四种基本的加工方法
特种加工教案范文

特种加工教案范文一、教案概述:本教案是针对高中特种加工课程设计的一节课教案。
通过本次课程的学习,学生将了解特种加工的基本概念和原理,掌握特种加工的几种常用方法,并能运用所学知识解决实际问题。
教学目标:1.了解特种加工的定义和分类;2.掌握特种加工的四种常用方法;3.了解特种加工在实际生产中的应用;4.运用所学知识解决实际问题。
二、教学重点和难点重点:特种加工的基本概念和原理,几种常用方法的掌握。
难点:特种加工在实际生产中的应用,运用所学知识解决实际问题。
三、教学过程1.导入(5分钟)通过展示一些实际生产中用到的特种加工产品,激发学生对特种加工的兴趣,引入本次课程。
2.知识讲解(10分钟)(1)特种加工的定义和分类:特种加工是指一种特殊的机械加工过程,它用于生产一些形状复杂、精度高、表面要求特殊的零件。
特种加工分为四种类型:激光加工、电火花加工、水刀加工和三维打印。
(2)特种加工的原理:激光加工是利用激光束的高能量在工件表面产生瞬间高温,使工件表面蒸发或熔化,从而实现加工的目的。
电火花加工是通过电火花的连续冲击,使工件表面产生放电爆炸,从而实现加工的目的。
水刀加工是利用高压水流和磨料颗粒的高速冲击力进行加工。
三维打印是一种通过逐层堆积材料以实现三维物体建造的技术。
3.学习方法训练(15分钟)(1)特种加工的应用:分组讨论,学生可以选择一个特种加工方法,查找相关资料,了解其在实际生产中的应用,并向全班做简单的介绍。
(2)案例分析:给出一个特种加工的实际案例,要求学生分析问题,选择合适的特种加工方法,并给出解决方案。
4.实践操作(30分钟)(1)选择一种特种加工方法,老师向全班进行简单的操作演示。
(2)学生分组进行实践操作,通过完成特定任务来锻炼特种加工的操作能力。
5.总结讲评(10分钟)学生按小组进行总结讲评,每组选一个代表进行汇报。
6.作业布置(5分钟)要求学生以小组为单位,选择一个特种加工方法,在实验室或图书馆进行进一步研究,并提交一份小结报告。
四种淬火方式

四种淬火方式淬火是一种金属加工工艺,通过加热金属至一定温度,然后迅速冷却,使金属的组织结构发生改变,从而提高金属的硬度、强度和耐磨性。
淬火方式有很多种,下面将介绍四种常见的淬火方式。
一、水淬火水淬火是最常见的淬火方式之一,也是最简单的淬火方式之一。
水淬火的原理是利用水的高热容和高导热性,使金属迅速冷却,从而使金属的组织结构发生改变。
水淬火适用于低碳钢、合金钢、工具钢等材料的淬火。
水淬火的优点是淬火速度快,淬火效果好,能够提高金属的硬度和强度。
但是水淬火也有一些缺点,比如淬火过程中会产生大量的氢气,容易引起氢脆性,从而导致金属的脆性增加。
二、油淬火油淬火是一种比水淬火温和的淬火方式,适用于一些对金属脆性要求较高的材料。
油淬火的原理是利用油的低热容和低导热性,使金属缓慢冷却,从而使金属的组织结构发生改变。
油淬火适用于高碳钢、合金钢、工具钢等材料的淬火。
油淬火的优点是淬火过程中产生的氢气较少,不容易引起氢脆性,从而不会导致金属的脆性增加。
但是油淬火的淬火速度较慢,淬火效果也不如水淬火。
三、盐浴淬火盐浴淬火是一种比较特殊的淬火方式,适用于一些对金属表面要求较高的材料。
盐浴淬火的原理是利用盐浴的高热容和高导热性,使金属迅速冷却,从而使金属的组织结构发生改变。
盐浴淬火适用于高速钢、不锈钢、高温合金等材料的淬火。
盐浴淬火的优点是淬火速度快,淬火效果好,能够提高金属的硬度和强度。
同时,盐浴淬火还能够使金属表面变得光滑、均匀,提高金属的表面质量。
但是盐浴淬火的成本较高,需要特殊的设备和工艺。
四、气体淬火气体淬火是一种比较新颖的淬火方式,适用于一些对金属表面要求较高的材料。
气体淬火的原理是利用气体的高热容和高导热性,使金属迅速冷却,从而使金属的组织结构发生改变。
气体淬火适用于高速钢、不锈钢、高温合金等材料的淬火。
气体淬火的优点是淬火速度快,淬火效果好,能够提高金属的硬度和强度。
同时,气体淬火还能够使金属表面变得光滑、均匀,提高金属的表面质量。
新鲜蔬菜的烹饪初步加工技巧

新鲜蔬菜的烹饪初步加工技巧对于蔬菜相信大家在生活中都是经常食用的,因为每一道蔬菜都是要经过合理的加工完成的,那么对于蔬菜的烹饪初加工你知道有哪些吗?以下是店铺为你整理的新鲜蔬菜的烹饪初步加工,希望能帮到你。
新鲜蔬菜的烹饪初步加工新鲜蔬菜的品种繁多,供人们可食用的部位不同,加工方法各异,应视烹调菜肴的具体要求,合理地进行加工。
一、新鲜蔬菜初步加工的基本要求(一)应熟悉新鲜蔬菜的基本特性新鲜蔬菜因可食用的部位不同而质地各异,在加工新鲜蔬菜时应熟悉其质地,合理加工,从而获取净料,以备下一工序使用。
(二)应视烹调和食用的要求,合理择取原料进行加工“开水白菜”时应选用白菜心;用以制馅时应选取白菜的帮和叶。
(三)应讲究清洁卫生,减少营养成分的流失污物、杂质及虫卵,加工时宜先洗后切,并尽量减少蔬菜浸泡的时间。
二、新鲜蔬菜初步加工的方法新鲜蔬菜的原料品种、产地、上市期、食用部位和食用方法不同,故初步加工方法各异。
(一)根茎类蔬菜初步加工的方法(如茭白、土豆、莴、笋、姜、蒜、葱等)一般初步加工步骤是:去除原料表面杂质一清洗一刮剥去表皮、污斑一洗涤一浸泡一沥水。
根茎类蔬菜的大多数均含有鞣酸(单宁酸),初步加工去表皮后的原料,应注意避免与铁器接触,或长时间裸露在空气中,以免原料氧化产生褐变现象(如土豆、莴笋、荸荠等)。
(二)叶菜类蔬菜初步加工的方法一般初步加工步骤是:摘剔一浸泡一洗涤一沥水一理顺。
(1)用冷水洗涤(2)用盐水洗涤2% 4-5分(3)用高锰酸钾溶液洗涤0.3% 4-5分(三)花菜类蔬菜初步加工的方法一般初步加工步骤是:去蒂及花柄(茎)一清洗一沥水浸泡。
(四)瓜类蔬菜初步加工的方法一般初步加工步骤是:去除原料表面杂质一清洗一去表皮、污斑一洗涤一去籽瓤一清洗。
(五)茄果类蔬菜初步加工的方法一般初步加工步骤是:去除原料表面杂质一清洗一去蒂及表皮或籽瓤一洗涤。
(六)豆类蔬菜初步加工的方法(1)荚果均食用的豆类蔬菜初步加工步骤是:掐去蒂和顶尖一去筋一清洗沥水,如荷兰豆、扁豆等。
四种常见快速成型技术

四种常见快速成型技术FDM丝状材料选择性熔覆(Fus ed Dep osi tion Mod eling)快速原型工艺是一种不依*激光作为成型能源、而将各种丝材加热溶化的成型方法,简称FDM。
丝状材料选择性熔覆的原理室,加热喷头在计算机的控制下,根据产品零件的截面轮廓信息,作X-Y平面运动。
热塑性丝状材料(如直径为1.78m m的塑料丝)由供丝机构送至喷头,并在喷头中加热和溶化成半液态,然后被挤压出来,有选择性的涂覆在工作台上,快速冷却后形成一层大约0.127mm厚的薄片轮廓。
一层截面成型完成后工作台下降一定高度,再进行下一层的熔覆,好像一层层"画出"截面轮廓,如此循环,最终形成三维产品零件。
这种工艺方法同样有多种材料选用,如ABS塑料、浇铸用蜡、人造橡胶等。
这种工艺干净,易于操作,不产生垃圾,小型系统可用于办公环境,没有产生毒气和化学污染的危险。
但仍需对整个截面进行扫描涂覆,成型时间长。
适合于产品设计的概念建模以及产品的形状及功能测试。
由于甲基丙烯酸ABS(M AB S)材料具有较好的化学稳定性,可采用加码射线消毒,特别适用于医用。
但成型精度相对较低,不适合于制作结构过分复杂的零件。
FD M快速原型技术的优点是:1、操作环境干净、安全可在办公室环境下进行。
2、工艺干净、简单、易于材作且不产生垃圾。
3、尺寸精度较高,表面质量较好,易于装配。
可快速构建瓶状或中空零件。
4、原材料以卷轴丝的形式提供,易于搬运和快速更换。
5、材料利用率高。
6、可选用多种材料,如可染色的A BS和医用A BS、PC、PP SF等。
FDM快速原型技术的缺点是:1、做小件或精细件时精度不如SLA,最高精度0.127mm。
2、速度较慢。
SL A敏树脂选择性固化是采用立体雕刻(Stereo litho gra phy)原理的一种工艺,简称SLA,也是最早出现的、技术最成熟和应用最广泛的快速原型技术。
在树脂液槽中盛满液态光敏树脂,它在紫外激光束的照射下会快速固化。
偏心轴车削加工的三种方法
!" 偏心轴套法
如图 $ 所示,在工件 ! 加工至大端 ! # 的外圆尺寸 然后用三爪 后, 将 其 插 入 偏 心 轴 套 $ 的! #的内孔中,
图 $ 偏心轴套法图示
偏心轴) "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( %# 顶尖 &# 车刀
如图 ! 所示,胀紧套左套法兰的左端面圆周上均布 ’ 个 通孔,胀紧套右套法兰的左端面的对应圆周上均布 ’ 个 螺纹孔,胀紧套左套、胀紧套右套均为锥形开口环,未 胀紧时,胀紧套左套法兰的右端面和胀紧套右套的法兰 的左端面在支撑套的作用下存在 !11 间隙,胀紧时用 扳 手均匀地按对角拧紧 ’ 个均布螺钉, 胀紧套左套在支
#" 偏心轴套加胀紧套法
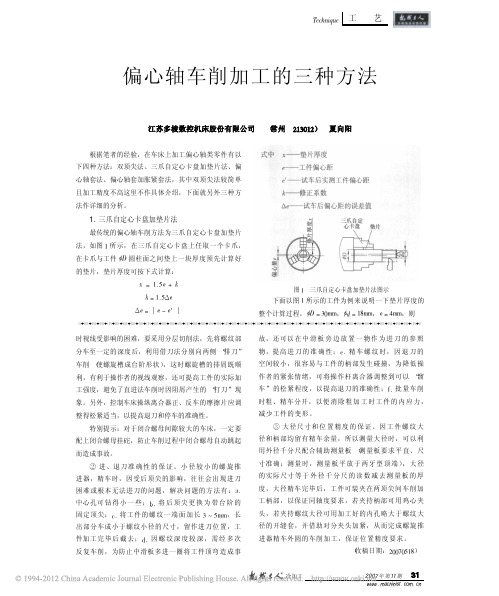
为了进一步提高偏心轴的尺寸精度和形位精度,笔 者设计了图 ! 所示的偏心轴套加胀紧套专用工装夹具。 该夹具由偏心轴套 $、自对中胀紧套 ’ 组成,其中自对 中胀紧套 ’ 由支撑套 ’,"、胀紧套右套 ’,$、胀紧套左套 ’,!、螺钉 ’,% 组成。此方法与偏心轴套法采用的偏心轴 套的区别在于:本夹具的偏心轴套 $ 不需要开轴向槽, 工件 ! 靠自对中胀紧套 ’ 胀紧在偏心轴套 $ 的内孔中, 然后将偏心轴套 $ 夹紧在三爪自定心卡盘 " 中,即可对 工件 ! 的!! 段的外圆进行车加工。自对中胀紧套 ’ 由专 业厂家生产可以作为外购件采购到,其自对中性能非常 好,胀紧后可保证轴与轴套之间的同轴度小于 +#+$11, 因此,可以显著提高偏心轴的尺寸精度和形位精度。 下面就自对中胀紧套 ’ 的胀紧原理进行简要分析。
( 收稿日期:2’’3’#!))
""""""""""""""""""""""""""""""""""""""""""""
偏心轴车削加工的三种方法
图 ! 偏心轴套加紧套法图示
偏心轴) %# 顶尖 &# 车刀 "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( ’# 自对中型胀紧套 ( ()*$&+ 型) ’,"# 支撑套 ’,$# 胀紧套右套 ’,!# 胀紧套左套 ’,%# 螺钉 中心线明细: 中心线 "—工件小头外圆!! 中心线 中心线 $—偏心轴第 !! 期 !!! " "#$%&’&() " $*" " $’
工
艺 )&*+,-./&
短了校正和计算时间。但由于偏心轴套轴向开有通槽, 夹紧工件时偏心轴套会产生变形导致对中性受到影响, 使偏心轴的偏心量 & 的尺寸公差和两轴中心线的平行度 均受到不良影响,工件加工也难以达到较高的尺寸精度 和形位精度。因此,此法适用于批量较大但对工件的精 度要求不是太高的偏心轴的车加工的场合。
夏向阳
— —垫片厚度 "— — —工件偏心距 $— — —试车后实测工件偏心距 $’ — — —修正系数 &— — —试车后偏心距的误差值 !$ —
!" 三爪自定心卡盘加垫片法
最传统的偏心轴车削方法为三爪自定心卡盘加垫片 法,如图 ! 所示,在三爪自定心卡盘上任取一个卡爪, 在卡爪与工件 ! ! 圆柱面之间垫上一块厚度预先计算好 的垫片,垫片厚度可按下式计算: " # !"# $ % & & $ !"#!$ !$ $ ! $ % $’ !
图 $" 高 67 铝和合金的光学显微镜照片
( 待续)
图 $! 边缘崩落
( 收稿日期:!++.+-!+)
晶圆制造流程

晶圆制造过程集成电路的生产从抛光硅片的下料开始。
图4.16的截面图按顺序展示了构成一个简单的MOS栅极硅晶体管结构所需要的基础工艺。
每一步工艺生产的说明如下:第一步:增层工艺。
对晶圆表面的氧化会形成一层保护薄膜,它可作为掺杂的屏障。
这层二氧化硅膜被称为场氧化层。
第二步:光刻工艺。
光刻制程在场氧化层上开凹孔以定义晶体管的源极、栅极和漏极的特定位置。
第三步:增层工艺。
接下来,晶圆将经过二氧化硅氧化反应加工。
晶圆暴露的硅表面会生长一层氧化薄膜。
它可作为栅极氧化层。
第四步:增层工艺。
在第四步,晶圆上沉积一层多晶硅作为栅极构造的。
第五步:光刻工艺。
在氧化层/多晶硅层按电路图形刻蚀的两个开口,它们定义了晶体管的源极和漏极区域。
第六步:掺杂工艺。
掺杂加工用于在源极和漏极区域形成N阱。
第七步:增层工艺。
在源极和漏极区域生长一层氧化膜。
第八步:光刻工艺。
分别在源极、栅极和漏极区域刻蚀形成的孔,称为接触孔。
第九步:增层工艺。
在整个晶圆的表面沉积一层导电金属,该金属通常是铝的合金。
第十步:光刻工艺。
晶圆表面金属镀层在芯片和街区上的部分按照电路图形被除去。
金属膜剩下的部分将芯片的每个元件准确无误地按照设计要求互相连接起来。
第十一步:热处理工艺。
紧随金属刻加工后,晶圆将在氮气环境下经历加热工艺。
此步加工的目的是使金属与源、漏、栅极进一步熔粘以获得更好的电性接触连结。
第十二步:增层工艺。
芯器件上的最后一层是保护层,通常被称为防刮层或钝化层(在图4.5中没有列出)。
它的用途是使芯片表面的元件在电测,封装及使用时得到保护。
第十三步:光刻工艺。
在整个工艺加工序列的最后一步是将钝化层的位于芯片周边金属引线垫上的部分刻蚀去。
这一步被称为引线垫掩膜(在图4.6中没有列出)。
这个十二步的工艺流程举例阐述了这四种最基本的工艺方法是如何应用到制造一个具体的晶体管结构的。
电路所需的其它元件(二极管、电阻器和电容)也同时在电路的不同区域上构成。
不同加工方法对天麻品质的影响

不同加工方法对天麻品质的影响天麻的加工方法主要有炒、蒸、水洗和酒洗四种。
本文将从以下几个方面分别探讨不同的加工方法对天麻品质的影响。
1. 活性成分的维持天麻中的活性成分主要是生物碱和黄酮类化合物。
不同的加工方法会对其中的活性成分产生不同的影响,从而对天麻的药效产生重要的影响。
对于生物碱而言,炒制后可增强其抗氧化能力,但炒制温度过高则可能导致生物碱分解,降低活性成分的含量。
蒸制天麻,则会使得其中的白藜芦醇和针酸等活性成分减少。
水洗加工过程中,天麻所含的黄酮类化合物会被溶出,导致其含量降低。
而酒洗加工则能有效维持其中的活性成分,因为酒洗过程中所含酒精能够提取出其中的有效成分,并且具有抗氧化和抗炎的作用,能够降低天麻中有效成分的分解速度。
2. 性味和药效的变化3. 外观质量的变化天麻的外观质量对于其整个加工过程具有一定的影响。
外观质量的差异往往也反映出天麻中活性成分的含量和品质的高低。
炒制天麻可以使其色泽变化较小,状况紧密,并且可使天麻表面变得光滑;蒸制后则会使天麻的颜色变浅,但口感更鲜嫩;水洗加工后的天麻外观质量则较差,易破裂和掉屑;而酒洗加工则可以使其外观质量得到良好的维持。
4. 其他影响除了以上几个方面的影响之外,不同的加工方法也可能对天麻的成本产生影响。
炒制需要较高的加工成本,且易导致成品不达标。
而蒸制和水洗加工则成本较低,但往往难以维持其中的活性成分。
酒洗加工则成本相对较高,但通过高效的成分提取技术可以使得天麻中的有效成分得以完整保留,使得其疗效得到最大化的发挥。
总之,不同的加工方法对于天麻品质的影响是显著的。
在实际生产中,应该根据不同的需求和医学需要来选择适合的加工方法,以确保中药材的品质和疗效得到最大化的保障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四种基本的加工方法
一、切割加工
切割加工是一种常见的金属加工方法,它通过切割工具对工件进行切割、剪切或切割成所需形状和尺寸。
切割加工可以使用多种工具,如锯片、剪刀、切割机等。
切割加工的过程中需要注意安全,避免误伤和事故发生。
切割加工可以应用于各种材料,如金属、塑料、木材等,广泛用于制造业和建筑业。
二、铣削加工
铣削加工是一种通过旋转刀具将工件表面削除材料的加工方法。
铣削加工可以用于平面、曲面和复杂形状的工件加工。
铣削加工可以使用铣床、铣刀等设备进行。
在铣削加工过程中,需要根据工件的要求选择合适的刀具和切削参数,以确保加工质量和效率。
铣削加工广泛应用于航空航天、汽车制造、模具制造等领域。
三、车削加工
车削加工是一种通过旋转工件并用刀具对其进行切削的加工方法。
车削加工可以用于加工圆柱形、圆锥形和曲面形状的工件。
车削加工可以使用车床、车刀等设备进行。
在车削加工过程中,需要根据工件的要求选择合适的刀具和切削参数,以确保加工质量和效率。
车削加工广泛应用于机械制造、船舶制造、航空航天等领域。
四、冲压加工
冲压加工是一种通过冲压模具对金属板材进行塑性变形的加工方法。
冲压加工可以用于生产各种形状的零件,如汽车车身件、家电外壳等。
冲压加工具有高效、精度高、成本低等优点。
冲压加工的过程中需要设计和制造合适的冲压模具,并根据工件的要求选择合适的冲压设备和工艺参数。
冲压加工广泛应用于汽车制造、电子制造、家电制造等领域。
切割加工、铣削加工、车削加工和冲压加工是四种基本的加工方法。
它们在不同的工件和材料上具有广泛的应用。
在进行加工过程中,需要根据工件的要求选择合适的加工方法和设备,并注意安全和质量控制。
加工技术的不断发展和创新将进一步推动制造业的发展和进步。