统各主要参数的的作用与意义及设定的基本操作方法与步骤,进而使读者在数控维修或调试过程中能独立完成系统的参数设定。
关键词:数控系统参数中图分类号:TG659 文献标识码:A 文章编号:1672-4801(2009)02-021-003引语在FANUC-0IB 数控系统中参数可分为系统参数、PLC 参数,系统参数又按照一定的功能进行分类,共有40 多类,PLC 参数是数控机床的PLC 程序中使用的数据,如计时器、计数器、保持形继电器的数据,这两类参数是数控机床正常启动的前提条件。
本文以系统常用的参数设定及调整为例将部分主要参数的设定做一阐述。
1 参数画面的基本操作1.1 系统参数的调用按下系统键盘上“SYSTEM”键,系统将进入相应画面,按下屏幕下方对应的软菜单键“参数”,此时进入到系统参数的设定画面,按下翻页键或光标键即可找到期望的参数,或直接输入参数号进行检索操作。
1.2 系统参数的设定将系统状态处于MDI 方式或急停情况下,按下系统键盘上“SFFSET/SETTING ”键, 再按“SETTING”,在出现的“PARAMETER WRITE”项将0 设为1,打开参数的写保护。
按下系统键盘的“SYSTEM”键,在“参数”软键内通过参数调用和检索方法找到期望的参数号,输入对应的设定值,按下“INPUT”输入数据,根据系统提示关机重启系统并关闭写保护完成操作。
2 系统常用参数设定及调整2.1 有关轴的参数设定(1)各轴轴基本参数设定 1001.0:直线轴最小移动单位。
0:公制1:英制1002.1:无挡块参考点设定。
0:无效1:有效1004.1:设定最小输入单位和最小移动单位。
FANUC系列数控铣床操作手册(中文版)---副本
LOCK PIN刀轴插销未拔出
PLC BATTERYPLC后备电池电量不足需更换
SPINDLE ON未用
NC SOURCE ON/OFF操作盘电源开/关
SUCTION ON/OFF真空泵开/关
按鍵、旋轉扭開關如图:
该区由按键、旋转扭制开关組成。
各部分意义如下:
1-3 仅允许受过专业技术培训的人员对机器进行维护、保养
1-4 机器运转中,禁止操作人员敞开衣服或戴手套操作
1-5 环境光线太暗时,禁止操作机器
1-6 保持工作环境整齐有序,禁止在机器周围乱堆乱放
1-7 经常检查吸尘罩是否安全可靠?是否畅通?
1-8 操作机器前要求确认紧急停止开关位置并检查其功能是否可靠?
1-9 机器操作中要求操作者佩带防护眼镜或其他防护用品
1-10 开机前须查看机器上或黄色防护栏内是否有人?
1-11 机器工作时,禁止放置工具或其他杂物于工作台上
1-12 正式加工产品前必须检查程式并试运行
1-13 加工中出现紧急情况时须先按暂停[HOLD]再按EMG
1-14 机器运转中,禁止任何人员进入黄色安全防护栏内
3)打开机器侧电源
4)打开操作控制盘NC电源。
3-2 关机步骤
1)关闭操作控制盘NC电源。
2)关闭机器侧电源
3)关闭机器外置电源变压器电源
3-3 原点复归(ZERO RETURN)
[MESSAGE]警报信息系统使用或运行中出现错误时自动发出警报信息。在该页面可查看当前及历史信息。
2-3 操作盘
擺向開關如圖:
該區域由雙聯擺向開關组成。
各部分意义如下:
PROG CHECK程式检查
FANUC调机说明

内容提要第一节:硬件连接简要介绍了0IC/OI Mate C的系统与各外部设备(输入电源,放大器,I/O等)之间的总体连接,放大器(αi系统电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC加工等)。
第二节:系统参数设定简单介绍发伺服参数初始化,基本参数的意义和设定方法,各种型号伺服电机及主轴电机的代码表,有关模拟主轴及串行主轴的注意点,主轴常用的参数说明,常用的PMC信号表,模具加工用(0IMC)机床高速高精度加工参数设定。
第三节:伺服参数调整详细介绍伺服参数初始化步骤,伺服参数优化调整,全闭环控制的参数设定及调整,振动抑制调整。
第四PMC调试步骤简单介绍了由电脑中编辑完成的梯形图和系统中的PMC梯形图之间的转换,不同类型的PMC(如:SA1格式的要转换为SB7的格式)之间的转换方法,各种I/O单元及模块的地址分配方法。
第一节硬件连接目前北京FANUC出厂的OiC/C包括加工中心/铣床用的OIMC/0i-Mate-MC和车床用的OITC/0i-Mate-TC,各系统一般配置如下:系统型号用于机床放大器电机0iC最多4轴0iMC 加工中心,铣床αi系列的放大器αi,αIs系列0iTC 车床αi系列的放大器αi,αIs系列0i Mate C 最多3轴0i Mate MC 加工中心,铣床βi系列的放大器βi,βIs系列0i Mate TC 车床βi系列的放大器βi,βIs系列注意:对于0i Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU),如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本高度步骤。
1、核对按照订货清单和装箱单仔细清点实物是否正确,是否有遗漏、缺少等。
如果不一致,请立即和FANUC联系。
2、硬件安装和连接1)在机床不通电的情况下,按照电气设计图纸将CRT/MDI单元,CNC主机箱,伺服放大器,I/O板,机床操作面板,伺服电机安装到正确位置。
FANUC数控系统参数设定

• 注:若在PMC中MRDY信号没有置1,则参数 4001#0设为0。
口单元的连接器号。
6. 按[SETING]软键,(若显示报警,要重新设置)。此时 应断电,再上电,如没出现5138报警,则设定完成。
7. 伺服参数初始化:先把3111#0(SVS=1),显现伺服设 定和调整画面,设定各伺服参数(如果是全闭环,先按半 闭环设定,等运行正常后再按全闭环重设)。
1
伺服设定和调整画面
1825=3000各轴位置环增益
1826=20各轴到位宽度
1828=10000各轴移动位置偏差极限
1829=200各轴停止位置偏差极限
1851反向间隙
1902FSSB设定,(自动设定时:1023, 1905,1910-1919,1936,1937,可在FSSB 画面自动设定;电机驱动参数在SV-RPM画面 设定。)
• 4.1300-1400有关工作区限制参数。 如:1320 各轴存储式行程检测1的正方向边
界的座标值
1321 各轴存储式行程检测1的负方向边 界的座标值
1
• 5.1400-1600有关速率参数。 如:1401#0=0从接通电源到返回参考点期间,
手动快速运行无效
1402#1=0JOG倍率有效 1410空运行速度 1420各轴快速速度 1422最大切削进给速度 1423各轴JOG速度 1424各轴手动快速移动速度 1425各轴回参考点FL速度 1430各轴最大切削进给速度。
FANUC 18i-MB EX-EDT(扩充程式编辑) 操作说明
目录EX – EDT扩充程序编辑 (3)EX – EDT扩充程序编辑按→ [(操作) ]→ → [EX-EDT] → 显示以下画面.[复制]/[移动]:将程序的全部或一部份利用[复制] (或[移动]),而制作成为一新的程序。
[合并]:将两个程序结合成一个程序。
[更改]:将程序内的单语、地址用其他单语、地址取代。
※[复制]与[移动]不同之处,在于前者保留原有的程序内容,后者则不保留。
1. 复制:按→(操作)→→[EX-EDT]→[复制]→显示以下画面.CRSL ~:欲执行程序复制的起始位置.[可用光标( )移动]~ CRSL:欲结束程序复制的位置.~最后:程序复制至结尾的位置.全部:选取整个程序.(1)复制部分程序:以[CRSL~]及[~ CRSL],例如:将O1117复制成为另一新程序。
操作方法:按→(操作) →→[EX-EDT]→[复制]→将光标( )移至欲作复制部分的起始位置→[CRSL ~]→移动光标至欲作结束复制位置,如:M01;→[~ CRSL]→输入新程序号码(不需输入O,仅用数字键),如:1118 →按→[EXEC] .(2)复制程序,以[~最后]:操作方法:按→[(操作)]→→[EX-EDT]→[复制]→将光标移至欲作复制部分的起始位置→[CRSL~]→再按[~最后]→输入新的程序号码(不需输入O,仅用数字键),如:1118→按→[EXEC] .※按[~最后]软键,不管光标停留在哪一位置,复制范围将至程序结尾处。
(3) 复制程序,以[全部]方式:操作方法:按→[(操作)]→→[EX-EDT]→[复制]→按[全部]→输入新程序号码(不需输入O,仅用数字键),如:1118→按→[EXEC] .2. [移动]:操作方式同[复制],不同之处在于前者保留原有的程序内容,后者则不保留。
3. [插入]:在程序任意位置上,将两个不同的加工程序结合成为一个程序。
按→ [(操作)]→ → [EX-EDT] → [插入] → 显示以下画面.例如:将程序O1117与另一程序O1118,结合成为一个程序。
FANUC系列数控铣床操作手册(中文版) - 副本
3-16 补正值的输入(INPUT)
1) 模式 MDI
2) 画面 按[OFFSET/SETTING]OFFSET画面显示
3) [MEMORY PROTECTION] /记忆写保护指拨开关位置→ON
4) 操作 O→顺序号码→[DELET]
3-9 一个单节的删除
1) 模式 EDIT
2) 画面[PROG]画面显示
3) [MEMORY PROTECTION] /记忆写保护指拨开关位置→ON
4) 操作 EOB→[DELET]↙
3-10 字语的删除
1) 模式 EDIT
2) 画面[PROG]画面显示
3) [MEMORY PROTECTION] /记忆写保护指拨开关位置→ON
1-16过分弯曲的材料禁止加工
1-17加工前检查压力空气及工作台真空吸力是否达到标准?
1-18如果机器产生间断噪音,请立即关闭电源
1-19禁止更改行程限位开关位置及联锁电路
1-20定期检查机床各润滑点润滑情况及加相应标号润滑油
1-21在雷雨闪电天气请关闭机器电源并远离机器
1-22刀具刃口变钝时请及时更换
4)操作 O→-9999 →[DELET]
3-7 一条用户程式删除
1)模式 EDIT
2)画面[PROG]画面显示
3)[MEMORY PROTECTION] /记忆写保护指拨开关位置→ON
4)操作 O→程式号码→[DELET]↙
3-8 数个单节的删除
1) 模式 EDIT
2) 画面[PROG]画面显示
3) [MEMORY PROTECTION] /记忆写保护指拨开关位置→ON
FANUC O系列操作编程说明书(好东西)
G00 编程举例: 起始点位置为 X-50,Y-75. ;指令 G00 X150. Y25.;将使刀具走出下图所示轨迹 (图 2.1)。
图 2.1
N1 G01 X150. Y25. F100 ;
8
参考资料:FANUC O 系列操作编程说明书
N2 X50. Y75.; 将使刀具走出如下图(图 2.2)所示轨迹。
参考资料:FANUC O 系列操作编程说明书
参考资料:FANUC O 系列操作编程说明书
第一篇:编程
1. 综述 1.1 可编程功能 1.2 准备功能 1.3 辅助功能 2. 插补功能 2.1 快速定位(G00) 2.2 直线插补(G01) 2.3 圆弧插补(G02/G03) 3. 进给功能 3.1 进给速度 3.2 自动加减速控制 3.3 切削方式(G64) 3.4 精确停止(G09)及精确停止方式(G61) 3.5 暂停( G04 ) 4. 参考点和坐标系 4.1 机床坐标系 4.2 关于参考点的指令( G27、G28、G29 及 G30 ) 4.2.1 自动返回参考点(G28) 4.2.2 从参考点自动返回(G29) 4.2.3 参考点返回检查(G27) 4.2.4 返回第二参考点(G30) 4.3 工件坐标系 4.3.1 选用机床坐标系(G53) 4.3.2 使用预置的工件坐标系(G54~G59) 4.3.3 可编程工件坐标系(G92) 4.3.4 局部坐标系(G52) 4.4 平面选择 5. 坐标值和尺寸单位 5.1 绝对值和增量值编程(G90 和 G91) 6. 辅助功能 6.1 M 代码 6.1.1 程序控制用 M 代码 6.1.2 其它 M 代码 6.2 T 代码 6.3 主轴转速指令(S 代码) 6.4 刚性攻丝指令(M29) 7. 程序结构 7.1 程序结构 7.1.1 纸带程序起始符(Tape Start) 7.1.2 前导(Leader Section) 7.1.3 程序起始符(Program Start)
VNUC用户手册_FANUC系列
目录FANUC 11M 数控铣床 (1)第一章数控系统面板 (1)1.1数控系统面板 (1)1.2机床操作面板 (2)1.3手轮面板 (4)第二章手动操作 (5)2.1归零操作 (5)2.2进给操作 (5)2.3手轮进给操作 (6)2.4主轴运转操作 (6)第三章程序编辑 (7)3.1新建程序 (7)3.2打开程序 (8)3.3查找指令 (10)3.4从外部导入程序 (12)3.5编辑程序 (12)第四章数据设置 (13)4.1工件坐标系设定 (13)4.2刀具补偿值设置 (13)第五章自动运行操作 (14)5.1自动运行程序 (14)5.2单步进给操作 (15)第六章加工实例 (17)6.1回零操作 (17)6.2毛坯装夹 (18)6.3安装基准工具 (20)6.4对刀 (20)6.5设定工件坐标系 (22)6.6安装刀具 (23)6.7输入代码 (24)6.8自动加工 (25)FANUC11M三轴立式加工中心 (27)第一章数控系统面板 (27)1.1数控系统面板 (27)1.2机床操作面板 (28)1.3手轮面板 (30)第二章手动操作 (31)2.1归零操作 (31)2.2进给操作 (31)2.3手轮进给操作 (32)2.4主轴运转操作 (32)第三章程序编辑 (33)3.1新建程序 (33)3.2打开程序 (34)3.3查找指令 (36)3.4从外部导入程序 (38)3.5编辑程序 (38)第四章数据设置 (39)4.1工件坐标系设定 (39)4.2刀具补偿值设置 (39)第五章自动运行操作 (40)5.1自动运行程序 (40)5.2单步进给操作 (41)第六章设置刀具库 (43)FANUC 11M 数控铣床第一章数控系统面板1.1数控系统面板系统面板分为上下两部分。
上方为显示屏和触摸菜单,下方为软键盘区。
触摸菜单为多级菜单。
1.1.1输入程序的方法:用鼠标左键单击软键盘上的字母、数字或符号键,相应文字先出现在显示屏触摸菜单上方的输入区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
~FANUC 18系列~
手輪進給剛性攻牙
1.模式選擇於"MDI"模式,輸入以下指令:
M29 S×××;
G91 G84 Z0 F×××; ( F=S[主軸轉速]×P[螺紋節距] )
2.切換至"HANDIE"模式,再用手輪搖動Z軸(+Z)即可。
(主軸轉速會依據手輪搖動速度的快慢相互搭配.)
G15(極座標系指令取消)
G16(極座標系指令NO.9933#1=1):即選擇X-Y平面,X軸是半徑值、Y軸是角度值。
格式:G17 G16 X_ Y_ ; (X:半徑Y:角度)
(例)作一∮200×3(Hole) 鑽孔
G17G90G16X100.Y30. ; 極座標系指令、XY平面、半徑100mm、起始角度30°G81Z××R××F××; 鑽孔循環
Y150.;150°角
Y270.;270°角
G15G80 ;極座標系取消、固定循環取消
G69(座標系旋轉指令取消)
G68(座標系旋轉指令)
格式:G68 X_ Y_ R_ ; (X、Y:旋轉中心座標值;R:旋轉角度。
"+"是反時針方向,用
絕對值指令,旋轉角度以0.001度為單位,旋轉範圍是
-360.000≤R≤360.000)
(例)利用座標系旋轉,作三等分加工.(起始角度0°)
G00G40G17G69G80G40;
G90G54X##Y##;
G43H××Z××;
G01G41D××X××Y××F××;
…………;
…………;
G00Z××;
G69G40;
G68X0Y0R120. ;
X##Y##;
G01G41D××X××Y××F××;
…………;
…………;
G00Z××;
G69G40;
G68X0Y0R240. ;
X##Y##;
G01G41D××X××Y××F××;
…………;
…………;
G00Z××;
G69G40;
G50(縮放比例指令取消)
G51(縮放比例[Scaling]):以加工程式指定形狀縮放比例.
格式:G51 X_ Y_ Z_ P_; X、Y、Z:縮放比例中心的X、Y、Z座標值
P:倍率(最小單位:0.001或0.00001……(N0.5400#7))
G51 X_ Y_ Z_ I_ J_ K_; X、Y、Z:縮放比例中心的X、Y、Z座標值
I、J、K:各軸(X、Y、Z)的倍率(最小單位:0.001
或0.00001……(N0.5400#7)) (例)G92X0Y0Z0
G51X0Y0Z0I2000J3000K4000;
X-100. ;
Y-100. ;
Z-100. ;
G50;
( ※實際行程→X-200mm、Y-300mm、Z-400mm )
擴充程式編輯:
1.將程式的全部或一部分,複製或移動到另一程式。
2.將二個程式結合為一個程式。
操作方式:
~程式複製(COPY)或移動(MOVE)~
EDIT(編輯)模式→(操作)(繼續選單鍵[螢幕軟鍵])→EX−EDT(EX編
輯)→COPY(複製)或MOVE(移動)→移動游標鍵(↓)至要編輯的程式起點
→CRSL~→移動游標鍵(↓)至要結束編輯的程式→~CRS(或~BTTM(~最後)、ALL)→輸入新程式號碼:×××× (被複製成新的程式號碼)→INPUT→EXEC(執行)。
(※按~最後,則顯示現在選擇程式的最後)
~程式結合(MERGE)~
EDIT(編輯)模式→(操作)(繼續選單鍵[螢幕軟鍵])→EX−E DT(EX編
輯)→MERGE(結合)→移動游標鍵(↓)至要MERGE的程式位置→~CRS→輸入被結合的程式號碼:××××→INPUT→EXEC(執行)。
G60(單向定位NO.9931#0=1):為避免背隙而影響正確的移動位置,故最後從單一
方向定位。
格式:G60 X_ Y_ Z_; (G60取代G00)
(例) G60G90X-100.;
(※X軸雖設定為-100mm,但實際會位移-100.5mm後,再回到-100mm;在原點上或任一點上,須用G91且配合DRY RUN。
)
程式再啟動(Program Restart):NO.9930#0=1;再選NO.7310(程式再啟動,軸移動的順序)之X、Y、Z軸分別設定為"1";"2";"3"之值.
G33(等導程螺紋切削)
格式:G33 Z_ F_ ; (F=螺紋導程[Pitch])
(例)螺紋導程[Pitch]=6.0
G0G90G54X0Y0;定位於工件中心
M03S×××;主軸正轉
G43H××Z××;刀具長度補正
G33Z××F6.0;螺紋導程(F6.0)
M19;主軸定位
G00X××Y××;刀具退離
Z××;刀具回到工件上方
M00;執行程式停止(調整使用的刀具,例:搪孔器.)
M3;第2次螺紋切削的準備
G04X××;執行必要的暫停指定(穩定主軸的轉速)
G33Z××;第2次螺紋切削
)。