XYGN2673.2-2018-30CrMo-热轧无缝钢管技术协议
40Cr无缝钢管材质书

承运:邹丽敏
制表:丁红达
审核:邹丽敏
交货状态 许可证号
总重量
单位签章:
热轧
铜 Cu ≤0.30
编号:101591
镍 Ni
机械性能
抗拉强 屈服点 度 δ b ɑs
Mpa Mpa
伸长 率%
工艺性能
压扁
无损探 伤
≤0.30 ≧810 ≥710 ≥9 合格 合格
合计
1、表面质量、几何尺寸合格,涡流探伤代替水压试验。 2、质量证明书须妥善保管,遗失不补。 备注: 3、如有质量异议请在货到十五日内提出,将原物妥善保管,并及时通知对方。
聊城宽达钢管有限公司
产品质量证明书
日期: 2019年 8月 15日
收货单位
名称
产品标准
GB/T3077-2018
产品批号 规格 长度 材质 重量kg 碳 C
硅 Si
40Cr无缝钢管 化1m 40Cr
0.37-0.44 0.17-0.37 0.50-0.80 0.80-1.1 ≤0.10
高压锅炉用不锈钢无缝管技术要求

高压锅炉用不锈钢无缝管技术要求以下内容由温州久鑫不锈钢有限公司提供2.1 锅炉管材料供货要求2.1.1投标方所提供的管子、零件等必须符合有关国家、行业和招标方企业标准要求,并按照ASME SA-213要求验收。
其中HR3C、SUPER304H管子必须为日本住友或瓦卢瑞克进口管材,需在进行内壁喷丸处理。
2.1.2 所有管子壁厚按ASME标准和《高压锅炉用无缝钢管》GB5310-2017标准执行,且不允许负偏差。
2.1.3 供货时提供材质证明资料、生产批号、生产厂家的资质证明复印件、钢管入厂验收资料、100%管材探伤检测报告(内壁涡流检验)、理化检验报告等。
2.1.4 所有进口管材应提供进口报关单、商检局的检验合格证明等证明文件(所有证明材料必须与管材原厂标识一致)。
2.2 弯管加工要求2.2.1 所有管件加工参照东方锅炉厂原图纸进行。
2.2.2新管坡口在厂家加工制作,确保与原管口规格相符,便于现场管口安装焊接。
2.2.3 管件加工前,必须对所有管子进行材质光谱分析,供货时一并提供上述资料。
所有管子、管件在加工前应进行外观检查,并满足以下要求:管子表面光滑,不允许有尖锐划痕、裂纹、缩孔、夹渣、折迭、重皮等缺陷。
2.2.4 所有管子不允许有拼接焊缝。
2.2.5 管件制作按照JB/T1611-93《锅炉管子技术条件》要求制作,弯头应进行100%的表面探伤检查,检查及探伤结果符合有关技术要求,并向招标方提供检查报告。
2.2.6 通球试验:管件加工好后,均需进行100%通球试验,通球用球直径不得小于炉管内径是70%,通球试验必须出具正规的检验报告。
2.2.7 所有管件在加工完后整体进行水压试验,水质为合格的除盐水,同时水中氯离子含量不超过0.2mg/L,联氨含量(200~300)mg/L,PH值为10~10.5。
水温为30℃~70℃,试验压力必须符合图纸要求。
2.2.8 管件加工后,对加工中有油脂污染的管件,应采取相应的去油脂措施进行清理。
(整理)各种钢管分析
.................
机械性能
屈服强度
钢级
最低
最高
Psi MPa Psi MPa
抗拉强度 最低
延伸率 (%)
硬度 最高
夏氏冲击力 最低
Psi MPa
HB HRC 平均值 单个值
E-75 75000 517 105000 724 100000 689
-
管体
X-95 95000 655 125000 862 105000 724
锥度 mm/m
螺距每英寸 mm
紧密距 mm
+2.5 -0 +0 -2.50
±0.038 ±0.038
+0.254mm -0.127 mm
+0 -0.254
化学成份
P≤
0.030
化学成份
S≤
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
.................
517
延伸率 最低
HRC BHN
-
-
K-55
55000
379 80000
552
95000
655
-
-
N-80 L-80-1
80000 80000
552 11000
758
552 95000
655
100000 95000
689
-
-
655
23 241
C-90
90000
621 105000
724
100000
689 25.4 255
宝钢钢材质量证明书
宝钢钢材质量证明书第一篇:宝钢钢材质量证明书附录:新版宝钢产品质量证明书样张在光线明亮的场合,将自助打印的质保书平铺在桌面上,用光栅片紧密平压在质保书灰色防伪区域,从正上方阅读水印,效果如下:篇二:宝山钢铁股份有限公司企业标准宝山钢铁股份有限公司企业标准 q/bqb 513-2003 低碳钢盘条代替 q/bqb 513-1998 1 范围本标准规定了低碳钢盘条的分类及代号、尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志和质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的用于供拉丝、建筑和其他一般用途的低碳钢无扭控冷热轧盘条。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
gb/t 222 钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t 223 钢铁及合金化学分析方法 gb/t 228 金属材料室温拉伸试验方法 gb/t 232 金属材料弯曲试验方法 gb/t 2975 钢材力学及工艺性能试验取样规定 q/bqb 500 盘条包装、标志及质量证明书的一般规定q/bqb 501 盘条尺寸、外形、重量及允许偏差jis g3505:1996 低碳钢盘条 3 分类及代号盘条按用途分类,其代号如下。
盘条用途应在订货合同中注明,未注明者按l用途供货。
l-供拉丝用盘条j-供建筑和其他一般用途用盘条篇三:宝钢冷轧牌号对照表宝钢冷轧牌号对照表低碳钢碳素结构钢加磷钢烘烤硬化钢双相钢低合金高强钢碳素结构钢化学成分和力学性能行業數據 2009-07-08 19:27 阅读60 评论0 字号:大中小根据gb 70o一88 1 牌号和化学成分 1.1 钢的牌号和化学成分(熔炼分析)应符合表1规定。
一汽企业标准
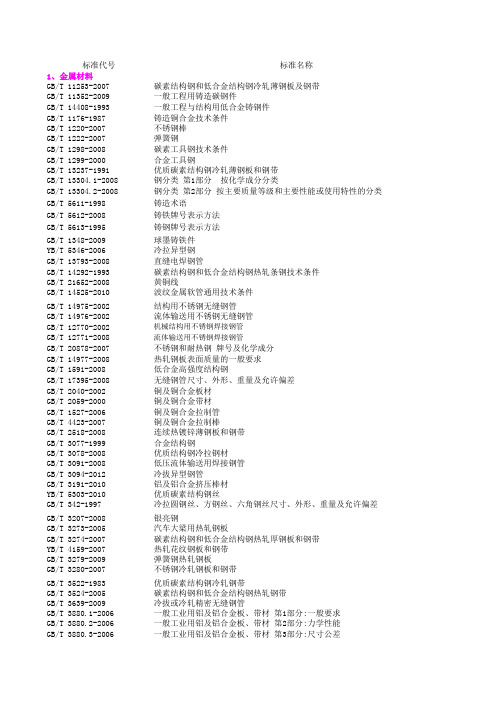
GB/T 5612-2008
GB/T 5613-1995
GB/T 1348-2009 YB/T 5346-2006 GB/T 13793-2008 GB/T 14292-1993 GB/T 21652-2008 GB/T 14525-2010
GB/T 14975-2002 GB/T 14976-2002 GB/T 12770-2002 GB/T 12771-2008 GB/T 20878-2007 GB/T 14977-2008 GB/T 1591-2008 GB/T 17395-2008 GB/T 2040-2002 GB/T 2059-2000 GB/T 1527-2006 GB/T 4423-2007 GB/T 2518-2008 GB/T 3077-1999 GB/T 3078-2008 GB/T 3091-2008 GB/T 3094-2012 GB/T 3191-2010 YB/T 5303-2010 GB/T 342-1997
银亮钢 汽车大梁用热轧钢板 碳素结构钢和低合金结构钢热轧厚钢板和钢带 热轧花纹钢板和钢带 弹簧钢热轧钢板 不锈钢冷轧钢板和钢带
优质碳素结构钢冷轧钢带 碳素结构钢和低合金结构钢热轧钢带 冷拔或冷轧精密无缝钢管 一般工业用铝及铝合金板、带材 第1部分:一般要求 一般工业用铝及铝合金板、带材 第2部分:力学性能 一般工业用铝及铝合金板、带材 第3部分:尺寸公差
标准代号 1、金属材料 GB/T 11253-2007 GB/T 11352-2009 GB/T 14408-1993 GB/T 1176-1987 GB/T 1220-2007 GB/T 1222-2007 GB/T 1298-2008 GB/T 1299-2000 GB/T 13237-1991 GB/T 13304.1-2008 GB/T 13304.2-2008
15crmo无缝管对应标准

15crmo无缝管对应标准
摘要:
1.15crmo 无缝管的概念和特点
2.15crmo 无缝管的标准
3.15crmo 无缝管的应用领域
4.15crmo 无缝管的环保及国家政策
正文:
一、15crmo 无缝管的概念和特点
15crmo 无缝管是一种采用热轧工艺制成的无缝钢管,其主要特点是密封性好、强度高、抗压力强。
这种无缝管通常用于流体的输送,由于加工制作时温度高,其变形量较大,可以承受较大的变形压力,对于尺寸的精确度要求相对较低,可以有效避免了板形问题。
二、15crmo 无缝管的标准
15crmo 无缝管的标准主要分为国内标准和国际标准。
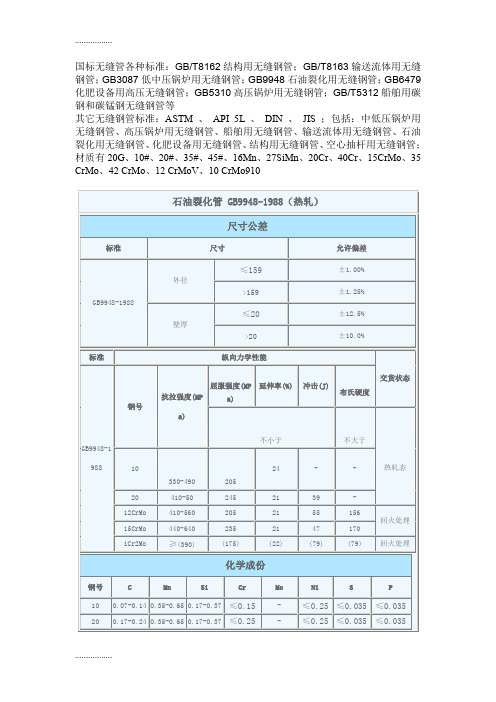
国内标准主要包括GB/T 8162-2008、GB/T 8163-2008、GB/T 3087-2008 等,其中GB/T 8162-2008 是针对一般用途的无缝钢管标准,GB/T 8163-2008 是针对石油裂化管用无缝钢管的标准,GB/T 3087-2008 是针对高压锅炉用无缝钢管的标准。
国际标准主要包括ISO 535、ISO 9001 等。
三、15crmo 无缝管的应用领域
15crmo 无缝管广泛应用于流体输送、石油裂化、高压锅炉等领域。
其良好的密封性能和高强度抗压能力,使得它在这些领域中具有很高的使用价值。
四、15crmo 无缝管的环保及国家政策
15crmo 无缝管可回收,符合环保、节能、节约资源的国家战略。
2205 管道 标准
2205 管道标准
2205管道是一种双相不锈钢管道,广泛应用于石油、化工、制药等行业。
其标准主要依据我国和国际的相关标准进行生产和检验。
在我国,2205管道执行的标准主要有以下几个:
1. GB/T 12772-2008《不锈钢焊接钢管》
该标准规定了不锈钢焊接钢管的尺寸、外形、重量、材质、化学成分、力学性能、无损检测等方面的要求。
2. GB/T 12773-2008《不锈钢无缝钢管》
该标准规定了不锈钢无缝钢管的尺寸、外形、重量、材质、化学成分、力学性能、无损检测等方面的要求。
3. GB 50205-2020《钢结构工程施工质量验收标准》
该标准规定了钢结构工程施工质量验收的要求,包括2205管道在内的不锈钢管道的焊接质量、无损检测等方面的要求。
在国际上,2205管道还执行以下标准:
1. ASTM A249/A249M-2018《无缝不锈钢焊接钢管》
该标准规定了无缝不锈钢焊接钢管的尺寸、外形、重量、材质、化学成分、力学性能、无损检测等方面的要求。
2. ASTM A312/A312M-2018《无缝不锈钢管》
该标准规定了无缝不锈钢管的尺寸、外形、重量、材质、化学成分、力学性能、无损检测等方面的要求。
3. API 6A《钻井和生产套管、油管和注水管规范》
该标准规定了钻井和生产套管、油管和注水管的尺寸、材质、化学成分、力学性能、无损检测等方面的要求。
以上是2205管道的主要标准,具体生产过程中还需参照相关行业标准和企业标准进行生产和检验。
轧钢工艺标准

编号:C(C)-04-501 A/2
轧钢工艺标准
编制:张进京
审核:
批准:
发布日期:2016年4月29 日生效日期:2016年5月5 日.
.
说明
一、生产工艺路线:原料检查-加热-除鳞-轧制-冷床-剪切-收集-包装-堆垛冷却
二、轧钢工艺主要由加热制度、轧制制度、冷却制度三大部分组成。
三、钢种生产工艺依照轧钢工艺标准执行;客户有特别需求的出具该客户控制要点。
四、每年度对轧钢工艺标准进行修订。
五、轧钢工艺标准,作为轧钢工艺技术规程的补充,标准中未作规定的常规要求,以轧钢工艺技术规程为准。
.
一、轧钢各工序控制规范
.
二、轧钢加热制度
.
钢种加热分类预览表
.
三、轧制制度
1、根据各规格对应的孔型,使用符合要求的轧机和导卫进行轧制。
2、生产各规格时,按对应的《轧钢生产工艺卡》设定各道次料型尺寸和参数。
轧制过程中,检查轧槽和导卫,磨损严重要及时更换;轧机替换辊道和输送辊道表面要保持光滑,磨损严重的及时进行3、
修磨或更换。
4、成品外形和表面质量要符合对应产品的技术标准的相关要求;中间道次轧件不得有耳子、折叠等缺陷。
5、对需要进行精整处理的产品,尺寸需要按尽量符合正偏差要求进行控制,留出精整余量。
6、锚链钢轧制精度按照Q/CJS298-2015A/0内控标准执行
7、终轧温度控制在900-1050℃。
8、轧制降速原则
.
.
.
五、附表:钢种工艺制度明细预览表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
30CrMo热轧无缝钢管技术协议
XYGN2673.2-2018-01
1 范围
本技术协议规定了供北煤机30CrMo热轧无缝钢管尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规定、包装、标志和质量证明书等。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款;凡是标注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准;凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差
GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法
GB/T 228.1 金属拉伸试验第1部分:试验方法
GB/T 3077 合金结构钢
GB/T 2102 钢管的验收、包装、标志及质量证明书
GB/T 8162 结构用无缝钢管
3 尺寸、外形、重量及允许偏差
3.1钢管的允许尺寸偏差应符合表1的规定。
3.2 不圆度和壁厚不均
钢管的不圆度和壁厚不均应分别不超过外径和壁厚公差的80%。
3.3弯曲度
钢管的每米弯曲度不超过2.0mm/m;钢管的全长弯曲度应不超过钢管全长的0.15%。
3.4长度
钢管长度要求需在合同中注明;如定尺交货,总长度偏差为0 ~ +50mm。
3.5重量
钢管按实际重量交货。
4 技术要求
4.1 钢管化学成分
4.1.1钢的牌号和化学成分(熔炼成分)应符合表2的规定。
4.1.2 钢材成品化学成分允许偏差按 GB/T 222 中表2的规定执行。
4.2 冶炼方法
转炉/电炉 + 炉外精炼 + 真空脱气。
4.3交货状态
钢管以热轧状态交货。
4.4加工用途
热加工用钢。
4.5力学性能
钢管试样毛坯按表3推荐的热处理制度进行热处理后,室温纵向拉伸力学性能应符合表3 的规定;
缺少“冲击吸收功”
4.6表面质量
钢管表面不得有裂纹、结疤、折叠及夹杂等缺陷。
如有上述缺陷必须清除,清除缺陷后钢管的尺寸应在允许偏差的范围之内。
5 试验方法
钢管的取样和试验方法按表4的规定执行。
6包装、标志和质量证明书
钢管包装、标志、验收的其它要求按GB/T 2102执行。
7其它
未尽事宜双方友好协商解决。